
Abstract
Paper and paper board (PPB) products represent one the largest fractions of municipal solid waste. PPB are mainly composed of lignin, cellulose, and hemicellulose (lignocellulose). Previous research has shown that the anaerobic digestion (AD) of unprocessed lignocellulosic materials is limited by the occurrence of lignin. Additionally, it is well known that removal of lignin improves AD of unprocessed lignocellulosic materials. Unlike unprocessed lignocellulosic materials, PPB are subjected to a series of mechanical and chemical processes during their fabrication, which may have an effect on the AD of PPB. This review aims to (1) summarize the AD of PPB with respect to the compositional and structural changes caused by the papermaking process; (2) evaluate the results of technologies that have been applied to increase the degradability of PPB; and (3) discuss the current and future challenges that involve the AD of PPB. The data analyzed in this review revealed that lignin content only explains 56% of variation in PPB methane yields. Consequently, other properties affected by paper-making processes most likely also influence their AD. Codigestion and pretreatment are potential alternatives to improve AD of PPB. However, to achieve further improvement, research is needed to identify and quantify the non-compositional properties that dictate degradability, and to develop pretreatment processes that can target the rate/yield limiting properties precisely.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Paper and paper board (PPB) are materials used widely in industrial and domestic applications. The Food and Agricultural Organization of the United Nations (FAO) estimated that annual worldwide production of PPB products has been approximately 400,000 metric tons since 2010 (FAO 2016). This large usage of PPB materials leads to a significant PPB waste stream for disposal. PPB represents the largest fraction (31%) of municipal solid waste (MSW) in high income countries and from 5 to 14% for low to upper middle income countries (Hoornweg and Bhada-Tata 2012). Projections of MSW composition estimate that the fraction of PPB in MSW will remain approximately the same by 2025 (Hoornweg and Bhada-Tata 2012). High-income countries commonly attempt to recycle a large fraction of the PPB discarded; for example, in the US, 49.7% of the PPB is recycled or composted while 14.3% is landfilled (USEPA 2016).
Post-recycle, PPB represents the second largest fraction of biodegradable materials in MSW after food waste (Pommier et al. 2010; USEPA 2016). Biodegradable materials in landfills undergo a series of aerobic and anaerobic biological reactions that ultimately transform the biodegradable compounds into leachate and greenhouse gases (El-Fadel et al. 1997). Thus, PPB are likely large contributors to landfill gas production. Although landfill gas can be collected to reduce greenhouse gas emissions and for use as fuel, degradation in a landfill setting can take decades to centuries (Rich et al. 2008). Diverting PPB from landfills to engineered anaerobic digestion (AD) systems could facilitate more efficient methanogenesis and stabilization, leading to better energy recovery and less pollution.
PPB are typically fabricated by processing wood through a series of mechanical and chemical steps. Like other wood-derived materials, PPB are composed of cellulose, hemicellulose, and lignin (lignocellulose) (Blechschmidt et al. 2013). The AD of lignocellulosic materials is commonly limited by the hydrolysis step due to the recalcitrance of their major macromolecular components (Himmel et al. 2007). Since papermaking alters the composition and structure of lignocellulose, it may also affect its anaerobic biodegradability.
Due to the relevant fraction of PPB in MSW and its potential to serve as a biomethane source and subsequent greenhouse gas emitter, there have been several recent AD studies focusing on PPB. Study results have shown variable methane yields and production rates, which may be associated with the structural composition and the amount of processing that PPB products are subjected to during their fabrication. Therefore, the physical and chemical changes imparted by the PPB manufacturing process and the composition of different PPB materials were surveyed in this study to provide insight into their suitability as substrates for AD. This review aims firstly to summarize AD of post-consumer PPB in continuous and batch systems with consideration for the compositional and structural changes caused by the papermaking process; secondly, to evaluate the results of several technologies that have been applied to increase the degradability of PPB waste; and finally, to discuss the current and future challenges that involve the AD of PPB.
2 Factors affecting AD of lignocellulose
The factors affecting the anaerobic degradability of lignocellulosic materials have been previously studied and discussed (Chandra et al. 2012; Himmel et al. 2007; Pérez et al. 2002; Sawatdeenarunat et al. 2015; Taherzadeh and Karimi 2008). Overall, research indicates that the high molecular weight and insolubility of lignocellulose contribute to its recalcitrance. PPB strength is partly determined by fiber length or degree of polymerization of cellulose, which is a common quantifier of recalcitrance (Hallac and Ragauskas 2011). Thus, sturdier PPB will likely be more resistant to degradation. Composition is another such characteristic that may be transferable to lignocellulosic PPB. The behaviors of cellulose, hemicellulose, and lignin in microbial systems are understood to some extent in the context of raw lignocellulose such as crop waste and energy crops (Taherzadeh and Karimi 2008). Lignin is recalcitrant and potentially inhibitory, and crystalline cellulose fibers are not readily hydrolysable due to their hydrophobicity and strong inter-chain bonding; however, amorphous cellulose and hemicellulose are more branched and accessible by hydrolytic enzymes (Himmel et al. 2007). Therefore, lignin and crystalline cellulose represent volatile solids (VS) that are less biodegradable, resulting in low methane yields.
Lignin, a complex polymer of phenylpropane units, is particularly resistant to degradation (Himmel et al. 2007). It provides rigidity, binds with hemicellulose and cellulose, and is thought to prevent swelling of cellulose fibers in water, although the importance of this latter property is unclear (Taherzadeh and Karimi 2008). Lignin itself resists biological degradation, and dissolved lignin components can inhibit certain enzymes (Taherzadeh and Karimi 2008). The physical and chemical relationships between lignin and the cellulose fibers are likely altered to some extent during pulping and papermaking, but the recalcitrant and inhibitory properties of lignin remain relevant. However, the relationships between these components are also informative. Physical accessibility of structural carbohydrates to hydrolytic enzymes is a major factor in lignocellulose degradability. This can be affected by physical impediments to enzymatic attack as well as by the internal and external surface area of the material (Taherzadeh and Karimi 2008). The former characteristic is interrelated with composition because lignin, hemicellulose, and ash can physically protect cellulose fibers.
The physical changes to lignocellulose structure during papermaking could also affect the accessible surface area of PPB. For example, pulping and papermaking involves both hydrating and drying fibers. Drying can cause microstructural collapse of lignocelluloses, resulting in less internal surface area for hydrolytic attack; rehydration could increase the surface area by swelling, but could also recrystallize amorphous cellulose (Taherzadeh and Karimi 2008). Structural changes resulting from these processes could provide insight into how the modifications made during the manufacture of PPBs influence their degradability.
3 Pulping and papermaking process
PPB materials are manufactured through a series of mechanical and chemical processes. These processes are purposely designed to change the composition and structure of the PPB to suit a specific function, such as packaging, shipping, periodicals, or for use in photocopiers. As a result of structural modification, these processes may also affect the eventual biodegradability. The generic steps in paper making process are pulping, machining, pressing, and converting (US Congress 1989).
