
Abstract
Cold cocoa (chocolate) drink is highly in demand in tropical countries, especially in the cocoa-producing regions. Due to a relatively high fat content and a strong structure of cocoa powder particle, the solubility of cocoa powder in a relatively low temperature of water is low. A method that can create easily dissolved powder in relatively low temperature of water is highly desired by cocoa beverage producers. The objective of this study was to investigate the performance of a laboratory-scale steam jet agglomerator that was used to produce instanised cocoa drink powder with a higher solubility. In this study, two experimental variables, namely drying duration and stabiliser/sweetener addition, were used. Three drying durations, namely 4, 6 and 8 h, were applied. Cocoa powder (60%) was mixed with maltodextrin (40%). For other samples, cocoa powder (55%) was mixed with a sweetener (45%). Sucrose, coconut sugar and mixture of sucrose and coconut sugar was used as sweeteners. The results showed that the solubility of the cocoa powder mixed with coconut sugar was the highest. All samples exhibited good flowability and cohesiveness. The fineness modulus of the agglomerated samples was higher than that of the raw ingredients. The colour of the cocoa drink powders formulated with maltodextrin had propensity to be the brightest. In addition, samples with maltodextrin exhibited significantly low moisture content. The results presented that steam jet agglomerator has potential to improve the most important quality parameters of the cocoa drink powder.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
In the cocoa-producing countries, the popularity of cold cocoa drinks is increasing due to relatively a higher temperature. Conventionally, cocoa powder has to be brewed first with hot water to dissolve the cocoa particles, prior to the addition of ice cube. Hot water is required since the fat content of cocoa powder is relatively high, in the range of 10–20%. The fat content affects the solubility rate of the powder (Codex Alimentarius International Food Standars 2001). In the case of low solubility, the cocoa powder particles quickly settle and form a sediment (Stancioff et al. 1968). In the previous studies, to increase the dispersibility, stabilisers, such as carrageenan, microcrystalline cellulose (MCC), hydrocolloids and starches, and soya lecitin were added (Stancioff et al. 1968); Dogan et al. 2011; Selamat et al. 1998). Nevertheless, these ingredients cannot easily be bought by small–medium-scale cocoa drink producers in cocoa-producing countries.
Agglomeration process using hot steam is expected to be the solution (Omobuwajo et al. 2020). The agglomeration process using hot steam forms a capillary structure that makes it easier for water to enter the powder. This increases the solubility of cocoa powder (Omobuwajo et al. 2020). The agglomeration process is carried out by wetting the powder at high temperatures to increase the adhesion between particles. This adhesion forms a bridge and leads to the formation of larger particles (Knight 2001). Relying on the type of liquid used, the bridge will harden by drying or cooling to form a sturdy bridge (Tan et al. 2006).
Agglomeration has been widely used in food processing to improve the reconstitution properties of food powders (Vissotto et al. 2010), e.g. wettability, sync ability, dispersibility and solubility. The main applications of this are commonly found in instant drink powders (instant coffee, powdered milk, cocoa-based drink), instant soup, flour, spices, etc. (Dhanalakshmi et al. 2011; Kyaw Hla and Hogekamp 2001).
Agglomeration can be carried out in various ways depending on physical and chemical properties, average particle size of materials and products, thermal sensitivity and special properties requirements such as instant solubility and flowability (Dhanalakshmi et al. 2011). Agglomeration technology continues to develop, such as the use of spray drying in dairy products (Vega et al. 2006) and fluid bed agglomeration in making soy protein (Dacanal and Menegalli 2010). It has been studied in previous works that agglomeration in the manufacture of cocoa beverage powder can use the steam agglomeration method (Vissotto et al. 2010, 2014; Kyaw Hla and Hogekamp 2001; Diasti et al. 2019), thermal process agglomeration (Omobuwajo et al. 2020) and fluidised bed agglomeration (Kowalska and Lenart 2005).
In fact, in the cocoa-producing countries, a small-scale steam agglomerator is not easy to buy. Therefore, the purpose of this research was to investigate the performance of a steam jet agglomerator that was designed and constructed in the laboratory. The result of the preliminary study revealed the efficiency of the agglomerator in increasing the solubility of cocoa powder (Luthfiyah et al. 2019).
