
Abstract
Precipitation and related phase transformation during aging of a hot-rolled Mo-free lean duplex stainless steel (DSS) were investigated. This steel belongs to a class of newly developed TRIP-aided lean DSS. The hot-rolled plate of the present DSS was solutionized at 1100 °C for 5 min, aged in the temperature range of 600–1000 °C for up to 2 h and then water-quenched. The microstructure of the aged DSS was analyzed by electron backscattered diffraction, (scanning-)transmission electron microscopy, and electron probe micro analysis. The Cr2N rapidly precipitated at the δ-ferrite/γ-austenite phase boundary and δ grain interior and boundary, but precipitation of the σ phase and carbides was suppressed due to the absence of Mo. A zone of Cr and N depletion related to Cr2N precipitation formed on the primary austenite side rather than on the δ-ferrite side, resulting in formation of secondary austenite by consuming the primary austenite as aging proceeded. The secondary austenite formation of the present DSS is in contrast to that of conventional Mo-bearing DSS in which the σ phase and secondary austenite precipitate on the δ ferrite side. The fractions of Cr2N and secondary austenite continuously increased during up to 2 h aging without σ phase precipitation. The similarities and differences of microstructural evolution of the present TRIP-aided lean DSS and conventional DSS during aging were addressed. The effects of such microstructural evolution on the room temperature tensile properties of the present DSS were also discussed.
Graphic Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Duplex stainless steels (DSSs) consist of γ-austenite and δ-ferrite with near equal fractions. Such a phase balance makes the DSS to exhibit better combinations of mechanical properties and corrosion resistance than single phase counterparts. Because the DSS is basically heavy-alloyed, various intermetallics, carbides, and nitrides are prone to precipitate during high temperature processes and services, deteriorating its mechanical and corrosion properties [1, 2]. For conventional DSS, precipitation of the Cr–Mo rich σ phase is of great concern because it causes embrittlement and degradation of corrosion resistance [3,4,5,6]. The σ precipitation is closely related to the formation of Cr-depleted δ in the vicinity of chromium nitrides (mostly, Cr2N) that rapidly precipitate at δ/γ phase boundaries and δ grain interiors/boundaries under high temperature exposure [7,8,9,10]. The Cr-depleted δ transforms first into secondary austenite (γ2). The γ2 partially transforms into σ phase under further high temperature exposure and the remaining γ2 transforms into martensite (α′) by subsequent cooling. An incubation period is necessary for σ precipitation, during which sufficient Cr and Mo diffusion is required. These microstructural changes during high temperature exposure of DSS (i.e. formation of Cr2N, σ, and γ2) mostly occur on the δ side in the vicinity of phase boundaries due to faster diffusion in BCC δ than in FCC γ [11,12,13,14].
Recently, a new class of lean DSSs utilizing transformation induced plasticity (TRIP) was developed. Due to TRIP, the new lean DSS exhibits remarkably higher tensile strength (> 1 GPa) and elongation (> 60%) than conventional DSSs [15,16,17]. The major compositional modification of the new lean DSSs that differs from conventional ones is the replacement of Ni and Mo with Mn and N. This allows the steel to exhibit TRIP by altering the γ stability (Ni replacement with Mn and N) without hurting corrosion properties (Mo replacement with N). The precipitation characteristics of the new lean DSSs are sure to become quite different from those of conventional ones due to such alloy modification. For example, the decrease of Mo, the σ phase former, would suppress σ precipitation and the increase of N would accelerate nitride formation. While the precipitation behavior of conventional DSSs has been studied extensively and is well-established as aforementioned, there is presently little information for the new TRIP-aided lean DSS regarding optimization of the processing and service conditions to suppress undesired second phase precipitation.
In this study, precipitation and related phase transformation of a hot-rolled TRIP-aided Cr–Mn–N lean DSS during aging were examined. To avoid harmful σ precipitation, Mo was not added intentionally in preparation of the present DSS. As a result, Cr2N precipitation and γ2 transformation dominantly occurred during aging, but the γ2 formation behavior of the present DSS was noticeably different from that of conventional DSS. The similarities and differences of precipitation and related phase transformation of the present TRIP-aided lean DSS and conventional DSS are addressed and rationalized here. In addition, the tensile characteristics of the present aged DSS are reported in conjunction with microstructural changes observed during aging.
2 Experimental Procedure
The hot-rolled plates (2 mm thick) of a DSS (Fe–19.8Cr–2.9Mn–0.8Ni–0.7Cu–0.24N–0.035C in wt%) were provided by POSCO, Korea. The plates were solution-treated at 1100 °C for 5 min. The solution-treated steel was aged in the temperature range of 600–1000 °C with 50 °C intervals for 5 min-2 h and then water-quenched.
The microstructure of the aged steel was examined using optical microscopy (OM) and electron backscattered diffraction (EBSD). EBSD data were obtained using a field emission scanning electron microscope (FE-SEM; Hitachi SU70) equipped with the EDAX-TSL EBSD system, operating with acceleration voltage of 30 kV and scanning step size of 30 nm. The EBSD samples were prepared by conventional mechanical grinding/polishing and subsequent electro-polishing. The microstructure was also observed by transmission electron microscopy (TEM, JEOL 3011) operating at 300 kV after jet-thinning. Precipitates formed under various aging conditions were characterized using a field emission TEM (FEI, Tecnai G2 F30 S-Twin at 300 kV) equipped with a Z-contrast high angle annular dark field—scanning transmission electron microscope (HAADF-STEM) detector that provides chemical mapping of the precipitates. To examine the elemental redistribution in the δ and γ phases during aging, a FE-EPMA (JXA-8530F) was employed using acceleration voltage of 15 kV and probe current of 500 nA.
Tensile specimens of 25 mm gage length were machined from the aged plates such that the tensile axis was along the rolling direction. Room temperature tensile tests were conducted at the initial strain rate of 10− 3 s− 1 in a universal testing machine (Instron 4484).
3 Results
3.1 Initial Microstructure
The color-etched OM microstructure of the solution-treated DSS is shown in Fig. 1a. The steel consists of ~ 58% primary γ-austenite (γ1) and the remainder is δ-ferrite: the white and the brown area, respectively, in the figure. As shown in Fig. 1b, the γ grains had irregular-shapes and non-uniform size. Moreover, the kennel average misorientation (KAM) of the γ phase was higher than that of the δ phase (Fig. 1c). The non-uniform morphology and higher KAM of the γ phase is attributed to the inherently slower recovery and recrystallization kinetics of FCC γ relative to those of BCC δ. The KAM is related to geometrically necessary dislocations and such dislocations provide high diffusion paths able to affect precipitation and phase transformation. For these reasons, the KAM distribution was converted to a dislocation density distribution using the relationship ρ = 2θ /ub (ρ: dislocation density, θ: KAM angle, u: the EBSD scanning step size, and b: Burgers vector) [18, 19], as a first approximation. This relationship does not provide the exact value of ρ but is known to give the same order of ρ as that measured experimentally. The ρ distribution map obtained after the conversion is shown in Fig. 1(d). For the conversion, u = 30 nm, b of δ = 2.48 × 10− 10 m, and b of γ = 3.60 × 10− 10 m were used. The ρ in δ grains was relatively low and uniform. In contrast, the ρ in γ grains was higher than in δ grains, and the high ρ zone was localized mostly at phase boundaries. Even so, localized high ρ zones were also observed in the interiors of some coarse γ grains.

