
Abstract
In this article, a newly developed method for forming metal sheets together with long fiber-reinforced thermoplastics (LFT) to hybrid parts is presented. The idea of combining two different materials in one part is nothing new, but most of the existing processes use at least separate production techniques for each material and an additional joining operation. The special characteristic of this new process is realized by a combined forming tool for both sheet metal and LFT to create a hybrid part with only one necessary and simultaneously executed process step. Besides contact to the punch, the metal sheet is also formed by the molten LFT material, which behaves like a hydraulic fluid in hydroforming processes. With this method, it is possible to reduce the thickness of sheet metal components by adding a LFT reinforcement structure. The interface connection between the metal sheet and LFT is realized by using a bonding agent, which is previously applied to the metal sheet via coil or powder coating. To achieve this hybrid forming process, new tool and sealing concepts have been developed and the corresponding process parameters were identified and optimized. As a result, the innovative process offers a cost- and time-efficient solution for multi-material lightweight design.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction and state of the art
Due to the shortage of natural resources and the air pollution in urban areas as well as the global warming, the fuel consumption and emission of exhaust gases like carbon dioxide (CO2) and nitric oxides (NOx) must be reduced significantly. In addition to post-treatments of exhaust gases and the electrification of vehicles, weight reduction provides an important contribution. One possible way to achieve lighter body structures is the usage of lightweight materials. Besides the development of new steel grades with ultra-high strengths and the corresponding process technologies, multi-material design with metal and fiber-reinforced plastics (FRP) is another effective solution. On the one hand, the low density of FRP helps to reduce the total mass in comparison to pure metal parts and on the other hand, the rigidity of steel or aluminum ensures local strength and stiffness, e.g. at force transmission points or joints of the component. Furthermore, the design freedom of FRP ribs and its ability to integrate different uni- or multidirectional reinforcements (e.g. UD-tapes) enable the creation of parts with high load capability. Therefore, new and efficient manufacturing processes have to be developed. In the following, the current state of the art and research concerning different production methods for hydro-mechanical metal forming, technologies for forming plastics and combined processes will be described.
Hydro-mechanical forming
Metal sheets can be formed not only by a rigid punch and die, but also with the help of a fluid pressure medium. The process developments have begun in the 1950s and are currently known as hydro-mechanical forming (hydromec), deep drawing with counter-pressure, hydraulic forming or just hydroforming – each name represents different features [1]. Hydromec or deep drawing with counter-pressure are primarily used for flat sheet metal panels such as doors and fenders. Compared to standard deep drawing processes, the fluid, which is commonly water, oil or a mixture of both, can be used in different ways. It replaces punch or dies and in particular reduces friction. This leads to consistent forming and allows higher limits of drawing ratios [1]. Instead of metal sheets, tubes or extrusions can be formed by inner or outer hydraulic pressure as well [2]. Typical automotive components made by hydroforming processes are structural components like chassis sub-frames and exhaust system components.
Injection vs. compression molding
Both injection and compression molding use similar machine (compounder/screw extruder) for the preparation of the compound, but different machines and tools for the part forming. While injection molding normally uses horizontal machines, compression molding uses vertical machines, which is comparable to hydroforming. Similar thermoplastic matrix materials with different fiber reinforcements can be used for both processes. However, the processes themselves and the final part properties vary significantly. Although there are many variants for each process, one of the major differences is the way of mold filling. While injection molding uses small injectors to fill the closed mold cavity at very high pressures, the plasticized charge is placed directly into the open mold cavity at compression molding. Here, the forming is realized by the internal pressing force of a punch or die onto the plastic material in a well-sealed forming die. These process differences have a significant influence on the achievable fiber lengths. A fiber length of 2 mm is considered relatively long for the conventional injection molding, but relatively short for compression molding [3]. Here, a long fiber thermoplastic begins at 10 mm [4]. Furthermore, there is a process-dependent difference between fiber length in the semi-finished compound and in the final part. At injection molding processes, there is a high degradation of fiber length during the plasticizing in the extruder and especially during the mold filling due to the small injector sizes. In contrast, at compression molding the fibers are introduced to the plasticized compound as late as possible to reduce fiber damage due to the extruder sequence [4]. Since no injector is used and the movement of the LFT materials in the mold is relatively short in a compression molding process, the shortening of fiber length is highly reduced.
The mechanical properties of LFT are directly related to the fiber orientation, fiber content (% w/w) and fiber length in the final part. While the influence on stiffness stagnates beginning at a fiber length of 1 mm, the strength and impact resistance show a sharp increase up to approximately 25 mm (see Fig. 1). One major advantage of compression molding is that values of up to 25 mm fiber length in the final part can be produced easily [4].

