
Abstract
In this paper, various FSP parameters have been made on the metal and mechanical properties of WE43 Mg alloy reinforced with nano-SiC particles. In addition, the geometric impact of different tools has been investigated in many advanced Mg alloys metal alloys using FSP. It has been found that the FSP of picnic geometry tools has significantly influenced aspects of integration. From 22.42 to 8.17 µm, the grain size of the al alloy dropped significantly. In addition, the square of geometric pin has shown excellent results in terms of metal and mechanical properties. Fine coefficient production is considered a comforting action produced by a square tool in a plastic environment that provides uniform distribution of particle strength within the metal matrix.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Interest in magnesium alloys (Mg) has increased since the last decade due to its high properties, good texture, high corrosion resistance and durability [1]. The demand for the use of Mg alloys has increased in recent years such as building materials in the automotive industry, electrical products and car tires. [2]. To achieve this, various researchers have studied the effect of strengthening the ductile matrix with hard and heavy particles such as carbides, oxides, nitrides and borides [3, 4]. The addition of reinforcement has led to the integration of suitable properties such as low-temperature growth, certain high strength, good wear resistance, low weight, high thermal conductivity, durability and resistance to environmental corrosion [5].
Among the various methods of preparation for the manufacture of matrix, friction stir processing (FSP) metal has recently attracted the attention of many researchers before assembling Mg-matrix and nano-composites [6]. The FSP is based on the principles of friction stir welding (FSW) established at The Welding Institute (TWI) in the UK in 1991 as a solid form of joining process [7]. The FSP procedure was first proposed by Mishra et al. [8] and was originally developed for aluminum alloys. In FSP, the contraction temperature softens the matrix mixture, and the reinforcing particles are evenly distributed within the matrix by the stimulating action of the unused tool [8,9,10]. To date, extensive research has been done on FSP matrix nano-composites and composites, and the positive effects of FSP technology on grain refining and earth and mass material development have been demonstrated [11, 12]. Therefore, FSP is a method of grain refining and a very attractive process for compounding.
In this research work, the developed WE43/nano-SiC surface was developed by the FSP process. In addition, the effect of various FSP parameters was found. Also an analysis of the impact of the pin-pin geometry tool on the metallurgical and mechanical properties of the composite surface developed.
2 Experimentation
2.1 Materials
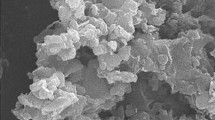
In the present study, we employed WE43 Mg alloy as a substrate. The detailed composition of the used substrate is given in Table 1. Specimens of 15–15 mm are prepared for the analysis of metal and mechanical properties. Specimens are polished to look like a face using various marks of emery paper and further polished with a diamond attach to the end of the mirror. After that, the specimens are cleaned with acetone to remove any foreign impurities from the polished specimens. Nano-Silicon Carbide (Nano-SiC) with more than 99% purity was purchased from Intelligent Materials Pvt Ltd, DeraBassi (India). The size of the Nano-SiC powder was in the range of 45–65 nm. Figure 1 shows FE-SEM morphology and EDS spectrum of nano-size SiC powder used.

Morphology and EDS spectrum of nano-sized SiC powder
2.2 FSP Setup Used in Study
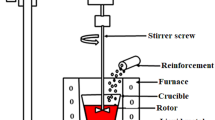
The setting used for the processing analysis (FSP) is shown in Fig. 2. The thickness of the WE43 Mg alloy was 6 mm which was a rolled sheet. 2 mm wide holes are drilled in a straight line with a gap of 8 mm, and 2 rows of this adjustment are arranged in such a way that the holes of the opposing lines form a zigzag pattern with the first row of holes as shown in Fig. 3a. In these holes, nano-size SiC powder was filled. A straight cylindrical collision tool (SD 18 mm) without a pin was used to prevent the flow of reinforcement of the filling and their removal from the holes during the process after filling the pores in the holes. The sample used is shown in Fig. 3b. After that, different FSP pin tools (cylindrical, square and triangular taper) are used which are used to improve the WE43/nano-SiC earth integration. The moving angle of the tool was held at 2° and set constant. To process the rolled plates, various process parameters such as rotation speed (800 and 1700 rpm), cutting speed (30 and 60 mm/min) and geometric tools (cylindrical, square and triangular) were used. The effects of process parameters on various structures (nano-hardness and elastic modulus) and microstructure on process parameters are investigated.

