
Abstract
This study is aimed at evaluating through Life Cycle Assessment (LCA) the environmental performances of an integrated system of an existing Water Resources Recovery Facility (WRRF) and a hypothetical hydrothermal carbonization (HTC) plant applied to the generated sewage sludge (SS). Beside the valorisation of the solid product (hydrochar, HC) as a fuel substituting lignite, the possibility to valorize also the liquid fraction (process water, PW) derived by the HTC, by anaerobic digestion to produce biogas, is here proposed and analysed. Additionally, phosphorus recovery from HC, prior its use, by acid leaching with nitric acid is also suggested and evaluated. Thus, four integrated scenarios, based on SS carbonization, are proposed and compared with the current SS treatment, based on composting outside of the WRRF (Benchmark scenario). The proposed scenarios, based on HTC, show improved performances with respect to the benchmark one, for thirteen of sixteen considered impact indicators. For the Climate Change (CC) indicator, the two HTC scenarios are able to reduce the impacts up to – 98%, with respect to the Benchmark. Further, the introduction of anaerobic digestion of PW proves to reduce impacts more than other configurations in eleven on sixteen impact categories. On the contrary, the introduction of phosphorus recovery process negatively affects the values for most of indicators. Thus, possible solutions to improve the integration of this process are outlined (e.g., the use of sulfuric acid instead of nitric one, or the application of a different ratio between solid and acidified solution during acid leaching of HC to recover phosphorus).
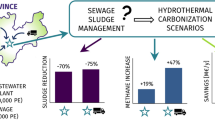
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
The novelty of this study relies in the evaluation of the environmental sustainability of HTC technology to treat sewage sludge (SS) at industrial scale, including some modifications with respect to the basic HTC process, namely the valorisation of the process water (PW), by anaerobic digestion, and the recovery of phosphorus (P) contained in the HC by acid leaching with HNO3. Further, a comparison with H2SO4 efficiency has been proposed. Results are useful to understand the environmental sustainability of these specific modifications (PW anaerobic digestion is always beneficial, while P recovery deteriorates the environmental performance of the overall process), but more generally it is stressed the importance of evaluating innovative technologies at the early stage of development, also proposing alternatives, to obtain larger environmental benefits.
Introduction
Scientific research in sustainable technologies and renewable energies is becoming of increasing relevance year by year. Because of the exploitation of fossils resources, new solutions are urgently needed, with the perspective to achieve the EU goal of net-zero greenhouse gas (GHGs) emissions by 2050 [1, 2]. Specifically in wastewater sector, innovative, safe and environmentally friendly strategies have to be found. Indeed, sewage sludge (SS), which is the main by-product of Water Resources Recovery Facilities (WRRF), needs a proper and careful management, since, besides the importance of health and environmental protection, a considerable amount of GHGs is produced by its treatment and disposal [3].
In this framework, hydrothermal carbonization (HTC) is gaining attention as suitable technology to treat SS. During HTC, the feedstock is heated up to mild temperature (150 – 250 °C) under autogenic pressure (up to 20 bars) and in subcritical water conditions. Within short retention time (1–12 h), the biomass in converted in three fractions: a solid-coal matrix (hydrochar, HC), a liquid fraction (process water, PW) and a small amount of gas (mainly composed by CO2) [4]. HC is a densified solid product able to retain carbon (C) into its structure, improving its fuel properties [5, 6]. It is also characterized by a high porosity, which suggest its suitability as activated carbon or as soil conditioner [7]. PW generally contains a high concentration of organic substances and volatile fatty acids, making it a promising substrate for anaerobic digestion [8]. The main advantage of HTC is the ability to process biomass with a high moisture content (75–99%) (such as SS) without any pre-treatments [9]. Therefore, it becomes straightaway to think to an integration of HTC in SS treatment line of WRRFs. Indeed, even though HTC is not so new, its application to SS has been proposed only in the last few years, as it is demonstrated by the increasing number of scientific publications starting from 2008 [1]. Additionally, HTC has been recently identified as an effective technology for SS disinfection. Indeed, thanks to the mild temperatures (> 100 °C), HTC is reported to eliminate microorganisms, pathogens, and viruses, including also SARS-CoV-2 [10].
It is extremely interesting to answer the interrogative about the effective environmental advantage of the HTC application, as well as the benefit from an economic viewpoint. To the aim of environmental evaluation, life cycle assessment (LCA) methodology appears to be the appropriate tool [11]. Some studies already evaluated the environmental performance of HTC on SS through LCA. Specifically, Medina-Martos et al. [12] compared through LCA the environmental performances of two alternative scenarios for SS treatment. The first one expects the standalone anaerobic digestion (AD) of a mixture of secondary and primary SS, while the second one includes HTC of secondary SS combined with AD of both primary SS and PW derived by HTC process. They found that the integrated strategy generally reduces the environmental impacts, in comparison with the sole AD configuration, thanks to the valorization of HC, able to replace fossil fuels. Further, the recovery of PW by anaerobic co-digestion with primary sewage sludge allows minimizing the impact of liquid fraction, whose treatment generally imposes a relevant environmental load [13]. Further, other LCA studies support the sustainability of HTC in comparison to other technologies to treat SS [14, 15]. In detail, HTC treatment on SS (anaerobically digested) proved to save more CO2 emissions than mono-incineration, in particular using HC for energy purpose instead of in agriculture/horticulture [14]. Further, HTC process for anaerobically digested and dewatered SS treatment resulted in better environmental performances than co-incineration with municipal solid waste, landfill and mono-incineration according to Wang et al. [15]. Finally, another work reported that the no advantages in global warming potential (GWP) are offered by HTC process on SS (both digested and non-digested) in comparison with its direct agricultural and energy valorization in German conditions [16].
It is worth pointing out that some LCA studies evaluated the environmental performances of the application of HTC on different types of feedstocks (e.g., food waste, garden/green waste, poultry litter and olive pomace) [17,18,19,20]. All the aforementioned studies are in agreement to identify the attractive role of HTC in biowaste treatment. However, the direct comparison among these different LCA studies is challenging, due to several factors, such as operational HTC conditions, feedstock, valorization pathways, assumptions and system boundary.
It is well note that phosphorous (P) is a key nutrient essential for organism growth in nature and its recovery is necessary. Indeed, since 2017 it is listed among critical raw materials by EU commission, due to its scarcity in Europe [21]. Several studies investigated acid leaching of P from HC at laboratory scale, concluding that P recovery is concretely efficient [22,23,24]. However, from LCA perspective, the environmental performance of P recovery from HC derived by HTC of the organic fraction of municipal solid waste seems not very convenient [24], being the assumed P extraction process the limiting factor to achieve sustainable environmental performances, pointing out the necessity to optimize this process.