In this study, steam jet agglomerator was applied to make cocoa drink with the addition of other ingredients. Maltodextrin, sucrose and coconut sugar were mixed with cocoa powder to create unique taste and character of cocoa drink. Maltodextrin was added to give a distinctive mouthfeel (Kowalska and Lenart 2005; Featherstone 2015), while coconut sugar was added to create unique flavour (Saputro et al. 2020, 2019, 2018; Saputro et al. 2017a, b, c; Saputro et al. 2017a, b, c). The quality parameters of cocoa powder studied were physical properties (moisture content, density, colour, fineness modulus, average particle size), instant properties (solubility and dispersibility) and flow properties (cohesiveness and flowability).
Materials and Methods
Raw Materials
The ingredients used in this experiment consisted of cocoa powder with fat content of 11% (Chockles, Yogyakarta, Indonesia), maltodextrin with dextrose equivalent (DE) of 10–15% (Intisari, Yogyakarta, Indonesia), coconut sugar (sucrose content of 90–95%) and sucrose with purity of 99.9% (PT. Pondasi Inti Sejahtera, Yogyakarta, Indonesia).
A steam jet agglomerator was designed and manufactured on a laboratory scale. The capacity of the steam jet agglomerator is about 6 kgs per hour. The machine consists of a hopper, a screw conveyor, a steam pipe, a steam opening valve, a screw conveyor, a speed control box, a steam boiler, a manometer and a water indicator to see the water level in the boiler. These parts can be clearly seen in Fig. 1. The hot steam produced by the boiler was flowed into the agglomeration zone. To maintain the speed of material flow, raw materials were fed into the agglomeration zone through a hopper and a screw conveyor for a certain time.

Schematic image of a laboratory-scale continuous-type steam jet agglomerator
Sample Preparation
Cocoa drink powder was produced from cocoa powder (fat content of 11%) with the addition of maltodextrin (M), sucrose (S) and/or coconut sugar (P). The proportion of sugar and cocoa powder was 45% and 55%, respectively. In this study, three types of sugar, namely sucrose, coconut sugar and mixture of sucrose (50%) and coconut sugar (50%), were used. In the case maltodextrin was added, the proportion of maltodextrin and cocoa powder was 40% and 60%, respectively. The codes of the samples can be seen in Table 1.
The ingredients were mixed in a mixer (Sybo B7, China) for 4 min and stirred with a speed of 58 rpm to obtain a homogeneous mixture. Afterwards, the mixture was processed in the steam jet agglomerator. The temperature of the steam was about 80–95 °C, and the pressure was about 1 bar. Wet cocoa drink powder, as the result of the steaming process, was dried using a drying-oven (Memmert 30–1060, Germany) at 80 °C with three levels of drying time, namely 4, 6, and 8 h.
Analytical Methods
Physical Properties
Moisture Content
Moisture content of the sample was determined using an oven (Memmert ULM400, Germany), following a thermogravimetric method. Sample was dried at 105 °C until the sample weight was constant (Diasti et al. 2019; Dyaningrum et al. 2019). Observations were made in triplicate.
Colour
Colour of the sample was determined using a Chromameter (Minolta CR-400, Japan) with CIE L * C * h approach. The cocoa powder sample was perfectly levelled using a spatula in the sample box before the measurement (Diasti et al. 2019; Dyaningrum et al. 2019). Observations were made in triplicate.
Density
Bulk and tapped density was calculated by putting cocoa powder into 10 ml measuring cups (Setiadi et al. 2021). After that, the cocoa powder was weighed. Bulk density was determined by dividing the sample’s mass with the sample’s volume. For tapped density, the measuring cups were tapped for 5 times. Measured mass and volume were used for the calculation. This method was used according to Shittu and Lawal (2007) with slight modification. Observations were made in triplicate.
Fineness Modulus and Average of Particle Diameter
Fineness modulus (FM) and average of particle diameter (D) were measured using a Tyler sieve (Hardiyanto et al. 2021). The sieving was carried out using a vibrator for 5 min and mesh sizes of 4, 8, 14, 30, and 50. The fineness modulus was determined by dividing the number of fractions stayed in each sieve divided by 100. The particle size was calculated using Eqs. 1 and 2. Observations were made in triplicate.
Instant Properties
Solubility
Solubility test was done by dissolving cocoa powder in distilled water (10 ml). The mixture was stirred using a magnetic stirrer (Adventec SRS710HA, Japan) in a 250-ml beaker glass for 5 min at room temperature. In order for the particles to be suspended, the sample was deposited using a centrifuge (Kokusan H-27 F, Japan) at a speed of 5000 rpm for 15 min. Furthermore, the supernatant was removed and the precipitate was dried at ± 105 °C for 24 h (Dyaningrum et al. 2019). Solubility was calculated with Eq. 3 as described by Shittu and Lawal (2007) with a slight modification. Observations were made in triplicate.