Influence of fiber length on mechanical properties of FRP [5]
Further advantages of compression molding in comparison to injection molding are the shorter cycle times and the possibility of using reheated LFT instead of directly compounded materials. Due to the usage of vertical hydraulic press machines, compression molding can be easily adapted by metal forming companies. The LFT compound for compression molding can be handled manually or automated by needle grippers. Disadvantages are the surface quality and the lack of applicability for multi-component or gas injection technologies [3]. The sealing and tool concepts as well as the usable fiber types, matrix materials and achievable geometries are quite similar for both processes. Moreover, additional elements like thread inserts or endless fiber-reinforced products like organo sheets or tapes can be integrated into both processes.
Combined processes
Currently, an increasing number of hybrid components have been introduced in automotive structure applications [6]. To produce hybrid parts such as the B-pillar in the BMW 7 Series, either post-molding or in-molding can be applied. While in a post-molding assembly (PMA) the metal and FRP parts are formed separately at first and joined together in a second process step, the forming of metal and the subsequent integration of FRPs takes place in the same die at in-mold-assembly (IMA) [7].
To reduce the cycle times, there are several approaches of process combinations based on IMA. All these processes use injection molding to create different types of bonding between plastic and metal parts by over-molding, the creation of undercuts as form-fit connections or with the help of adhesives. Sometimes the melt is also used to form metal as a forming fluid. For example, in [8] a process is described where circular metal sheets of aluminum and steel are stretch formed by the pressure of molten polypropylene (PP). The consecutive execution of deep drawing and injection molding in one specific mold is mentioned in [9, 10] for a small cup geometry. After the metal sheet is formed by punch and die, in-build injectors on the punch side are activated to create a rib structure and to fulfill the sheet forming with the melt pressure. With a suitable mold design, it is also possible to integrate the forming operation into a standard injection molding process as described in [11]. Here, the metal sheet can be formed partially during the mold closing and the pressure of the melt injection finally completes the forming.
Besides deep drawing, the combination of injection molding and hydroforming of tubes can also be found in current researches. In [12] an experimental setup combining injection molding and hydroforming is presented. At first, aluminum tubes are formed by a hydro-forming process at a pressure of about 185 bar. Then, functional elements are injection molded to the outside of the tubular part under a melt pressure of 1000 bar while the hydroforming pressure remains constant. An almost similar process, named hydroforming hybrid technology (HFH), was developed in [13]. A cockpit cross member and a frontend carrier are being produced for series production with this process.
Bonding agents
Most of the previously described IMA-processes use bonding agents as a pre-coating on the metal sheets to create firmly bonded connections between thermoplastic and metal. The physical mechanisms of the surface reaction are quite complex and cannot be separated by single effects. In comparison to standard adhesives, bonding agents must have a molecular structure, which allows the formation of secondary valency forces and chemical bonding to both the metal and plastic component [14]. In [14] the shear strengths of two bonding agents (VESTAMELT® by Evonik + TESA HAF 8410 by TESA) were analyzed using pre-tempered lap shear specimens, which were produced by injection molding. In both cases, the achieved shear tensile strengths are at about 20 MPa for the material combination PA6-GF30 and stainless steel (1.4301).
Vestamelt by Evonik has already been used in series productions [13]. The melt adhesive can be applied on metal sheets by powder or coil coating processes. To generate a firmly bonded connection between thermoplastic and metal, Vestamelt needs to be activated at elevated temperatures between 180 and 220 °C. Therefore, the coated metal sheet must be pre-heated.
In summary, the rising number of hybrid components in automotive applications leads to the development of new and efficient manufacturing processes. All combined processes described above have been developed for injection molding and are based on the IMA to reduce additional handling and assembly operations. By using injection molding, there is a process-related limitation of the maximum fiber length in the choice of FRP. As mentioned before, only in compression molded LFT, a fiber length of more than 10 mm in the final part can be realized and thus higher strength and impact resistance can be achieved [3]. Due to the high viscosity of these compounds, a fully automated handling with the use of needle grippers is feasible. In [15, 16] a two-stage process is described where preformed steel structures are reinforced with organo sheets and LFT by compression molding. A production line set-up ready for large-scale production was also demonstrated for an automotive B-pillar.
Based on the knowledge of hydro-mechanical forming of metal sheet with fluid pressure and the fact that semi-melted LFT materials are formed by the pressure of die or punch and kept inside the cavity by a sealing concept during the compression molding, a new hybrid forming process was invented [17]. In this work, the detailed development of different concepts for the hybrid forming tools and processes have been carried out. The development of the combined process as well as the corresponding tool and sealing concepts will be presented as follows. By the use of a bonding agent, this process meets the criteria of an IMA-process.
The new hybrid forming concept
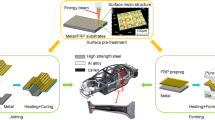
The name “hybrid forming” was chosen since two different materials (thermoplastic and steel) are processed and formed simultaneously in a single-stage process and in one common die cavity. Figure 2 depicts the developed process scheme of this work: after compounding the LFT in an extruder and introducing the long glass fibers close to the end to minimize fiber degradation (1), the LFT compound is placed directly onto a pre-tempered metal sheet (2). Besides the direct processing, it is also possible to reheat external LFT compounds, when there is no extruder on site. In the next step, the plasticized LFT and metal sheet are simultaneously formed (3). As shown in Fig. 2, the contours of the punch and die do not only differ by an offset of the sheet thickness – they also distinguish by a volume, which must be filled out with LFT during the process. The final forming of the metal sheet is only completed by the LFT pressure, which is similar to the hydro-mechanical forming. The molten LFT replaces the function of a forming fluid. What is not shown in Fig. 2 is the additional cutting operation, which is obligatory after most of the sheet metal forming processes.

