
Abstract
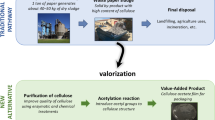
Rising socioeconomic level and increasing popularity of e-commerce have dramatically increased the use of cardboard packaging materials, and consequent related recycling and wastes. Large amounts of sludge (up to 40% of input mass) is formed through the recycling process, with sludge solids that are very rich in cellulose fibers (~ 75% w/w). To date this sludge is mostly disposed in landfills, resulting in added economic and environmental costs to the recycling process. Short ozonation pretreatment of RPS resulted in enzymatic release of ~ 34% of the cellulosic fraction of the sludge as sugar, and fermentation of these sugars by yeasts resulted in production of ~ 15 g/L ethanol. The solid remnants, were used as a bio-sorbent, efficiently removing dyes from textile wastewater. Recycled paper sludge waste was thus a good source for both energy and water-treatment applications, increasing sustainability and circular economy in the paper and cardboard recycling industry.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
Paper and cardboard use and consequently recycling are increasing rapidly, resulting in large amounts of recycled paper sludge (RPS), a waste without an environmental solution. Here we show that short ozonation treated-RPS is an effective feedstock for the production of bioethanol and as well as a low-cost bio-sorbent for the textile wastewater-treatment sector. This process can reduce RPS dumping costs, while making recycling more circular.
Introduction
Rising population and socioeconomic level, along with the growing popularity of e-commerce, have resulted in increased use of packaging material, mostly cardboard, and its consequent disposal. Indeed, in the European Union alone, 87.5 million metric tons of packaging waste were produced in 2016, of which 35.4 million metric tons were paper and cardboard [1]. Figures for the USA were similar with ~ 61 million metric tons generated in 2017. Total world paper and cardboard is expected to reach 700–900 million metric tons by 2050 [2], resulting in 400 million tons of paper and cardboard wastes [3]. To date, cardboard and paper wastes are routinely collected and recycled (as of 2019, 85.6% and 66% in the EU and USA, respectively) [1,2,3].
Paper and cardboard are essentially made of wood feedstock, and thus are composed of 40–80% cellulose, 5–15% hemicellulose, and minor traces of polyphenolic lignin [4]. Paper wastes are typically recycled multiple times (2.4 times in average) [5], but through the recycling process, the fibers are shortened by mechanical erosion, resulting in large amounts of short paper fibers (up to 40% of input mass) [6, 7], termed recycled paper sludge (RPS). Different valorization options have been suggested for RPS, among them its use as building material supplemental [8, 9] or feedstock for nanocellulose [10], lactic acid [11], microbial lipid [12] and cellulase [13], or biogas production [14]. Nevertheless, none of these solutions were found to be viable, resulting in the disposal of RPS in landfills, causing landfill filling, greenhouse gas emissions, and groundwater contamination [15]. Cellulose-rich wastes have also been used as a feedstock for ethanol production (e.g., second-generation bioethanol). However, production of ethanol such wastes requires delignification pretreatment steps that can be complicated and costly [16, 17].
Ozonation of water-suspended biomass has been recently demonstrated as an efficient, low-energy-demanding, clean technology for biomass pretreatment prior to ethanol production [18,19,20]. Ozonation has also been successfully applied to RPS material, demonstrating lignin removal from the cellulose fibers, and thus enabling nanocellulose production [10]. Nevertheless, no study to date has examined the use of ozonation pretreatment of wastepaper feedstock for potential ethanol production.
The goal of this study was to evaluate RPS as feedstock for ethanol production, using ozonation as a pretreatment. To further increase the sustainability of this process, the solid remnants were used as sorbents for dyes in textile wastewater. The results show that RPS can be efficiently used as a feedstock for ethanol production and wastewater treatment, promoting circular economy (CE) and sustainability principles.
Materials and Methods
Recycled Paper Sludge (RPS)
RPS was kindly provided by the Hadera Paper mill (Hadera, Israel). Raw RPS material was dried and ground in a 250 W laboratory blade mill (MRC Ltd., Israel) and sieved through a 2-mm mesh screen (450 W, ALS Ltd., Israel).
Materials and Chemicals
Sodium carbonate, sodium hydroxide, sodium azide, amylase, pullulanase, anthrone reagent, acetyl bromide, ethyl acetate, sodium chloride, hydroxylamine hydrochloride, and ammonium hydroxide were all obtained from Sigma-Aldrich (Israel). Hydrochloric acid, methanol, and acetone were from Merck (Germany). Glacial acetic acid was from Fischer Scientific (UK). Nitric and sulfuric acid were from Bio-Lab (Israel). Acidic dyes (Acid violet 17 and Acid red 131) were from Colourtex Ltd. (India). Working solutions were prepared with deionized water (DIW) (Direct-Q3 UV System, Millipore). Cellic® CTec2 was a kind gift from Novozyme.