Microstructures of the present hot-rolled DSS after solution treatment at 1100 °C for 5 min. a Optical micrograph [brown: δ ferrite, white: the primary austenite (γ1)], b EBSD phase map (red: δ ferrite, green: γ1), c KAM map, d dislocation distribution map. (Color figure online)
3.2 Aging Behavior
3.2.1 Phase Transformation at δ/γ Phase Boundaries
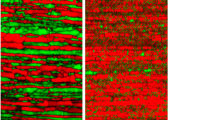
Figure 2 shows EBSD phase maps of DSS aged at 700 °C up to 2 h. For 5 min aging (Fig. 2a), a dark red phase developed at δ/γ phase boundaries, as indicated by the single-head arrows. The dark red phase is martensite (α′), as shown later. By further aging (Fig. 2b–d), the α′ fraction was increased with consumption of the γ phase, but α′ was hardly observed at δ grain boundaries after up to 2 h aging, as indicated by the double-headed arrows. As a result, the γ fraction drastically decreased from 58 to 8% while the δ fraction slightly decreased from 42 to 37% after 2 h aging. Figure 3 shows the EBSD analyses of the square area of Fig. 2b. Entire phase boundaries were covered with α′ (Fig. 3a). The KAM of the γ grain interior was still higher than that of the δ grain interior even after 30 min aging, (Fig. 3b) as similar to the as-solutionized state. However, the KAM distribution of the δ grain interior was highly localized in a contour form compared to the as-solutionized state (Fig. 1c), indicating dislocation cell formation by recovery under this aging condition. The higher KAM in the γ grains and the contour-like KAM distribution in the δ grains of course result from the slower recovery kinetics of the FCC γ. The ρ distribution in Fig. 3c clearly shows that the ρ of the dark red phase region is much higher than that of the δ and γ interiors. The TEM micrograph (Fig. 3d) showed coexistence of a lath microstructure with the high dislocation density and cell-formed δ phase. Figure 3c–d unambiguously reveal that the dark red phase at δ/γ boundaries is α′ martensite.