Dispersibility
Dispersibility was calculated based on the method made by Jinapong et al. (2008) with a slight modification. Approximately, 1 g of cocoa powder dissolved in 10 ml of distilled water. This dispersion was mixed using a magnetic stirrer in a 50 ml beaker glass for 15 s. Afterwards, the mixture was separated using a sieve with a mesh size of 212 µm. The particles that did not pass were dried in the oven (Memmert 30–1060, Germany) for 4 h at a temperature of ± 105 °C. Dispersibility (%) can be calculated using Eq. 4. Observations were made in triplicate.
Flow Properties
Flowability
Flowability measurement was obtained through the Carr Index (CI) value (Carr 1965). This value indicates the ability of a material to plunge or flow freely. Carr index is obtained from tapped and bulk density values (Eq. 5). The Carr Index results are classified into flowability levels. Observations were made in triplicate.
Cohesiveness
The cohesiveness of the cocoa powder was assessed using the Hausner ratio (Hausner 1967). This value shows the level of cohesive force of a material. The Hausner ratio is calculated using Eq. 6. Furthermore, the Hausner ratio is classified into the level of cohesiveness. Observations were made in triplicate.
Statistical Analysis
Data were analysed using SPSS 26.0 software. Two-way analysis of variance (ANOVA) was used to determine the effect of the variables. Tukey test was chosen to determine the differences among samples at a significance level of 5%. Principal component analysis (PCA) was performed to determine the relationship among parameters as well as samples. Technique analysis for Order Preference by Similarity to Ideal Solution (TOPSIS) was used as multi-criteria decision making to determine the best sample. Criteria selection represented as Cn was arranged based on the significant influence of parameters on the desirable final cocoa drink powder. The problem was represented as decision matrix with corresponding weight vector (wn) with Cn was placed in column and alternative possible solution represented as An was placed in row. Parameters with high weighing value represent the positive ideal solution, while parameters with low weighing value are the negative ideal solution which represents lower significance.
Result and Discussion
Relationship Among Independent Variables and Parameters of Instanised Cocoa Drink
The relationship among variables and parameters obtained from the continuous steam jet agglomerator performance test involving drying times (4, 6 and 8 h) and addition of maltodextrin, coconut sugar and sucrose can be seen in Fig. 2.

PCA loading plot A of physical, instant, flow properties of cocoa drink powders produced using a laboratory-scale steam jet agglomerator. PCA score plot B of cocoa drink powders mixed with maltodextrin, sucrose and coconut sugar produced using a laboratory-scale steam jet agglomerator
Figure 2 shows that there are two principal components that are able to explain more than 79% of variance, namely PC1: 48.49% and PC2: 30.78%. The particle size and fineness modulus of instanised cocoa drink powder were inversely related to Hausner number (HR) and Carr index (CI) values (Fig. 2A). The larger the particle size (due to the agglomeration process), the smaller the cohesion force between particles, the smaller the Hausner number (HR) and Carr index (CI). Therefore, the instanised cocoa drink powder resulted from steam jet agglomeration was classified as a free-flowing powder. Gorle and Chopade (2020) classified the flow character based on Carr index (CI) and Hausner ratio (HR). Powder which has excellent character has HR of 1.00–1.11 and CI of ≤ 10. Powder which has good character has HR of 1.12–1.18 and CI of 11–15. Powder which has fair character has HR of 1.19–1.25 and CI of 16–20. Powder which has passable character has HR of 1.26–1.34 and CI of 21–25. Powder which has poor character has HR of 1.35–1.45 and CI of 26–31. Powder which has very poor character has HR of 1.46–1.59 and CI of 32–37. Powder which has very very poor character has HR of > 1.60 and CI of > 38.
Moreover, Fig. 2A shows that particle diameter and density tend to have an inverse relationship. Dry cocoa powder with a large particle size, as the result of the agglomeration process using hot steam, had a porous structure. Therefore, at the same volume, dry instanised cocoa drink powder had a lower density. Furthermore, this condition increased the solubility value of the instanised cocoa drink powder. This was also confirmed by the relationship between solubility and particle size and density in Fig. 2. Regarding the dispersibility value which shows the percentage of insoluble cocoa powder, the dispersibility value was inversely proportional to the solubility value.