Enzyme Activity
Cellulase used in all experiments was Novozyme Cellic CTec2 (kindly donated by Novozyme). Activity was measured by the Filter Paper Assay and expressed in filter paper units (FPU), based on the protocol presented by Eveleigh et al. (2009) [21]. Briefly, a 1 X 6 cm2 strip of Whatman filter paper no. 1 was placed in a test tube containing a mixture of 0.5 mL diluted enzyme (1:100 in DDW) and 1 mL of 0.05 M sodium acetate buffer at pH 4.8. The tube was incubated at 50 °C for 60 min, and the reaction terminated by adding 3 mL of Dinitrosalicylic acid (DNS) reagent and boiling for 5 min at 95 °C [22]. The samples were chilled for 5 min and 10 mL of DIW was added. Absorbance at 540 nm was read in a 96-well plate (200 μL per well) (Spark 10 M, Tecan, Switzerland) and quantified using glucose standard curve treated and read the same way. One unit was defined as 2 µmol of glucose equivalents released per minute for 1 mL enzyme. Enzyme stock concentration was found to be 59.08 ± 2.53 FPU/mL. Recommended manufacturer temperatures for CTec 2 are 50–65 °C although in some cases lower temperatures were found to produce higher sugar yields [23]. To determine the best hydrolysis temperature, 1 g of ozone treated RPS was suspended in 50 mL of 0.1 M acetate buffer and mixed with 0.04 mL (2.5 FPU/g RPS) of CTec 2, and further shaken in a water bath set to 40 °C, 50 °C or 60 °C (each in triplicate), with adjustment of the pH to 5 using 1 M HCl.
Addition of Tween 80 was also investigated. For this purpose, total solid load and volume were increased to 5% in 100 mL total volume. The reaction was performed for 24 h at 40 °C with adjustment of the pH to 5 using 1 M HCl.
Yeasts And Growth Conditions
Yeasts used were Ethanol Red® and were regularly grown on YPD broth (1% yeast extract, 1% peptone and 2% glucose in DIW; all w/v) or YPD agar (same with 1.5% agar added). For nitrogen source experiments inoculum was grown overnight (30 °C, shaking at 150 rpm), and diluted into 96-well plate wells—10 μL inoculum, 90 μL RPS hydrolysate and 10 μL additional nitrogen source (yeast extract or ammonium sulfate). Plate was covered with a breathing polyurethane membrane and placed in a plate reader (Spark 10 M, Tecan, Switzerland). Optical absorbance was read at 600 nm, every 30 min for 6 h, with 10 s of shaking prior to each well reading. Atmosphere was kept at 2% oxygen–98% nitrogen by the plate reader. Optical absorbance at t = 0 was used as blank for each well.
Compositional and Carbon-to-Nitrogen Ratio Analyses
Cellulose and lignin content were determined in triplicates by the protocol of Foster et al. (2010) [24, 25]. Briefly, 2 mg dry material was weighed into 2-mL screw caps tube, 1 mL acetic acid–water–nitric acid mixture (8:2:1, v/v) added, and the suspension heated in a boiling water bath for 30 min. After cooling, the tubes were centrifuged (10,000 rpm; 15 min) and supernatant discarded. Pellet was thoroughly washed once by resuspended and centrifugation with 1.5 mL DIW, and three more times with 1.5 mL acetone. The pellets were dried overnight at 50 °C and dry pellet was mixed with 175 µL of 72% (v/v) sulfuric acid, and the suspension incubated for 45 min. Volume of 825 µL DIW was added, and cellulose content assayed using the colorimetric anthrone assay. A 100-µL aliquot was transferred to each well of flat-bottom 96-well plate (Costar, USA), 200 µL anthrone reagent added, the plate mixed and heated to 80 °C for 30 min. Optical absorbance at 625 nm was measured using microplate reader. A calibration curve was prepared using glucose.
Soluble lignin content was determined in triplicates by the acetyl bromide method, which has proven to be better, simpler and faster than other lignin-recovery methods, and to exhibit higher recovery yields [26]. Two mg material was weighed into screw cap tube and 100-μL volume of freshly made acetyl bromide solution (25% v/v acetyl bromide in glacial acetic acid) was added. The samples were heated at 50 °C for 3 h, and after cooling 400 μL of 2 M sodium hydroxide and 70 μL of freshly prepared 0.5 M hydroxylamine hydrochloride were added, and the tubes filled with glacial acetic acid to a final volume of 2 mL. A 200-µL aliquot of the resulting solution of acetyl bromide-soluble lignin (ABSL) transferred into UV-transparent flat-bottom 96-well plate and absorbance at 280 nm was read using microplate reader. Percent ABSL was determined by:
where ‘abs’ is the absorbance at 280 nm, Coeff. = 18.21, and the number 0.526 the path length (which depends on plate type and fill volume, here 96-well and 200 µL).
Acid-insoluble lignin was determined (in triplicates) according to Petti et al. (2013) [27]. Briefly, 300 mg of dried material was placed in a 50-mL test tube and hydrolyzed with 3 mL of 72% sulfuric acid for 2 h, in a 30 °C water bath. Tubes were stirred every 15 min with a glass rod. After hydrolysis, the mixtures were transferred to 250-mL Erlenmeyer flasks and autoclaved at 121 °C for 1 h. DIW (84 mL) was added and the diluted hydrolyzed sample vacuum filtered through pre-weighed Whatman GF/A filter. The filter was dried overnight at 105 °C, weighted again, and then placed in a furnace at 575 °C for 4 h and cooled in a desiccator for an additional 1 h. Final weight was recorded for the determination of total acid-insoluble lignin (i.e. weight lost in the furnace).
Ash content was analyzed according to TAPPI (2002) [28]. Briefly, the samples were weighed and heated in a furnace at 525 ± 25 °C for 6 h, and then cooled in a desiccator. Once cooled to room temperature, the samples were reweighed. The ash content was calculated as:
where A and B are the sample weights (g) before and after the procedure, respectively.
