
Abstract
A novel differential lubrication method is proposed to improve the deformation behavior of L-shaped thin-walled with relative bending radius of 1 in push-bending process. The optimized tube blank is divided into four zones: inner deformation zone, inner guide zone, outer deformation zone and outer guide zone, which are lubricated with different lubricants. The differential lubrication and uniform lubrication methods for tube push-bending are first explored by means of simulation and experiments. The simulation results show that the differential lubrication method is more effective than the uniform lubrication method in suppressing wrinkles and expanding the process window. The outer thickness of tube increases with the increase of friction coefficient of the outer guide zone and the outer deformation zone, while the extension of tube end decreases with the increase of friction coefficient in any zone. Furthermore, with the proposed differential lubrication method, L-shpaed push-bending experiments of 5A02 aluminum alloy and 1Cr18Ni9 tube with relative bending radius of 1 were carried out to investigate this effect. The experimental results showed that the differential lubrication method effectively avoided wrinkling and the experimental results agreed well with the simulation results in wall thickness distribution and the extension of tube end.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
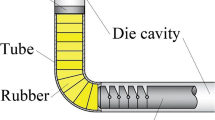
Small bending radius tubes are widely used as the elbow in aerospace, petroleum, power systems and pipeline engineering. The elbow is not only used as a conduit for gases and liquids, but also as a metal structure [1]. Conventional methods are prone to produce defects such as the extrados thinning, the intrados wrinkling and the cross-section distortion in the bending process of the elbow with small bend radius. As a one-shot manufacturing way, the push-bending can fabricate the small bending radius elbow without welding seam and the process is simple and high efficiency [2]. Furthermore, during the push-bending process, the tension outside of the bend is partially relieved by the thrust which significantly reduces the extrados thinning [3], so that the most difficult part in the push-bending becomes the control of the intrados wrinkling. The failure behavior of wrinkles in the push-bending is shown in Fig. 1. In the existing research, the research of suppressing wrinkling during the push-bending process mainly focuses on two aspects: one is the effect of different mandrels on wrinkling; the other is the influence of lubrication on wrinkling.

