
Abstract
In this paper, it was analyzed that the friction forces that affected the material flow were influenced by the friction coefficient and the load path of internal pressure and feeding in T-shaped tube hydroforming process. Therefore, a novel differential lubrication method was proposed to adjust the material flow through changing the friction coefficient in the asymmetric zone in the T-shaped tube besides the loading path design method. The differential lubrication zones in T-shaped tube were divided, and a method called intermediate semiring differential lubrication was designed. The effects of differential lubrication and traditional uniform lubrication methods on the wrinkle, height of branch tube and wall thickness distribution of the T-tube were investigated under the same loading path of internal pressure and axial feeding. Meanwhile, the differential lubrication methods were also simulated under the different loading paths of the internal pressure and axial feeding. The differential lubrication experiments of T-shaped tubes hydroforming were carried out with fluorosilicone grease and PEFT film as lubrication medium. The simulation and experimental results showed that the differential lubrication method more effectively avoided wrinkles in the back zone of the main tube, increased the height of branch tube and weakened the thickening than the traditional uniform lubrication method. And it was a promising way to improve the formability of T-shaped tube hydroforming and reduced the over-reliance on the loading path.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Tube hydroforming technology is widely used in the manufacturing industry, because of its obvious advantages compared to other stamping-based processes [1]. The principle of hydroforming is to form various complicated thin-walled hollow section parts by the combined action of mechanical load and hydrostatic internal pressure [2]. The tube hydroforming can achieve weight reduction about 15–30% over conventionally manufactured components and greatly improve the stiffness and fatigue strength of the parts [3, 4]. Therefore, a large number of tubes with complex profiles and various cross sections were manufactured and applied with tube hydroforming process, especially in the automotive and aircraft industries [5, 6].
In order to obtain the qualified tube with excellent lightweight and high strength, a lot of researches have been developed to avoid the phenomenon of wrinkling, buckling and rupture in the tube hydroforming process. Yuan et al. [7] investigated the effects of wrinkling behavior on formability and thickness distribution through experiment and simulation. Koc et al. [8] found that the most important factor affecting the T-shaped tube hydroforming was tubular material properties and pointed out that the suitable material for hydroforming should be characterized by high strain-hardening index and especially material deformation uniformity. Manabe et al. [9] analyzed the fracture position of hydroforming T-shaped tube by simulation and experiment and showed that the fracture location of tube depended on process conditions and material properties and was not limited to the free bulging part. Moreover, it was well known that the loading path of internal pressure and axial feeding was also one of the main factors affecting the tube quality in tube hydroforming process. Strano et al. [10] presented an adaptive simulation concept as an effective FEM approach, which was able to detect the onset and growth of defects such as wrinkling, buckling and bursting, and promptly readjust the loading path. Mohammadi et al. [11] used the fuzzy controller to determine the loading path of a copper joint hydroforming process and obtained the standard product without wrinkle and fracture. Huang et al. [12] put forward a multi-objective robust optimization of the loading path in the T-shaped tube hydroforming based on dual response surface model, which could maximize the branch height and reduce thinning rate. The above scholars mainly studied the effects of the loading paths and tube materials on the tube hydroforming.
However, the friction is also a key factor affecting the formability of tube in hydroforming process. The suitable lubrication could reduce or eliminate the defects including wrinkling, buckling and premature failure. Ngaile et al. [13, 14] explored the effects of four lubricants on wall thickness variation, branch tube height and tube burst pressure and divided the T-tube into the guiding zone and the expansion zone to study the lubrication mechanism and its influence on the interface friction. Ahmetoglu et al. [15] divided the T-shaped tube into three friction zones including the guiding zone, the transition zone and the expansion zone, as shown in Fig. 1. Abdelkefi et al. [16] built an experimental database for the relationship between the thickness distribution and the lubrication conditions. Guo et al. [17] studied the variation of branch height and wall thickness thinning rate of Ti/Al alloy under different process parameters. The results showed that the branch height decreased and the maximum thickening rate increased with the increase in friction coefficient. In summary, the coordination of loading path and lubrication was necessary for getting T-shaped tube with good quality in hydroforming process. When the friction coefficient between the die and tube is too large, less material flowed into the branch tube and caused its insufficient height or fracture. When the friction coefficient between the die and tube is too small, the material flowed toward the bottom center of the main tube with the axial movement of the punch, which might cause serious accumulation or wrinkle phenomenon. Hama et al. [18] indicated the lubrication condition depended on the position at the die surface and investigated lots of lubrication condition on die surface during square cup sheet hydroforming process. Kaya et al. [19] studied the effect of lubrication condition on the hydroforming of 6063 and 6260 aluminum alloy tubes and indicated that dry lubricants performed well in the expansion zone, while wet lubricants performed well in the guiding zone. Hence, it was necessary to select suitable lubricant in the hydroforming process.