Carbon-to-nitrogen ratio was determined in triplicate using a Thermo Flash EA 112 elemental analyzer equipped with CHNS and O reactors (Thermo Fischer Scientific, USA), after drying and grinding to a particle size of 0.2–0.5 mm diameter using liquid nitrogen and pastel and mortar. Sample of 2–3 mg was wrapped in tinfoil capsule and purged with helium, which served as the carrier gas. Samples were dropped into a vertical quartz tube maintained at 1,020 °C and packed with two separate layers of catalyst, serving as combustion reactor for the oxidation and reduction stages. A mixture of combustion gases was formed, pushed through a layer of closely packed pure-copper wire to remove excess oxygen and reduces nitrogen oxide, and carried to a chromatographic column where nitrogen, carbon dioxide, water and sulfur dioxide were separate. Components were detected by a thermal conductivity detector connected to the gas pathway after the column.
Thermogravimetric Analysis
Thermogravimetric analysis (TGA) was conducted on the RPS as is or after 15 min ozonation. For post-ozonation, the slurry was allowed to settle, the liquid phase discarded, and the wet solids dehydrated at 105 °C overnight and milled with coffee grinder. Analyses were performed with a high sensitivity thermogravimetric analyzer (Q5000 TGA-IR, TA Instruments) operating from ambient temperature to 800 °C at a heating rate of 10 °C min − 1, with nitrogen purging. Initial sample weight was 8–13 mg (all according to [19]). The output was plotted as derivative weight loss vs temperature (differential thermogravimetric kinetic curve, hereafter, differential curve). To determine specific components, the results were compared to those previously reported in [19].
Ozonation Treatment
Ozone treatments were performed in a semi-continuous batch reactor with ozone gas generated by oxygen-fed ozone generator (up to 4 g/h; BMT 802 N, Germany). Twenty grams of paper material were suspended in 500 mL of 0.1 M acetate buffer pH 5 (made in tap water) and the oxygen–ozone mixture bubbled directly into the glass reactor using 7.95 cm3 diffuser with nominal pore size of 25 µm with gas flow of 0.35 L/min. Reactor dimensions were 15 cm in height and 9 cm in diameter as demonstrated by Peretz et al. (2017) [18]. pH levels were adjusted as needed with 1 M HCl. Accumulated ozone reacting with the material was determined as transferred ozone dose (TOD; Eq. 3) by continuous measurements of ozone concentrations in the in-gas and off-gas [18]:
where CO3, in is ozone concentration in the in-gas, CO3, out ozone concentration in out-gas (i.e. unreacted ozone), and dt is the time interval between measurements (here, 1 min).
Total Phenol Content
Total phenol content was determined using the Folin–Ciocalteu (F–C) method [29]. Briefly, a 100-μL sample of ozonation process water was placed in a 2-mL tube and mixed with 200 μL of 10% (v/ v) F–C reagent in DIW. Samples were covered and incubated for 30 min at room temperature, mixed with 800 μL aqueous 700 mM sodium carbonate, incubated at room temperature for another 2 h, and 200-μL aliquot transferred to a 96-well plate. Absorbance was determined at 735 nm. A calibration curve was prepared using gallic acid and phenol concentrations were reported as gallic acid equivalents.
Isolation and Identification of Microbial Contaminants in Recycled Paper Sludge
Raw and ozone treated RPS were stirred in sterile ultra-pure water for 10 min, followed by water sampled with sterile microbial loop and streaked on lysogenic broth (LB) agar plates. The plates were incubated for 3 days at 50 °C, the temperature at which the drop in reducing sugars was observed. Colonies were isolated five times on LB agar, 16S and rpoB genes were amplified from a signal colony, and the PCR products were sequenced [30] and compared to the genebank using BLAST.
Enzymatic Hydrolysis and Fermentation
To test for the fermentation of the sugar released, solids were allowed settle by sedimentation after ozonation, while excess buffer decanted to bring to a final volume of 100 mL, resulting in 20% w/v solid load. To the slurry, Cellic CTec2 enzyme and Tween 80 were added to obtain a final concentration of 10 FPU/g and 0.03 g/g, enzymes and solids respectively. Hydrolysis was performed at 40 °C with top agitator at 300 RPM, with adjustment of the pH to 5 using 1 M HCl. After hydrolysis solid remnants were removed by vacuum filtering through Whatman GF/A filter, or, for smaller volumes, by centrifugation (10,000 rpm; 10 min), and the hydrolysate was used as a feed stock for fermentation. Forty mL of hydrolysate were placed in a 50 mL glass bottle and 5 mL of each 20% yeast extract and yeast culture grown over-night in YPD were added (resulting in 2% w/v). The bottle was incubated at 37 °C with mixing at 150 rpm. At the designated times 1 mL of fermentation broth was collected using syringe and needle into an Eppendorf tube, centrifuged, and 0.495 mL supernatant moved to a new Eppendorf tube; 5 μL n-Butanol was added (as internal standard), and the mixture extracted by adding 0.5 mL ethyl acetate, vortexing for 5 min, and waiting for phase separation (according to [31]). One μL of the upper (organic) phase was injected into a GC-FID (SRI-GC 8610) equipped with on-column injector and a 60 m capillary MTX-1 column (Restek, USA), 0.53 mm ID and 5 μm coating. Temperature program started at 70˚C, raised 10˚C/min to 120˚C and held for 1 min. Nitrogen (99.999%) was used as the carrier gas. Ethanol, n-butanol and ethyl acetate retention times were determined by injecting standards, and calibration curve by extracting and injecting known solutions of ethanol in water (with n-butanol internal standard). Ethanol peak to n-butanol peak ratio was used all over [31].