Pulping is a critical step from the AD perspective due to its role in modifying the structure and composition of the raw material. The goal of pulping is to digest and refine the wood matrix into fibers that will cohere into a sheet, while sacrificing fiber strength as little as possible (USEPA 2010). In this process, lignin is targeted because it blocks contact between cellulose fibers, though some cellulose and hemicellulose may also be removed (Hubbe 2000). The type of pulp obtained by the pulping process determines the structure of the final product, including lignin content, fiber morphology, and degree of bonding in the cellulose matrix. Moreover, the materials input to the pulping process can also affect the pulp characteristics. For example, different types of wood have different compositions and fiber lengths, and recycled fibers tend to be weaker and shorter than virgin fibers (Bajpai 2015; USEPA 2010).
Pulping processes are classified into two main categories: mechanical and chemical pulping (Blechschmidt et al. 2013). Semichemical processes include a chemical digestion step followed by a mechanical pulping step (USEPA 2010). Mechanical pulping involves intense maceration of wood or paper under high temperature to disrupt the lignin structure and expose cohesive cellulose surfaces. However, mechanical pulping does not remove lignin and breaks cellulose fibers in the process; consequently, the resulting fiber matrix is relatively weak (Bajpai 2011). Chemical pulping, on the other hand, uses chemicals to dissolve lignin and hemicellulose (delignification) which results in stronger papers with less pigmentation (Blechschmidt et al. 2013; USEPA 2010). Pulps obtained by semichemical processes have properties that fall between those of mechanical and chemical pulps.
Beating or refining is often used to improve the mechanical strength of chemical pulps by improving fiber-to-fiber bonding (Bajpai 2011). At a microscopic scale, this involves breaking, deforming, or exposing new surfaces of fibers (Bajpai 2015). Solubilization of the organic matter in PPB is the first step of AD, so greater fiber cohesion and strength as a result of chemical pulping or beating could result in slower hydrolysis during AD. Other processes and additives may be applied to wet pulps depending on the function of the final product. For instance, bleaching removes some of the pigmentation remaining after pulping and increases absorbancy (Bajpai 2015). Typically, when chemical pulps are bleached, residual lignin is further removed, whereas when mechanical pulps are bleached, lignin is conserved but converted to a colorless form (Bajpai 2015). Since lignin is recalcitrant in AD systems, it would be expected that PPB made of chemical pulps (particularly those that are whiter) will likely have higher biomethane yields than those made of mechanical pulps. Additionally, residual lignin may pose a physical impediment to hydrolytic enzyme binding or mass transfer of solubilized PPB components during the AD process, which may decrease methane production rates.
Many additives can be integrated into the wet pulp. For example, fillers are often added for texture, brightness, or pH control. Internal sizing agents may be added to the wet pulp to promote resistance to water permeation in the final product. These additives, despite comprising small proportions of the mass of final PPB products, could also impact their biodegradability. Additionally, alkaline fillers (such as calcium carbonate) could affect buffering systems in a controlled digester. Methanogens are sensitive to pH, so additional alkalinity could attenuate the potential inhibitory effect of acid accumulation (Khanal 2008). Clays, another common filler, have been shown to decrease ammonia toxicity in AD systems via absorptive or ion-exchange mechanisms (Romero-Güiza et al. 2016). Conversely, hydrophobic sizing agents meant to decrease water permeability (such as rosin) could impede chemical/enzyme mass transfer during biodegradation (Bajpai 2011).
While the composition of the pulp is important to the final characteristics of PPB, the subsequent treatment of the pulp is also important; pulp is formed into sheets, pressed, and then dried (Hubbe 2000). Pressing, converting, and drying processes are similar for most PPB (USEPA 2010); however, additives applied after drying during the converting process vary. External sizing agents, which typically consist of pigments and starches, are added to ensure clear labeling and good printing properties (Bajpai 2011). Coatings such as protein glues or latex may also be added after drying for adhesive or waterproofing purposes (Teschke 2011). Coatings may affect the initial rates at which microbes can access the substrate, either due to intrinsic properties of the coatings or by impeding mass transfer to the fibers. Some coatings such as starch, soy protein, or cellulose acetate may be biodegradable, though they are typically treated to make them water-resistant (Hubbe 2000). On one hand, the bioavailability of these coatings could benefit the initial kinetics of AD. On the other hand, the adhesive and waterproofing functions of many coatings could make PPB more resistant to degradation by blocking enzyme binding sites or impeding mass transfer of liquid to the fiber surfaces.
Although there are many variations on the papermaking process, some generalizations can be made about certain categories of paper product. Very white products such as office paper and certain packaging materials which require durability and brightness are typically made of chemical pulps, which have low lignin contents (Hubbe 2000). The pulps used for newsprint and magazines tend to include mechanical or semichemical pulp, which contain more residual lignin than chemical pulp (Bajpai 2015; Hubbe 2000). These products can be less durable than office papers due to the relatively short and gentle consumer use of periodicals. Corrugated cardboard and various packaging and linerboards are typically made of semichemical or low-yield chemical pulps, depending on the level of durability required (Hubbe 2000). Thus, white office papers and paperboards typically have low lignin contents and strong fiber bonding, newsprint and magazines have higher lignin contents and less bonding, and brown corrugated cardboard and packaging have intermediate properties. The first category will likely exhibit higher methane yields and methane production rates due to the lower lignin content. Categorizations of PPB materials allow some assumptions about their manufacture. However, determining all the factors that affect anaerobic biodegradability would require targeted empirical analysis or further knowledge of the specific fabrication procedures.
4 Composition of paper and paperboard materials
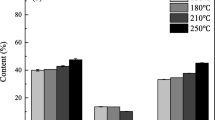
A common analysis employed in bioenergy research to understand the differences between types of PPB is quantification of cellulose, hemicellulose, and lignin. The results of several compositional analyses of PPB materials are summarized in Table 1, and the averages for the common categories are graphically presented in Fig. 1. Cellulose is the primary component of PPB materials and provides most of their important properties (Hubbe 2000). Accordingly, cellulose comprises at least 50% of most types of PPB except for coated paper, which contains an average of 39% cellulose. Lignin and hemicellulose are partly removed during the pulping process. Lignin decreases strength and brightness, while hemicellulose increases bonding properties (Hubbe 2000). Hemicellulose and lignin comprise about 10–20% and 1–24%, respectively, of all PPB types excepting cellophane and filter paper. Ash content likely originates from inorganic additives, and ranges from 0 to 34% among the materials analyzed.