Friction zones in tube hydroforming
Uniform lubrication method has been studied extensively in the tube hydroforming. But the asymmetry of the T-shaped tube along its longitudinal direction was not considered in its hydroforming with the traditional uniform lubrication method so that it easily wrinkled or branch tube formed insufficiently or burst. In this work, a novel lubrication method called differential lubrication was proposed to improve the tube formability in the T-shaped tube hydroforming. Through numerical simulation and experiment, the advantages of differential lubrication method over traditional uniform lubrication method were discussed in the hydroforming of T-tube.
2 Principle of tube hydroforming using differential lubrication
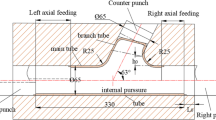
The thin-walled T-shaped tube is asymmetric along its longitudinal direction so that the tube material flow velocity in the expansion zone and guiding zone is different from the one of its corresponding back zone in the hydroforming process, as shown in Fig. 2a. The material in guiding zone should rapidly flow into the expansion zone in order to prevent it bursting, while the material in back zone should slowly flow for avoiding wrinkle. Figure 2b shows the stress mechanics of tube in the hydroforming process, in which there were internal pressure p, axial feeding force F, normal pressure Ni and friction force fi. In order to discuss the effect of differential lubrication on the material flow in the T-shaped tube hydroforming process, three equations about friction force and normal pressure in expansion zone, and guiding zone and back zone are presented as follows:
where f1, f2, f3 and μ1, μ2, μ3 and N1, N2, N3 represent the friction forces, the different friction coefficients and normal pressures supported by the dies in guiding zone, expansion zone and back zone, respectively. R0 is the radius of tube blank, r is the radius of branch tube, H is the height, and L and W denote the length.

a T-tube material flow state; b stress analysis in tube hydroforming
As shown in Fig. 2b, H and W changed with the increase in axial feeding, and R0 and r were constants as the target geometry of T-shaped tube was defined in hydroforming process. Thus, it was concluded from these Eqs. (1)–(3) that the friction coefficient and the loading path of internal pressure and feeding affected the friction forces in hydroforming process. The traditional uniform lubrication method used the same friction coefficient (μ1 = μ2 = μ3) in the entire tube surface. Therefore, T-shaped tube hydroforming with the traditional lubrication method overly depended on the loading path to avoid cracking and wrinkling. If μ1 decreases and μ2, μ3 is unchanged, f1 will reduce and the material flow in guiding zone will improve so as to prevent the expansion zone bursting and avoid wrinkle in back zone. Furthermore, the friction force in the ring surface with width of dli (as shown in Fig. 2b) can be obtained as follows:
where f1(i) is the friction force in guiding zone with width of dli and f3(i) is the friction force in back zone with width of dli. If μ1 is less than μ3, it is seen from Eqs. (4) and (5) that f1(i) is less than f3(i), so that the semiring material in guiding zone with width of dli flows more rapidly than the one in back zone with width of dli.
Therefore, the different friction coefficients can adjust the material flow in guiding zone, back zone and expansion zone during the process. The differential lubrication method will be a promising way to improve the formability of T-shaped tube hydroforming besides the loading path design. For this reason, a differential lubrication in the different zone of T-shaped tube was proposed in this paper.
The divided areas of differential lubrication method are shown in Fig. 3. The diverse lubricants are used in different areas to change the material flow velocity. According to the divided areas, the intermediate annular differential lubrication (IADL) method and intermediate semiring differential lubrication (ISDL) method were designed as the differential lubrication methods. IADL method is to coat the annular zone with a kind of lubricant and guided zones with another lubricant, as shown in Fig. 3a. ISDL method is just only to coat the semiring zone with a kind of lubricant and the other zones with another lubricant, as shown in Fig. 3b. Its length a can be determined on the basis of the expansion zone, and its value can be obtained by Eqs. (6).