Dye Removal from Water with Recycled Paper Sludge or its Remnants
Different RPSs were tested for dye adsorption in duplicates: raw RPS, RPS after ozonation, and RPS solid remnants after enzymatic hydrolysis. All RPSs were dried overnight and ground as above. For each tested adsorbent 0.1 g were mixed with 10 mL of 100 ppm dye solution in 15-mL centrifuge tubes. Tubes were mixed for 30 min and then centrifuged (15 min, 6000 rpm) for solids removal. Supernatant absorbance was analyzed for each dye using the characteristic absorbance peak wavelengths (550 nm for Acid red 131 and 540 nm for Acid violet 17). Calibration curves were plotted for each dye.
Determination of Zeta Potential
Zeta potentials were determined from streaming potential measurements according to Peretz et al. (2019) [10]. Analyzer was SurPASS™ 3 electrokinetic (Anton Paar GmbH, Austria) equipped with a conductivity probe and a pH electrode. Samples were dried overnight in 50 °C oven, placed in cylindrical measuring cell and compressed to create a sample plug with controlled permeability to water flow. Aqueous 0.01 M NaCl was passed through the sample plug, generating a streaming potential. Pressure difference between the two ends of the sample started at 600 mbar and lowered continuously to 200 mbar, with measurement starting at high pressure. Streaming potential measurements at various pHs (in triplicates) was done by automated titration with 0.05 M HCl from high to low pH to avoid effects of acid or changing ionic strength. Zeta potential was calculated from streaming potentials using the Helmholtz–Smoluchowski equation [32]:
where \(\zeta\) is the zeta potential (mV), \({dU}_{str}\) (mV) is the streaming potential, \(dP\)(mbar) is the pressure gradient, \(\eta\) and Ɛ are the viscosity (mPa s) and dielectric coefficient of water, respectively, \({\varepsilon}_{0}\) is the vacuum permittivity (8.854 × 10–12 As/Vm), and \({\mathrm{k}}_{B}\) is the electrical conductivity (mS/m).
Fourier-Transform Infrared Spectroscopy
Fourier-transform infrared (FTIR) analysis was conducted using attenuated total reflection (ATR)–FTIR spectroscopy (Tensor 27-IR, Bruker, USA).
Results and Discussion
Compositional Analysis
The properties of the RPS material was found to be as following (all % of dry weight): 40.74 ± 0.24% carbon and < 0.1% nitrogen; 75.32 ± 20.21% cellulose; 18.04 ± 2.22% total lignin, out of it 10.71 ± 2.21% was acetyl bromide-soluble lignin (ABSL) and 7.34 ± 0.22% non-ABSL soluble; 15.45 ± 0.44% ash. The isoelectric point of RPS (i.e. pH ~ 2) was in the range of those reported for pure cellulose [33, 34]. Those results were confirmed by thermogravimetric analysis, that demonstrated a strong peak at 366 ˚C (Fig. 1), correlating to cellulose [19].

TGA analysis of RPS—before and after ozonation treatment. a Thermogravimetric thermograms; b derivative thermogravimetric thermograms
Transferred Ozone Dose and Effect of Ozonation Treatment on Process Water
An important parameter in ozonation process in general, and de-lignification specifically, is Transferred Ozone Dose (TOD; Eq. 3)—the accumulated amount of ozone consumed in the pretreatment. RPS accumulated total TOD of 16.74 ± 2.09 mg O3/g (i.e. per gram of dry RPS). When the process water was analyzed at the end of the ozonation process, the UV–visible spectra showed notable increase in absorbance, with peaks at 206 and 280 nm (Fig. S1), suggesting release of organic and aromatic compounds. Indeed, when total phenolic concentration was determined by the F–C method an increase was found, supporting degradation of lignin and release of small phenolic substances from the paper waste during ozonation [18, 19].
Determination of Enzymatic Hydrolysis Conditions
Reducing sugar content was evaluated by the DNS method (Fig. 2a). Hydrolysis at 40 °C and 50 °C showed similar yield after the 4-h mark, which was higher than at 60 °C. However, at both 50 °C and 60 °C, but not at 40 °C, reducing sugar concentration decreased between 4 and 20 h, suggesting sugar consumption. Interestingly, RPS steam-sterilized prior to hydrolysis showed similar hydrolysis but no decrease in sugar concentration at 50 °C hydrolysis, suggesting a microbial consumption of the resulting sugar. Indeed, when raw RPS sample was suspended in sterile water, and water samples plated on LB agar, bacterial growth of single morphotype was observed (Fig. S2). The bacteria were identified by 16S and rpoB amplification and sequencing as Bacillus licheniformis, a common environmental spore-producing bacterium (RPS is stored in open piles) with optimal growth temperature of 50 °C. As sterilization of large amounts of RPS sample is both time- and energy- consuming all further hydrolysis experiments were carried out at 40 °C. Operating at a lower temperature may be economically beneficial for future biorefinery designs, due to lower energy demand.