Process chain of hybrid forming
When combining two such different processes like deep drawing and compression molding to a simultaneous single-stage process, there are many challenges need to overcome. In addition to the determination of relevant process parameters, most effort must be applied to the mold concept. When forming with molten LFT as a medium, the mold must be sealed completely to maintain the forming pressure and to keep the LFT inside the cavity. At first glance, this seems contradictory to the concepts of standard deep drawing processes: to avoid excessive thinning or cracks, the flow of metal should not be hindered too strong at any time. The following chapters will describe the boundary conditions (materials and equipment) at first, before a detailed explanation of the developed tool and sealing concepts is given. In the end, the current experimental results will be presented.
Materials and equipment
Materials
Among multiple conceivable material combinations, steel and LFT have been chosen and investigated in the project, because with this combination the highest strength and stiffness compared to aluminum or short fiber-reinforced compounds are expected. In this work, the following steels were used for different tests: An European mild steel (DC04), a high strength low (micro-) alloyed steel HC340LA, a dual-phase cold rolled high strength steel DP-K30/50 with targeted yield strength of 300 MPa and tensile strength of 500 MPa, a dual-phase cold rolled high strength steel HCT590X with targeted yield strength of 330 MPa and tensile strength of 590 MPa and finally an additional advanced cold rolled dual-phase steel HCT780X with target tensile strength of minimum 780 MPa.
DC04 and HCT590X steels were used for tests in section “Tub geometry” (tub geometry), and DC04 and HC340LA also for 4.2 (u-profile) while DP-K 30/50 was used only for shear test sample in section “Interface and joining properties”. HCT780X was applied for the demonstrator manufacturing in section “Example of application”.
Furthermore, polyamide 6 (PA 6) was chosen for the matrix material due to its ability to withstand a cathodic dip coating (CDC) process. The LFT used in this work is a tailor-made compound for compression molding. The mechanical properties of the selected materials are listed in Table 1. For the joining of steel and LFT the bonding agent Vestamelt Hylink was provided and applied onto these steel sheets by company Evonik.
Hydraulic press
In general, the required press technology for metal forming and compression molding is almost the same. The most important aspect for metal forming is a speed controllable closing profile for the die or punch and the functionality to apply variable blank holder forces. This can be realized either by a hydraulic die cushion applied to the press or by using gas pressure springs in the tool. In addition, the press system should be able to hold the pressing force during the cooling process of hybrid forming. In terms of construction, presses with lateral guidance are preferred which may support lateral forces throughout the forming process. The validation of tool and sealing concepts as well as the production of test geometries (see chapter 4) have been conducted on the following press shown in Table 2.
Infrared radiation
As mentioned earlier, LFT can be processed in two ways: directly after compounding or reheated for example by the use of infrared radiation (IR). Generally, there are three physical ways to reheat a semi-finished plastic product like LFT from room to melting temperature: contact, convection (e.g. in an oven) or radiation. While heating by contact is not practical for many processes, the use of IR-radiation instead of convection offers many advantages. Because of a higher energy density of the radiator, the heating times can be reduced significantly, and the controllability of intensity and duration leads to higher process stability and thus to better product qualities [18]. The wave length of above 2 μm in a medium-wave IR-radiator perfectly matches the absorption range of many thermoplastic matrix materials (e.g. PP, PA 6) and thus ensures a high efficiency. For this reasons, IR-radiation is increasingly being used for the processing of organo sheets [18]. The characteristics of the medium-wave IR heater used in this work are listed in Table 3.
Tool concepts
In this work, tool and sealing concepts for a closed profile (tub geometry, see Fig. 3) as well as an open profile (u-profile, see Fig. 6) have been developed. These two geometries relate to main interests in automotive body and chassis applications. A combination of an open and closed profile is also achievable by “re-opening” the closed contour through post-cutting operations. The principle of most of the automotive body and chassis components can be covered by these two geometries with small adaptations.