a IADL method; b ISDL method
3 Finite element model of T-shaped tube hydroforming
These experiment and simulation used the 5A02 aluminum alloy tube with outer diameter of 32 mm and wall thickness of 1 mm. Considering the symmetry of T-shaped tube and the amount of calculation, half of the model was established in ABAQUS EXPLICIT, as shown in Fig. 4. The simplified model mainly consisted of three parts: die, punch and tube blank. The die and the punches were set as rigid bodies, and their mesh type was R3D4. Tube blank was arranged as deformable body and divided into 7886 C3D8R elements with the size of 1 mm. The contact between tube and die was set as surface and surface contact and adopted Coulomb friction model. The pressure was loaded into the interior of tube, and the punches provided the feeding.

Finite element model
The material properties of the 5A02 aluminum alloy were obtained by the tensile tests and are listed in Table 1. The power-law plasticity model was chosen as the constitutive relation [20]. The formula is presented as follows:
In order to compare the effects of differential lubrication method and traditional uniform lubrication methods on the branch height and wall thickness distribution of the T-tube, the same loading path of the internal pressure and axial feeding was adopted in these simulations, as shown in Fig. 5.

Loading path of the internal pressure and axial feeding
4 Numerical simulation results
4.1 Simulation results using two differential lubrication methods
The simulation results of IADL method and ISDL method under the same loading path are shown in Fig. 6a, b, respectively. The friction coefficient of annular zone and semiring zone was set as 0.03, and the friction coefficient of the other zones was set as 0.1. The back zone of T-shaped tube in Fig. 6a wrinkled through IADL method due to the decrease in the friction coefficient in the middle of back zone of the main tube, which caused the material to flow quickly and accumulate, whereas the T-shaped tube without wrinkle in Fig. 6b was fabricated well with ISDL method because of the differential and appropriate material flow between the expansion zone and its corresponding back zone. Meanwhile, the heights of the two-branch tube through IADL method and ISDL method are 24.78 mm and 27.53 mm in Fig. 6, respectively. The result showed that ISDL method was more favorable to manufacture the T-shaped tube in the hydroforming.

Thickness distribution of tubes simulated with a IADL method; b ISDL method
4.2 Comparison between differential lubrication and uniform lubrication
4.2.1 Design scheme of friction coefficient in divided zones
In order to compare the forming effects of traditional uniform lubrication method and the differential lubrication method, three different groups of friction coefficient were designed in the simulations of T-shaped tube hydroforming under the same loading path. The design scheme of friction coefficient is shown in Table 2.
4.2.2 Effect of differential lubrication and uniform lubrication on wrinkle and height of branch tube
The whole cases 1# and 2# in the three groups adopted the traditional uniform lubrication method, and the case 3# used ISDL method. The friction coefficient of back zone in the cases 1# and 3# of three groups was larger than the one in case 2# of three groups. The simulation results of three groups are illustrated in Figs. 7, 8 and 9. Under the same loading path, all the T-shaped tubes in the cases 1# and 3# of three groups did not wrinkle in their back zones, while the back zones of T-shaped tubes in the case 2# of the three groups occurred to wrinkle because of their less friction coefficient. The results showed that it is beneficial to avoid wrinkle in the back zone of T-shaped tube where large friction coefficient was adopted in ISDL method and uniform lubrication method. However, it was apt to appear the wrinkle in uniform lubrication method with small friction coefficient. Moreover, the height of branch tube in case 3# of the three groups was larger than the one in case 1# of the three groups, as shown in Fig. 10. These results showed that ISDL method improved the flow of material and increased the height of branch tube, compared with traditional uniform lubrication method with the large friction coefficient. Though the height of branch tube was the largest in traditional uniform lubrication method with the small friction coefficient, the wrinkle obviously appeared in the back zone of those T-shaped tubes. Consequently, ISDL method not only avoided wrinkle in the back zone of T-shaped tubes but also improved the height of branch tube.