Preferred conditions for ozone-treated RPS enzymatic hydrolysis. a Reducing sugar content as a function of hydrolysis temperature (No Tween 80; 2% w/v solid load; 10 FPU/g RPS; shaking). b Effect of addition of different Tween 80 concentration on enzymatic hydrolysis. Numbers above columns denote percent of cellulose fraction released as reducing sugars (all 5% w/v solid load; 10 FPU/g RPS; 40 °C; mixing by top agitator)
Tween 80 surfactant has been shown to enhance the enzymatic breakdown of cellulose [35, 36]. Hence the effect of different doses of Tween 80 on the enzymatic hydrolysis of ozone treated RPS was tested, finding 0.03 g/g increased total reducing sugar content by 50% (Fig. 2b). This high increase in total reducing sugars implicates a reduction of 50% in the total enzyme loading required. Since enzyme cost is a major contributor to the entire process costs and taking into consideration that bio-sorbent costs are lower than enzyme costs [37], this process modification can lower overall costs. A control experiment where non-ozonated RPS was hydrolyzed in the presence of 0.03 g/g Tween 80 resulted in release of only 4.89% of the cellulose as reducing sugars, indicating the importance of the ozonation pre-treatment (Fig. 2b).
The Effect of Nitrogen Supplementation
As RPS was found to be very low in nitrogen (< 0.1% DW), the effect of nitrogen addition was tested. To this end ozone-treated RPS at 20% w/v solid load was hydrolyzed at 40 °C, with addition of 0.03 g/g Tween 80 and 7.5 FPU/g CTec2 for 48 h (mixing at 300 rpm), resulting in 51.43 ± 5.03 g/L of reducing sugars (by DNS), indicating conversion of 34.3 ± 3.35% of the cellulose fraction to sugars. After separation by filtration, the hydrolysate was used to test the effect of nitrogen supplementation (yeast extract or ammonium sulfate). To simplify the experiments we tested the growth of the yeasts under micro-aerobic conditions (as manifested by increase in optical absorbance at 600 nm), as an indicator of fermentation capacity [38]. The results presented in Fig. 3 show that addition of yeast extract had a positive dose-dependent effect on growth. Interestingly, ammonium sulfate had no positive effect (Fig. S3) probably due to lacking some other, non-nitrogenous nutrient(s) found in the yeast extract.

Yeast growth in RPS hydrolysate enriched with yeast extract (YE) as measured by plate reader at 600 nm. Light path length is 3 mm
Ethanol Production
Fermentation resulted in 14.90 ± 0.02 g/L ethanol (94.42 ± 0.13 g/kg RPS), better than previously reported for RPS after steam sterilization/pretreatment, although direct comparison is difficult due to differences in RPS origin and composition. Schroeder et al. (2017), showed a total of 6.3 g/L ethanol production from RPS material, with lower initial solid load of only 9.8% (w/v), and similarly to our results, a major drop in sugar release by enzymatic activity at 50 °C [39]. Annamalai et al. (2020) reached a total of 6.65–11.15 g/L ethanol from waste paper after H2O2 pretreatment and 48 h fermentation [40]. Moreover, this work dealt with wastepaper that could still be recycled and reused again, unlike RPS, suggesting this might not be best used for ethanol.
Removal of Textile Dye From Water with Hydrolyzed Recycled Paper Sludge Remnants
In many countries textile industry use and release large amount of dyes in its wastewater [41]. Different dyes are used, but water-soluble reactive dyes and acidic dyes were found to be persistence in conventional wastewater-treatment systems [41]. Accordingly, different techniques are sought for the removal of these dyes, among them sorption [41, 43], sometimes to lignocellulosic material [44,45,46]. In this context, the use of industrial byproducts/wastes as adsorbents is desirable, as these are low cost and within the “green industry” concept of reduced waste generation [41, 47, 48]. Adsorption by porous recycled materials that is a residual of the ethanol production process, can present a promising and affordable method for the removal of dyes, especially as an alternative to granular activated carbon, biochar and energy-intensive and expensive technologies. Consequently, the use of raw RPS, ozone treated RPS, and RPS from hydrolysis remnants were all tested separately as sorbent for two industrial textile acidic dyes: Acid violet 17 and Acid red 131. Acid dyes were chosen in this study as they are commonly used in the textile dyeing industry, for dyeing protein fibers as silk, wool, angora and synthetic man-made nylon [48, 49]. Acid dyes are sodium or ammonium salts of carboxylic, phenolic or sulphonic organic acids, highly soluble in water. Dye removal and uptake by RPS, presented in Table 1 and Fig. 4, demonstrate that ozonation of RPS alone had no effect on dye removal (compared to raw RPS), while the RPS hydrolysis solid remnants showed good dye uptake for both dyes (between 60 and 70%), with little preferences for Acid red 131. Although not reaching the desired 90%, removal by RPS remnants was equivalent to that reported for Acid Violet 17 and pistachio nut shell activated carbon, produced at much harsher conditions (18 N sulfuric acid) [47], and for Acid Red 131 and for leather waste (carbonized at 450 °C for 4 h) [50].

UV–visible spectra of acidic textile dyes. Continuous line—before addition of RPS hydrolysis remnants; dashed line—after addition of RPS hydrolysis remnants
To further investigate the differences in sorption ability, zeta potentials were determined for the three RPS stages (Fig. 5a). The streaming potential coupling coefficient dUstr/dP was observed as a function of pH at different stages of the RPS treatment [10, 50]. All RPSs showed negative streaming potential coupling coefficients, and negative zeta potential, with the RPS solid remnants having the highest negative charge. A plateau was observed at pH > 4, and an increase in dUstr/dP with decreasing pH, correlating well with previous work on RPS [10]. The evolution of the streaming potential coupling coefficient with pH for raw RPS was similar to that seen with cotton, regenerated cellulose, and lignocellulosic fibers [52,53,54]. The IEP for all RPS samples remained almost unaffected at pH 2, while dUstr/dP and the apparent zeta potential showed more negative values with every additional treatment. The shift in the apparent zeta potential is attributed mainly to changes in the surface charge of the fibers due to ozonation and hydrolysis, since fiber structure is less likely to be affected [10].