Dimensions of the tub geometry (a) and draw beads as a sealing concept (b)
Tub geometry
The tub geometry is a typical geometry for forming processes and it was designed to analyze the maximum achievable forming depth and the influence of the different transition radii. The final geometry has been optimized by finite element simulations of the pure metal forming process and designed for a 2 mm HCT590X steel sheet. As shown in the following Fig. 3, the tub geometry has two different levels of depth and is filled with a constant LFT layer and a regular LFT rib structure. There are no mechanical requirements need to be fulfilled with this geometry.
The tool for the tub geometry is a simple construction and can be divided into three main components: punch, die, and blank holder plate. They are all guided by a 4-column system. All components of the tool are water-tempered and different temperatures can be adjusted. For this work, an external tempering unit at constant 80 °C was found to be appropriate for the process. To control the blank holder force with the hydraulic die cushion (placed in the bolster plate of hydraulic press system), the tool is arranged in “hat“-position, which means that the punch is positioned in the lower fixed mold half and the die in the movable upper one. Therefore, the melted LFT cannot be placed directly on a metal sheet – it has to be put on the tempered punch instead. The blank holder plate has a thickness of 86 mm to create a free volume for the LFT before the punch immerses completely during the process and thereby builds an enclosed space. The sealing concept was realized by circumferential draw beads on the die plate (see Fig. 3) and a converse contour on the blank holder plate. This kind of contour is typically used in metal forming processes to avoid wrinkles in the corners and to control the sheet metal flow.
First experiments with this tool in the hybrid forming process caused a leakage of LFT in the corner areas due to wrinkling effects of the metal sheet. Generally, wrinkling occurs when a metal sheet deforms in a strong deep draw mode what happens in the corners of tub geometries. A leakage of LFT occurs and prevents a complete hybrid-forming process for two reasons: 1.) there is not enough LFT left in the cavity to complete the metal forming; 2.) the leaked LFT prevents the complete closing of the mold halves. As shown in Fig. 4a, the analysis of the curves for the pressing and the blank holder forces for these initial trials reveals that a LFT leakage happened at the time when the pressing force slightly decreases (marked by a blue circle).