In addition, it can be seen in Fig. 2B that regardless of drying duration, cocoa drink powders with the addition of maltodextrin (C4M, C6M and C8M) exhibited higher brightness, CI, HR, dispersibility and density compared to samples formulated with sucrose and coconut sugar (C4SP, C6SP, C8SP, C4S, C6S, C8S, C4P, C6P and C8P). Cocoa drink powders formulated with sucrose and coconut sugar had higher FM, particle size, solubility and water content than the ones formulated with maltodextrin (Fig. 2B). Moreover, it can also be seen in Fig. 2B that cocoa powder containing coconut sugar produced in the duration for at least 6 h (C8SP, C8P, C6P and C6SP) exhibited relatively high solubility, fineness modulus and particle diameter. On the other hand, they exhibited low bulk density, tapped density and dispersibility. Aside from these, regardless of the type of sugars added, cocoa drink powder processed for 4 and 6 h exhibited lower moisture content and higher dispersibility than that of samples produced for 8 h.
Physical Properties
Moisture Content
Most food in the form of powders have low moisture content. This condition resulted in a long shelf life (Intipunya and Bhandari 2010). The moisture content affects several powder characteristics, such as particle shape and size and flowability. Powder flowability decreases as the moisture content increases. This occurs due to the increase in the cohesiveness of the powder (Jung et al. 2018). In the agglomeration process using hot steam, ingredients become wet so that the water content of the ingredient increases. To decrease the water content, the drying process is carried out.
The results showed that cocoa powder formulated with maltodextrin exhibited significantly lower final moisture content (p < 0.05) (Fig. 3) than other samples. Cocoa powder formulated with maltodextrin contained moisture less than 0.6%, while cocoa powder formulated with sucrose, coconut sugar or mixture of sucrose and coconut sugar contained moisture in the range of 2.2–5.8%. This phenomenon showed that maltodextrin did not retain water, so that most of the water is evaporated during drying process. On the other hand, cocoa powder drinks sweetened with sucrose and coconut sugar have a higher moisture content. Icing sucrose and coconut sugar have a tendency to form lumps due to the presence of amorphous parts, which are able to absorb moisture at a higher level and at lower relative humidity (Saputro et al. 2017a, b, c; Saputro et al. 2019). In general, it seemed that no clear trend was observed on the influence of drying duration. Nevertheless, in detail, it can be seen in Fig. 3 that the lowest moisture contents were measured in the samples dried for 8 h. Moisture content of cocoa powder mixed with coconut sugar continuously decreased as the drying duration increased, from 4 to 8 h. Moisture content of cocoa powder formulated with sucrose dried for 4 and 6 h were not significantly different (p < 0.05). However, after 8 h of drying, the moisture content decreased. After 8 h of drying process, all the samples reached ideal moisture content, which was below 5%. Based on the Indonesian National Standard (SNI) for cocoa powder, the maximum moisture content of cocoa powder is 5% (Indonesian National Standard (SNI) 2009).

Moisture content of dried cocoa drink powders produced using a laboratory-scale steam jet agglomerator
Colour
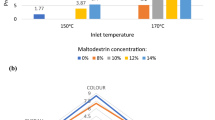
Maltodextrin and sweeteners as well as drying time affected the final colour of the product. The highest L * value (22.5) was recorded at drying time for 4 h. Afterwards, the L* values had propensity to decrease as the drying time increased (Table 2). Aside from this observation, cocoa drink powders formulated with maltodextrin tended to have higher L * value (in the range of 20.8–22.5) compared to cocoa drink powders formulated with coconut sugar (in the range of 18.3–21.6) or sucrose (in the range of 16.7–22.2). This phenomenon was probably due to the Maillard reaction and caramelisation occurred during the cocoa drink production, especially in the stage of steaming and drying. In the Maillard reaction, the reducing sugar interacts with amino acids, under the influence of heat, generating a unique aroma profile and a darker colour (Vissotto et al. 2014; Saputro et al. 2019). Regarding the value of h and C *, all cocoa drink powders tended to have comparable values.