Thickness distribution of tubes using the first group of a case 1#; b case 2#; c case 3#

Thickness distribution of tubes using the second group of a case 1#; b case 2#; c case 3#

Thickness distribution of tubes using the third group of a case 1#; b case 2#; c case 3#

Branch tube height of three groups
4.3 Effect of ISDL and uniform lubrication method on wall thickness
The wall thickness distribution of the tube using ISDL and traditional uniform lubrication method was analyzed on the basis of the simulation results of the first group, as shown in Fig. 11. The thickness of tube using ISDL method was more uniform than the one using traditional uniform lubrication method. The strain at point A of the tube was investigated during the forming process with different lubrication methods, as shown in Fig. 12. It was seen that the strain at point A of tube formed by ISDL method was always smaller than the one manufactured through the traditional uniform lubrication method during the process. It was indicated that the uniformity of thickness in ISDL method was better method than one in traditional uniform lubrication method.

Wall thickness distribution simulated with the first group of case 1# and case 3# a along the radial section from A to B; b along the axial section from A to B

Effective strain of simulation using the first group of case 1# and case 3#
4.4 Effect of different lubrication methods under various loading paths
In order to investigate the effect of loading path of the internal pressure and axial feeding on the formability under different lubrication methods, loading paths 2 and 3 were designed according to the loading path 1 in Fig. 5, as shown in Fig. 13. The effect of three kinds of loading paths on the formability was analyzed with the lubrication schemes of the first group, as listed in Table 2.

Three kinds of designed loading paths used in the first group
The pressure in early stage of the loading path 2 was less than one in early stage of the loading path 1, and the pressure in early stage of the loading path 3 was more than one in early stage of the loading path 1 in Fig. 13. The simulation results of T-shaped tube formed with loading path 2 and loading path 3 are shown in Figs. 14, 15. Under the three kinds of loading paths, the wrinkles occurred in the back zones of T-shaped tubes manufactured using uniform lubrication methods with the small friction coefficient and the back zone of T-shaped tube did not wrinkle in ISDL method. The wrinkles also appeared in the back zone of T-shaped tubes formed using uniform lubrication methods with the large friction coefficient under the loading path 2, as shown in Fig. 14a. Conversely, there were not wrinkles in the back zone of T-shaped tubes formed by uniform lubrication methods with the large friction coefficient under the loading path 3, as shown in Fig. 15a. These revealed that the material flowed more quickly in early stage of the loading path 2 than in early stage of the loading paths 1 and 3 due to the reduction of friction force caused by the decrease in internal pressure p according to Eq. (3). Furthermore, the height of branch T-shaped tube in ISDL method was higher than that in traditional uniform lubrication method with the large friction coefficient under different loading paths. And the higher the pressure in early stage of the loading path was, the higher the branch height of T-shaped tube in ISDL method was, since the high pressure prevented increase in the thickness.

Simulation result of the first group under the loading path 2. a Uniform lubrication method μ = 0.1 (case 1#); b uniform lubrication method μ = 0.03 (case 2#); c ISDL method (case 3#)

Simulation result of the first group under the loading path 3. a Uniform lubrication method μ = 0.1 (case 1#); b uniform lubrication method μ = 0.03 (case 2#); c ISDL method (case 3#)
Simulation results of the first group in Table 2 under the three kinds of loading paths are listed in Table 3. The result indicated that it was difficult to design a suitable loading path for forming T-shaped tube using traditional uniform lubrication method with the small friction coefficient. However, the ISDL method had wide adaptability to the loading paths and expanded the process window. Meanwhile, the high pressure in early stage of the loading path was necessary to fabricate T-shaped tube using the traditional uniform lubrication method with the high friction coefficient. In addition, the value of branch height listed in Table 3 demonstrated that the high pressure in early stage of the loading path effectively prevented the radial thickening of the tube increasing with ISDL method, so that the material had to flow into branch tube.
5 Experimental validation and analysis
The tube hydroforming equipment is shown in Fig. 16, including the main cylinder, the horizontal cylinders, the pump and the supercharger. The die and punches are illustrated in Fig. 17. The experiments about traditional uniform lubrication method and ISDL method were performed. The fluorosilicone grease and PEFT film were selected as lubricating medium, and the friction coefficients of lubricating medium are listed in Table 4. The loading path of the internal pressure and axial feeding in these experiments was designed on the basis of the simulation results, as shown in Fig. 18.