Process forces and velocity of the die with leakage (a) and without leakage (b) for the forming of a DC04 (2.0 mm) steel together with 300 g LFT. In the diagrams two vertical axes are used. The arrows point the relevant axes with the corresponding color
The solution to avoid this leakage is using a travel-dependent and controllable hydraulic die cushion force. The blank holder is attached to or supported by the die cushion and can be pre-set depending on the press stroke (displacement). The principle, i.e. the pre-settings of the press parameters and the results after optimization are depicted in Fig. 4a, b. At the process beginning, the blank holder force was set low enough to enable a smooth material flow of the metal sheet. Towards the end of the process, especially between −20 and − 10 mm distance to the bottom dead center, the blank holder force was increased stepwise to 100 KN (Fig. 4b), so that no distinct decrease appears in the blue circle. In this way, a constant sealing between blank holder and metal sheet is ensured and LFT leakage is prevented. The reduction of the blank holder force from 300 kN to 200 kN (Fig. 4a compared to b) at the process end (−3 mm) is due to an optimization of minimizing the necessary blank holder force and has no further influence on the tightness.
Since the punch velocity of the press can only be driven but not be controlled during the press process, which is standard for many hydraulic presses, the actual velocity of the die (upper mold half) is different from the preset values. The pressing force is a reaction force of the whole system, which depends on the preset velocity and the die cushion force. It increases continuously until the whole cavity is filled up with LFT and the metal sheet is almost completely formed – without any leakage. At the end of the process, the LFT is used as a forming medium and the forming force increases rapidly to the set value of 1800 kN, which is not shown in Fig. 4 for reasons of clarity. All curves end up at around 2–3 mm above the bottom dead center (horizontal axis), which is the thickness of the constant LFT layer in the tub geometry. The Thickness of this LFT layer depends on the amount of inserted LFT.
U-profile
Obviously, the challenges of the sealing concept for an open profile are at the lateral and open ends of the u-profile in Fig. 5. At the process begin the unformed metal sheet is planar. To realize the sealing concept, it must “follow” the formed contour of the u-profile during the hybrid forming to avoid LFT leakage at the open ends. In this work, the investigations were on a short u-profile with two LFT cross ribs and a constant LFT layer. Its dimensions are shown in Fig. 5:

Dimensions of the u-profile
The tool for the u-profile is positioned with the die in the lower fixed mold half and the punch in the upper movable one. This arrangement enables a direct positioning of the LFT on the metal sheet. Due to the geometrical simplicity of the u-profile and the low sheet thickness (1.0 mm), only small blank holder force is needed. Instead of using the hydraulic die cushion, the blank holder force was realized by four gas pressure springs (each 5.3 kN) in the forming die.
During this work, several different punch designs were designed and investigated to ensure the sealing at the lateral ends of the u-profile against LFT: for example, a.) using identical dimensions for die and u-profile sheet, b.) an integrated LFT reservoir inside the punch for post-forming the part with LFT pressure, and c.) lateral sealing elements with the same contour as the punch, which were positioned with an offset to the punch. None of them could avoid the LFT leakage before the end of the hybrid forming process. The same problems occurred as in the above-described developments for the tub geometry: the leakage of LFT leads to incomplete forming of the metal sheet and to incomplete closing of the mold halves.
Finally, a new effective lateral sealing concept was successfully developed: At first, a geometrical step (contour offset) in the lateral ends of the profile was introduced into the part design itself. Through this part design the punch was separated into a major punch in the middle and two additional sealing elements at both ends (see Fig. 6). The sealing elements are supported by gas pressure springs and can deflect by an offset to the major punch. The major punch is responsible for the hybrid forming of metal sheet and LFT. During the forming process, the sealing elements will move ahead. They, in combination with counter holders of the lower mold half (see Fig. 8), clamp and deform the metal sheet before the main forming by the major punch and LFT pressure happens. It was assumed that if both lateral ends of the profile were pre-formed, these undercuts may work as a mechanical sealing. The sealing in the middle part uses draw beads, which has already been shown on the tub geometry.

Front view of the punch and the lateral sealing elements
To investigate the influence of radius on the sealing or the metal forming, different radius transitions in Fig. 6 at the sealing elements were chosen – both radii worked properly. The transition on the left side is sharper than the right side, which may reduce the formability of the metal sheets. Therefore, sealing elements with a smoother radius, like the right one, are preferred. The offset between the major punch and sealing elements depends on the amount of inserted LFT and can be adjusted.
The performance of these sealing elements strongly relates to its subtle design, which can be seen in Fig. 7. In version 1, both the blank holder and the sealing element have a regular geometry. Experiments have shown that a leakage of LFT occurs exactly where the metal sheet is formed over the die corner (see arrow). The LFT was already pressed out before the sealing element could form the metal sheet at this point. Therefore, both blank holder and die were redesigned and aligned to the contour shape of the lower end of the sealing element which is also modified (green marking in v2 Fig. 7). This results in a previous forming of about 5 mm, but the sealing result was almost similar to version 1. For this reason, a further design change was necessary. In the final version 3, all horizontal areas of the sealing element towards the end of the sealing element were transferred to the blank holder. For better understanding one should look also at Fig. 8 in the 3-dimensional picture. Looking at Fig. 8 along with V3 compared to V2 in Fig. 7, one can see that the blue blank holder V2 is extended by adding a green part in V3. This means that the light grey sealing element is partially removed at the end or outer side of the sealing element. In a top view of the tool, the sealing element has a step as is shown in Fig. 8. This change was a breakthrough for the u-profile sealing concept.