Average compositions of different PPB materials measured by different studies
The analyses showed that the compositions of most of the PPB categories were roughly similar, with the exceptions of cellophane and filter paper. Cardboard, packaging, and paper towel were especially alike; on average they contained 53–54% cellulose, 12–16% hemicellulose, 15–19% lignin, and 12–14% ash. The paper tube residuals characterized by Teghammar et al. (2010) generally fell within the ranges of this group of substrates, but also contained 10% glue (described as a mixture of sodium silicate and polyvinyl alcohol) and only 4% ash (Table 1). Glue may pose a physical impediment due to its waterproofing abilities, but is likely nontoxic and biodegradable (Marten 2000). Some of the other PPB tested by other authors likely contained much smaller fractions of similar additives. Newspaper was also very similar, but contained slightly more lignin and about half as much ash. Coated paper contained around 1.3–1.5 times less cellulose and 1.8–2.7 times more ash. Office paper contained less lignin and more cellulose. Thus, newspaper is less delignified while office paper is more so, and coated paper contains more additives and newspaper contains less. These observations make sense given the contrasting functions of office paper and newspaper and the roles of each of these components, described above. Thus, the compositions of PPBs seem to align with their functions and may also be useful to predict the suitability of these materials as substrates for AD.
5 Anaerobic digestion of paper and paperboard materials
5.1 Biomethane potential of PPB
Several researchers have performed batch AD assays using various PPB as substrates. The results and conditions of these studies are summarized in Table 2. The retention time for batch tests reflect the relative recalcitrance of PPB to AD; most required 20–70 days. Studies seeking to represent landfill conditions used even longer retention times (up to 670 days) to determine the rate and extent of anaerobic degradation under those conditions (Abbassi-Guendouz et al. 2012; Eleazer et al. 1997; Jokela et al. 2005; Pommier et al. 2010). Most studies evaluated loadings under 50 g VS L−1. Abbassi-Guendouz et al. (2012) and Brown et al. (2012) found that AD of PPB was inhibited by low-moisture conditions (at 219 and 148 g VS L−1, respectively), as evidenced by volatile fatty acid (VFA) accumulation. Both studies observed no such inhibition at higher moisture contents. Generally methane potentials were low, ranging from 100 to 300 mL g VS−1, which reflects the presence of recalcitrant components. There were several exceptions, including the aforementioned inhibited assays. Some researchers measured high yields over 300 mL g VS−1 (Brown et al. 2012; Jokela et al. 2005; Owens and Chynoweth 1993; Xiao and Clarkson 1997). Gonzalez-Estrella et al. (2017) observed particularly high methane yields ranging from 312 to 543 mL g VS−1. Interestingly, the methane yields of paper tube residuals did not skew significantly from those of other types of cardboard despite their 10% glue content and digestion under thermophilic conditions. This may indicate the glue has little effect on AD, or that it has a negative effect that is counterbalanced by the general greater efficiency of thermophilic consortiums (Speece 2008); overall, the net effect of the glue fraction appears insignificant. Differences in methane yields are likely attributable to variations between studies in experimental procedures and substrate and inoculum characteristics, which are too complex for meta-analysis.
While methane yields for nominally similar substrates varied among studies, sorting the batch experiment results by substrate category reveals some patterns. The biomethane potentials of un-pretreated PPB reported in various studies were averaged and presented in Fig. 2A. Most data were reported as methane yields (mL g VS−1); where available, COD recovery as methane (in percent) is also plotted in Fig. 2B. Office paper, packaging, paper towels, wax paper, and cellophane had higher methane yields (322–394 mL g VS−1) on average. Cardboard exhibited an intermediate yield of 210 mL g VS−1. Coated paper, filter paper, and the simulated landfill PPB mixture had similar methane yields around 152–158 mL g VS−1. Newsprint had a particularly low yield of 77 mL g VS−1. Given the differences in manufacture and composition, it makes sense that office paper would have consistently higher methane yields compared to newspaper, while brown packaging materials would have intermediate yields. The low measured yield of filter paper suggests that it may be comprised of mainly crystalline cellulose, or that it contains microbial inhibitors. The general patterns suggest that compositional changes resulting from the different processing which differentiates the PPB categories have an effect on their AD.

Averages of methane yield (in mL g VS−1) (A) and COD recovery as methane (% COD supplied) (B) measured in various studies for different PPB substrates. “Mix” refers to a mixture of PPB materials intended to simulate landfill contents. The empty circles represent the means of the data sets, the lines in the middle of the boxes represent the medians (50th percentile), the edges of the boxes represent the 25th and 75th percentiles, and the vertical “whiskers” span the range of the data. NA not available
Batch experiments often provide kinetic information in addition to final methane yields. This is important in practice because even if an acceptable yield can be obtained from a substrate, it can incur greater capital and operating costs if the retention time is too long. Kinetics also gives insight into how the microbial consortia interact with the substrate. Kinetic parameters measured by various researchers are reported in Table 3. The most commonly reported parameter is the first-order degradation coefficient (k d ). These values were also averaged by PPB category and graphed in Fig. 3. Gonzalez-Estrella et al. (2017) did not report first-order kinetics; however the methane production data from the 10 g COD L−1 treatment of each substrate tested was regressed to obtain the estimated k d values shown in Table 3. Qu et al. (2009) evaluated first-order hydrolysis constants (k h ) by fitting a more complex model considering multiple steps. Most of the k d values in Table 3 fall between 0.04 and 0.140 day−1. Variation in experimental procedures and inoculum activity may have caused discrepancies between values measured by different studies. The most notable outlier was for filter paper, which had the highest k d value of 0.247 day−1 (Tong et al. 1990). Newsprint exhibited a consistently lower k d value, with an average of 0.065 day−1. Two office paper studies reported high k d values of 0.136 and 0.132 day−1 (Gonzalez-Estrella et al. 2017; Owens and Chynoweth 1993), although another study reported a lower value of 0.036 day−1 (Jokela et al. 2005). Filter paper contains no lignin and office paper is typically highly delignified, while newspaper typically contains a greater fraction of lignin. This suggests a connection between the lignin content of a PPB substrate and its degradation behavior.

First order degradation constants for various types of PPB, averaged across several studies
5.2 Correlations with composition
Lignocellulosic substrate makeup has been successfully correlated with methane yield for unprocessed energy crops and crop wastes (Gunaseelan 2007; Monlau et al. 2012; Triolo et al. 2011). Given the behavior of cellulose, hemicellulose, and lignin in AD systems (Taherzadeh and Karimi 2008), it is expected that lignin content (recalcitrant component) should be negatively correlated with methane yields while cellulose and hemicellulose contents (relatively-degradable components) should be positively correlated with methane yield. The correlation between lignin content and methane yields measured in different studies is shown in Fig. 4. Only data from studies that quantified both lignin and yield were included, and pretreated and codigested substrates studies were excluded. As expected, lignin and yield were negatively correlated. However, the R2 for linear regression was relatively low, (R2 = 0.56), which is similar to the R2 values of 0.60 and 0.53 obtained by Gonzalez-Estrella et al. (2017) and Pommier et al. (2010), respectively, for the same relationship. Other correlations based on this logic result in similarly low R2 values; for example, Gonzalez-Estrella et al. (2017) and Eleazer et al. (1997) found R2 of only 0.49 and 0.51, respectively, for yield as a function of the sum of cellulose + hemicellulose. Independent variables incorporating more terms and operations have also been correlated with some success (Gonzalez-Estrella et al. 2017). Contrastingly, researchers have found higher R2 values for biomethane potentials of unprocessed lignocellulose as functions of their composition (Gunaseelan 2007; Li et al. 2013). This suggests that the behaviors of structural carbohydrates and lignin in biodegradation systems are more consistent in unprocessed lignocellulosic plant matter than in PPB, indicating the papermaking process may alter the properties and relationships between these components. Thus, while lignin content is important to PPB biodegradability, it is not as important as it is for unprocessed lignocellulosic materials.