Density
The lower the density, the longer the time required for dissolving the powder (Juliano and Barbosa-Canovas 2010). Bulk density is the density of the material when it is poured into a container, while tapped density is the density after the container is shaken (Omobuwajo et al. 2020). Bulk density of cocoa drink powders ranged from 0.34 to 0.45 g/cm3. Tapped density of cocoa drink powders ranged from 0.40 to 0.50 g/cm3 (Fig. 4). However, no clear trends were observed. It seemed that maltodextrin and sugar exhibited comparable impact on the bulk and tapped density. Compared to the bulk and tapped density of pure cocoa powder, the bulk and tapped densities of the samples were slightly lower. In our unpublished results, the bulk density of pure cocoa powder is 0.47, while the tapped density of pure cocoa powder is 0.49. This phenomenon showed that agglomeration using hot steam creates a bigger and/or porous particles.

Bulk a and tapped b density of cocoa drink powders produced using a laboratory-scale steam jet agglomerator
Fineness Modulus and Average of Particle Diameter
Powder particle size is a major characteristic that affects some physical properties, e.g. flow, density, solubility, wettability (Cuq et al. 2013). The structure of the agglomerates is also imperative, because the liquid also has to wet the agglomerates to attain good dispersibility. Therefore, the size of the agglomerates should not exceed a certain range (1–2 mm). If the agglomerate is smaller than the optimal size, the wetting will take place slowly (Kyaw Hla and Hogekamp 2001). The degree of fineness is generally divided into coarse, medium and fine.
It can be seen in Table 3 that fineness modulus (FM) of the cocoa drink powders before agglomeration process ranged from 0.0073 to 0.015. Fineness modulus (FM) of cocoa drink powder formulated with maltodextrin before agglomeration process was higher (0.015) than cocoa powder formulated with sucrose (0.009), coconut sugar (0.009) and mixture of sucrose and coconut sugar (0.007). However, after drying process, regardless of the drying duration, Fineness modulus (FM) of cocoa powder formulated with maltodextrin (0.007–0.009) was lower than cocoa powder formulated with sucrose (0.010–0.033), coconut sugar (0.011–0.031) and mixture of sucrose and coconut sugar (0.012–0.025). This phenomenon might be due to its lower moisture content of dried cocoa powder formulated with maltodextrin than the other cocoa powder samples (Fig. 3). Moisture creates big agglomerates, resulting in a higher Fineness modulus (FM).
It can also be seen in Table 3 that the average of particle diameter before agglomeration process for all cocoa powder samples was 0.105 mm. After agglomeration process, the average of particle diameter of cocoa powder formulated with maltodextrin, sucrose, coconut sugar tended to be higher. It can be seen in Table 3 that cocoa powder formulated with maltodextrin, sucrose, coconut sugar and mixture of sucrose and coconut sugar dried for 6 and 8 h exhibited particle diameter higher than 0.105 mm. Similar results were also observed by Jinapong et al. (2008) and Vissotto et al. (2010), where the particle size of the agglomerated powder was bigger than the initial ones.
Instant Properties
Solubility
Solubility is the ability of agglomerated particle to dissolve in a solvent at a certain temperature (Dhanalakshmi et al. 2011; Nurkholisa et al. 2021). Figure 5 shows a significantly different solubility values (p < 0.05) among samples. Regardless of the drying duration, samples sweetened with coconut sugar have a higher solubility value (± 60%) followed by samples formulated with mixture of sucrose and coconut sugar (± 58%), mixed with sucrose (± 57%) and formulated with maltodextrin (± 55%), sequentially.

Solubility of cocoa drink powders produced using a laboratory-scale steam jet agglomerator
Shittu and Lawal (2007) stated that sugar is the most significant factor affecting the solubility of cocoa powder because sugar is the most soluble element. Coconut sugar consists of relatively high amount of amorphous sugar. This contributes to the high solubility of cocoa drink powder (Saputro et al. 2019; Sun et al. 2012). Amorphous structure in the powder tends to cause more water absorption.
Dispersibility
Dispersibility describes the ability of a powdered material to be distributed as particles in a solution. A powder has good instantaneous characteristics characterised by good dispersibility even with minimal stirring (Kyaw Hla and Hogekamp 2001). The results showed that cocoa drink powder formulated with maltodextrin had higher suspended particles than other samples (Fig. 6). This indicated that the solubility level of cocoa powder formulated with maltodextrin was low. The bigger the dispersibility value, the smaller the solubility value will be.