Development steps for the sealing concept (side view); green areas show the modifications compared to the previous version. Please compare V3 also with Fig. 8 for better understanding

(a) Final sealing concept for the u-profile in isometric and (b) side view; blue spots show the position of metal sheet
To make sure that the metal sheet being clamped by the lateral sealing elements, two counter holders need to be used, which are integrated into the die and supported by coil springs (Fig. 8). These two counter holders are completely moved out at the process beginning (for the contact to the metal sheet) and immersed at the end. Figure 8 shows the side view of the whole sealing concept for the u-profile. This is the moment when the metal sheet is formed following the contour of the die and a sealing for the LFT from here on can be guaranteed. This stage is about 15 mm above the bottom dead center of the sealing element, which is far before the LFT is compressed by the major punch. It proves that a slight geometrical sealing works as a barrier for the LFT at the beginning of the process.
Results
Test geometries
By using the developed tools described in chapter 4, hybrid forming tests with different steel grades and thicknesses were performed (Table 1). Figure 9 shows the typical results. Due to the constrain of the tool, only 1 mm thick sheets can be used for the u-profile. The tool for the tub geometry offers the possibility to test sheets between 1 and 2 mm. The thickness difference can be compensated by changing the thickness of the LFT layer.

Hybrid formed tub geometry and u-profile with steel (Table 1) and PA6-LGF40
In the following, the forming behavior of a mild steel DC04 and a dual-phase steel HCT590X were analyzed by using the ARGUS system (GOM). This system uses the optical forming analysis to determine 3D coordinates of the part surface. At first, a pretreatment of the steel blank is needed. A regular pattern of dots (point grid) was applied to the flat blank by electrolytic etching. After the forming of the metal sheet, the ARGUS software evaluates high-resolution images and analyses the relative displacement of all grid points. Both the 3D geometry of the part and the deformation of the metal sheet, such as major and minor strain or thickness reduction, can be determined.
With the 3D surfaces, it is possible to compare the deviation between the formed sheet metal part and the original CAD geometry (see Fig. 10). Due to excessive friction, the point grid was destroyed in some areas so that the data is missing in all white areas. While the DC04 steel is almost perfectly formed except small areas in the flat section of the tub geometry, the deviation of the HCT590X shows an incomplete part forming in almost all radius areas. Both results were accomplished with the maximum available pressing force of 2250 kN, which is equivalent to a fluid pressure of circa 680 bar. To achieve better forming results, press systems with higher maximum force should be used.

Comparison of the geometric deviation between the CAD design and the formed part
The final forming of the metal sheets can also be analyzed by using steel forming limit curves (FLCs). In Fig. 11 the part deformation in comparison to FLCs are shown. FLC 10% or 20% are FLCs with a 10% or 20% reduced forming limit which cover the possible steel material property scatters.

Distribution of part deformation in comparison to FLCs: (a) for DC04, (b) for HCT590X
Since the hybrid forming die was only heated up to 80 °C and the preheated steel sheet (ca. 220 °C) may fast cool down in the direction of 80 °C, the normal RT FLDs of steel were used. According to Fig. 11, the forming limit of DC04 has not been exceeded even in the corner areas of the part with the maximum deformation. However, in the same areas of HCT590X the forming limit has already been exceeded, but the part did not split. The reason could be that the used FLDs are measured at room temperature (RT). At higher temperatures, the forming limits must be higher as well. Another reason could be the influence of LFT on the friction and forming of steels during hybrid forming. Further investigations must be done in the future.
The major parts of the deformation (point clouds) are far away from the forming limits and are therefore not critical. It has to be mentioned that the forming process of hybrid forming is different from the conventional sheet metal forming. For hybrid forming, a high level of blank holder force must be kept during the entire process due to the sealing requirements. In some cases, it has to be increased at the end of the process (see Fig. 4). The possibility for metal flow into the cavity at the end of the process is very restricted. At this moment, the process turns from deep drawing into stretch forming and any further stretching causes excessive thinning.
In Figs. 12 and 13, the thickness distributions on three different sections of produced tub geometry specimens for DC04 and HCT590X were analyzed. The diagrams in part a) were generated by the GOM ARGUS software and the missing line sections due to destroyed point grids were completed by manually measured points. The black lines (sections A-A) show two peaks of thinning at the corners and a smaller variation of thinning in the depth transition of the tub geometry. The sections B-B and C-C also show (blue and green lines) peaks at the corner and a homogenous thickness in between.