Wrinkling in push-bending of tube
During the push-bending process, the different mandrels were mainly adopted to avoid the intrados wrinkling. The medium as mandrels includes the fluid, rigid body, elastomer, low milting point alloy, ball bearing, and so on. Baudin et al. [4] compared the effect on the prevention of wrinkling using liquids and polyurethane rods as the mandrels in push-bending process. Montazeri et al. [5] used hydraulic as the mandrel in push-bending of the copper tube and found that the wrinkle was reduced by increasing pressure. Liu et al. [6] investigated the effect of granular filler on wrinkling in push-bending process by numerical simulation and experiment. Guo et al. [7] investigated the influence of monolithic polyurethane rubber mandrel, low melting point mandrel and ball bearing mandrel on the forming quality of push-bending L-shaped hollow parts. The experimental results showed that only the monolithic polyurethane rubber mandrel result in the intrados wrinkling. Additionally, Sun et al. [8] indicated that the wrinkling in push-bending can be prevented by reducing the clearance of the die using numerical simulation and experiments.
Friction plays an important role in the forming process. In fact, it can affect the flow of material, thus resulting in wrinkling [9, 10]. The lubrication can reduce the friction and improve the flow of material so as to decrease wrinkling in the forming process. Some researchers have investigated the effect of friction on wrinkling and attempted to obtain a suitable lubrication method. Kim et al. [11] illuminated that good lubrication helps to reduce wrinkling, premature fracture, and localized thinning in stamping operations. Abdelkefi et al. [12] studied the distribution of thickness under both dry and lubricated conditions in the tube hydroforming process and the use of Teflon as a lubricant between the die and the tube led to significant changes in terms of thickness distribution and thinning reduction. Zhao et al. [13] built three-dimension finite element model of rotary draw bending to explore the effect of friction on wrinkling. The results showed that the height of wrinkling wave decreased obviously with the increase of the friction coefficient between die and tube by changing the type of lubricant. Oliveira et al. [14] assessed the lubricant performance experimentally in the bending of steel/aluminum tubes and found that the mandrel load, surface quality and thinning degree of bending tube were manifestly affected by the lubricant type.
The above research shows that improving lubrication in the forming process can change the flow of material, thus effectively avoiding wrinkling. They mainly explore the uniform lubrication of the tube blank to find the appropriate lubrication coefficient to help suppress wrinkling. However, for the push-bend forming process, uniform lubrication is difficult to resolve the contradiction between the intrados wrinkling and the extrados thinning. Therefore, this paper proposes a differential lubrication method to solve this problem.
In this paper, the differential lubrication method is used to form the L-shaped tubes with small radius 1D which can be used to solve the problems of wrinkling, wall thickness reduction, partial collapse and insufficient forming. The optimized tube blank is divided into four zones: inner deformation zone, inner guide zone, outer deformation zone and outer guide zone. Different lubricants are applied to differential zones to explore the influence of forming quality of elbow by simulation and experiments in the push bending. The effect of differential lubrication method and the uniform lubrication method on the forming properties are also analyzed and compared.
Differential lubrication method for push-bending of L-shaped tube
Differential lubrication principle
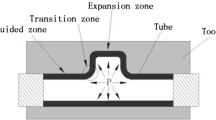
Since the sectional elastomers can provide better support [15], the segmented polyurethane rubber block is used as the mandrel in push-bending process. The tube blank and polyurethane rubber are bent along the mold cavity under the action of the axial thrust F1 and the reverse thrust F2. The principle of tube push-bending is shown in Fig. 2. During the push-bending process, the friction has a great influence on material flow which results in the material thinning, thickening or wrinkling. For analyzing the effect of friction on the material flow in push-bending process, the optimized tube blank is divided into four different areas (see Fig. 3): inner deformation zone (I1), outer deformation zone (O1), inner guide zone (I2) and outer guide zone (O2).

The principle of tube push-bending

Divided zones in the tube

External forces applied to tube during push-bending process
In the push-bending process of tube with small bending radius, the outer deformation zone is apt to be thinned, while the inner deformation zone is prone to be thickened or wrinkle. Thus, increasing friction of the outer deformation zone to restrain the material flow can decrease material thinning, whilst decreasing friction of the inner deformation zone to increase the material flow can reduce the material accumulation. The mechanical analysis in push-bending with differential lubrication is shown in Fig. 4, where P is the internal pressure provided by the radial deformation of the sectional polyurethane rubber, Mo is the bent moment provided by the die, F1 is the thrust, f1 is the friction force in the inner deformation zone, f2 is the friction force in the inner guide zone, f3 is the friction force in the outer guide zone, and f4 is the friction force of the outer guide zone. The equations about friction force and normal pressure are presented as following:

The initial tube blank
Where μ1, μ2, μ3 and μ4 represent the different friction coefficients in inner deformation zone, inner guide zone, outer guide zone and outer deformation zone during the process respectively; S1, S2, S3 and S4 are the area of inner deformation zone, inner guide zone, outer guide zone and outer deformation zone, respectively.
As indicated in Eq. (1), the friction coefficient and the internal pressure will affect the friction forces in the push-bending process when the area of each zone is constant. The traditional uniform lubrication method used the same friction coefficient (μ1=μ2=μ3=μ4) in the entire tube surface. Therefore, the tube push-bending process with the traditional lubrication method overly depended on the internal pressure to avoid cracking and wrinkling. If μ1 decreases and μ2, μ3, μ4 is unchanged, f1 will reduce and the material flow in the inner deformation zone will improve so as to avoid wrinkle in the inner deformation zone. And if μ3 and μ4 increase, f3 and f4 will raise, and the material in outer guide zone and outer deformation zone will slowly flow for avoiding the tube thinning.
Therefore, the different friction coefficients can adjust the material flow in inner deformation zone, inner guide zone, outer guide zone and outer deformation zone during the process. The differential lubrication method will be a promising way to improve the formability of tube push-bending besides the internal pressure control. For this reason, a differential lubrication in the different zone of push-bending tube blank was proposed in this paper.
Parameters of the divided zones
In push-bending of tube with small bending radius, the control of internal wrinkling has become one of the most difficult problems that need to be solved urgently. The optimization of the initial tube blank is one of the effective measures to reduce wrinkles. The tube blank is designed based on the previous process analysis as shown in Fig. 5, the cut angles α and β at both ends of the tube blank are both 45° in order to reduce material accumulation in inner deformation zone [3]. As shown in Fig. 5, L is the total length of the tube blank, L1 denotes the inner arc length of bending zone, L4 represents the length of outer deformation region, L2 and L3 are the length of inner and outer guiding regions, respectively. The relationship between the above variables can be expressed by the following equations:
Where, R is the bending radius of tube and D is the diameter of tube (see Fig. 1).
Material parameters of tube blank, polyurethane rubber and lubricants
The material parameters of 5A02 aluminum alloy, 1Cr18Ni9 and the sectional polyurethane rubber (see Fig. 6) are obtained by uni-axial tensile test, as shown in Tables 1 and 2. The lubricants used in the experiment is polytetrafluoroethylene (PTFE) film with a friction coefficient of 0.03. The relative bending radius of push-bending is 1D.

Sectional polyurethane rubber
Polyurethane rubber adopts Mooney-Rivlin model, as presented in formula (6)
Where C10 and C01 are Rivelin coefficients, E are strain energy coefficients, and I1 and I2 are the first and second Green strain invariants, respectively.
In Table 2, the value of C10 and C01 can be obtained from the uniaxial tension test results, V represents Poisson’s ratio, D0 is the material parameter and can be calculated using Eq. (7).
Numerical simulation
Finite element model
ABAQUS software is used to establish finite element model of push-bending with differentiated lubrication for 5A02 aluminum alloy tube with Φ32.00 mm × 1.00 mm, as shown in Fig. 7. Due to symmetry, only half of the model is needed for simulation. The simplified model includes punch, die, tube blank and sectional polyurethane rubbers. The coulcmb friction coefficient between polyurethane rubbers and the inner wall of the tube blank was set as 0.03. The die and punch were predefined as discrete rigid and their mesh type was R3D4. The push displacement of punch was 110 mm. The tube blank and polyurethane rubbers were predefined as variable body and their mesh type was C3D8R. The Mooney-Rivlin strain energy was chosen as the constitutive relation of polyurethane rubbers. The hardness of the rubber is A80 and its diameter is 29 mm.

Finite element model of tube push-bending
The tube blank was divided into four zones in accordance with Fig. 3, and the contact properties between the various zones of the tube blank and the mold were established respectively. Considering the compressive deformation of the polyurethane rubber, the total length of the filler (W) was calculated with Eq. (8) according to the literature [15]. In this simulation, the filler consists of a piece of polyurethane rubber with a thickness of 20 mm in contact with the punch and another 13 pieces of polyurethane rubber with a thickness of 10 mm.
In addition, the support pressure Pt during the simulation process is obtained by the conversion of the reverse thrust F2, as shown below:
Where, Rt denotes the radius of polyurethane rubber.
Scheme design of differential lubrication
In order to investigate the effects of differential lubrication method on the wrinkles, thickness distribution and extension of tube end during tube push-bending process, three friction coefficients (including 0.1, 0.06 and 0.03) were applied in four zones of the blank to simulate the push-bending process. The scheme of differential lubrication was designed, as shown in Table 3. The reverse thrust (F2) of flexible rod was set to 30Mpa in all lubrication schemes so as to benefit to analyze the forming effects of different lubrication schemes.
Simulation results and discussion
As shown in Fig. 8, the sectional polyurethane rubber was used as the medium for providing the bulging internal pressure in the simulation for push-bending of the small bending radius tube. After forming, the cut angle contacted with the punch was gradually flattened and the tube blank was bent as a 90°angle elbow. The original wall thickness of the tube in these simulations is 1.00 mm.