Dispersibility of cocoa drink powders produced using a laboratory-scale steam jet agglomerator
Flow Properties
Flowability and Cohesiveness
Powdered products usually have too fine (small) particles, so that the cohesiveness value becomes high and results in poor flowability of the material (Jinapong et al. 2008). Geldart et al. (1984) Stated that particulates with HR higher than 1.4 were cohesive, whereas the ones smaller than 1.25 were classified as free flowing powders. The results of this study (Table 4) indicated that the cocoa drink powders formulated with maltodextrin, coconut sugar and sucrose exhibited good and excellent flowability levels. Low cohesiveness creates a product which is easy to store and handle (Selamat et al. 1998; Fang et al. 2007).
Determination of the Best Sample in this Study
Determination of the best sample was carried out using TOPSIS method (Technique for Others, Reference by Similarity to Ideal Solution) (Krohling and Pacheco 2015). The percentage of the quality parameters were solubility (25%), dispersibility (20%), moisture content (10%), fineness modulus (7.5%), average diameter (7.5%), flowability (7.5%), cohesiveness (7.5%), lightness (7%), hue (2%), Chroma (2%), bulk density (2%) and tapped density (2%). Solubility and dispersibility had the highest percentages since they were the most important parameters, showing that the laboratory-scale steam jet agglomerator worked well. The results showed that the highest preference value of agglomerated cocoa drink powder was the C8P sample (cocoa drink powder formulated with coconut sugar at 8 h drying time).
Conclusions
In general, it can be concluded that the use of continuous-type steam jet agglomerator has improved the major quality parameter of the cocoa drink powder, namely solubility. Drying duration and addition of maltodextrin, sucrose and coconut sugar affected the physical properties (moisture content, colour, density, fineness modulus and average of particle diameter), instant properties (solubility, dispersibility) and flow properties (flowability, cohesiveness) of cocoa drink powder. The results of this study indicated that steam jet agglomerator has potential to be used by small-to-medium-scale cocoa/coconut entrepreneurs. Nevertheless, to gain a wider understanding, further research involving more research variables is required.
References
Carr, R.L. 1965. Evaluating flow properties of solids. Chemical Engineering 72: 163–168.
Codex Alimentarius International Food Standars. 2001. Standard for Cocoa Powders (Cocoas) and Dry Mixtures of Cocoa and Sugars CXS-105–1981.”
Cuq, B., S. Mandato, R. Jeantet, K. Saleh, and T. Ruiz. 2013. Agglomeration/Granulation in Food Powder Production. In: Handbook of Food Powders. Cambridge, UK: Woodhead Publishing Series in Food Science.
Dacanal, G.C., and F.C. Menegalli. 2010. Selection of operational parameters for the production of instant soy protein isolate by pulsed fluid bed agglomeration. Powder Technology 203 (3): 565–573. https://doi.org/10.1016/j.powtec.2010.06.023.
Dhanalakshmi, K., S. Ghosal, and S. Bhattacharya. 2011. Agglomeration of food powder and applications. Critical Review in Food Science and Nutrition 51: 432–441. https://doi.org/10.1080/10408391003646270.
Diasti, D.R., E.F. Dyaningrum, R.A. Lutfiyah, J.N.W. Karyadi, and A.D. Saputro. 2019. Physical characteristics of instanised cocholate powder sweetened with sucrose produced using continuous and batch type steam jet agglomerator: a preliminary study. IOP Conference Series: Earth and Environmental Science 355 (1): 012046. https://doi.org/10.1088/1755-1315/355/1/012046.
Dogan, M., O.S. Toker, and M. Goksel. 2011. Rheological behaviour of instant hot chocolate beverage: part 1. Optimization of the effect of different starches and gums. Food Biophysics 6 (4): 512–18.
Dyaningrum, E.F., R.A. Lutfiyah, D.R. Diasti, J.N.W. Karyadi, and A.D. Saputro. 2019. Physical characteristics of instanised cocoa drink sweetened with palm sap sugar: a preliminary study. IOP Conference Series: Earth and Environmental Science 355 (1): 012045. https://doi.org/10.1088/1755-1315/355/1/012045.
Fang, Y., C. Selomulya, and X.D. Chen. 2007. On measurement of food powder reconstitution properties. Drying Technology 26 (1): 3–14. https://doi.org/10.1080/07373930701780928.
Featherstone, S. 2015. Ingredients used in the preparation of canned foods. In A complete course in canning and related processes, 14th ed., 147–211. Cambridge, UK: Woodhead publishing.
Geldart, D., N. Harnby, and A. Wong. 1984. Fluidization of cohesive powders. Powder Technology 37: 25–37. https://doi.org/10.1016/0032-5910(84)80003-0.