EBSD phase map of the present DSS aged at 700 °C for different durations (red: δ ferrite, dark red: α′, green: γ1) a 5 min, b 30 min, c 60 min, d 120 min. (Color figure online)

Magnified microstructure of the square area in Fig. 2b. a EBSD phase map (red: δ ferrite, green: γ1), b KAM map, c dislocation distribution map, d TEM bright field image showing the lath α′/δ boundary region. (Color figure online)
Two main findings from the above observation are noteworthy. First, the α′ transformation occurred by consuming the γ phase. This is contrast to the previous investigations on aging of conventional DSS, from which it was reported that α′ transformation started at boundaries and then proceeded toward δ grain interiors rather than toward γ grain interiors [11,12,13,14]. This difference will be rationalized later. Second, the σ phase was barely detected under all aging conditions (i.e. 600–1000 °C up to 2 h). This is primarily due to the absence of Mo (the σ phase former) in this DSS. Even if Mo exists, the σ phase precipitation requires prolonged incubation time compared to carbide/nitride and secondary austenite (γ2) precipitation [20,21,22,23,24].
3.2.2 Precipitation
Figure 4 shows HAADF-STEM images showing the shape and distribution of precipitates of the DSS aged at 700 °C up to 2 h (the same aging conditions as in Fig. 2). Very tiny particles precipitated mostly in the vicinity of boundaries at 5 min (Fig. 4a). These intergranular precipitates developed more densely by further aging. With growth of the intergranular precipitates, a number of rod-shaped precipitates are observed even in grain interiors over 30 min aging (Fig. 4b–d). The primary constituents of these precipitates were Fe, Cr, and N, as shown in Fig. 5. These are known to be Cr-rich M2N type nitrides (hereafter, Cr2N) that also include some minor elements (Fe, Mo and V) [2, 11]. Due to the absence of Mo and V in the present DSS, these two were not detected. In addition to rod-shaped Cr2N (Fig. 5a), the lamellar Cr2N (Fig. 5b) was also observed abundantly in the boundary region with increasing the aging time. The lamellar Cr2N is reported to grow with γ2 cooperatively [8, 25]. The M23C6 carbides also precipitate as fast as Cr2N does during the aging of conventional DSS. As shown in Fig. 6, M23C6 carbides with a particular triangular morphology [14, 26] were observed near the δ/γ boundary (Fig. 6a) and in the δ grain interior (Fig. 6b) of the DSS aged at 700 °C for 5 min. However, the population of M23C6 was much smaller than that of Cr2N. This is probably because nitrogen is an inhibitor of carbide formation due to its stronger interaction with Cr relative to Cr interaction with C [27]. The presence of wide stacking faults in the γ grain (Fig. 6a) indicates that the γ phase of the present DSS has rather low stability and therefore is susceptible to strain induced martensitic transformation that causes TRIP during straining.