Linear regression of methane yield with respect to lignin content of various PPB. Pretreated and codigested substrates were excluded. db dry basis
The AD of unprocessed lignocellulose has also been studied extensively; Fig. 5 shows the averages of methane yields of crop residues, green waste, and energy crops reported by several surveys (Brown et al. 2012; Chandra et al. 2012; Ge et al. 2016; Gunaseelan 1997; Weiland 2003) compared with the average of those PPB substrates included in this review. The standard deviations of these data were large relative to the absolute average values, probably a result of the wide array of methodologies and substrates in every category. On average, crop residues and energy crops (both raw herbaceous lignocellulose) had slightly higher methane yields and relatively smaller standard deviations. Green wastes include wood, grass trimmings, and leaves; since this encompasses both woody and herbaceous materials, a large standard deviation is expected. Although many of the processes undergone by PPB involve removing lignin content, which would seem to improve methane yields, many processes after pulping are designed to make PPB products more resistant to damage. For example, water proofing, structural integrity, and tear-resistance are desired qualities in many PPB products. This may explain the lower average methane yield of PPB compared to crop residues and energy crops (Fig. 5). Thus, some strategies have been investigated to improve PPB anaerobic degradability.

Boxplot of the distribution and average of BMP of different lignocellulose substrates. The circular marker in the middle of the box represents the average BMP
5.3 Current technologies to improve AD of PPB
5.3.1 Pretreatment of PPB
Pretreatment is performed to maximize the methane yields of PPBs, especially by degrading or removing lignin and hydrolyzing cellulose and hemicellulose. Several studies evaluating pretreatment of PPB have quantified these components before and after different treatments and found that though lignin destruction or removal was associated with improved methane yields, the differences between PPB types were not overcome. The results and conditions of these studies are summarized in Table 4. Fox and Noike (2004) compared the effects of wet oxidation pretreatment at 170, 190, and 210 °C on AD of newspaper. Wet oxidation involves subjecting a substrate to high temperature and pressure such that the pressure exceeds the vapor pressure of water, while supplying air. The goal was physical disruption and chemical oxidation of lignin and cellulose. The 210 °C treatment removed the most total COD and cellulose, while the 190 °C treatment removed slightly more lignin. The newspaper treated at 190 °C achieved a higher methane yield, indicating that lignin removal is an important factor in the efficacy of a pretreatment process. Teghammar et al. (2010) also evaluated hydrothermal treatments for pretreatment of paper tube residuals. Different combinations of explosive and nonexplosive treatments, treatment temperatures, and additions of sodium hydroxide and/or hydrogen peroxide were tested. In explosive treatments, high-pressure steam was injected into substrate slurries, and then the temperature and pressure were dropped by immediately flushing it into an expansion tank. In nonexplosive treatments, substrate slurries were heated to constant temperatures for different amounts of time. Hydrothermal treatments were meant to increase the surface area and decrease cellulose crystallinity, while sodium hydroxide and hydrogen peroxide were chosen due to their abilities to remove lignin. Some treatments, especially those using no chemicals or only hydrogen peroxide, decreased or only slightly improved methane yields compared to untreated paper tube residuals. Sodium hydroxide appeared to have a more consistently positive effect; explosive treatment at 220 °C with 2% hydrogen peroxide and 2% sodium hydroxide resulted in the greatest improvements (over 100%) in the methane yield and methane production rate. This was attributed to better delignification and solubilization of organic compounds (most likely hemicellulose and lignin). Thus, the efficacy of hydrothermal pretreatments for improving AD seems to be associated with lignin removal. However, lignin content alone may not account for all the obstacles in the AD of PPB. Xiao and Clarkson (1997) explored variations on treatment with an acetic acid/nitric acid reagent meant to remove lignin and hemicellulose, though acid pretreatment has been shown to hydrolyze cellulose as well. The researchers evaluated AD of untreated newsprint, untreated office paper, and newsprint treated with a solution of 35% acetic acid and 2% nitric acid, and found that the methane yield of the treated newspaper was 2.8 times that of untreated newspaper, but only 0.75 times that of untreated office paper. The pretreated newsprint contained 83.4% cellulose (similar to 82.4% cellulose in office paper); however, the lignin content was still greater (8.4% in newsprint, compared to 3.6% in office paper). This led to the conclusion that both the amount of lignin and the structural association between lignin and cellulose in the different pulps are factors in digestibility.
Microbial processing offers a less chemical- and operation-intensive means of pretreatment. Many microbes found in nature are adapted for lignocellulose degradation; notably, the cellulolytic capability of consortia found in the rumen of cattle has been well-studied (Yue et al. 2013). Baba et al. (2013) observed that incubating office paper in rumen fluid resulted in COD solubilization, VFA production, and degradation of cellulose, hemicellulose, and lignin; when this rumen-pretreated office paper was then used as a feed for AD, a greater percentage of the cellulose, hemicellulose, and lignin input were removed compared to untreated office paper. This indicates that in addition to breaking down structural carbohydrates and lignin, rumen fluid pretreatment also made these components more bioavailable to the AD consortium. This could be due to the ability of some rumen microbes (possibly fungi and protozoa) to increase the surface area of lignocellulose via substrate penetration, the presence of microbes that can break down lignin into smaller components, and the introduction of critical rumen microbes to the AD assays with the pretreated substrate (Yue et al. 2013). An engineered thermophilic microbial consortium including aerobic and anaerobic microbes also showed promise in pretreatment of various PPBs (Yuan et al. 2012, 2014). The pretreatment method resulted in cellulose and hemicellulose degradation, COD solubilization, and VFA production; subsequent AD of the pretreated PPBs displayed higher methane yields and faster methane production rates compared to untreated PPBs (Yuan et al. 2012). Lignin was not significantly degraded by this pretreatment. Although office paper and filter paper (1.4 and 0% lignin, respectively) performed better than cardboard and newspaper (23.4 and 17.8% lignin, respectively), the relative improvements in methane yield as a result of thermophilic consortium pretreatment were much higher for the latter two materials. This suggests that although lignin is a major obstacle to methanization, better hydrolysis of structural carbohydrates can still improve the AD process. However, some characteristic of the higher-lignin materials continues to pose an obstacle. Other methods such as codigestion can also improve the performance and economics of AD.