Gorle, A.P., and S.S. Chopade. 2020. Liquisolid technology: preparation, characterization and applications. Journal of Drug Delivery and Therapeutics 10 (3-s): 295–307.
Hardiyanto, Y.F., A.D. Saputro, Z. Nurkholisa, P.A. Setiyadi, N. Bintoro, and R.A. Kusuma. 2021. The effect of steaming time and types of cocoa powder on the characteristics of instantized cocoa powder made using batch-type steam jet agglomerator. IOP Conference Series: Earth and Environmental Science 653 (1): 012089. https://doi.org/10.1088/1755-1315/653/1/012089.
Hausner, H.H. 1967. Friction conditions in a mass of metal powder. Int. J. Powder Met 3 (4): 7–13.
Indonesian National Standard (SNI). 2009. Cocoa Powder (Kakao Bubuk) SNI 3747. Badan Standarisasi Nasional.
Intipunya, P., and B.R. Bhandari. 2010. Chemical Deterioration and Physical Instability of Food Powders. In Chemical Deterioration and Physical Instability of Food and Beverages, 663–700. Cambridge, UK: Woodhead Publishing Series in Food Science.
Jinapong, N., M. Suphantharika, and P. Jamnong. 2008. Production of instant soymilk powders by ultrafiltration, spray drying and fluidized bed agglomeration. Journal of Food Engineering 84 (2): 194–205. https://doi.org/10.1016/j.jfoodeng.2007.04.032.
Juliano, P., and Gustavo Barbosa-Canovas. 2010. Food powders flowability characterization: theory, methods, and applications. Annual Review of Food Science and Technology 1: 211–239.
Jung, H., Y. Lee, and W.B. Yoon. 2018. Effect of moisture content on the grinding process and powder properties in food: a review. Processes 6 (6): 69. https://doi.org/10.3390/pr6060069.
Knight, P.C. 2001. Structuring agglomerated products for improved performance. Powder Technology 119 (1): 14–25. https://doi.org/10.1016/S0032-5910(01)00400-4.
Kowalska, J., and Andrzej Lenart. 2005. The influence of ingredients distribution on properties of agglomerated cocoa products. Journal of Food Engineering 68 (2): 155–161. https://doi.org/10.1016/j.jfoodeng.2004.05.028.
Krohling, R.A., and A.G.C. Pacheco. 2015. A-TOPSIS – An approach based on TOPSIS for ranking evolutionary algorithms. Procedia Computer Science 55: 308–317. https://doi.org/10.1016/j.procs.2015.07.054.
Kyaw Hla, P., and S. Hogekamp. 2001. Wetting behaviour of instantized cocoa beverage powders. International Journal of Food Science & Technology 34 (4): 335–342. https://doi.org/10.1046/j.1365-2621.1999.00275.x.
Luthfiyah, R.A., D.R. Diasti, E.F. Dyahningrum, S. Rahayoe, and A.D. Saputro. 2019. Investigating the performance of steam jet agglomerator as a mean to produce instanised cocoa drink. IOP Conference Series: Earth and Environmental Science 355 (1): 012044. https://doi.org/10.1088/1755-1315/355/1/012044.
Nurkholisa, Z., A.D. Saputro, Y.F. Hardiyanto, P.A. Setiadi, N. Bintaro, and J.N.W. Karyadi. 2021. Physical characteristics of instantized cocoa drink formulated with maltodextrin produced using continuous-type steam jet agglomerator. IOP Conference Series: Earth and Environmental Science 653 (1): 012111. https://doi.org/10.1088/1755-1315/653/1/012111.
Omobuwajo, T.O., O.T. Busari, and A.A. Osemwegie. 2020. Thermal agglomeration of chocolate drink powder. Journal of Food Engineering 46 (2): 73–81. https://doi.org/10.1016/S0260-8774(00)00067-4.
Saputro, A.D., D. Van de Walle, S. Kadivar, M.D. Bin Sintang, P. Van der Meeren, and K. Dewettinck. 2017a. Investigating the rheological, microstructural and textural properties of chocolates sweetened with palm sap-based sugar by partial replacement. European Food Research and Technology 243 (10): 1729–1738. https://doi.org/10.1007/s00217-017-2877-3.
Saputro, A.D., D. Van de Walle, S. Kadivar, M.A. Mensah, J. Van Durme, and K. Dewettinck. 2017b. Feasibility of a small-scale production system approach for palm sugar sweetened dark chocolate. European Food Research and Technology 243 (6): 955–967. https://doi.org/10.1007/s00217-016-2812-z.