The novelty proposed in the present study relies in the introduction of P recovery process, in addition to HTC, to a SS treatment line of a WRRF. Specifically, acid leaching with HNO3 has been proposed, and viable optimization routes were outlined. Moreover, the contribution of this study is to evaluate the environmental performance of a complete integrated system between SS treatment line, HTC process, AD of PW and P recovery from HC and to point out its potential application on a real scale.
In this study, the LCA is carried out in reference to an Italian case study WRRF—San Colombano WRRF (Florence), managed by Publiacqua SpA. The selected WRRF is a conventional activated sludge plant with a modified Ludzack-Hettinger process for N removal, which expects consecutively anoxic and aerobic steps into the wastewater treatment line. The plant also provides the chemical P precipitation and anaerobic digestion for sludge stabilization and it can be therefore considered representative of state-of-the art of large WRRFs in EU. The current SS treatment line of the plant processes only secondary SS, since the primary settling is by-passed due to a low C/N ratio in the influent. San Colombano treats mainly urban wastewater of Florence and surroundings and it is the biggest WRRF in Tuscany for capacity (600 000 population equivalent and SS production of 17 066 t y−1 on wet basis as average value of 2017–2018). Specific data about equipment and consumptions of SS treatment line are available at the time of writing and therefore used in this study. Digested SS is presently sent outside of the plant for final treatment, namely composting with other substrates, representing the current situation. In addition, four further scenarios are hypothesized integrating the HTC, two of which also including P recovery process. Data about HTC, anaerobic digestion of PW and P recovery process are gained by experimental work, on the specific substrates, and specifically used in this study. Other data are retrieved from literature or obtained by process modelling to provide the required input for LCA inventory, which is the most effort demanding step in LCA.
Materials and Methods
The LCA is developed according to the phases identified by ISO 14040:2006 (ISO, 2006) and ISO 14044:2006 (ISO, 2006): goal and scope definition, inventory analysis, impact assessment and interpretation (reported in Sect. 3).
Goal and Scope
The aim of this study is to carry out an environmental comparison of the following five scenarios of SS treatment:
-
Benchmark scenario: anaerobic digestion of SS, representing the current situation; the digested sludge is sent for composting elsewhere
-
HTC scenario: anaerobic digestion of SS and further local HTC of digested sludge
-
HTC + AD scenario: anaerobic digestion of SS, further local HTC and final anaerobic digestion of PW
-
HTC + AD + Pdry scenario: anaerobic digestion of SS, further local HTC and final anaerobic digestion of PW; P recovery from dried HC through acid leaching with HNO3
-
HTC + AD + Pwet scenario: anaerobic digestion of SS, further local HTC and final anaerobic digestion of PW; P recovery from wet HC through acid leaching with HNO3.
See Table 1 briefly reports the main processes included in each Scenario.
System Boundaries and Plant Process Layout
System boundaries of the five treatment scenarios include the thermochemical HTC process, the energy production from biogas, the dewatering treatment of HC solid fraction, the AD of PW, the P recovery process, and the final treatment by aerobic post-composting (where expected). In order to provide a wider picture of the treatment systems and their impacts, and to account for the small modifications that apply when HTC is integrated, the upstream SS treatment line, starting from secondary SS and including the SS anaerobic digestion, is also accounted for in all five scenarios.
Inventory data of HC yield, biogas production from PW and its composition, as well as P recovery from HC, are retrieved from experimental data. Assumptions for each of the previously mentioned scenario are deeply illustrated in the following and compared with literature values (given in detail in the inventory).
Within the system boundaries, the production processes for utilities, fuels, chemicals and manufactured materials entering the processes and the related generated emissions are included. CO2 emissions from the combustion of biogas and HC, HTC and the composting process are of biogenic origin and assumed not contributing to Global Warming [25]. The treatment of produced wastewater supernatant from pre-treatments and dewatering stages is considered and included within the system. However, the possible nutrients contribution of supernatants to SS treatment line, once recirculated in the WRRF, is excluded from the analysis.
Impacts caused by the construction of plants and auxiliary machines are not included within the system boundaries, since they are assumed to be relatively low [25].
Recovered materials or energy produced as by-products, specifically HC, compost, P, thermal energy (TE), and electric energy (EE) are accounted for by expanding the system boundaries to include avoided primary productions due to material and/or energy recovered from SS, reporting the substitution assumptions according to [26] in the Appendix (Sect. 5). Particularly, the biogas produced by the PW anaerobic digestion is assumed to be combusted in an internal combustion engine (ICE) and the generated EE and TE are credited assuming to displace the electricity from the Italian grid and the heat generated by natural gas boilers, respectively. Concerning HC, P and compost, it is assumed that they can replace lignite and fertilisers, as better detailed in the inventory.
Calculations are performed for the total flow rate of produced SS, equal to 1477 m3 d−1. However, the functional unit adopted for the comparison is the treatment of 1 t of SS, characterized by total solids (TS) and total volatile solids (TVS) contents equal to 0.9% as wet weight and 56% of TS on dry basis respectively, which represents the average value obtained in the year 2020 from the monitoring activity carried out by the plant operators.
Background data for fuels, chemicals and manufactured materials, avoided materials and energy (lignite, heat, fertilizers, etc.), and for wastewater treatment are retrieved from the database Ecoinvent 3.6 [27].
Inventory Analysis
In this phase, mass and energy flows across system boundary are evaluated to quantitively describe the studied systems. Current real data about San Colombano SS treatment line is provided by the study case plant, while information about HTC reactor, process water AD and P recovery from hydrochar are collected from experimental laboratory tests and in some cases from literature. Details are also provided in the Appendix.
Benchmark Scenario
In the Benchmark scenario (Fig. 1), secondary SS is firstly thickened by centrifugation and then it is sent to the anaerobic digesters with the organic loading rate (OLR) and the specific gas production (SGP) indicated in Table 1 and derived from real operation data (year 2020), in agreement with literature values for sludge [28]. Before AD, a dosage of ferrous chloride (FeCl2) into the sludge is accounted, promoting ferrous sulphide (FeS) precipitation to avoid the hydrogen sulphide (H2S) formation in the biogas. Therefore, no SO2 emissions are considered from biogas combustion. Digestate is then dewatered by centrifugation, adding polyelectrolyte, and then it is processed by composting outside Tuscany region, according to the information provided by Publiacqua, considering a transportation distance equal to 300 km. Composting emissions are accounted for CH4 and N2O and equal to 2.9 kgCO2 eq. t−1dry sludge and 0.2 kgCO2 eq. t−1dry sludge, respectively [29].

Scheme of the Benchmark scenario
The produced biogas is mainly recovered in a boiler to produce TE for digesters heating. However, the biogas only partially covers the digesters thermal energy demand. From the data provided by the plant, an average value around 4% of biogas is combusted in a flare (as excess in some period of the year), while natural gas is withdrawn from national grid when the biogas is not sufficient (average annual consumption equal to 8% of produced biogas). Emission factors for a boiler powered by natural gas for NOx, CO, PM, and VOC are taken into account [30] for both biogas and natural gas combustion. CH4 losses are also considered: losses from biogas plant, assuming an average value of 3.7% [31], and losses of biogas flare, considering a value equal to 1% [32]. A specific rate of solid removal for the composting process is assumed, together with a specific EE consumption of composting process (Table 2).