5.3.2 Codigestion of PPB with other substrates
Given the availability of PPB materials in waste streams and their relatively slow degradation, they are attractive candidates for anaerobic codigestion. Codigestion often outperforms AD of single waste streams because mixed substrates supply a greater diversity of nutrients (Mata-Alvarez et al. 2011). The results of several published codigestion studies using PPB are summarized in Table 5. Most researchers observed some degree of improvement in performance as a result of mixing substrates. Yusuf and Ify (2011) observed higher biogas yields after 62 days when psychrophilic digestion of cow dung and water hyacinth was supplemented with waste paper. The highest yield was achieved at a mixture ratio of 4:5:5 (waste paper: cow dung: water hyacinth). However, based on first-order biogas production model fittings, maximum biogas yields and k d values decreased as the fraction of paper increased. This indicates that while paper can serve to supplement total biogas production, it offers no kinetic improvements. Thus, the intrinsic recalcitrance of PPB can decrease the overall rate of digestion. This property can be useful if the cosubstrate is prone to inhibition by accumulation of inhibitory intermediates, such as ammonia or VFAs.
Teghammar et al. (2013) found that adding untreated or pretreated paper tube residuals to a high-nitrogen waste mixture (“buffer tank substrate”) increased the methane yield of the buffer tank substrate by 6 and 11%, respectively. The observed methane yields surpassed the yields expected based on batch assays, indicating synergy between the substrates. This was attributed to a better carbon to nitrogen ratio (C/N). They also noted that a continuous digester fed with only the buffer tank substrate failed due to VFA accumulation, while those supplemented with paper tubes did not. A similar stabilizing effect was observed in studies involving codigestion of card packaging with food waste (Jiang et al. 2012; Zhang et al. 2012). While digesters fed only food waste failed or showed accumulation of VFA at an organic loading rate (OLR) of 2 g VS L−1 day−1, the digesters that included 47% (VS basis) card packaging remained operable at the same total OLR and at higher OLRs up to 4 g VS L−1 day−1, which corresponds to almost the same feed rate of food waste that caused failure when supplied without card packaging (Zhang et al. 2012). Another study by Yen and Brune (2007) evaluated continuous AD of mixtures of office paper and nitrogen-rich algal sludge. The 100% office paper substrate required nitrogen supplementation with ammonium chloride, and performance of 100% algal sludge digestion began to decline at an OLR of 6 g VS L−1 day−1 due to high nitrogen and VFA concentrations. A feed composition of 50% algal sludge and 50% office paper achieved the highest yield. The benefit of codigestion was attributed to balancing the C/N, the presence of paper prompting greater cellulase activity (for hydrolysis of algal cellulose), and micronutrient supply. Thus, PPBs appear to be useful to provide carbon while buffering the effects of inhibitory intermediates.
However, in cases where the codigestate is rapidly hydrolysable and prone to inhibition by organic overload, the positive effect of the PPB substrate at high concentrations may be merely a dilution effect. For example, Asato et al. (2016) determined in batch assays with cardboard and food waste that higher methane yields and production rates were achieved with higher proportions of food waste at lower concentrations, but that maximum yields were obtained for intermediate mixtures at higher concentrations. This was attributed to dilution of quickly-acidified food waste by the relatively recalcitrant cardboard below the threshold food waste concentration that leads to VFA accumulation. Capson-Tojo et al. (2017) observed that substrate to inoculum ratio (S/X) and initial food waste concentration were the primary factors determining metabolic pathways in dry AD (20–35% TS) of food waste and cardboard. Most notably, only the five assays with an initial S/X of 0.25 g VSsubstrate g VS −1biomass (corresponding to food waste loading of 26–47 g VS L−1, or total substrate loading of 31–68 g VS L−1) achieved nonzero methane yields. Assays with S/X values of 1 and 4 and higher food waste (and total substrate) concentrations resulted in no methane production, decreased substrate COD conversion, and yields in the form of hydrogen, VFAs, and alcohols. TS content appeared to be a less significant factor, in contrast with previous results investigating dry AD of cardboard alone (Abbassi-Guendouz et al. 2012). The rheology and greater biodegradability of food waste likely decrease the obstacle of mass transfer limitations at high TS. These results suggest that the primary mechanism for inhibition of methanogenesis was VFA accumulation because higher food waste concentrations would lead to more VFA production, while low S/X indicates greater capacity for VFA consumption. Thus, cardboard appears not to provide any intrinsic benefit when combined with food waste.
Codigestion of PPBs can lead to higher methane yields in some cases, especially when the cosubstrate is high in nitrogen or inclined to acidification because the slowly-degraded PPBs can dilute the intermediate metabolites. However, while codigestion can supplement the low nutrient content of PPB, it does not appear to mitigate the intrinsic recalcitrance of PPBs. Solving this problem requires further study to identify the mechanisms of PPB degradation and new technologies to improve methane yields.
6 Challenges and future perspectives
Further investigations could provide a better understanding of the AD of PPB. Several studies have examined the composition of PPB (Table 1) and some have examined the relationships between composition and AD performance parameters (Eleazer et al. 1997; Gonzalez-Estrella et al. 2017; Pommier et al. 2010). Yet, the structural carbohydrate and lignin makeup alone does not determine anaerobic degradability. Thus, other feedstock characteristics must be identified to adequately predict the suitability of a PPB material as a substrate for AD. For example, cellulose crystallinity and polymerization are informative in studies of raw lignocellulose and may transfer to studies on AD of PPB (Taherzadeh and Karimi 2008). The pulp and paper industry uses metrics of many physical and chemical properties to characterize PPB products which could also serve as indicators of digestibility, such as fiber length, water absorptiveness, and proportions of alpha-, beta-, and gamma-cellulose (Hubbe 2000). Many of the inputs to the papermaking process could be considered in more depth, including the original wood, machining chemicals, and coatings. In addition to facilitating better predictive correlations with digestibility, quantifying more of these properties of PPB substrates may help to better understand the mechanisms by which they are degraded.
Further studies focused on mechanisms could potentially lead to a deeper understanding of the biochemical process of PPB digestion and how to improve it. The microscopic structure of PPB could help to explain why different materials are more biodegradable than others. Pommier et al. (2010) suggested that the porosity and permeability of PPB materials define their digestibility to a greater extent than does macroscopic particle size. Though the behaviors of structural carbohydrate and lignin during biodegradation are understood to some degree (Taherzadeh and Karimi 2008), disruption of plant fibers during pulping may affect the nature of their interactions. For example, lignin can block access of enzymes to cellulose and hemicellulose in raw lignocellulose due to the physical relationship between lignin and structural carbohydrates; this physical relationship may be maintained to differing degrees in PPB depending on how they were produced. Thus, microscopic structure would provide insight into susceptibility to enzymatic hydrolysis. Microbes produce extracellular enzymes to perform this step, so the interaction between the microbes and the substrate would also give information about how to make PPB more readily biodegradable.