Saputro, A.D., D. Van de Walle, R.P. Aidoo, M.A. Mensah, C. Delbaere, Nathalie De Clercq, Jim Van Durme, and Koen Dewettinck. 2017c. Quality attributes of dark chocolates formulated with palm sap-based sugar as nutritious and natural alternative sweetener. European Food Research and Technology 243 (2): 177–191. https://doi.org/10.1007/s00217-016-2734-9.
Saputro, A.D., D. Van de Walle, M. Hinneh, J. Van Durme, and K. Dewettinck. 2018. Aroma profile and appearance of dark chocolate formulated with palm sugar-sucrose blends. European Food Research and Technology 244 (7): 1281–1292. https://doi.org/10.1007/s00217-018-3043-2.
Saputro, A.D., D. Van de Walle, and K. Dewettinck. 2019. Palm sap sugar: a review. Sugar Tech 21: 862–867. https://doi.org/10.1007/s12355-019-00743-8.
Saputro, A.D., D. Van de Walle, and K. Dewettinck. 2020. Physicochemical properties of coarse palm sap sugars as natural alternative sweetener. Food Bioscience 38 (December): 100780. https://doi.org/10.1016/j.fbio.2020.100780.
Selamat, J., N. Hussin, A. Mohd Zain, and Yaakob B. Che Man. 1998. Effects of alkalized cocoa powder and soy lecithin on physical characteristics of chocolate beverage powders. Journal of Food Processing and Preservation 22 (3): 241–254. https://doi.org/10.1111/j.1745-4549.1998.tb00348.x.
Setiadi, P.A., A.D. Saputro, Z. Nurkholisa, Y.F. Hardiyanto, N. Bintoro, and J.N.W. Karyadi. 2021. Physical characteristic of instanised chocolate beverage powder produced with palm sugar and sucrose as sweeteners. IOP Conference Series: Earth and Environmental Science 653 (1): 012038. https://doi.org/10.1088/1755-1315/653/1/012038.
Shittu, T.A., and M.O. Lawal. 2007. Factors affecting instant properties of powdered cocoa beverages. Food Chemistry 100 (1): 91–98. https://doi.org/10.1016/j.foodchem.2005.09.013.
Stancioff, D.J., Camden, and D.L. Cassens. 1968. Soluble solid particulate composition for stabilized chocolate drink and making of same. 3,403,028, filed January 1966, and issued September 24, 1968.
Sun, Y., L. Zhu, T. Wu, T. Cai, E.M. Gunn, and Yu. Lian. 2012. Stability of amorphous pharmaceutical solids: crystal growth mechanisms and effect of polymer additives. The AAPS Journal 14 (3): 380–388. https://doi.org/10.1208/s12248-012-9345-6.
Tan, H.S., A.D. Salman, and M.J. Hounslow. 2006. Kinetics of fluidised bed melt granulation I: the effect of process variables. Chemical Engineering Science 61 (5): 1585–1601. https://doi.org/10.1016/j.ces.2005.09.012.
Vega, C., H.D. Goff, and Y.H. Roos. 2006. Spray drying of high-sucrose dairy emulsions: feasibility and physicochemical properties. Journal of Food Science 70 (3): E244–E251. https://doi.org/10.1111/j.1365-2621.2005.tb07142.x.
Vissotto, F.Z., L.C. Jorge, G.T. Makita, M.I. Rodrigues, and F.C. Menegalli. 2010. Influence of the process parameters and sugar granulometry on cocoa beverage powder steam agglomeration. Journal of Food Engineering 97 (3): 283–291. https://doi.org/10.1016/j.jfoodeng.2009.10.013.
Vissotto, F.Z., R.C. Giarola, L.C. Jorge, G.T. Makita, G.M.B. Cardozo, M.I. Rodrigues, and F.C. Menegalli. 2014. Morphological characterization with image analysis of cocoa beverage powder agglomerated with steam. Food Science and Technology (campinas) 34 (4): 649–656. https://doi.org/10.1590/1678-457X.6246.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Saputro, A.D., Nurkholisa, Z., Setiadi, P.A. et al. Application of Steam Jet Agglomerator to Improve the Properties of Instanised Cocoa Drink Powder Mixed with Maltodextrin, Coconut Sugar and Sucrose. Sugar Tech 25, 508–517 (2023). https://doi.org/10.1007/s12355-022-01188-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12355-022-01188-2