Main operational parameters and assumptions are reported in Table 2, while EE and TE consumptions of the system are provided by the study case plant.
HTC Scenario
In the HTC scenario (Fig. 2), an integration between the existing SS treatment line of San Colombano WRRF and HTC process is proposed, considering a hypothetical industrial layout. According to laboratory data on HTC, digested SS is supposed to enter the HTC reactor with a TS content of 15 wt %. Thus, a 6% of the centrifuge inlet flow by-passes the centrifuge itself and then it is mixed with the exiting stream, to reach the desired solid concentration. Mass balance of the HTC process is carried out according to C yield (%) derived by laboratory data (see Paragraph 1.1 of the Online Appendix for details). In the hypothetical industrial layout, digested SS is pre-heated up to 200 °C before entering into the continuous HTC reactor, passing through a heat exchanger (HE) in which the hot solid–liquid mixture (slurry) out of HTC is recirculated. Thus, SS is further heated up the operational temperature, assumed 220 °C, by a heater – externally fired—and then processed by the HTC unit. The reactor is sized as a continuous one, able to assure the required reaction time (85 min). TE is supplied to the HTC reactor as well, to balance the heat losses. Hence, exiting slurry is sent to a filter press for HC and PW separation. HC is dried to remove the residual moisture and then pelletized to be easily stored, while PW is supposed to be recirculated into a WRRF to be treated (inventoried according to the appropriate ecoinvent process). Main operational parameters and assumptions are reported in Table 2, while EE and TE consumptions of the system are calculated as reported in detail in Paragraph 1.2 of the Online Appendix. The TE required for the externally fired heater and for the HTC reactor heating is supplied by natural gas combustion. The produced HC is assumed to be sent for energy recovery to an external user. HC valorization depends on its lower heating value (LHV), which is measured experimentally (8.1 MJ kg−1dry HC) (Table 3) [36].

Scheme of the HTC scenario
HTC + AD Scenario
In HTC + AD scenario, SS treatment line, HTC, and slurry post-treatments are exactly the same assumed in the previous scenario. The only difference relies in PW treatment. In this scenario, PW is anaerobically treated in a dedicated anaerobic digester. Process scheme is the same depicted in Fig. 2, but PW, after anaerobic digestion, is directly sent to a centrifuge to separate supernatant from digestate (Fig. 3). The first one is then directed to a WRRF to be treated, while the digestate is treated by composting. Assumptions about composting are the same described for the Benchmark scenario. The specific methane production of PW is obtained by experimental anaerobic digestion tests, resulting in agreement with specific CH4 production reported in literature for AD on process water derived by HTC on digested SS [8, 39]. Biogas produced during AD of PW is valorized into an ICE to produce both EE and TE (efficiencies equal to 39 and 42%, respectively). The ICE stack emissions (NOx, CO, particulate matter) are calculated according to Asunis et al. [40]. CO2 emissions from biogas combustion are not considered, since carbon is generated by a renewable carbon source. CH4 fugitive emissions of AD process are assumed equal to 3.7% of the produced biogas [31]. Main PW characteristics and operational parameters are reported in Table 4, while detailed information about EE and TE consumptions of the system are described in Paragraph 2.2 of the Appendix. Composting process of digestate is inventoried similarly to the previous case.

Scheme of the HTC + AD scenario
HTC + AD + P dry Scenario
In the HTC + AD + Pdry scenario (Fig. 4), P recovery from dried HC is introduced. Here, acid leaching with nitric acid (HNO3) in water is proposed to recover P from HC. Thus, the process scheme is exactly the same depicted in the previous scenario, except for post-treatments of HC after drying. In this scenario, dried HC is directly sent to a grinder to homogenize the sample. Then, it is directed to a mixer, where HNO3 acid and water are added to HC, to leach P from solid fraction to the liquid phase. Quantity of HNO3 acid and water are assumed according to laboratory conditions (Table 5 and Paragraph 3.1 of the Online Appendix). P experimentally recovered resulted equal to 78% of P retained in HC, in agreement with P yield reported in literature [23, 42]. Acidified suspension is then separated by a filter press and HC is dried and pelletized. Experimental data and EE consumptions, as well as TE requirements are described in detail in Paragraph 3.2 of the Appendix. In Table 5 the main assumptions are reported. The separated P leachate is assumed to be used directly in agricultural land, even though post treatments and/or fertilizers production processes are generally recommended [43].

Scheme of the HTC + AD + Pdry scenario
HTC + AD + Pwet Scenario
In HTC + AD + Pwet scenario, P recovery from wet HC is included. After slurry separation by filter press in PW and HC, the latter (TS equal to 60%) is directly sent to P recovery process. P recovery steps are exactly the ones described above, with similar considerations for each unit. Nevertheless, only a single dryer is considered in this scenario, since HC is not dried before P recovery process (Fig. 5). Therefore, TE requirements are reduced. Details on calculations are reported in Paragraphs 4.1 and 4.2 of the Appendix.

Scheme of the HTC + AD + Pwet
Summary of Inputs/Outputs
The following table (Table 6) reports the inputs/outputs quantitative flows for the investigated scenarios expressed per functional unit (1 t of SS).
System Expansion
HC production is calculated equal to 0.63 tdry HC t−1dry sludge in for both HTC and HTC + AD scenarios, and equal to 0.52 tdry HC t−1dry sludge in for both HTC + AD + Pdry and HTC + AD + Pwet, respectively. Indeed, 17% mass loss is registered after leaching for P extraction. However, the LHV of the HC after leaching similarly increases by the same percentage, keeping substantially constant the energy content between the entering and exiting streams (13.481 kWh t−1sludge in).
The produced HC is assumed to be used entirely as bio-fuel, substituting a similar solid fuel, lignite, which is displaced on equivalent basis of energy content. Hence, the production of this amount of lignite is prevented (production process gained from ecoinvent) together with the related CO2 fossil emissions from combustion of lignite (thus assuming that the other emissions from combustion of lignite and HC are the same, mainly depending on the type of combustion device) [30]. The stoichiometric factor equal to 2.02 kg CO2 per kg lignite is used for the climate change (CC) impact calculation.
The EE produced from biogas in AD of PW is assumed to be recovered into the national grid, while the TE is directed to a thermal user close to the plant, displacing heat generated by natural gas boilers [30]. The TE produced by biogas through AD of secondary SS is recovered to satisfy the energy requirement of anaerobic digesters in sludge treatment line. However, it is not sufficient to cover the whole heat demand. Hence, natural gas is withdrawn from national grid when the biogas is not sufficient. The appropriate ecoinvent record for TE is selected.