(a) Sheet metal thinning in three different sections of the tube geometry; (b) Additional manually measured sheet-/LFT thickness. Steel: DC04

(a) Sheet metal thinning in three different sections of the tube geometry; (b) Additional manually measured sheet-/LFT thickness. Steel: HCT590X
The thickness distributions of the LFT layers are shown in Figs. 12b and 13b. While the DC04 sheet is completely formed by the molten LFT (regular and continuous LFT layer) there are several areas (blue circles) in the HCT590X geometry where the LFT could not release the metal sheet completely from the punch. The LFT thickness is also uniform in the flat areas of the HCT590X sheet, but with a higher absolute thickness compared to the DC04. The reason is the incomplete forming of the HCT590X sheet that leaves less available volume for the LFT. In case of DC04 sheet, the LFT in the corner areas is initially squeezed aside by the punch during the hybrid forming and filled out later at the end of the process.
Interface and joining properties
In this work, the previously described bonding agent Vestamelt Hylink provided by Evonik (chapter 1.4) has been used. For compression molding processes, a coating thickness of about 100 μm is recommended and applied by Evonik. According to the requirements of the bonding agent activation, the precoated metal sheets need to be preheated in an oven to a temperature of 220 °C. The interface of a hybrid formed test sample, i.e. the interface between steel, bonding agent and LFT was analyzed by optical microscopy and is shown in Fig. 14. A firmly bonded connection between PA 6 and bonding agent without any imperfections like air inclusions or separations can be recognized. Even the single glass fibers (black spots) are visible.

Microscopic view of the connection zone of a steel-PA 6 GF sample produced by compression molding
The mechanical properties of the interface connection were analyzed with the help of shear and cross tension specimens (Fig. 15), which were especially developed for the hybrid forming process. The shear specimen is based on the DIN EN 1465 norm with small width adjustments due to process requirements (minimum amount of LFT and a lateral sealing face). The cross tension specimen is a completely new design by the authors. The special geometry was chosen to ensure a minimum of bending stress at the edge of the joining area when cross tension test takes place. The dimensions of the LFT parts for both samples are 50x100x5 mm, which correspondents to an approximate weight of 36 g LFT. This is the minimum amount of LFT to be used. Otherwise, the extreme fast cooling speed of the LFT bulk will constrain the process suitability. The steel used is a 1.5 mm thick DP-K 30/50. The bonding area for the shear tension specimen is 625 mm2. For the cross tension specimen it is 250 mm2. However, the bonding area for cross tension specimen is enlarged by a chamfer, which works as a transition between LFT and steel sheet to 450 mm2. The chamfer is unavoidable to make the specimen.

Dimensions of shear and cross tension specimen (blue: LFT)
The tests were performed on a Zwick Z100 quasi-static tensile testing machine with a testing speed of 2 mm/min. The displacement was measured with the GOM ARAMIS system, which uses the principle of digital image correlation (DIC) for a contactless and material-independent 3D measurement. As shown in Fig. 16, two points on the shear specimen were used to measure the relative displacement. On the cross tension specimen, only a single point was used to measure an absolute displacement because the metal sheet was completely covered by the specimen clamping devices.