HAADF-STEM images of precipitates in the present DSS aged at 700 °C for different durations a 5 min, b 30 min, c 60 min, d 120 min

HAADF-STEM elemental mapping results of precipitates in the present DSS aged at 700 °C for 30 min a rod-type precipitates, b lamellar-type precipitates

TEM BF images showing distribution of precipitates in the present DSS aged at 700 °C for 5 min a near phase boundary, b δ ferrite interior
3.2.3 Elemental Redistribution and γ2 Formation
Figure 7a shows the aging time–temperature diagram for the presence of α′ in the DSS aged at 600–1000 °C up to 2 h. The diagram was constructed based on the EBSD phase map of samples aged under each condition. The diagram exhibits the ‘C’ curve that is typical in diffusional transformation. The nose temperature is about 850 °C, which is identical to that reported previously for Cr2N and M23C6 [28,29,30]. Figure 7b shows the dilatation curve of the steel aged for 30 min at 600–800 °C. The α′ transformation start temperature (Ms) increased with aging temperature. Figure 7a, b indicate that the α′ was transformed from γ2 having different composition by elemental redistribution associated with Cr2N precipitation, depending on the aging conditions.

a Aging time–temperature diagram for the presence of α′ in the present DSS aged at 600–1000 °C up to 2 h, b dilatation curves of the present DSS aged for 30 min at 600–800 °C
To examine the elemental redistribution occurring during aging, EPMA analyses were carried out and the results for the DSS aged at 700 °C for 30 min are shown in Fig. 8. As shown in Fig. 8a, most phase boundaries and δ grain boundaries (indicated by an arrow) were covered with a thin black layer of Cr2N. While a number of Cr2N precipitates (black particulates) were randomly distributed at the δ grain interior, such intragranular Cr2N was hardly observed inside the γ grain due to the higher solubility of N in the γ phase. Figure 8b–e are the elemental distribution maps of N, Cr, Ni, and Mn, respectively, in the same area of Fig. 8a. In the vicinity of the phase boundaries, N and Cr depleted zones were broadly formed on the γ side. Meanwhile, Ni and Mn were enriched in the N and Cr depleted zone, but were depleted on the δ side near the phase boundary.

a SEM image of the area for EPMA analyses for the present DSS aged at 700 °C for 30 min, b–e the EPMA elemental mapping results of the area of Fig. 8a for N, Cr, Ni, and Mn, respectively
Figure 9 presents the line scanning elemental profile for line A in Fig. 8a. Sharp peaks of N and Cr appear at a phase boundary corresponding to the thin Cr2N layer in Fig. 8a. As aforementioned, it is clearly the γ side, rather than the δ side that the N and Cr depleted zone and the Ni and Mn enriched zone were obviously formed. The N depletion zone is wider than the Cr depletion zone and the Ni and Mn enrichment zones. This was due, of course, to its interstitial nature. The Cr depletion zone almost coincided with the Ni and Mn enrichment zone as mentioned before, but Cr depletion was remarkably significant than Ni and Mn enrichment by the faster diffusion of Cr than that of Mn and Ni in FCC γ and in BCC δ [31]. The ordinate axis for Cr, Ni, and Mn (but not N) was drawn with the same span in Fig. 9 for the purpose of comparison. The (Cr, N) depletion increases Ms of the γ1 (that is, γ2 formation). The decrease of Ms by (Mn, Ni) enrichment would be negligible not only because their enrichment was less than the Cr depletion as seen in Fig. 9, but also because the effect of N on Ms is much stronger than that of substitutional elements [32]. The width of depletion zone of Cr and enrichment zone of Mn and Ni on the γ side almost coincides with the α′ width shown in corresponding EBSD phase map (Fig. 2b). Accordingly, entire α′ is expected to be transformed from γ2 tied to Cr depleted zone in the primary γ side. As aging proceeds, elemental redistribution becomes more significant, and then the γ2 region broadens by consuming γ1, and its Ms increases as seen in Fig. 8b.