Simulation of tube push-bending process
Comparison between differential lubrication and uniform lubrication
According to the scheme in Table 3, the simulation of push-bending was carried out and the simulation results were obtained. The simulation results of scheme #1, #2 and #3 were shown in Fig. 9. (1) For scheme #1, that is, when the friction coefficients of the four regions of the tube blank were all 0.03, the intrados of the tube was obviously wrinkled, the tube end was not completely adhered to the cavity, and the incline of tube end near the punch was not flattened. (2) For scheme #2, both μ3 (friction coefficient of outer guide zone) and μ4 (friction coefficient of outer deformation zone) were increased from 0.03 to 0.1. The results were as follows: the intrados of tube didn’t obviously wrinkle, the intrados of tube and the tube end didn’t fully adhere to the cavity and the incline of tube end near the punch was nearly flattened. (3) For shceme #3, μ3, μ4 and μ2 (friction coefficient of inner guide zone) were increased from 0.03 to 0.1. It was seen from the simulation results: the intrados of tube didn’t wrinkle, the intrados of tube and the tube end were completely adhered to the cavity, and the incline of tube end near the punch was fully flattened. It can be seen from the above comparison that the results of scheme #2 and shceme #3 are better than those of scheme #1, which means that the differential lubrication method is easier to suppress wrinkles than uniform lubrication method.

Simulation contour of thickness in different schemes a #1, b #2, c #3
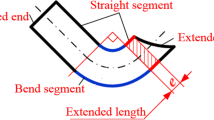
In addition, the advantages of differential lubrication method are further explained from the two indicators of tube end extension and the extrados thickness. It can be seen from Fig. 10 that the extrados thickness of elbow in scheme # 1 is significantly smaller than those of schemes # 2 and # 3. This also shows that the increase of μ3 (friction coefficient of outer guide zone) and μ4 (friction coefficient of outer deformation zone) is beneficial to suppress the extrados thinning of elbow, while the variation of μ1 (friction coefficient of inner deformation zone)and μ2 (friction coefficient of inner guide zone) have little effect on the extrados thinning of elbow. Let d represent the extension of tube end, which is the vertical distance from tube end near the flexible rod to the boundary line OP between circular section and straight section, and their values were measured as shown Fig. 11. The result indicated that the extension of tube end obviously decreased with the increase of μ2 and the change of μ3 and μ4 had little effect on the value of d.

Extrados thickness distribution of elbow (#1,#2,#3)

Extension of tube end (#1,#2,#3)
Influence of differential lubrication on forming quality
In order to investigate the effect of friction coefficients on forming quality in differential lubrication method, the comparison from the scheme #2 to #7 was perform in this section. In schemes # 2, #4 (Fig. 12a) and #3, the values of μ2 are 0.03, 0.06, and 0.1, while the friction coefficients in other regions are the same. The result showed that the extension of tube end and the maximum intrados thickness of elbow decreased with the increase of μ2 owing to the suppression of material flow in the inner guide zone. Therefore, the increase of μ2 decreased the risk of wrinkle in the inner deformation zone.