The nature of the interaction between the anaerobic microbes and the substrate could also be addressed more directly by mechanistic studies. Tong et al. (1990) observed relatively steady methane production rates over the course of batch AD of lignocellulose, whereas rates increased over time in soluble substrates, presumably due to microbial population growth. They posited that this difference arose because lignocellulose degradation is a function of surface colonization by bacteria, so once the available surface area was occupied, additional biomass did not increase the rate of degradation. Jensen et al. (2009) noted that cellulose solubilization depended more on the mass of sessile biomass than on the planktonic biomass or the community makeup. This was corroborated by Vavilin et al. (1996) in a study that showed that at short solid retention times, cellulose particles were degraded by cells colonizing their surfaces. Additionally, cellulose consumption was best predicted by a model considering surface colonization and substrate degradation as separate phases. However, Pommier et al. (2010) found no significant improvement to the early part of the AD process by decreasing particle size (thereby increasing surface area) or by increasing initial inoculum concentration (thereby increasing initial biomass concentration). This indicates that neither macroscopic surface area nor biomass was the limiting factor. They concluded that although smaller particles had greater surface area to volume ratios, they were not more readily digested because the bioavailability of the substrate was not actually improved by mechanical shredding. These discrepancies may be associated with the intrinsic capacity of the inoculum, nutrients concentration, or other parameters to promote the growth of biofilms on the PPB surface. Further investigation is needed to determine the reasons for these discrepancies.
Hydrolysis is typically the rate-limiting step in AD of solid wastes, especially for recalcitrant materials. Therefore, decreasing the length of the hydrolysis step is a major obstacle. Pretreatment of lignocellulose aims to increase its bioavailability. Several methods have been applied to PPB with generally positive results (Table 4). Other methods proposed for lignocellulosic plant matter have not yet been tested for AD of PPB, including irradiation and solvent extraction (Taherzadeh and Karimi 2008). Various additives including metal nanoparticles and micronutrient supplements have also proven effective for improving degradation of other types of lignocellulose, and may provide similar benefits to AD of PPB (Romero-Güiza et al. 2016).
Organosolv pretreatment is an effective means of removing lignin and hemicellulose from lignocellulose and decreasing cellulose crystallinity (Mancini et al. 2016). In PPB, organic solvents may separate the fibers and dissolve some of the coatings and sizing agents. Various additives could also improve the efficacy of AD of PPB. For example, Ma et al. (2015) observed improvements to hydrolytic efficiency of curly leaf pondweed by dosing with iron oxides, which were explained by the role of iron as a micronutrient and an electron transfer mediator. In another study, some improvements to AD of microcrystalline cellulose were observed by adding silver, gold, and iron nanoparticles, though they were not statistically significant differences (Barrena et al. 2009). Thus, metal-containing additives may make the PPB degradation process, especially hydrolysis, more robust for recalcitrant compounds. However, the costs of solvents and additives limit their applicability for AD purposes.
Hydrolytic microbial consortia have been tested as pretreatment for PPB (Baba et al. 2013; Yuan et al. 2012). Bioaugmentation within the digester tank, either in conjunction with or instead of anaerobic sludge, has been proven beneficial for methane production from several lignocellulose-containing wastes (Romero-Güiza et al. 2016). Similar aerobic and anaerobic cellulolytic cultures could be applied to PPB digesters to improve hydrolysis without requiring additional tanks or processing steps. Another means of improving hydrolysis is separating the hydrolysis and methanogenesis stages into separate reactors in multistage digesters. This allows independent optimization of each stage for its respective group of microorganisms (Pohland and Ghosh 1971).
The AD process can also be better understood by studying the microbial communities involved. Researchers have already begun to quantify microbial communities involved in PPB digestion for the purpose of relating community shifts to behavior in batch studies (Abbassi-Guendouz et al. 2013; Asato et al. 2016; Capson-Tojo et al. 2017). However, more information about the roles and dynamics of the key bacteria and archaea could be gathered from continuous PPB digesters, and from more focused molecular studies. This could provide insight into how to cultivate and maintain effective consortia in PPB digestion systems.
Despite these gaps in our knowledge of the biochemical process, PPB digestion is feasible and has been applied in the contexts of sanitary landfills and MSW digesters (Mata-Alvarez et al. 2000). Several practical issues can still be addressed. Pommier et al. (2010) observed that even after the ultimate methane yield had been achieved, PPB materials maintained their original physical structures. As a result, even the digestate would pose material handling issues. Low moisture content can lead to difficult mixing and localized VFA accumulation, both of which could compromise conversion efficiency (Sawatdeenarunat et al. 2015). Thus, technologies designed to distribute moisture evenly and allow for bulk transfer of materials will likely be important for wide-scale implementation of PPB digesters.
From a broader perspective, considering treatment of PPB waste as part of existing municipal solid waste management systems requires targeted logistical analysis and planning. To this end, life cycle and economic assessments considering collection, hauling, and sorting would help answer questions about the benefits of source-separation, centralization, and other potential issues. This type of case study would also help to compare AD against other potential treatments for non-recyclable paper such as composting or incineration.
7 Conclusion
PPB is an abundant and widespread waste stream that could yield significant bioenergy production with more efficient AD systems. However, like lignocellulosic plant matter, these materials exhibit recalcitrance and slow degradation kinetics which pose challenges to process efficiency. The papermaking process includes many physical and chemical operations that appear to either increase or decrease degradability. The use of composition to predict the AD of different PPB categories was evaluated. Compositional parameters were fairly poorly correlated with methane yield, indicating that other properties of PPB also influence their degradability. Codigestion and pretreatment have demonstrated potential for process improvement. To achieve further PPB AD improvements, research is needed to identify and quantify the non-compositional properties that dictate degradability, and to develop pretreatment processes that can target the rate/yield limiting properties precisely.