EPMA line scanning elemental profile of line A in Fig. 8a
3.3 Tensile Behavior
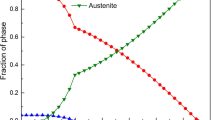
The nominal tensile curves of the DSS aged at 700 °C, along with the corresponding normalized strain hardening rate (Θ = (∂σ/∂ε)/σ) curves, are shown in Fig. 10a, b, respectively. The phase vol% under each aging condition is listed in the inset table in Fig. 10a. The δ fraction after aging slightly decreased compared to that before aging. Probably, this is because the γ2 formation occurred on the δ side in some extent, but it is very insignificant compared to the γ2 formation on the primary γ side. By 30 min aging, the stress varies with the strain in a sigmoidal manner and the Θ decreases with the strain at the initial stage of deformation, and then increases. In addition, a number of strain induced α′ with pointed elliptical shape was observed in the γ1 area of the fractured DSS aged for 30 min, as shown in Fig. 11a, b. Therefore, it is obvious that TRIP dominated the overall deformation of the DSS aged for 30 min in spite of the relatively small γ1 fraction of only 0.24. After 60 min aging, the yield strength decreased but the initial Θ increased compared with those of the 30 min aged DSS. As seen in the Θ curve, the TRIP effect became weaker due to the decrease of the γ1 fraction (0.19). By 120 min aging, the TRIP effect was diminished due to the smallest γ1 fraction (0.08). The yield strength decreased more, but the initial Θ became higher than those of 30 and 60 min aged DSSs. Low yield strength and high initial Θ are characteristics of α-ferrite/α′-martensite dual phase steel due to formation of fresh mobile dislocations at ferrite in the vicinity of phase boundaries. Figure 11c shows the presence of such dislocations on the δ side in the vicinity of the α′/δ boundary of DSS aged for 120 min. Accordingly, the dominant deformation mechanism of the present DSS changed from TRIP to a dual phase effect with increasing the aging time by the γ2 (i.e. α′) formation consuming γ1.

a Nominal tensile curves of the present DSS aged at 700 °C for different durations; the inset table shows the phase vol% of the DSS for each aging time, b corresponding normalized strain hardening rate (Θ = (∂σ/∂ε)/σ) curves