a Streaming potential coupling coefficient (dUstr/dP) and b FTIR of raw RPS, ozone-treated RPS, and remnants of RPS hydrolysis
To better understand the ozonation and hydrolysis effects, FTIR analysis was applied to the different treatments for RPSs. Ozone treatment removed the absorbance peak at 3222 cm−1 and somewhat dampened the peak at 3470 cm−1, characteristic of alcoholic and phenolic OH groups, whereas the enzymatic hydrolysis remnants showed decreased absorbance at 1000 to 1200 cm−1, characteristic of cellulose [55]. Interestingly, the enzymatic treatment also resulted in changes in 2841 cm−1 and 2400 to 1500 cm−1 (aromatic rings), and at 1270 cm−1 (guaiacyl rings), characteristic of lignin [56]. Since changes in fiber morphology and electrokinetic characteristics of the fiber are directly correlated [57], ultimately affecting and increasing sorption ability. These results fit well with the increase in the total charge of the RPS after both ozonation pretreatment and enzymatic hydrolysis evident by the zeta potential. The total increase in surface charge and the changes in fiber functional groups may imply that the dye sorption is governed by ionic interaction with new binding sites exposed by the enzymatic treatment.
Conclusions
Cardboard and paper recycling are common practices resulting in a very large amount of RPS waste. Here we showed that a short ozonation pretreatment, with only minor removal of lignin, resulted in dramatic improvement in the enzymatic hydrolysis of the RPS to sugars (36% vs 4.9% w/w) of the cellulosic fraction of the RPS to sugar and formation of ~ 15 g/L ethanol, similar to [57], but in much shorter hydrolysis time (24 vs 120 h). Furthermore, the solid remnants of the hydrolysis stage could be used as a bio-sorbent for textile dye removal from water. Given that RPS need to be landfilled for a cost and that the energetic and infrastructure needed for ozonation are relatively low cost [10], the pretreatment of RPS and its conversion to ethanol and sorbent could contribute to circular economy of paper recycling by reducing wastes while converting them to a resource. To further the circularity, the water treated by the sorbent can be reused in the process (if needed after further ozonation), further reducing water contamination and usage.
References
Eurostat webpage (2019). Available at: https://ec.europa.eu/eurostat/web/products-datasets/-/tag00074.
Kong, L., Hasanbeigi, A., Price, L.: Assessment of emerging energy-efficiency technologies for the pulp and paper industry: a technical review. J. Clean. Prod. 122, 5–28 (2016)
Nishimura, H., Tan, L., Sun, Z., Tang, Y., Kida, K., Morimura, S.: Efficient production of ethanol from waste paper and the biochemical methane potential of stillage eluted from ethanol fermentation. Waste Manag. 48, 644–651 (2016)
Sadasivan Nair, A., Al-battashi, H., Al-akzawi, A., Annamalai, N., Gujarathi, A.: Waste office paper : a potential feedstock for cellulase production by a novel strain Bacillus velezensis ASN1. Waste Manag. 79, 491–500 (2018)
Zhang, Z., Macquarrie, D.J., De bruyn, M., Budarin, V.L., Hunt, A.J., Gronnow, M.J., Fan, J., Shuttleworth, P.S., Clark, J.H., Matharu, A.S.: : Low-temperature microwave-assisted pyrolysis of waste office paper and the application of bio-oil as an Al adhesive. Green Chem. 17, 260–270 (2015)
Ochoa de Alda, J.A.G.: Feasibility of recycling pulp and paper mill sludge in the paper and board industries. Res. Conserv. Recycl. 52, 965–972 (2008)
World Bank IFC: Environmental, Health, and Safety Guidelines Pulp and Paper Mills. Int. Finance Corp. (2007). Available at: https://documents.worldbank.org/curated/en/20561148
Frias, M., Vegas, I., Virgil de la Villa, R., Gimenez, R.G.: Recycling of waste paper sludge in cements: characterization and behavior of new eco-efficient matrices. Integrated Waste Management, vol. II. pp. 302–318. InTech (2011)
Sutcu, M., Akkurt, S.: The use of recycled paper processing residues in making porous brick with reduced thermal conductivity. Ceram. Int. 35, 2625–2631 (2009)
Peretz, R., Sterenzon, E., Gerchman, Y., Kumar, V., Luxbacher, T., Mamane, H.: Nanocellulose production from recycled paper mill sludge using ozonation pretreatment followed by recyclable maleic acid hydrolysis. Carbohyd. Polym. 216, 343–351 (2019)
Marques, S., Santos, J.A.L., Gírio, F.M., Roseiro, J.C.: Lactic acid production from recycled paper sludge by simultaneous saccharification and fermentation. Biochem. Eng. J. 41, 210–216 (2008)