Hydroforming equipment

Die and punches (Φ32 mm)

Loading path in experiment (Φ32 mm)
5.1 Comparison between experiment and simulation results
Experiment results of tube on the uniform lubrication method and ISDL method are shown in Fig. 19. Under the same loading path, the T-shaped tubes formed using uniform lubrication method with fluorosilicone grease and ISDL method with PTFE film and fluorosilicone grease did not wrinkle in their back zones, as shown in Fig. 19a, c, respectively. Meanwhile, the height of branch tube using ISDL method with PTFE film and fluorosilicone grease was higher than the one using uniform lubrication method with fluorosilicone grease. Due to severe wrinkling, the burst occurred in the back zone of T-shaped tubes formed using uniform lubrication method with PTFE film, as shown in Fig. 19b. The results showed that the ISDL method could effectively avoid wrinkling at the back zone of T-shaped tube and increased the height of branch tube. The T-shaped tube experiment and simulation results were similar in geometric shape.

Experiment result of φ32-mm T-shaped tube formed using a uniform lubrication with fluorosilicone grease; b uniform lubrication with PTFE film; c ISDL method
5.2 Wall thickness analysis
In order to study the materials flow of the T-shaped tubes formed using different lubrication methods, the wall thickness of T-shaped tube formed using uniform lubrication method with fluorosilicone grease and ISDL method was measured along the direction of the arrows, and their results are shown in Fig. 20. The results showed that the thickness distribution of the tube using ISDL method was more uniform than the one with traditional uniform lubrication method. The minimum thickness of T-shaped tube made with ISDL method was higher than the one made with uniform lubrication method in Fig. 20. Thus, the formability using the ISDL method was better than the one using uniform lubrication method in the tube hydroforming.

Wall thickness distribution a along the radial section from A to B; b along the axial section from A to B
5.3 Experimental verification of T-shaped tube with diameter 40 mm
To further verify the reliability of the ISDL method, some experiments were conducted with 5A02 aluminum alloy tube with diameter 40 mm. The die and punches were designed and manufactured, as shown in Fig. 21. The MoS2 and PTFE film were selected as lubricating media in ISDL method. The friction coefficients of these lubrications are shown in Table 4. The loading path in these experiments was designed and is shown in Fig. 22.

Die and punches (Φ40 mm)

Loading path in experiment (Φ40 mm)
The experimental results are shown in Fig. 23. The results of the tube with diameter of 40 mm were exactly similar to the one of the tube with diameter of 32 mm, and the forming quality of T-shaped tube using ISDL method was the optimum. However, when the friction coefficient in the uniform lubrication method was too small, there was severe crack in the formed T-shaped tube as indicated in Fig. 23b. When the friction coefficient in the uniform lubrication method was too large, the height of branch tube was low, as shown in Fig. 23a. There was no wrinkle or burst on T-shaped tube with ISDL method, and the branch height is 33.5 mm shown in Fig. 23c. Thus, the ISDL method was also applicable for forming aluminum alloy T-shaped tube with diameter 40 mm.