Simulation contour of thickness in different schemes a #4, b #5
In scheme #4 and #5, the values of μ1 are 0.03 and 0.1, whilst the friction coefficients of the other zones are coincident. The result of scheme #5 showed that the intrados of tube evidently wrinkled, the tube end didn’t fully adhere to the cavity and the incline of tube end near the punch was not flattened, as shown in Fig. 12b. The formability of elbow was good in scheme #4. It showed that small friction coefficient used in the inner deformation zone could effectively avoid wrinkle.
In order to explore the influence of μ3 and μ4 on the formability of elbow in differential lubrication method, scheme #6 and scheme #7 were simulated, as shown in Fig. 13. By comparing the results of scheme # 6 and scheme # 7 with scheme # 3, it was seen that the maximum wall thickness of the intrados of tube was nearly equal in these three schemes, the intrados of tube didn’t wrinkle, and the intrados of tube and the tube end were completely adhered to the cavity. The extrados thickness decreased first and then increased from 0° to 90° of the bending section in these three schemes, as shown in Fig. 14. The minimum extrados thickness occurred in scheme #7, and the uniformity of extrados thickness distribution in scheme #3 was better than that in scheme #6 and scheme #7. The results indicated that the decrease of μ3 or μ4 was adverse to the uniformity of extrados thickness distribution.

Simulation contour of thickness in different schemes a #6, b #7

Extrados thickness distribution of elbow(#3,#6,#7)
Meanwhile, in terms of the extension of tube end (see Fig. 15), the extension of tube end in scheme #7 was the largest of these three schemes, and the extension of tube end in scheme #6 was larger than that in scheme #3. It was indicated that the decrease of μ4 was more favorable to the increase of the extension of tube than the decrease of μ3.

Extension of tube end (#3,#6,#7)
Influence of reverse thrust on lubrication method
To further compare between differential lubrication method and uniform lubrication method, the reverse thrust F2 was set to different values in scheme #1 and #3. Figures 16 and 17 showed that the simulation contour with different reverse thrust in scheme #3 and scheme #1, respectively. The incline of tube end near the punch was fully flattened, the intrados of tube and the tube end fully adhere to the cavity and the intrados of tube didn’t wrinkle in Fig. 16. However, the extension of tube end decreases with the increase of the reverse thrust because of the increase of friction force in four zones according to Eq. (2). Unlike Fig. 16, the incline of tube end near the punch was not flattened in Fig. 17. Under Pt = 30Mpa and Pt = 40Mpa, the tube end near flexible rod didn’t fully adhere to the cavity and the intrados of tube was wrinkled in scheme #1. When Pt = 45Mpa, the maximum intrados thickness of tube was 1.86 mm, which has the risk of wrinkle. In Fig. 18, the extrados thickness of tube increased with the increase of the reverse thrust in scheme #3 and scheme #1.The result showed that the differential lubrication method improved the material flow in the intrados of tube and expanded the process window.

Simulation contour of thickness with different reverse thrust in scheme #3

Simulation contour of thickness with different reverse thrust in scheme #1

Extrados thickness distribution in different reverse thrust
Experimental verification
Experimental equipment
A special push-bending equipment was developed for this experiment (see Fig. 19). The device comprises two horizontal cylinders, which provide the forming thrust (F1) and reverse thrust (F2), respectively. The diameter of horizontal cylinders piston in the equipment is 240 mm. The mounting platform is a 315 t three-column hydraulic press, which provides a clamping force between the upper and lower female molds. The experimental equipment adopts the programmable logic controller (PLC) and touch screen control mode, which can adjust the parameters according to different sizes of elbows and display the pressure, displacement and other parameters in real time.

Self-developed equipment for tube push-bending
Experimental design
The push-bending experiments were carried out with 5A02 aluminum alloy tube(φ32.00 mm × 1.00 mm) and 1Cr18Ni9 tube(φ60.00 mm × 1.00 mm) for verifying the differential lubrication method. The process parameters of the experiment are shown in Table 4. The tube blank using differential lubrication and sectional polyurethane rubbers used as mandrel are shown in Fig. 20.