Adu, C., Jolly, M., Kumar Thakur, V.: Exploring new horizons for paper recycling : a review of biomaterials and biorefinery feedstocks derived from wastepaper. Curr. Opin. Green Sustain. Chem. 13, 21–26 (2018)
Annamalai, N., Sivakumar, N., Oleskowicz-popiel, P.: Enhanced production of microbial lipids from waste o ffi ce paper by the oleaginous yeast Cryptococcus curvatus. Fuel 217, 420–426 (2018)
Xiao, B., Zhang, W., Yi, H., Qin, Y., Wu, J., Liu, J.: Biogas production by two-stage thermophilic anaerobic co-digestion of food waste and paper waste : effect of paper waste ratio. Renew. Energy 132, 1301–1309 (2019)
Robus, C.L.L., Gottumukkala, L.D., Rensburg, V., Johann, F.G.: Feasible process development and techno-economic evaluation of paper sludge to bioethanol conversion: South African paper mills scenario. Renew. Energy 92, 333–345 (2016)
Ximenes, E., Kim, Y., Mosier, N., Dien, B., Ladisch, M.: Deactivation of cellulases by phenols. Enzyme Microbial Technol. 48, 54–60 (2011)
Adani, F., Papa, G., Schievano, A., Cardinale, G., D’Imporzano, G., Tambone, F.: Nanoscale structure of the cell wall protecting cellulose from enzyme attack. Environ. Sci. Technol. 45, 1107–1113 (2011)
Peretz, R., Gerchman, Y., Mamane, H.: Ozonation of tannic acid to model biomass pretreatment for bioethanol production. Biores. Technol. 241, 1060–1066 (2017)
Rosen, Y., Mamane, H., Gerchman, Y.: Short ozonation of lignocellulosic waste as energetically favorable pretreatment. Bioenergy Res. 12, 292–301 (2019)
Sugimoto, T., Magara, K., Hosoya, S., Oosawa, S., Shimoda, T., Nishibori, K.: Ozone pretreatment of lignocellulosic materials for ethanol production: Improvement of enzymatic susceptibility of softwood. Holzforschung 63, 537–543 (2009)
Eveleigh, D.E., Mandels, M., Andreotti, R., Roche, C.: Measurement of saccharifying cellulase. Biotechnol. Biofuels 2, 1–8 (2009)
Fernley, H.N.: The use of reactive dyestuffs in enzymology: new substrates for cellulolytic enzymes. Biochem J. 87, 90–95 (1963)
Li, S., Zhang, X., Andresen, J.M.: Production of fermentable sugars from enzymatic hydrolysis of pretreated municipal solid waste after autoclave process. Fuel 92, 84–88 (2012)
Foster, C.E., Martin, T.M., Pauly, M.: Comprehensive compositional analysis of plant cell walls (lignocellulosic biomass) Part I: lignin. J. Visual. Exp. 5–8 (2010)
Foster, C.E., Martin, T.M., Pauly, M.: Comprehensive compositional analysis of plant cell walls (lignocellulosic biomass) Part II: carbohydrates. J. Visual Exp. 10–13 (2010)
Moreira-Vilar, F.C., Siqueira-Soares, R.D.C., Finger-Teixeira, A., De Oliveira, D.M., Ferro, A.P., Da Rocha, G.J., Ferrarese, M.D.L.L., Dos Santos, W.D., Ferrarese-Filho, O.: The acetyl bromide method is faster, simpler and presents best recovery of lignin in different herbaceous tissues than klason and thioglycolic acid methods. PLoS ONE. 9, (2014)
Petti, C., Shearer, A., Tateni, M., Ruwaya, M., Nokes, S., Brutnell, T., Debolt S.: Comparative feedstock analysis in Setaria viridis L. as a model for C 4 bioenergy grasses and panicoid crop species. Front. Plant Sci. 4, 181 (2013)
TAPPI: T 211 om-02. Ash in wood, pulp, paper and paperboard: com- bustion at 525°C. TAPPI test methods. 5 (2002)
Carnegie institte of science, spectranomics protocol : total phenol and tannin determination. (2011)
Ben-Gad D., Gerchman Y.: Reclassification of brevibacterium halotolerans DSM8802 as Bacillus halotolerans comb. nov Based on microbial and biochemical characterization and multiple gene sequence. Curr. Microbiol. 74, 1–5 (2017)
Gerchman, Y., Schnitzer, A., Gal, R., Mirsky, N., Chinkov, N.: A simple rapid gas-chromatography flame-ionization-detector (GC-FID) method for the determination of ethanol from fermentation processes. Afr. J. Biotech. 11, 3612–3616 (2012)
Luxbacher, T., Pušić, T., Bukšek, H., Petrinić, I.: The zeta potential of textile fabrics: a review. Tekstil. 65, 346–351 (2016)
Inglesby, M.K., Gray, G.M., Wood, D.F., Gregorski, K.S., Robertson, R.G., Sabellano, G.P.: Surface characterization of untreated and solvent-extracted rice straw. Colloids Surf. B 43, 83–94 (2005)
Pothan, L.A., Bellman, C., Kailas, L., Thomas, S.: Influence of chemical treatments on the electrokinetic properties of cellulose fibres. J. Adhes. Sci. Technol. 16, 157–178 (2002)
Kurakake, M., Ooshima, H., Kato, J., Harano, Y.: Pretreatment of bagasse by nonionic surfactant for the enzymatic hydrolysis. Biores. Technol. 49, 247–251 (1994)
Kleingesinds, E.K., José, Á.H.M., Brumano, L.P., Silva-fernandes, T., Rodrigues, D., Rodrigues, R.C.L.B.: Intensification of bioethanol production by using Tween 80 to enhance dilute acid pretreatment and enzymatic saccharification of corncob. Ind. Crops Prod. 124, 166–176 (2018)