Modified vertical milling machine used as FSP setup

a WE43 plate before processing. b FSPed sample
2.3 Microstructure Characterization and Phase Composition
Samples were prepared for microstructure analysis by a low-density diamond manufacturer from a region of 15 × 15 mm FSP and washed with ethanol. Subsequently, emery paper with various marks (400, 800, 1500, and 2000) was used to polish the specimens and then refined using a 0.1 and diamond paste and thus named 2% of Nital’s blend. Subsequently, with the help of visual microscopy and electron microscopy, microstructure analysis was performed. Energy dispersive (EDS) spectroscopy combined with FE-SEM investigates the basic composition of WE43 Mg alloy before and after FSP. Electron backscatter diffraction (EBSD) map is designed for complete microstructure analysis and breast size research. The backscatter electron (BSE) detector was installed by FE-SEM. OIM analysis software was used to analyze data from EBSD results. Details of EBSD results were analyzed by OIM analysis software.
2.4 Mechanical Properties
Oliver-Pharr’s method used with the help of a nano-indenter (Hyistron TI-950, Bruker’s, Minneapolis, US), to measure the durability and hardness of WE43/SiC compounds using 1000 μN. By measuring the stiffness of the specimens, the nano-hardness of the specimens is guaranteed. The minimum hardness of the variety is rated with an indenting load of 0.49 N and a duration of 15 s with Vickers micro-hardness (HMV-G21ST, Japan). The sample cut-off surface was used for nano-induction testing and low hardness testing.
3 Result and Discussion
3.1 Metallurgical Behavior
A FE-SEM test for the empty and processed substrate is given in Fig. 4. Figure 4a, b shows the basic morphology of the inactive WE43 alloy. The EDS spectrum confirms the use of WE43 Mg alloy in the current study. The WE43/nano-SiC morphology shown in Fig. 5c, d reflects the morphology of the WE43 Mg alloy. It can be clearly seen from the FE-SEM micrograph that the nano-SiC is evenly distributed after the FSP in the WE43 alloy matrix. Nano-SiC was assembled and observed behind the FSP in the form of wide-diameter collections at a distance of 1–2 μm. This is because, at high rotation temperatures, the temperature generated in the processing area is high and causes cold cooling of SiC particles; thus, they combine and form clusters [13].

FE-SEM of WE43 alloy a, b without FSP and c, d after FSP

Nano-indentation plots (p–h plots) of WE43 alloy before and after FSP
3.2 Mechanical Properties
A nano-induction graph was used to calculate the micro-hardness and elastic modulus of WE43/SiC components. Before and after the processing process, Fig. 5 shows the load associated with the depth of the WE43 alloy import structure. Compared to unprocessed WE43 composites, it can be shown that the penetration depth is lower in WE43/SiC composites, which is due to the fact that the minimum weight of WE43/SiC composites is much higher than that of unused WE43 composites. The grain particle size decreased and the combined strength increased as a result of the FSP process, which is resistant to penetration.
Observations also confirmed that WE43/SiC alloys have a much higher modulus compared to the pure WE43 alloy. Minor complications of WE43/nano-SiC composites, processed in the FSP method, have been reported. Figure 6 shows a mixture of unprocessed WE43 and micrographs WE43/SiC. It was found that a mixture of untreated WE43 and WE43/SiC had a minimum hardness of 90 HV and 150 HV, respectively. Notably, the penetration depth of the indenter was influenced by the presence of reinforcement which led to the development of less stiffness.

Indentation image of WE43 alloy a before and b after FSP
Figure 7 shows the micro-hardness line sites of WE43/SiC compounds arranged in various geometric metals. It was noted from this figure that the square form of pin-pin geometry (151.85 HV) encountered the greatest difficulty of the prepared compounds. However, the geometry of the triangular metal has also had an impact on the magnitude associated with small gravity, varying from about 140.85 HV. In the case of square metal geometry, the hardness value obtained was considered to be 129.26 HV. As noted, the geometry of the tool metal is important in the soil application of the substrate WE43 and, consequently, in the solidification of the solids. In the case of pin geometry, the FSP tool has been shown to generate high temperatures in the region of the production region and a large nugget related to the geometry of the square tool. In the case of the triangular pin geometry, however, it was observed that the welding area was larger than the geometry of the triangular and cylindrical pins. The geometry of the toolkit, as mentioned, is important in the ground analysis of the WE43 substrate and, consequently, the reinforcement. In the case of pin geometry asphalt, which is related to the geometry of a square tool, the FSP has also been shown to cause high temperatures of material in the manufacturing region and a large nugget. However, in the case of a triangular pin geometry pin, the welding area was considered larger than the geometry of the triangular pins and cylindrical pins. 122.58 HV hardness is produced at a distance of 4 mm from the center of the weld line, and the average hardness at a distance of 4 mm from the weld line is 113.85 and 138.58 HV, respectively, in the form of a pin and cylindrical pin geometry. The average hardness of WE43/SiC composites produced by cylindrical, square and triangular pin geometry 12 mm from the weld line and, however, is 112.45, 94.47 and 98.55 HV, respectively. Overall, pin-pin geometry was used to achieve the greater complexity of compounds.