Tube blank using differential lubrication
According to the simulation results of push-bending, the experimental scheme shown in Table 5 was designed. PTFE film was selected as lubricant in inner deformation zone, while the other zones of tube was lubricated without other lubricants. But the cavity of push bending die was sprayed with MoS2 liquid lubricant and then it was immediately wiped away before each experiment, so that the surface of the die cavity would be kept wet in order to avoid scratching the surface of aluminum alloy tube. Thus, the friction coefficient between smooth tube blank and slick die cavity was regarded as about 0.1 in this wet condition [16], which was label with the slash. And the differential lubrication condition have been created in these experiments.
Experimental results and discussion
According to the experimental scheme (Table 5), the push-bending experiments of two kinds of material were carried out. The right-angle elbow of 5A02 aluminum alloy tube and 1Cr18Ni9 tube formed through the experiments of scheme *3 fully adhered to the die and didn’t wrinkle, as shown in Fig. 21. The inner deformation zone had no any scratch because of the protection of film, whilst the obvious signs were left in the other zones of the workpieces. The suitable reverse thrust (F2 = 2.26 × 104N, namely, Pt = 32Mpa) for the push-bending of 5A02 aluminum alloy tube was obtained by the experiment, which was very near to effect of simulation value (30Mpa) according to relation between the diameter of horizontal cylinders piston (240 mm) and the inner diameter of tube (30 mm). Furthermore, the suitable reverse thrust (F2 = 3.62 × 104N) for the push-bending of 1Cr18Ni9 tube was obtained by the experiment. The experimental results were in good agreement with the simulated results.

The tubes bent with differential lubrication method
In Fig. 22a, the intrados of the tube evidently wrinkled and the incline of tube end near the punch was not flattened in schemes *1 when the whole zones of tube was fully lubricated with PTFE film. It showed that the differential lubrication method more easily restrained the wrinkle than the uniform lubrication. In Fig. 22b, the incline of tube end near the punch was nearly flattened and the intrados of tube had a little of wrinkle when the lubricant of the inner guide zone in scheme*2 changed to PTFE film. It showed the decrease of friction coefficient of the inner guide zone increased the risk of wrinkle in the inner deformation zone.

The tubes bent with scheme a *1; b *2
The experimentally well-formed tube in Fig. 21 was cut along the symmetry plane and the 90-degree bending section was divided equally into nine parts. The thickness comparison of 5A02 aluminum alloy tube between simulation and experiment result was shown in Fig. 23a. The thickness distribution trend of simulation and experiment was coincident. The extrados thickness of tube first decreased and then increased. The maximum difference of extrados thickness between the simulation and the experimental results was 4.0%. The maximum thinning rate in the tube extrados was about 6.5% in the experiment. Moreover, due to the lack of simulation on push bending of 1Cr18Ni9 tube in this paper, only the results of 1Cr18Ni9 tube in the experiment was shown in Fig. 23b. The extrados thickness of tube first decreased and then increased and the maximum thinning rate in the tube extrados was about 8.2% in the experiment.