Alkasrawi, M., Eriksson, T., Börjesson, J., Wingren, A., Galbe, M., Tjerneld, F., Zacchi, G.: The effect of Tween-20 on simultaneous saccharification and fermentation of softwood to ethanol. Enzyme Microbial Technol. 33, 71–78 (2003)
Liu, C., Xue, C., Lin, Y., Bai, F.: Redox potential control and applications in microaerobic and anaerobic fermentations. Biotechnol. Adv. 31, 257–265 (2013)
Schroeder, B.G., Zanoni, P.R.S., Magalhaes, W.L.E., Hansel, F.A., Tavares, L.B.B.: Evaluation of biotechnological processes to obtain ethanol from recycled paper sludge. J. Mater. Cycles Waste Manage. 19, 463–472 (2017)
Annamalai, N., Al Battashi, H., Anu, S.N., Al Azkawi, A., Al Bahry, S., Sivakumar, N.: Enhanced bioethanol production from waste paper through separate hydrolysis and fermentation. Waste Biomass Valor. 11, 121–131 (2020)
Gupta, V.K., Suhas.: Application of low-cost adsorbents for dye removal—a review. J. Environ. Manage. 90, 2313–2342 (2009)
Fernandez, C., Larrechi, M.S., Callao, M.P.: An analytical overview of processes for removing organic dyes from wastewater effluents. Trends Anal. Chem. 29, 1202–1211 (2010)
Demir, H., Top, A., Balkose, D., Ulku, S.: Dye adsorption behavior of Luffa cylindrica fibers. J. Hazard. Mater. 153, 389–394 (2008)
Mahmoodi, N.M., Hayati, B., Arami, M., Lan, C.: Adsorption of textile dyes on pine cone from colored wastewater: kinetic, equilibrium and thermodynamic studies. Desalination 268, 117–125 (2011)
Namasivayam, C., Muniasamy, N., Gayatri, K., Rani, M., Ranganathan, K.: Removal of dyes from aqueous solutions by cellulosic waste orange peel. Biores. Technol. 57, 37–43 (1996)
Hao, Q., Tian, J., Li, X., Chen, L.: Using a hybrid of green chemistry and industrial ecology to make chemical production greener. Resour. Conserv. Recycl. 122, 106–113 (2017)
Carpenter, A.W., De Lannoy, C.F., Wiesner, M.R.: Cellulose nanomaterials in water treatment technologies. Environ. Sci. Technol. 49, 5277–5287 (2015)
Natarajan, S., Bajaj, H.C., Tayade, R.J.: Recent advances based on the synergetic effect of adsorption for removal of dyes from waste water using photocatalytic process. J. Environ. Sci. 65, 201–222 (2017)
Ghaly, A.E., Ananthashankar, R., Alhattab, M., Ramakrishnan, V.: V: production, characterization and treatment of textile effluents: a critical review. J.Chem. Eng. Process Technol. 5, 1–18 (2014)
Jacobasch, H.J., Bauböck, G., Schurz, J.: Problems and results of zeta-potential measurements on fibers. Colloid Polym. Sci. 263, 3–24 (1985)
Pusic, T., Grancaric, A.M., Soljacic, I., Ribitsch, V.: The effect of mercerisation on the electrokinetic potential of cotton. J. Soc. Dye. Colour. 115, 121–124 (1999)
Bismarck, A., Ibon, A.A., Springer, J., Lampke, T., Wielage, B., Stamboulis, A., Shenderovich, I., Limbach, H.-H.: Surface characterization of flax, hemp and cellulose fibers; Surface properties and the water uptake behavior. Polym. Compos. 23, 872–894 (2002)
Bismarck, A., Mohanty, A.K., Aranberri-Askargorta, I., Czapla, S., Misra, M., Hinrichsen, G., Springer, J.: Surface characterization of natural fibers; surface properties and the water up-take behavior of modified sisal and coir fibers. Green Chem. 3, 100–107 (2001)
Cintrón, M.S., Hinchliffe, D.J.: FT-IR examination of the development of secondary cell wall in cotton fibers. Fibers. 3, 30–40 (2015)
Bykov I.: Characterization of natural and technical lignins using FTIR spectroscopy. Master thesis, Lulea University of Technology (2008)
Stana-Kleinschek, K., Strnad, S., Ribitsch, V.: Surface characterization and adsorption abilities of cellulose fibers. Polym. Eng. Sci. 39, 1412–1424 (1999)
Marques, S., Alves, L., Roseiro, J.C., Gırio, F.M.: Conversion of recycled paper sludge to ethanol by SHF and SSF using Pichia stipitis. Biomass Bioenerg. 32, 400–406 (2008)
Acknowledgements
This research was conducted in the framework of the Israeli Ministry of Energy (Grant Number 214-11-006) and the Israeli Ministry of Environmental Protection (Grant Number 132-3-4). The authors would like to thank Hadera Paper, Israel, for providing the RPS material used in this work. The authors also thank Dafna Or-Chen, from Tel Aviv University, for her assistance in producing this manuscript.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Peretz, R., Mamane, H., Wissotzky, E. et al. Making Cardboard and Paper Recycling More Sustainable: Recycled Paper Sludge For Energy Production and Water-Treatment Applications. Waste Biomass Valor 12, 1599–1608 (2021). https://doi.org/10.1007/s12649-020-01117-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-020-01117-y