For the compost produced by aerobic stabilization of SS in the Benchmark scenario, a typical distribution of nutrients from direct chemical analysis of a sample of anaerobically digested SS provided by the plant is considered: 32 g N kg TS−1, 98 g P2O5 kg TS−1 and 2 g K2O kg TS−1. For digestate derived by AD of process water in HTC + AD, HTC + AD + Pdry and HTC + AD + Pwet scenarios, a nutrient distribution is assumed based on literature (for K2O content) [45] and on the stoichiometric elemental composition of biomass (for N and P2O5 content) [46]: 55 g N kg TS−1, 23 g P2O5 kg TS−1 and 5 g K2O kg TS−1. Compost is assumed to be used in substitution of mineral fertiliser with the same nutrients content (93%) or without any replacement (7%) [47]. For N fertilizer, P fertilizer and K fertilizer, the proper ecoinvent records are used.
For P extracted from HC by acid leaching, the substitution of P fertilizer is assumed (considering the appropriate ecoinvent record). Indeed, even though information about acid leachate composition is scarce, especially regarding metals content, recovered P in solution is assumed to be applied on land, exploiting its fertilizer potential.
From thickening and dewatering processes, supernatant rich in nutrients is obtained, which is recirculated to the biological oxidation tanks of the WRRF and then treated (according to the proper ecoinvent process) [30]. N and P contained in supernatant could provide nutrients, increasing their content into secondary SS, and subsequently into the produced digestate. However, since data are extremely variable and no complete information are available about these parameters, no other advantage on the compost produced is considered for this specific case study.
Impact Assessment Method
The Environmental Footprint (EF) 3.0 method [48] developed by the Joint Research Centre of European Commission, is selected to perform the Life Cycle Impact Assessment (LCIA), with its 16 impact categories: Climate change (CC) in kg CO2 eq.; Ozone depletion (OD) in kg CFC-11 eq.; Ionising radiation (IR) in kBq U235 eq.; Photochemical ozone formation (POF) in kg NMVOC eq.; Particulate matter (PM) in disease incidence; Human toxicity, non-cancer (HTnc) in CTUh (Comparative Toxic Unit for humans); Human toxicity, cancer (HTc) in CTUh; Acidification (A) in mol H + eq.; Eutrophication, freshwater (Ef) in kg P eq.; Eutrophication, marine (Em) in kg N eq.; Eutrophication, terrestrial (Et) in mol N eq.; Ecotoxicity, freshwater (ETf) in CTUe (Comparative Toxic Unit for ecosystems); Land use (LU) in pt (soil quality index); Water use (WU) in m3 deprived; Resource use, fossils (RUf) in MJ; Resource use, minerals and metals (RUmm) in kg Sb eq. In the classification phase, all the material and energy flows of the inventory phase are identified according to their contribution to each impact category. The EF indicators calculation is performed using Simapro software, version 9.1.1.1, applying an adapted method, which is not suitable for conducting the EF-compliant studies, but can be used for other assessments. In this study, normalization and weighting steps are not carried out.
Sensitivity Analysis
The sensitivity analysis is generally performed to evaluate how specific key values assumed in the inventory could influence the impact assessment results. Regarding HC derived by HTC process, its yield varies in a wide range, depending on initial SS characteristics as well as the severity of HTC conditions [49]. Moreover, combustion properties of HC (e.g., higher/lower calorific value) are generally affected by several parameters of HTC process and by feedstock characteristics [50, 51].
Thus, a combination of HC yield and LHV—named for this specific section as energy recovery (ER)—is evaluated, as reported in Eq. 1:
where YHC is the hydrochar yield on dry basis (wt %) [52] and LHVHC is the lower heating value of HC (kJ kg−1dryHC), calculated on the basis of HC elemental analysis [53].
Thus, at laboratory scale, five different SS anaerobically/aerobically stabilized from five WRRFs in Tuscany treating mainly municipal wastewater, were previously processed in the same HTC operational conditions here proposed (220 °C, 85 min, TS of 15%), in addition to SS derived from the WRRF case study. Then, the couples of parameters resulting in the highest and in the lowest ER values are chosen in order to establish the range of sensitivity (Table 7). The minimum ER value corresponds to the parameters of the base case study. The sensitivity analysis is carried out through a Monte Carlo simulation, generating random outcomes of the ER value (1000 samples each), using a normal distribution.
Results and Discussion
LCA results are reported in the following sections according to the adapted EF 3.0 method. Further, the sensitivity analysis is described with respect to the ER parameter, as defined previously (Eq. 1).
Impact Assessment
Table 8 shows the results of impact assessment expressed per functional unit (1 t of secondary SS entering into the SS treatment line on wet basis) for each investigated scenario.
As can be observed in Table 8, the Benchmark scenario has better environmental performances than other configurations for three of sixteen indicators. In eleven cases on sixteen, the HTC + AD scenario provides the lowest impacts, whereas HTC + AD + Pwet scenario result the best configuration in the IR impact category (- 46% with respect to the Benchmark). Further, HTC + AD + Pwet and HTC + AD + Pdry show the same impacts in case of Ef, both of which result in the lowest impacts.
Specifically, about WU category, HTC + AD + Pdry and HTC + AD + Pwet scenarios are extremely affected by the amount of water required by P acid leaching, resulting in higher impacts than all the other scenarios. In case of RUmm, for the above-mentioned scenarios, the beneficial effect of SS composting, in terms of impacts, is higher than the advantage to recover P from HC. Further, avoided impacts of lignite from HC and of both EE and TE from anaerobic digestion of PW are negligible.
Thanks to HC recovery through lignite displacement and to the biogas valorization from PW through an ICE, the environmental profiles of HTC + AD scenario generally show the best environmental performances. Thus, concerning CC, HTC + AD results in an impact reduction of –98% respect to the Benchmark scenario. The reduction of CO2 emissions for an integrated configuration of HTC and AD, in comparison with the standalone AD, is found also in another work [12]. For CC, HTC + AD + Pwet shows an impact increase respect to the Benchmark equal to + 2%, and equal to + 37% in case of HTC + AD + Pdry.
Nevertheless, in case of HTC + AD + Pdry and HTC + AD + Pwet, the avoided impact of lignite is generally not sufficient to mitigate the direct impacts of the P recovery process. For example, in case of Acidification, these scenarios result in worst performance than Benchmark (equal to + 151%, and + 139%, respectively).
Furthermore, Ef is the only category for which the Benchmark scenario results overall in a positive impact, whereas all the others show negative scores. P recovery process slightly contributes to reduce the impacts, while the main avoided contribution derives from the HC valorization. HTC, HTC + AD, HTC + AD + Pdry and HTC + AD + Pwet show a reduction of impacts with respect to the Benchmark scenario equal to − 986, − 995, − 1015 and − 1021%, respectively.