TEM BF a and DF b images of the γ1 area of the fractured DSS aged at 700 °C for 30 min, b TEM BF image showing generation of dislocations at the α′/δ boundary of the present DSS aged at 700 °C for 120 min
4 Discussion
The most noticeable difference in microstructural evolution during aging of the present Mo-free TRIP-aided lean DSS and conventional Mo-bearing DSSs is that the γ2 formation occurred on the γ1 side in the former but it occurred on the δ side in the latter.
In the case of conventional Mo-bearing DSSs, Cr2N and M23C6 precipitate at the phase boundary at first, and the corresponding Cr depletion zone is formed at the δ side due to faster diffusion in BCC δ than in FCC γ. Then transformation of Cr-depleted δ → σ + γ2 occurs. Cr needed for Cr–Mo rich σ phase formation is supplied by dissolution of Cr2N as well as diffusion from adjacent γ1 and δ. So, the Cr2N fraction increases at the initial stage of aging and then its fraction increase begins to stagnate upon σ formation [14].
For the present Mo-free DSS, precipitation of Cr2N at the early stage of aging was same with conventional ones. However, in the absence of Mo, the σ formation did not occur and carbides precipitation was negligible. Instead, precipitation of Cr2N continues on the δ side with aging as shown in Fig. 4. It is likely that dislocations with a high density on the γ1 side near the phase boundary (Fig. 1d) provide high diffusion paths of Cr and N for continuous Cr2N precipitation on the δ side, forming the γ2 on the γ1 side resultantly.
5 Conclusions
The microstructural evolution during aging of hot-rolled Mo-free lean DSS at 600–1000 °C up to 2 h after solutionizing at 1100 °C for 5 min was investigated, with special focus on γ2 formation.
-
1.
The solution-treated DSS consisted of ~ 40% recrystallized δ ferrite and ~ 60% partially recovered γ1 of 60% before aging. As a result, the dislocation density of γ1 was much higher than that of δ. In particular, dislocations in γ1 were localized near the phase boundaries. Even after aging, the dislocation density of γ1 was still higher than that of δ.
-
2.
The Cr2N rapidly precipitated at δ/γ1 boundaries as well as within the interior of δ. However, precipitation of the σ phase and carbides was suppressed in the absence of Mo, which is the σ phase former and carbide inhibitor.
-
3.
Without the σ phase precipitation, elemental redistribution related to Cr2N precipitation was more significant on the γ1 side than on the δ side, probably due to higher dislocation density in γ1. As a result, Cr and N depletion zones were formed on the γ1 side and therefore γ2formation occurred continuously by consuming γ1.
-
4.
As aging proceeded, the γ1 fraction decreased and the α′ fraction (transformed from γ2 by quenching) increased; however, variation of the δ fraction with aging was insignificant. Accordingly, the dominant deformation mechanism was changed from TRIP to the dual phase effect by prolonged aging at higher temperatures.
References
R.N. Gunn, Duplex Stainless Steels (Abington Publishing, Cambridge, England, 1997), p. 16
M. Knyazeva, M. Pohl, Metallogr. Microstruct. Anal. 2, 343 (2013)
J.-O. Nilsson, P. Kangas, T. Karlsson, A. Wilson, Metall. Mater. Trans. A 31A, 35 (2000)
S.M. Kim, J.S. Kim, K.T. Kim, K.-T. Park, C.S. Lee, Mater. Sci. Eng. A 573, 27 (2013)
S.M. Kim, J.S. Kim, K.T. Kim, K.-T. Park, Y.S. Park, C.S. Lee, Corrosion 71, 470 (2015)
L. He, L. Wirian, P.M. Singh, Metall. Mater. Trans. A 50A, 2013 (2019)
J.-O. Nilsson, Mater. Sci. Technol. 8, 685 (1992)
K.M. Lee, H.S. Cho, D.C. Choi, J. Alloy Comput. 285, 156 (1999)
D.M.E. Villanueva, F.C.P. Junior, R.L. Plaut, A.F. Padilha, Mater. Sci. Technol. 22, 1098 (2006)
T.H. Lee, H.Y. Ha, B.C. Hwang, S.J. Kim, Metall. Mater. Trans. A 43A, 822 (2012)
A.J. Ramiez, J.C. Lippold, S.D. Brandi, Metall. Mater. Trans. A 34A, 1575 (2003)
R. Magnabosco, N. Alonso-Falleiros, Corrosion 61, 130 (2005)
C.M. Garzón, A.J. Ramirez, Acta Mater. 54, 3321 (2006)
J.-Y. Matez, S. Cazottes, C. Verdu, X. Kleber, Metall. Mater. Trans. A 47A, 239 (2016)
C. Herrera, D. Ponge, D. Raabe, Acta Mater. 59, 4653 (2011)
J.Y. Choi, J.H. Ji, S.W. Hwang, K.-T. Park, Mater. Sci. Eng. A 534, 673 (2012)
J.Y. Choi, J. Lee, K. Lee, J.-Y. Koh, J.H. Cho, H.N. Han, K.-T. Park, Mater. Sci. Eng. A 666, 280 (2016)
M. Calcagnotto, D. Ponge, E. Demir, D. Raabe, Mater. Sci. Eng. A 527, 2738 (2010)
P.J. Konijnenberg, S. Zaefferer, D. Raabe, Acta Mater. 99, 402 (2015)
Y.S. Sato, H. kokawa, Scripta Mater. 40, 659 (1999)
J. Calliari, M. Zaneco, E. Raneous, J. Mater. Sci. 41, 7643 (2006)
J.W. Elmer, T.A. Palmer, E.D. Spedit, Metall. Mater. Trans. A 38A, 464 (2007)
H. Sieurin, R. Sandström, Mater. Sci. Eng. A 444, 271 (2007)
R. Magnabosco, Mater. Res. 12, 321 (2009)
C.C. Hsieh, W. Wu, I.S.R.N. Metall. Article ID 732471 (2012)
H.U. Hong, B.S. Rho, S.W. Nam, Mater. Sci. Eng. A 318, 285 (2001)
B. Kartik, R. Veerababu, M. Sundaraman, D.V.V. Satyanarayana, Mater. Sci. Eng. A 642, 288 (2015)
E. Folkhard, Welding Metallurgy of Stainless Steels, 1st ed. (Springer, New York, 1988), p. 27.
F. Shi, Y. Qi, C.M. Liu, J. Mater. Sci. Technol. 27, 1125 (2011)
F. Qin, Y. Li, W. He, X. Zhao, H. Chen, Met. Mater. Int. 23, 1087 (2017)
H. Mehrer, Diffusion in Solids Metals and Alloys (Springer, Heidelberg, 1990)
W. Bleck, X. Guo, Y. Ma, Steel Res. Int. 88, Article ID 1700218 (2017)
Acknowledgements
This research was supported by the research fund of Hanbat National University in 2018.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Choi, J.Y., Park, KT. Secondary Austenite Formation During Aging of Hot-Rolled Plate of a TRIP-Aided Mo-Free Lean Duplex Stainless Steel. Met. Mater. Int. 27, 3105–3114 (2021). https://doi.org/10.1007/s12540-020-00689-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-020-00689-7