Experiment result of φ40-mm T-shaped tube formed using a uniform lubrication with MoS2; b uniform lubrication with PTFE film; c ISDL method
6 Conclusions
-
(1)
The differential lubrication method called ISDL method was designed to coat the semiring zone of tube with the small friction coefficient and the other zones of tube with large friction coefficient in the T-shaped tube hydroforming process. This method accelerated the material flow velocity in the guide zone of the tube and slowed down the material flow velocity in the back zone of the tube, which solves the problem about the asymmetry of T-shaped tube along its longitudinal direction.
-
(2)
Using the ISDL method, the height of branch tube was increased, the wrinkle at the back zone of tube was avoided, and the wall thickness of the T-shaped tube was distributed evenly in T-shaped tube hydroforming.
-
(3)
Compared with traditional uniform lubrication method, the ISDL method was a promising way to improve the formability of T-shaped tube hydroforming besides the loading path design and had more wide adaptability to the loading paths.
References
M.G. Lee, Y.P. Korkolis, H.K. Ji, Recent developments in hydroforming technology. Proc. IMechE Part B J. Eng. Manuf. 229(4), 572–596 (2015)
F. Dohmann, C. Hartl, Hydroforming—a method to manufacture light-weight parts. J. Mater. Process. Technol. 60(1–4), 669–676 (1996)
F. Vollertsen, State of the art and perspectives of hydroforming of tubes and sheets. J. Mater. Sci. Technol. 17(3), 321–324 (2001)
J.Y. Park, S.W. Han, H.S. Jeong et al., Advanced sealing system to prevent leakage in hydroforming. J. Mater. Process. Technol. 247, 103–110 (2017)
Yeong-Maw Hwang, Yi-Kai Lin, Analysis and finite element simulation of the tube bulge hydroforming process. J. Mater. Process. Technol. 125–126, 821–825 (2002)
G. Liu, J.Y. Peng, X.S. Wang et al., Effects of preform on thickness distribution of hydroformed Y-shaped tube. Adv. Mater. Res. 189–193, 2796–2800 (2011)
S. Yuan, W. Yuan, X. Wang, Effect of wrinkling behavior on formability and thickness distribution in tube hydroforming. J. Mater. Process. Technol. 177(1–3), 668–671 (2006)
M. Koç, Y. Aue, On the characteristics of tubular materials for hydroforming—experimentation and analysis. Int. J. Mach. Tool Manuf. 41(5), 761–772 (2001)
K.I. Manabe, M. Amino, Effects of process parameters and material properties on deformation process in tube hydroforming. J. Mater. Process. Technol. 123(2), 285–291 (2002)
M. Strano, S. Jirathearanat, T. Altan, Adaptive FEM simulation for tube hydroforming: a geometry-based approach for wrinkle detection. CIRP Annu. Manuf. Techn. 50(1), 185–190 (2001)
F. Mohammadi, M.M. Mashadi, Determination of the loading path for tube hydroforming process of a copper joint using a fuzzy controller. Int. J. Adv. Manuf. Technol. 43(1–2), 1–10 (2009)
T. Huang, X. Song, X. Liu, The multi-objective robust optimization of the loading path in the T-shape tube hydroforming based on dual response surface model. Int. J. Adv. Manuf. Technol. 82(9–12), 1–11 (2016)
G. Ngaile, S. Jaeger, T. Altan, Lubrication in tube hydroforming (THF): Part II. Performance evaluation of lubricants using LDH test and pear-shaped tube expansion test. J. Mater. Process. Technol. 146(1), 116–123 (2004)
G. Ngaile, S. Jaeger, T. Altan, Lubrication in tube hydroforming (THF): Part I. Lubrication mechanisms and development of model tests to evaluate lubricants and die coatings in the transition and expansion zones. J Mater Process Tech 146(1), 108–115 (2004)
M. Ahmetoglu, T. Altan, Tube hydroforming: state-of-the-art and future trends. J. Mater. Process. Technol. 98(1), 25–33 (2000)
A. Abdelkefi, N. Guermazi, N. Boudeau et al., Effect of the lubrication between the tube and the die on the corner filling when hydroforming of different cross-sectional shapes. Int. J. Adv. Manuf. Technol. 87(1–4), 1169–1181 (2016)
X. Guo, Z. Liu, H. Wang et al., Hydroforming simulation and experiment of clad T-shapes. Int. J. Adv. Manuf. Technol. 83(1–4), 381–387 (2016)
T. Hama, K. Kojima, Y. Nishimura et al., Variation of lubrication condition during sheet hydroforming. Proc. Eng. 81, 1029–1034 (2014)
S. Kaya, Evaluating porthole and seamless aluminum tubes and lubricants for hydroforming. Int. J. Adv. Manuf. Technol. 77(5–8), 807–817 (2015)
P. Ray, B.J.M. Donald, Experimental study and finite element analysis of simple X- and T-branch tube hydroforming processes. Int. J. Mech. Sci. 47(10), 1498–1518 (2005)
Acknowledgements
The authors thank the financial supports from the National Natural Science Foundation of China with Grant (No. 51975267) and the Key R&D Project in Jiangxi Province of China (No. 20182ABC28001).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yuan, C., Xu, X., Fan, Y. et al. Numerical and experimental studies on thin-walled aluminum alloy tube hydroforming using differential lubrication method. Appl. Phys. A 126, 319 (2020). https://doi.org/10.1007/s00339-020-03509-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-020-03509-2