As a rule, P recovery results in worst environmental profiles than other scenarios, suggesting that this process should be optimized to obtain better performances. Similar conclusions are reported by Oliver-Tomas et al. [24], whose investigation is about the environmental performances of P recovery from HC derived by HTC of organic fraction of municipal solid waste (OFMSW). Indeed, also in that study, P extraction proved to be the main limitation of the process environmental profile. However, in case of IR impact category, both HTC + AD + Pdry and HTC + AD + Pwet results in lower impacts than the other scenarios due to the displacement of P and lignite.
More detailed considerations about contribution analysis are given in the following paragraphs. Three impact categories are here discussed in detail. Specifically, CC outlines the good environmental performance of HTC and HTC + AD Scenarios, RUmm shows the convenience of P recovery, and IR demonstrates the better environmental performance of all HTC Scenarios compared to the Benchmark. The others indicators are reported in the Online Appendix.
Climate Change (CC)
Figure 6 shows the contribution of sub-processes to CC in each scenario. For Benchmark, HTC and HTC + AD scenarios, the highest contribution to direct impacts (as positive values) is given by SS treatment line, accounting the 69, 31 and 28% of total impact, respectively. These impacts are mainly caused by EE consumptions of the SS treatment line and CH4 air emissions. In the Benchmark scenario, composting contribution (as positive direct impact) represents the 23% of the total impact, while nutrients replacement (as avoided impact) accounts for − 8%. EE energy consumptions and the transportation of digestate to composting plant are the main contributions to the composting direct impact. For HTC and HTC + AD scenarios, HTC process (which contains TE, EE, CO2 and CO emissions) considering also the dewatering steps (filter-press, dryer and pelletizer) account around the 20% of total impact in both cases (TE as main impact), whereas the lignite replacement represents a percentage equal to − 49 and − 45% of total impact, respectively. Concerning scenarios with anaerobic digestion of PW, avoided EE and TE recovered by biogas represents only around the − 4% on total impact, against a 2% direct emissions of AD process. The avoided fertilizer from digestate composting derived by anaerobic digestion of PW negligibly contributes to the avoided impacts. In case of HTC + AD + Pdry and HTC + AD + Pwet scenarios, the highest contribution to direct impact is given by P recovery process, which accounts for 33 and 29% on the total impact respectively, especially due to HNO3 solution consumptions. Otherwise, the avoided impact of P displacement is not really appreciable, since its contribution results equal to − 2% in both cases. However, the avoided impact of lignite contributes to about the − 30% in both scenarios with P recovery.

Sub-processes contribution for CC impact category
Ionising Radiation (IR)
In Fig. 7 the contribution of sub-processes to IR in each scenario is reported. SS treatment line represents the highest direct impact for all the investigated scenarios, accounting a percentage of total impact equal to + 55, + 58, + 50, + 34, and + 35% for Benchmark, HTC, HTC + AD, HTC + AD + Pdry, and HTC + AD + Pwet scenario, respectively. The EE consumptions of the SS treatment line mainly contributes to these impacts. Among the avoided impacts, the lignite replacement from HC production represents the highest contribution in case of HTC and HTC + AD, accounting a percentage of total impact equal to − 28, and − 24%, respectively. In case of HTC + AD + Pdry and HTC + AD + Pwet the avoided impacts of HC results equal to about -17% in both cases. Further, the avoided impact of P displacement in both scenarios (− 17% on total impacts) are balanced by the direct contributions of the P recovery process itself. However, all scenarios with HTC result in better environmental profile than Benchmark. Indeed, in the reference scenario, the avoided impact of fertilizer (− 24% on total impact) can not sufficiently balance the direct contribution of SS treatment line and composting. The avoided EE and TE produced by valorization of biogas of PW anaerobic digestion through an ICE represent -9% on total impact in case of HTC + AD scenario, while they account about -6% in case of HTC + AD + Pdry, and HTC + AD + Pwet. Direct impacts of anaerobic digestion of PW result in negligible contribution on total impact for all scenarios (where expected).

Sub-processes contribution for IR impact category
RUmm
The contribution of sub-processes to RUmm impact category is depicted in Fig. 8. Direct impacts of SS treatment line are the most impactful on the environment in case of Benchmark, HTC, and HTC + AD, accounting a percentage of total impact equal to + 46, + 81, and + 68%, respectively, with EE and polyelectrolyte consumptions as main contributions. Conversely, the highest contribution in case of HTC + AD + Pdry and HTC + AD + Pwet, is accounted for P recovery process, which resulted equal to + 36, and + 35% on total impact, respectively, due to HNO3 solution consumption. For Benchmark scenario, avoided impacts of fertilizer due to the compost displacement account the − 34% of total impact, completely balancing the impact of its production (equal to 20%). Lignite replacement by HC production represents a negligible percentage on total impact in all scenarios, whereas the P recovery significantly contributes to the avoided impacts (+ 21%, and + 22%, for HTC + AD + Pdry and HTC + AD + Pwet, respectively). Conversely, the EE and TE derived by biogas production through anaerobic digestion of PW account on total impact − 7% in case of HTC + AD, and − 3% for both HTC + AD + Pdry and HTC + AD + Pwet, while AD consumptions are negligible.

Sub-processes contribution for RUmm impact category
Details about sub-processes contribution of other impact categories are reported in Sect. 6 of the Online Appendix.
Role of P Recovery and Possible Routes for Optimization
In the majority of impact categories HTC + AD scenario shows better environmental profile than all the others, as HTC + AD + Pdry and HTC + AD + Pwet scenarios are strongly affected by P recovery process. As expected, HTC + AD + Pwet results in better environmental performance than HTC + AD + Pdry, since the latter includes one drying step more than the first one. However, the main factor that significantly contributes to direct impacts is the HNO3 acid consumption for all indicators (see Fig. 24 in Online Appendix). Only in the case of WU, the highest direct contribution is observed for the water needed for P leaching. In order to optimize the P recovery process, two possible strategies are further tested. According to available experimental data, the aforementioned scenarios are adapted considering H2SO4 as acid solution to perform P extraction. With this change, HTC + AD + Pdry and HTC + AD + Pwet have reduced direct impacts (as positive values) in comparison with the previous one for each impact categories, not including WU (see Table 11 in the Online Appendix). HTC + AD + Pwet confirms its better environmental profile than HTC + AD + Pdry and greater reductions are observed for CC, Et and LU. The result finds explanations in the fact that, to reach the same leaching conditions proposed for HNO3, smaller amount of H2SO4 is required (0.23 mL H2SO4 solution gdryHC−1). Additionally, since the ecoinvent process associated to H2SO4 production has lower impacts than HNO3 for all indicators (except for WU), direct impacts of P recovery process are generally reduced (for WU an increase of 20% is observed) (see Table 11 in the Online Appendix). Similar considerations are developed by the already cited study [24]. They report that P extraction results in negative impact scores for the following indicators: PM, Acidification (not in case of HNO3 acid) and WU for three acids tested (HNO3, H2SO4 and HCl). Here, only in case of Ef indicator, a negative impact scores occur for all scenarios with integrated HTC. However, many factors must be taken into account comparing the results of this work with that study. Indeed, Oliver-Tomas et al. (2019) investigates the P recovery process with different system boundaries (no treatment plant is included nor HTC process). Further, the processed feedstock by HTC is different (here anaerobic digestate, there OFMSW), and they also include P precipitation with base after leaching. However, even though the comparison is challenging, the main conclusion is similar: P recovery demonstrates to strongly affect the environmental performance of the investigated scenarios.