Variation of hardness of WE/SiC composite from center of FSPed zone prepared using different tools
It was noted that the micro-hardness and elastic modulus of the prepared specimens increased with a rotational speed from 800 to 1700 rpm. Typically, the rotation speed is related to the vibrating force applied to the operating environment by the rotating tool. Therefore, a large amount of heat was generated when the rotational speed was high. As a result, the gradient produced by the processing plant was high, resulting in a high degree of heat transfer, which resulted in the formation of small grains. Similarly, it can be found that the geometry of the speed of movement of the tool differs in proportion to the hardness of the micro-hard and elastic modulus. In terms of the results obtained from this analysis, it was found that the flow rate of the FSP tool is very important when it comes to processing time spent on the surface of the work by pin-pin geometry. The high flow rate of the FSP tool has hampered the full processing of the workspace which has not provided quality space as sufficient power can be accumulated for effective ground treatment. It therefore affects the small micro-load and elastic modulus of the collected work. Significantly, the observed value of the minimum hardness is approximately 15% with a travel speed of 30 mm/min rather than that of 60 mm/min. Similarly, in the case of the elastic modulus, the value obtained at 30 mm/min was found to be 53% greater than the value obtained at 60 mm/min. When it comes to tool pin geometry, square geometry has been shown to have a much higher degree of rigidity of 12% higher than a cylindrical pin geometry tool. The meaning behind the led patterns, previously, is well-tested. With regard to the modulus and the elasticity of the combination used, it was found that the values obtained by geometry by square tool tools were around 26.6 and 78.2% higher than the extended module obtained by the geometry of the triangular pin and cylindrical tool pin. In general, the pin geometry of the tools, rotation speed and shortcut speed should be kept as square, 1700 rpm and 30 mm/min, respectively, for optimal performance.
4 Conclusions
The following conclusions can be made from the present study:
-
FSP tool pin profile substantially affects the metallurgical and mechanical properties of the surface composite. Square tool pin geometry has been found most suitable for effectively improving the metallurgical and mechanical properties.
-
The generation of fine grains was attributed to the pulsating stirring action produced by square tool at the plasticized zone which gives the uniform dispersion of reinforcement particles within the metal matrix.
-
Substantial reduction in grain size during the FSP of WE43 Mg alloy is resulted into significant improvement in micro-hardness of surface composite.
-
The grain size of the processed compounds has decreased significantly, and as a result, the mechanical properties of the composite compounds have improved. It was found that from 22.42 to 8.17 µm grain size of WE43 alloy was significantly reduced.
References
Polmear IJ (2005) Light alloys, 4th edn. Butterworth-Heinemann, Oxford, pp 29–96
Zettler R, Blanco AC, dos Santos JF, Marya S (2005) The effect of process parameters and tool geometry on thermal field development and weld formation in friction stir welding of the alloy AZ31 and AZ61. In: Neelameggham NR, Daplan HI, Powell BR (eds) Magnesium technology. TMS, San Francisco, pp 409–423
Suryanarayana C, Al-Aqeeli N (2013) Mechanically alloyed nanocomposites. Progress Mater Sci 58:383–502
Liu BZY, Xiao L, Wang WG, Ma ZY (2014) Analysis of carbon nanotube shortening and composite strengthening in carbon nanotube/aluminum composites fabricated by multi-pass friction stir processing. Carbon 69:264–274
Hsu CJ, Chang CY, Kao PW, Ho NJ, Chang CP (2006) Al–Al3Ti nanocomposites produced in situ by friction stir processing. ActaMaterialia 54:5241–5249
Qu J, Xu H, Feng Z, Frederick DA, An L, Heinrich H (2011) Improving the tribological characteristics of aluminum alloys by forming a nanocomposite surface layer using friction stir processing. Wear 271:1940–1945
Thomas WM et al (1991) Patent Application No. 9125978.8, December
Mishra RS, Ma ZY, Charit I (2003) Friction stir processing: a novel technique for fabrication of surface composite. Mater Sci Eng A 341(1–2):307–310
Bauri R, Yadav D, Suhas G (2011) Effect of friction stir processing (FSP) on microstructure and properties of Al–TiC in situ composite. Mater Sci Eng A 528:4732–4739
Dolatkhah A, Golbabaei P, BesharatiGivi MK, Molaiekiya F (2012) Investigating effects of process parameters on microstructural and mechanical properties of Al5052/SiC metal matrix composite fabricated via friction stir processing. Mater Des 37:458–464
Izadi H, Nolting A, Munro C, Bishop DP, Plucknett KP, Gerlich AP (2013) Friction stir processing of Al/SiC composites fabricated by powder metallurgy. J Mater Process Technol 213:1900–1907
Devaraju A, Kumar A, Kotiveerachari B (2013) Influence of rotational speed and reinforcement on wear and mechanical properties of aluminum hybrid composites via friction stir processing. Mater Des 45:576–585
Cao G, Zhang L, Zhang D, Liu Y, Gao J, Li W, Zheng Z (2019) Microstructure and properties of nano-hydroxyapatite reinforced WE43 alloy fabricated by friction stir processing. Materials 12(18):2994
Acknowledgements
IKG Punjab Technical University, Kapurthala, India, has funded this work. To IKG Punjab Technical University, Kapurthala, India, the authors would like to express their sincere gratitude.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Singla, S., Kang, A.S., Sidhu, T.S. (2022). Metallurgical and Mechanical Behavior of Friction Stir Processed WE43/Nano-SiC Surface Composite. In: Dubey, A.K., Sachdeva, A., Mehta, M. (eds) Recent Trends in Industrial and Production Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-3135-1_16
Download citation
DOI: https://doi.org/10.1007/978-981-16-3135-1_16
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-3134-4
Online ISBN: 978-981-16-3135-1
eBook Packages: EngineeringEngineering (R0)