References
Abbassi-Guendouz A, Brockmann D, Trably E, Dumas C, Delgenès J-P, Steyer J-P, Escudié R (2012) Total solids content drives high solid anaerobic digestion via mass transfer limitation. Bioresour Technol 111:55–61. doi:10.1016/j.biortech.2012.01.174
Abbassi-Guendouz A, Trably E, Hamelin J, Dumas C, Steyer JP, Delgenès J-P, Escudié R (2013) Microbial community signature of high-solid content methanogenic ecosystems. Bioresour Technol 133:256–262. doi:10.1016/j.biortech.2013.01.121
Asato CM, Gonzalez-Estrella J, Jerke AC, Bang SS, Stone JJ, Gilcrease PC (2016) Batch anaerobic digestion of synthetic military base food waste and cardboard mixtures. Bioresour Technol 216:894–903. doi:10.1016/j.biortech.2016.06.033
Baba Y, Tada C, Fukuda Y, Nakai Y (2013) Improvement of methane production from waste paper by pretreatment with rumen fluid. Bioresour Technol 128:94–99. doi:10.1016/j.biortech.2012.09.077
Bajpai P (2011) Environmentally friendly production of pulp and paper. Wiley, Hoboken
Bajpai P (2015) Green chemistry and sustainability in pulp and paper industry. Springer International Publishing, Cham
Barrena R, Casals E, Colón J, Font X, Sánchez A, Puntes V (2009) Evaluation of the ecotoxicity of model nanoparticles. Chemosphere 75:850–857. doi:10.1016/j.chemosphere.2009.01.078
Blechschmidt J, Heinemann S, Putz H-J, Duffy GG (2013) Fibrous materials for paper and board manufacture. In: Holik H (ed) Handbook of paper and board, vol 1&2. Wiley, Weinheim, pp 33–108. doi:10.1002/9783527652495.ch2
Brown D, Shi J, Li Y (2012) Comparison of solid-state to liquid anaerobic digestion of lignocellulosic feedstocks for biogas production. Bioresour Technol 124:379–386. doi:10.1016/j.biortech.2012.08.051
Capson-Tojo G, Trably E, Rouez M, Crest M, Steyer J-P, Delgenès J-P, Escudié R (2017) Dry anaerobic digestion of food waste and cardboard at different substrate loads, solid contents and co-digestion proportions. Bioresour Technol 233:166–175. doi:10.1016/j.biortech.2017.02.126
Chandra R, Takeuchi H, Hasegawa T (2012) Methane production from lignocellulosic agricultural crop wastes: a review in context to second generation of biofuel production. Renew Sustain Energy Rev 16:1462–1476. doi:10.1016/j.rser.2011.11.035
Chen H, Venditti R, Jameel H, Park S (2012) Enzymatic hydrolysis of recovered office printing paper with low enzyme dosages to produce fermentable sugars. Appl Biochem Biotechnol 166:1121–1136. doi:10.1007/s12010-011-9498-2
Eleazer WE, Odle WS, Wang Y-S, Barlaz MA (1997) Biodegradability of municipal solid waste components in laboratory-scale landfills. Environ Sci Technol 31:911–917. doi:10.1021/es9606788
El-Fadel M, Findikakis AN, Leckie JO (1997) Environmental impacts of solid waste landfilling. J Environ Manag 50:1–25. doi:10.1006/jema.1995.0131
Elliston A, Collins SRA, Faulds CB, Roberts IN, Waldron KW (2014) Biorefining of waste paper biomass: increasing the concentration of glucose by optimising enzymatic hydrolysis. Appl Biochem Biotechnol 172:3621–3634. doi:10.1007/s12010-014-0767-8
FAO (2016) FAO yearbook of forest products 2014, vol 49. Food and Agriculture Organization of the United Nations, Rome
Fox M, Noike T (2004) Wet oxidation pretreatment for the increase in anaerobic biodegradability of newspaper waste. Bioresour Technol 91:273–281. doi:10.1016/j.biortech.2003.06.001
Ge X, Xu F, Li Y (2016) Solid-state anaerobic digestion of lignocellulosic biomass: recent progress and perspectives. Bioresour Technol 205:239–249. doi:10.1016/j.biortech.2016.01.050
Gonzalez-Estrella J, Asato CM, Jerke AC, Stone JJ, Gilcrease PC (2017) Effect of structural carbohydrates and lignin content on the anaerobic digestion of paper and paper board materials by anaerobic granular sludge. Biotechnol Bioeng 114:951–960. doi:10.1002/bit.26228
Gunaseelan VN (1997) Anaerobic digestion of biomass for methane production: a review. Biomass Bioenergy 13:83–114. doi:10.1016/S0961-9534(97)00020-2
Gunaseelan VN (2007) Regression models of ultimate methane yields of fruits and vegetable solid wastes, sorghum and napiergrass on chemical composition. Bioresour Technol 98:1270–1277. doi:10.1016/j.biortech.2006.05.014
Hallac BB, Ragauskas AJ (2011) Analyzing cellulose degree of polymerization and its relevancy to cellulosic ethanol. Biofuels Bioprod Bioref 5:215–225. doi:10.1002/bbb.269
Himmel ME, Ding S-Y, Johnson DK, Adney WS, Nimlos MR, Brady JW, Foust TD (2007) Biomass recalcitrance: engineering plants and enzymes for biofuels production. Science 315:804–807. doi:10.1126/science.1137016
Hoornweg D, Bhada-Tata P (2012) What a waste: a global review of solid waste management. Urban Dev Ser Knowl Pap 15:1–98
Hubbe MA (2000) Paper. In: Kroschwitz JI, Howe-Grant M (eds) Kirk-Othmer encyclopedia of chemical technology, vol 18, 4th edn. Wiley, New York, pp 1–34. doi:10.1002/0471238961.1601160512251405.a01.pub2
Jensen PD, Hardin MT, Clarke WP (2009) Effect of biomass concentration and inoculum source on the rate of anaerobic cellulose solubilization. Bioresour Technol 100:5219–5225. doi:10.1016/j.biortech.2009.05.018
Jiang Y, Heaven S, Banks CJ (2012) Strategies for stable anaerobic digestion of vegetable waste. Renew Energy 44:206–214. doi:10.1016/j.renene.2012.01.012
Jokela JPY, Vavilin VA, Rintala JA (2005) Hydrolysis rates, methane production and nitrogen solubilisation of grey waste components during anaerobic degradation. Bioresour Technol 96:501–508. doi:10.1016/j.biortech.2004.03.009
Khanal SK (2008) Anaerobic biotechnology for bioenergy production: principles and applications. Wiley-Blackwell, Ames
Li Y, Zhang R, Liu G, Chen C, He Y, Liu X (2013) Comparison of methane production potential, biodegradability, and kinetics of different organic substrates. Bioresour Technol 149:565–569. doi:10.1016/j.biortech.2013.09.063
Ma D, Wang J, Chen T, Shi C, Peng S, Yue Z (2015) Iron-oxide-promoted anaerobic process of the aquatic plant of curly leaf pondweed. Energy Fuels 29:4356–4360. doi:10.1021/acs.energyfuels.5b00573
Mancini G, Papirio S, Lens PNL, Esposito G (2016) Solvent pretreatments of lignocellulosic materials to enhance biogas production: a review. Energy Fuels 30:1892–1903. doi:10.1021/acs.energyfuels.5b02711
Marten FL (2000) Vinyl alcohol polymers. In: Kroschwitz JI, Howe-Grant M (eds) Kirk-Othmer encyclopedia of chemical technology, vol 24, 4th edn. Wiley, New York, pp 980–1017. doi:10.1002/0471238961.2209142513011820.a01.pub2
Mata-Alvarez J, Macé S, Llabrés P (2000) Anaerobic digestion of organic solid wastes. An overview of research achievements and perspectives. Bioresour Technol 74:3–16. doi:10.1016/S0960-8524(00)00023-7