Lastly, HTC + AD + Pdry and HTC + AD + Pwet scenarios with HNO3 acid are further optimized, considering a solid/solution ratio equal to 20%. Inventory data are adapted using laboratory information and then the impact assessment is again analyzed. An impact reduction is observed for all indicators. Specifically, WU is reduced up to an average percentage equal to 70%, since the water needed is significantly decreased. Anyway, the P recovery process must be strongly optimized. A solid/solution ratio higher than 5% and the use of H2SO4 could help in this direction: in both cases, further experimental verifications are required, being the aim of the present evaluation to direct the future experimental efforts toward potentially advantageous alternatives. Further, the reuse of the WRRF’s effluent could be used as water source instead of a conventional one or distilled water, in order to limit the impact. Finally, it is worth pointing out that the use of H2SO4 on HC could add sulphur on the solid matrix, limiting its application as solid fuel [54].
Sensitivity Analysis
YHC and LHV are selected as key parameters to carry out sensitivity analysis. Applying the maximum ER value (full results are reported in Table 12 of the Online Appendix), the classification of environmental performances among scenarios remains unchanged for each impact category, except for HTnc indicator. For the latter case, HTC + AD shows better environmental performances than other scenarios, improving the trend observed in the base case study. Thus, a sensitivity analysis is carried out for this indicator for HTC, HTC + AD, and HTC + AD + Pdry and HTC + AD + Pwet. Concerning HTnc, in the base case study, which also corresponds to the minimum ER value, all scenarios show higher impacts than Benchmark, with an increase of + 4, + 1, + 14, and + 8% for HTC, HTC + AD, HTC + AD + Pdry and HTC + AD + Pwet, respectively. Considering instead scenarios with the maximum ER value, all the aforementioned scenarios reduce their impacts in comparison to the Benchmark (except HTC + AD + Pdry), with percentage of − 8, − 12, + 0.5, and − 5%, respectively. However, scenarios with the maximum ER value show better environmental performances in all impact category than the base case study, indicating that both HC yield and LHV have a relevant role on the impact of the process.
As explained above, by Monte Carlo simulation, a frequency distribution is generated on the basis of random outcomes. Here, this analysis is carried out in order to understand when a scenario results in better environmental performance than Benchmark, for a selected impact category. The sensitivity analysis is carried out for the HTnc impact category for all scenarios. For HTC, the analysis points out that this scenario results in better environmental performances than Benchmark in the 88% of cases (as average values), for HTC + AD in the 100% of cases (as average values), and for HTC + AD + Pdry in 0% of cases (as average values). In Fig. 9 the frequency curve is reported for HTC + AD + Pwet in case of HTnc, which demonstrates to be more convenient than Benchmark in the 2% (as average value) of times.

Frequency of the values for HTnc indicator in Monte Carlo analysis (black bars) for HTC + AD + Pwet scenario and the constant value of Benchmark (7.37E-08 CTUh t.−1sludge in)
Conclusions
In this study, the combination of a SS treatment line with HTC process for HC production, is evaluated by LCA and compared to direct composting as a benchmark option. Moreover, the HTC integrated system with PW valorization and P recovery is also assessed.
LCA results show that the scenarios with integrated HTC have lower values than Benchmark scenario, for CC impact category, with the exception for those including P recovery. Generally, HTC + AD results in the best environmental performances for eleven of sixteen impact indicators. Conversely, scenarios with P recovery result generally in the worst performances. This fact is mainly related to the high impact of water and nitric acid required by P acid leaching, with respect to the relatively small contribution of the avoided impact of using the recovered P to displace conventional fertilizer. Thus, results suggest that future research effort should be directed toward process conditions that can reduce the impact of this process, testing for example different operational conditions or acids. Benefits of P recovery process are appreciable only in case of Ef impact category.
The additional benefits deriving from the valorization of biogas from PW through an ICE to produce EE and TE does not strongly contribute in reducing environmental impacts, whereas lignite replacement proves to be the main avoided impacts in all impact indicators, being strictly related to HC yield and its LHV. Indeed, as the sensitivity analysis showed, with higher LHV of hydrochar, more environmental benefits would occur, especially considering HTnc indicator.
Data Availability
The datasets generated during and/or analysed during the current study are not publicly available. Experimental data are mainly included in G. Mannarino PhD Thesis, which is now in progress. However, authors are available from the corresponding author on reasonable request.
References
Langone, M., Basso, D.: Process waters from hydrothermal carbonization of sludge: Characteristics and possible valorization pathways. Int. J. Environ. Res. Public Health. 17, 1–31 (2020). https://doi.org/10.3390/ijerph17186618
Commission, E.: A Clean Planet for all. A European long-term strategic vision for a prosperous, modern, competitive and climate neutral economy. Com 773, 25 (2018)
Liu, B., Wei, Q., Zhang, B., Bi, J.: Life cycle GHG emissions of sewage sludge treatment and disposal options in Tai Lake Watershed. China. Sci. Total Environ. 447, 361–369 (2013). https://doi.org/10.1016/j.scitotenv.2013.01.019
Libra, A.J., Kammann, C., Funke, A., Berge, N.D., Neubauer, Y., Titirici, M.-M., Fuhner, C., Bens, O., Kern, J., Emmerich, K.-H.: Hydrothermal carbonization of biomass residuals: A comparative review of the chemistry, processes and appolications of wet and dry pyrolysis. Biofuels 2, 89–124 (2011). https://doi.org/10.4155/bfs.10.81
Danso-Boateng, E., Shama, G., Wheatley, A.D., Martin, S.J., Holdich, R.G.: Hydrothermal carbonisation of sewage sludge: Effect of process conditions on product characteristics and methane production. Bioresour. Technol. 177, 318–327 (2015). https://doi.org/10.1016/j.biortech.2014.11.096