Thickness distribution in the bending section of a 5A02 aluminum alloy tube, b 1Cr18Ni9 tube
In addition, in the experiment, we found that the effect of differential lubrication method on 5A02 aluminum alloy was more obvious than its effect on 1Cr18Ni9 tube because of the low yield strength. In the future work, we plan to clarify the quantitative difference for different materials, taking into account the inner pressure and diameter-thickness ratio of tube.
Conclusion
A novel differential lubrication method for push-bending of tube with small bend radius was proposed to improve forming quality. The differential and uniform lubrication methods for tube push-bending were explored by means of simulations. The push-bending experiments using differential and uniform lubrication method were also carried out to bend 5A02 aluminum alloy and 1Cr18Ni9 tube with relative bending radius of 1. The experimental results were consistent with the simulation results.
-
(1)
The differential lubrication method more easily restrained the wrinkle than the uniform lubrication method and expanded the process window in push-bending process.
-
(2)
The extrados thickness of tube was raised by increasing the friction coefficient of the outer guide zone and the outer deformation zone. And the extension of tube end decreased with the increase of friction coefficient in any zone.
-
(3)
The increase of friction coefficient of the inner guide zone decreased the risk of wrinkle in the inner deformation zone and small friction coefficient used in the inner deformation zone could effectively avoid wrinkle.
References
Zeng Y, Li Z (2002) Experimental research on the tube push-bending process. J Mater Process Technol 122(2):237–240
Shan-Ling H, Zhong-Qin L, Xiao-Yang L (2004) Process of push bending elbows and its parameters CAD system. Key Eng Mater 274-276:469–474
Oh IY, Han SW, Woo YY, Ra JH, Moon YH (2018) Tubular blank design to fabricate an elbow tube by a push-bending process. J Mater Process Technol 260:112–122
Baudin S, Ray P, Mac Donald BJ, Hashmi MSJ (2004) Development of a novel method of tube bending using finite element simulation. J Mater Process Technol 153-154:128–133
Montazeri S, Montazeri S, Gorji A, Gorji A, Bakhshi M, Bakhshi M (2016) A new method for compression bending of thin-walled tubes in hydro-bending process. Int J Adv Manuf Technol 85(1):557–571
Liu H, Zhang S, Song H, Shi G, Cheng M (2019) 3D FEM-DEM coupling analysis for granular-media-based thin-wall elbow tube push-bending process. Int J Mater Form 12(6):985–994
Guo Q, Ma F, Guo X, Tao J (2018) Influence of mandrel on the forming quality of bending L-shaped hollow parts. Int J Adv Manuf Technol 95(9):4513–4522
Sun Z, Chen S, Jing Y (2010) Numerical simulation of push-bending process of aluminum section profile. Adv Mater Res 97-101:90–95
Fiorentino A, Fiorentino A, Ceretti E, Ceretti E, Giardini C, Giardini C (2013) Tube hydroforming compression test for friction estimation—numerical inverse method, application, and analysis. Int J Adv Manuf Technol 64(5):695–705
Xu X, Wu K, Wu Y, Jie X, Fu C (2019) A novel lubrication method for hydroforming of thin-walled aluminum alloy T-shaped tube. Int J Adv Manuf Technol 102(5):2265–2273
Kim H, Sung JH, Sivakumar R, Altan T (2007) Evaluation of stamping lubricants using the deep drawing test. Int J Mach Tools Manuf 47(14):2120–2132
Abdelkefi A, Guermazi N, Boudeau N, Malécot P, Haddar N (2016) Effect of the lubrication between the tube and the die on the corner filling when hydroforming of different cross-sectional shapes. Int J Adv Manuf Technol 87(1):1169–1181
Zhao GY, Liu YL, Yang H (2007) Numerical simulation on influence of clearance and friction on wrinkling in bending of aluminum alloy rectangular tubes. Mater Sci Forum 546-549:833–838
Oliveira DA, Worswick MJ, Grantab R (2005) Effect of lubricant in mandrel-rotary draw tube bending of steel and aluminum. Can Metall Q 44(1):71–78
Xu X, Wu K, Wu Y, Fu C, Fan Y (2019) Push-bending method development of thin-walled tube with relative bending radius of 1 using sectional elastomers as mandrel. Int J Adv Manuf Technol 105(1–4):995–1008
Le HR, Sutcliffe MPF, Williams JA (2005) Friction and material transfer in micro-scale sliding contact between aluminium alloy and steel. Tribol Lett 18(1):99–104
Acknowledgments
The authors thank the financial supports from the National Natural Science Foundation of China with Grant (No.51405219 and No.51975267), the Key R&D Project in Jiangxi Province of China (No.20165ABC28002) and Project funded by Education Department of Jiangxi Province of China (No.GJJ180531).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Xu, X., Fan, Y., Wu, Y. et al. A novel differential lubrication method for push-bending of L-shaped thin-walled tube with 1D bending radius. Int J Mater Form 14, 691–701 (2021). https://doi.org/10.1007/s12289-020-01563-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-020-01563-y