Mata-Alvarez J, Dosta J, Macé S, Astals S (2011) Codigestion of solid wastes: a review of its uses and perspectives including modeling. Crit Rev Biotechnol 31:99–111. doi:10.3109/07388551.2010.525496
Monlau F et al (2012) Predictive models of biohydrogen and biomethane production based on the compositional and structural features of lignocellulosic materials. Environ Sci Technol 46:12217–12225. doi:10.1021/es303132t
Nishimura H, Tan L, Sun Z-Y, Tang Y-Q, Kida K, Morimura S (2016) Efficient production of ethanol from waste paper and the biochemical methane potential of stillage eluted from ethanol fermentation. Waste Manag 48:644–651. doi:10.1016/j.wasman.2015.11.051
Owens JM, Chynoweth DP (1993) Biochemical methane potential of municipal solid waste (MSW) components. Water Sci Technol 27:1–14
Pérez J, Muñoz-Dorado J, de la Rubia T, Martínez J (2002) Biodegradation and biological treatments of cellulose, hemicellulose and lignin: an overview. Int Microbiol 5:53–63. doi:10.1007/s10123-002-0062-3
Pohland FG, Ghosh S (1971) Developments in anaerobic stabilization of organic wastes—the two-phase concept. Environ Lett 1:255–266. doi:10.1080/00139307109434990
Pommier S, Llamas AM, Lefebvre X (2010) Analysis of the outcome of shredding pretreatment on the anaerobic biodegradability of paper and cardboard materials. Bioresour Technol 101:463–468. doi:10.1016/j.biortech.2009.07.034
Qu X, Vavilin VA, Mazéas L, Lemunier M, Duquennoi C, He PJ, Bouchez T (2009) Anaerobic biodegradation of cellulosic material: batch experiments and modelling based on isotopic data and focusing on aceticlastic and non-aceticlastic methanogenesis. Waste Manag 29:1828–1837. doi:10.1016/j.wasman.2008.12.008
Rich C, Gronow J, Voulvoulis N (2008) The potential for aeration of MSW landfills to accelerate completion. Waste Manag 28:1039–1048. doi:10.1016/j.wasman.2007.03.022
Romero-Güiza MS, Vila J, Mata-Alvarez J, Chimenos JM, Astals S (2016) The role of additives on anaerobic digestion: a review. Renew Sustain Energy Rev 58:1486–1499. doi:10.1016/j.rser.2015.12.094
Sawatdeenarunat C, Surendra KC, Takara D, Oechsner H, Khanal SK (2015) Anaerobic digestion of lignocellulosic biomass: challenges and opportunities. Bioresour Technol 178:178–186. doi:10.1016/j.biortech.2014.09.103
Shin CS, Lee JP, Lee JS, Park SC (2000) Enzyme production of trichoderma reesei rut C-30 on various lignocellulosic substrates. Appl Biochem Biotechnol 84–86:237–245. doi:10.1385/ABAB:84-86:1-9:237
Speece RE (2008) Anaerobic biotechnology and odor/corrosion control for municipalities and industries. Archae Press, Nashville
Taherzadeh M, Karimi K (2008) Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: a review. Int J Mol Sci 9:1621–1651. doi:10.3390/ijms9091621
Teghammar A, Yngvesson J, Lundin M, Taherzadeh MJ, Horváth IS (2010) Pretreatment of paper tube residuals for improved biogas production. Bioresour Technol 101:1206–1212. doi:10.1016/j.biortech.2009.09.029
Teghammar A, Castillo MdP, Ascue J, Niklasson C, Sárvári Horváth I (2013) Improved anaerobic digestion by the addition of paper tube residuals: pretreatment, stabilizing, and synergetic effects. Energy Fuels 27:277–284. doi:10.1021/ef301633x
Teschke K (2011) Paper and pulp industry, vol 10, 4th edn. International Labor Organization, Geneva
Tong X, Smith LH, McCarty PL (1990) Methane fermentation of selected lignocellulosic materials. Biomass 21:239–255. doi:10.1016/0144-4565(90)90075-U
Triolo JM, Sommer SG, Møller HB, Weisbjerg MR, Jiang XY (2011) A new algorithm to characterize biodegradability of biomass during anaerobic digestion: influence of lignin concentration on methane production potential. Bioresour Technol 102:9395–9402. doi:10.1016/j.biortech.2011.07.026
US Congress, Office of Technology Assessment (1989) Technologies for reducing dioxin in the manufacture of bleached wood pulp. US Government Printing Office, Washington
USEPA (2010) Available and emerging technologies for reducing greenhouse gas emissions from the pulp and paper manufacturing industry. United States Environmental Protection Agency, Washington
USEPA (2016) Advancing sustainable materials management: 2014 fact sheet. United States Environmental Protection Agency, Washington
Vavilin VA, Rytov SV, Lokshina LY (1996) A description of hydrolysis kinetics in anaerobic degradation of particulate organic matter. Bioresour Technol 56:229–237. doi:10.1016/0960-8524(96)00034-X
Wang L, Templer R, Murphy RJ (2012) High-solids loading enzymatic hydrolysis of waste papers for biofuel production. Appl Energy 99:23–31. doi:10.1016/j.apenergy.2012.03.045
Weiland P (2003) Production and energetic use of biogas from energy crops and wastes in Germany. Appl Biochem Biotechnol 109:263–274. doi:10.1385/abab:109:1-3:263
Xiao W, Clarkson WW (1997) Acid solubilization of lignin and bioconversion of treated newsprint to methane. Biodegrad 8:61–66. doi:10.1023/A:1008297211954
Yen H-W, Brune DE (2007) Anaerobic co-digestion of algal sludge and waste paper to produce methane. Bioresour Technol 98:130–134. doi:10.1016/j.biortech.2005.11.010
Yuan X, Cao Y, Li J, Wen B, Zhu W, Wang X, Cui Z (2012) Effect of pretreatment by a microbial consortium on methane production of waste paper and cardboard. Bioresour Technol 118:281–288. doi:10.1016/j.biortech.2012.05.058
Yuan X, Wen B, Ma X, Zhu W, Wang X, Chen S, Cui Z (2014) Enhancing the anaerobic digestion of lignocellulose of municipal solid waste using a microbial pretreatment method. Bioresour Technol 154:1–9. doi:10.1016/j.biortech.2013.11.090
Yue Z-B, Li W-W, Yu H-Q (2013) Application of rumen microorganisms for anaerobic bioconversion of lignocellulosic biomass. Bioresour Technol 128:738–744. doi:10.1016/j.biortech.2012.11.073
Yusuf MOL, Ify NL (2011) The effect of waste paper on the kinetics of biogas yield from the co-digestion of cow dung and water hyacinth. Biomass Bioenergy 35:1345–1351. doi:10.1016/j.biombioe.2010.12.033
Zhang Y, Banks CJ, Heaven S (2012) Co-digestion of source segregated domestic food waste to improve process stability. Bioresour Technol 114:168–178. doi:10.1016/j.biortech.2012.03.040
Acknowledgements
This research was supported by the Air Force Civil Engineer Center (AFCEC) under Contract No. FA4819-14-C-0004.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gonzalez-Estrella, J., Asato, C.M., Stone, J.J. et al. A review of anaerobic digestion of paper and paper board waste. Rev Environ Sci Biotechnol 16, 569–590 (2017). https://doi.org/10.1007/s11157-017-9436-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11157-017-9436-z