Wilk, M., Śliz, M., Lubieniecki, B.: Hydrothermal co-carbonization of sewage sludge and fuel additives: Combustion performance of hydrochar. Renew. Energy. 178, 1046–1056 (2021). https://doi.org/10.1016/j.renene.2021.06.101
Maniscalco, M.P., Volpe, M., Messineo, A.: Hydrothermal carbonization as a valuable tool for energy and environmental applications: A review. Energies (2020). https://doi.org/10.3390/en13164098
Aragón-briceño, C., Ross, A.B., Camargo-valero, M.A.: Evaluation and comparison of product yields and bio-methane potential in sewage digestate following hydrothermal treatment. Appl. Energy. (2017). https://doi.org/10.1016/j.apenergy.2017.09.019
Wang, L., Chang, Y., Li, A.: Hydrothermal carbonization for energy-efficient processing of sewage sludge: A review. Renew. Sustain. Energy Rev. 108, 423–440 (2019). https://doi.org/10.1016/j.rser.2019.04.011
Czerwińska, K., Śliz, M., Wilk, M.: Hydrothermal carbonization process: Fundamentals, main parameter characteristics and possible applications including an effective method of SARS-CoV-2 mitigation in sewage sludge. A Review. Renew. Sustain. Energy Rev. (2022). https://doi.org/10.1016/j.rser.2021.111873
Christensen, T.H., Damgaard, A., Levis, J., Zhao, Y., Björklund, A., Arena, U., Barlaz, M.A., Starostina, V., Boldrin, A., Astrup, T.F., Bisinella, V.: Application of LCA modelling in integrated waste management. Waste Manag. 118, 313–322 (2020). https://doi.org/10.1016/j.wasman.2020.08.034
Medina-Martos, E., Istrate, I.R., Villamil, J.A., Gálvez-Martos, J.L., Dufour, J., Mohedano, Á.F.: Techno-economic and life cycle assessment of an integrated hydrothermal carbonization system for sewage sludge. J. Clean. Prod. (2020). https://doi.org/10.1016/j.jclepro.2020.122930
Berge, N.D., Li, L., Flora, J.R.V., Ro, K.S.: Assessing the environmental impact of energy production from hydrochar generated via hydrothermal carbonization of food wastes. Waste Manag. 43, 203–217 (2015). https://doi.org/10.1016/j.wasman.2015.04.029
Gievers, F., Loewen, A., Nelles, M.: Hydrothermal Carbonization. GHG Emissions of Various Hydrochar Applications. Springer International Publishing, HTC) of Sewage Sludge (2019)
Wang, N.Y., Shih, C.H., Chiueh, P.T., Huang, Y.F.: Environmental effects of sewage sludge carbonization and other treatment alternatives. Energies 6, 871–883 (2013). https://doi.org/10.3390/en6020871
Meisel, K., Clemens, A., Fühner, C., Breulmann, M., Majer, S., Thrän, D.: Comparative life cycle assessment of HTC concepts valorizing sewage sludge for energetic and agricultural use. Energies (2019). https://doi.org/10.3390/en12050786
Bora, R.R., Lei, M., Tester, J.W., Lehmann, J., You, F.: Life Cycle assessment and technoeconomic analysis of thermochemical conversion technologies applied to poultry litter with energy and nutrient recovery. ACS Sustain. Chem. Eng. 8, 8436–8447 (2020). https://doi.org/10.1021/acssuschemeng.0c02860
Mendecka, B., Lombardi, L., Micali, F., De Risi, A.: Energy recovery from olive pomace by hydrothermal carbonization on hypothetical industrial scale: a LCA perspective. Waste and Biomass Valorization. 11, 5503–5519 (2020). https://doi.org/10.1007/s12649-020-01212-0
Zeymer, M., Meisel, K., Clemens, A., Klemm, M.: Technical, economic, and environmental assessment of the hydrothermal carbonization of green waste. Chem. Eng. Technol. 40, 260–269 (2017). https://doi.org/10.1002/ceat.201600233
Owsianiak, M., Ryberg, M.W., Renz, M., Hitzl, M., Hauschild, M.Z.: Environmental performance of hydrothermal carbonization of four wet biomass waste streams at industry-relevant scales. ACS Sustain. Chem. Eng. 4, 6783–6791 (2016). https://doi.org/10.1021/acssuschemeng.6b01732
European Commission: Communication from the Commission to the European Parliament, the Council, the Eurpean Economic and Social Committee and the Committee of the Regions on the 2017 list of Critical Raw Materials for the EU. Off. J. Eur. Union. COM, 8 (2017)
Marin-Batista, J.D., Mohedano, A.F., Rodríguez, J.J., de la Rubia, M.A.: Energy and phosphorous recovery through hydrothermal carbonization of digested sewage sludge. Waste Manag. 105, 566–574 (2020). https://doi.org/10.1016/j.wasman.2020.03.004
Tasca, A.L., Mannarino, G., Gori, R., Vitolo, S., Puccini, M.: Phosphorus recovery from sewage sludge hydrochar: process optimization by response surface methodology. Water Sci. Technol. (2020). https://doi.org/10.2166/wst.2020.485
Oliver-Tomas, B., Hitzl, M., Owsianiak, M., Renz, M.: Evaluation of hydrothermal carbonization in urban mining for the recovery of phosphorus from the organic fraction of municipal solid waste. Resour. Conserv. Recycl. 147, 111–118 (2019). https://doi.org/10.1016/j.resconrec.2019.04.023
Evangelisti, S., Clift, R., Tagliaferri, C., Lettieri, P.: A life cycle assessment of distributed energy production from organic waste: Two case studies in Europe. Waste Manag. 64, 371–385 (2017). https://doi.org/10.1016/j.wasman.2017.03.028
Vadenbo, C., Hellweg, S., Astrup, T.F.: Let’s Be Clear(er) about substitution: a reporting framework to account for product displacement in life cycle assessment. J. Ind. Ecol. 21, 1078–1089 (2017). https://doi.org/10.1111/jiec.12519
Wernet, G., Bauer, C., Steubing, B., Reinhard, J., Moreno-Ruiz, E., Weidema, B.: The ecoinvent database version 3 (part I): overview and methodology. Int. J. Life Cycle Assess. 21, 1218–1230 (2016). https://doi.org/10.1007/s11367-016-1087-8
Bolzonella, D., Innocenti, L., Cecchi, F.: Biological nutrient removal wastewater treatments and sewage sludge anaerobic mesophilic digestion performances. Water Sci. Technol. 46, 199–208 (2002). https://doi.org/10.2166/wst.2002.0330
Garrido-Baserba, M., Molinos-Senante, M., Abelleira-Pereira, J.M., Fdez-Güelfo, L.A., Poch, M., Hernández-Sancho, F.: Selecting sewage sludge treatment alternatives in modern wastewater treatment plants using environmental decision support systems. J. Clean. Prod. 107, 410–419 (2015). https://doi.org/10.1016/j.jclepro.2014.11.021
Francini, G., Lombardi, L., Freire, F., Pecorini, I., Marques, P.: Environmental and cost life cycle analysis of different recovery processes of organic fraction of municipal solid waste and sewage sludge. Waste and Biomass Valorization. 10, 3613–3634 (2019). https://doi.org/10.1007/s12649-019-00687-w
Bakkaloglu, S., Lowry, D., Fisher, R.E., France, J.L., Brunner, D., Chen, H., Nisbet, E.G.: Quantification of methane emissions from UK biogas plants. Waste Manag. 124, 82–93 (2021). https://doi.org/10.1016/j.wasman.2021.01.011
Gogolek, P.: Methane emission factors for biogas flares. J. Int. Flame Res. Found. (2012). https://doi.org/10.1201/9781420039870.ch53
Teoh, S.K., Li, L.Y.: Feasibility of alternative sewage sludge treatment methods from a lifecycle assessment (LCA) perspective. J. Clean. Prod. 247, 119495 (2020). https://doi.org/10.1016/j.jclepro.2019.119495
Evangelisti, S., Lettieri, P., Clift, R., Borello, D.: Distributed generation by energy from waste technology: A life cycle perspective. Process Saf. Environ. Prot. 93, 161–172 (2015). https://doi.org/10.1016/j.psep.2014.03.008
Hong, J., Hong, J., Otaki, M., Jolliet, O.: Environmental and economic life cycle assessment for sewage sludge treatment processes in Japan. Waste Manag. 29, 696–703 (2009). https://doi.org/10.1016/j.wasman.2008.03.026
Mannarino, G., (2022) Application of hydrothermal carbonization for sewage sludge and food waste valorization. Doctoral Thesis
Lucian, M., Volpe, M., Merzari, F., Wüst, D., Kruse, A., Andreottola, G., Fiori, L.: Hydrothermal carbonization coupled with anaerobic digestion for the valorization of the organic fraction of municipal solid waste. Bioresour. Technol. 314, 123734 (2020). https://doi.org/10.1016/j.biortech.2020.123734
Lucian, M., Fiori, L.: Hydrothermal carbonization of waste biomass: Process design, modeling, energy efficiency and cost analysis. Energies (2017). https://doi.org/10.3390/en10020211
Parmar, K.R., Ross, A.B.: Integration of hydrothermal carbonisation with anaerobic digestion; Opportunities for valorisation of digestate. Energies (2019). https://doi.org/10.3390/en12091586
Asunis, F., Gioannis, G.D., Francini, G., Lombardi, L., Muntoni, A., Polettini, A., Pomi, R., Rossi, A., Spiga, D.: Environmental life cycle assessment of polyhydroxyalkanoates production from cheese whey. Waste Manag. 132, 31–43 (2021). https://doi.org/10.1016/j.wasman.2021.07.010
Lombardi, L., Nocita, C., Bettazzi, E., Fibbi, D., Carnevale, E.: Environmental comparison of alternative treatments for sewage sludge: An Italian case study. Waste Manag. 69, 365–376 (2017). https://doi.org/10.1016/j.wasman.2017.08.040
Volpe, M., Fiori, L., Merzari, F., Messineo, A., Andreottola, G.: Hydrothermal carbonization as an efficient tool for sewage sludge valorization and phosphorous recovery. Chem. Eng. Trans. 80, 199–204 (2020). https://doi.org/10.3303/CET2080034
Pérez, C., François, J., Stina, B., Tomas, J., Jerker, G.: Acid - Induced Phosphorus Release from Hydrothermally Carbonized Sewage Sludge. Waste and Biomass Valorization. (2021). https://doi.org/10.1007/s12649-021-01463-5
Piccinno, F., Hischier, R., Seeger, S., Som, C.: From laboratory to industrial scale: a scale-up framework for chemical processes in life cycle assessment studies. J. Clean. Prod. 135, 1085–1097 (2016). https://doi.org/10.1016/j.jclepro.2016.06.164
Tambone, F., Scaglia, B., D’Imporzano, G., Schievano, A., Orzi, V., Salati, S., Adani, F.: Assessing amendment and fertilizing properties of digestates from anaerobic digestion through a comparative study with digested sludge and compost. Chemosphere 81, 577–583 (2010). https://doi.org/10.1016/j.chemosphere.2010.08.034
Sherrard, J.H.: Kinetics and stoichiometry of completely mixed activated sludge. J. Water Pollut. Control Fed. 49, 1968–1975 (1977)
Rigamonti, L., Falbo, A., Grosso, M.: Improvement actions in waste management systems at the provincial scale based on a life cycle assessment evaluation. Waste Manag. 33, 2568–2578 (2013). https://doi.org/10.1016/j.wasman.2013.07.016
European Commission: Recommendation 2013/179/EU on the use of common methods to measure and communicate the life cycle environmental performance of products and organisations. Off. J. Eur. Union. 210 (2013)
Tasca, A.L., Stefanelli, E., Raspolli Galletti, A.M., Gori, R., Mannarino, G., Vitolo, S., Puccini, M.: Hydrothermal carbonization of sewage sludge: analysis of process severity and solid content. Chem. Eng. Technol. 43, 2382–2392 (2020). https://doi.org/10.1002/ceat.202000095
Peng, C., Zhai, Y., Zhu, Y., Xu, B., Wang, T., Li, C., Zeng, G.: Production of char from sewage sludge employing hydrothermal carbonization: Char properties, combustion behavior and thermal characteristics. Fuel 176, 110–118 (2016). https://doi.org/10.1016/j.fuel.2016.02.068
Wang, T., Zhai, Y., Zhu, Y., Peng, C., Xu, B., Wang, T., Li, C., Zeng, G.: Influence of temperature on nitrogen fate during hydrothermal carbonization of food waste. Bioresour. Technol. 247, 182–189 (2018). https://doi.org/10.1016/j.biortech.2017.09.076
Aragón-Briceño, C.I., Grasham, O., Ross, A.B., Dupont, V., Camargo-Valero, M.A.: Hydrothermal carbonization of sewage digestate at wastewater treatment works: Influence of solid loading on characteristics of hydrochar, process water and plant energetics. Renew. Energy. 157, 959–973 (2020). https://doi.org/10.1016/j.renene.2020.05.021
Chemical Engineers’ Handbook (1942) Second edition (Perry, John H., ed.) J. Chem. Educ. https://doi.org/10.1021/ed019p449.2
Gerner, G., Meyer, L., Wanner, R., Keller, T., Krebs, R.: Sewage sludge treatment by hydrothermal carbonization: Feasibility study for sustainable nutrient recovery and fuel production. Energies (2021). https://doi.org/10.3390/en14092697
Acknowledgements
Authors greatly acknowledge Giovanni Francini for his valuable help in the application of LCA methodology and data interpretation. Further, authors would like to thank you Publiacqua SpA for their availability in collecting and sharing data. G. Mannarino thanks Tuscany Region for the PhD Pegaso scholarship.
Funding
The authors declare that No Funds, Grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
Conceptualization: GM, RG, LL Methodology: GM, LL Data collection: GM, SC. Investigation: GM. Data curation: GM, RG, LL Writing – original draft preparation: GM, LL Writing – review: RG, LL Supervision: RG, LL
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Mannarino, G., Caffaz, S., Gori, R. et al. Environmental Life Cycle Assessment of Hydrothermal Carbonization of Sewage Sludge and Its Products Valorization Pathways. Waste Biomass Valor 13, 3845–3864 (2022). https://doi.org/10.1007/s12649-022-01821-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-022-01821-x