Results of the (a) shear lap test and (b) cross tension tests; MMean value, SD Standard deviation
The test curves for the shear specimens are close to each other and the mean value of the shear tensile strength is at about 10 MPa (625 mm2 bonding zone) with a standard deviation of 0.33 MPa. For the cross tension specimens, the mean value for the cross tension strength is about 11 MPa (450 mm2 bonding area) with a standard deviation of 1.43 MPa. It would reach almost 20 MPa if the 250 mm2 bonding area (without the chamfer area) is being used for the calculation. Therefore, considering the inhomogeneous stress distribution in a chamfer, the pure cross tension strength should have some value between 11 and 20 MPa.
The maximum strengths achieved from the shear and cross tension specimens are comparable to the manufacturer’s specifications [19]. Due to the smaller bonding zone, it is understandable that the cross tension strength is higher, because of a more homogeneous stress distribution. At shear specimens, there is always a certain amount of cross tension and bending present due to the “s-shape” caused by a bending moment during the test. In another research project, an even higher shear strength up to 20 MPa was measured with a smaller bonding area and the same bonding agent [14].
Example of application
To demonstrate the lightweight potential of this new material combination and the hybrid forming process, one chassis component has been investigated as an application example. Nowadays, the application of FRP on chassis components is very limited due to manifold requirements. On the one hand, wheel-guiding components require high stiffnesses to withstand high load forces during vehicle maneuvers and to provide a good driving performance. On the other hand, these components must be durable under fatigue and misuse loads. This means that the component is not allowed to fail suddenly under any misuse load cases, such as a curbstone crash. At the same time, a certain amount of deformation must be noticeable. In this way, the driver may recognize the damage since it will lead to a different driving behavior of the vehicle and may replace the damaged component soon. Until today, pure FRP components cannot guarantee this kind of fail-safe-behavior sufficiently.
The new material combination is characterized by a positive fail-safe behavior which means the failure of LFT components does not lead to a complete failure of the whole component. The metal sheet on the outside can guarantee a certain amount of residual strength. Deformation on parts may take place during extreme misuse load cases. In addition, mass reduction can be achieved by decreasing the sheet metal thickness and simultaneously implementing LFT rib structure reinforcements optimized by FEM. For the component shown in Fig. 17, a trailing arm of a multi-link rear suspension, a total mass reduction of more than 20% was realized. This weight reduction was achieved without compromising any mechanical requirement by joining the LFT all-over to the steel sheet with a constant LFT layer and by using local rib enforcements. The design is enabled by the hybrid forming process and still ensures enough bonding strength in the whole component, although the shear and cross tension strengths are limited as mentioned above (chapter 5.2).

(a) Trailing arm produced by hybrid forming and (b) after waterjet cutting
The developed tool for the trailing arm is based on the sealing concept of the tub geometry, which has been described previously in chapter 4. An advanced HCT780X steel with 2.0 mm sheet thickness was successfully hybrid formed with a PA6-LGF40. The following Fig. 17 shows the component a) after demolding and b) after waterjet cutting process.
Summary
Multi-material design has increasingly been used in lightweight design for the automotive industry. Generally, a multi-stage production process is required, in which metal and FRP parts are produced separately and joined together in a subsequent process step. The new hybrid-forming technology offers a cost- and time-efficient single-stage process, which can help to extend the application of hybrid parts in car body and even chassis structures with further weight and cost reduction. In addition, this kind of hybrid component meets fail-safe requirements for wheel-guiding chassis components.
In this work, the idea of hybrid forming, a simultaneous forming process of sheet metal and compression molding of LFT, has been successfully realized. Different innovative tool concepts have been investigated and developed. The corresponding process parameters for both press forming and the processing of LFT materials were identified. New sealing concepts for LFT during the hybrid forming process have been developed. Especially, an effective sealing mechanism has been found and validated for open-end profiles, which can represent many automotive structural parts. It contains a multi-section punch, which is easily applicable. The results of this development, which include the forming ability of hybrid forming, the thickness distribution of the produced parts, and the joining strengths of LFT-metal connections were rated positively.
By using the developed process and tool concepts, a real wheel guiding chassis component, the trailing arm of a multi-link suspension axle, was produced in an industrial-similar press line. A weight reduction of more than 20% was realized.
In the future, further developments for automotive body structures should focus on crash-relevant components, which require high energy absorption. Besides steel, the combination of aluminum and LFT should also be investigated due to the improved forming ability of aluminum at elevated temperatures provided by the molten LFT in hybrid forming.
References
Zhang S, Danckert J (1998) Development of hydro-mechanical deep drawing. J Mater Process Technol 83(1-3):14–25. https://doi.org/10.1016/S0924-0136(98)00039-9
Siegert K, Haeussermann M, Loesch B, Rieger R (2000) Recent developments in hydroforming technology. J Mater Process Technol 98(2):251–258. https://doi.org/10.1016/S0924-0136(99)00206-X
Schemme M (2008) LFT – development status and perspectives. Plastics, Additives & Compounding 10(2):38–43. https://doi.org/10.1016/S1464-391X(08)70060-6
Tatara R (2017) 14 – compression molding. In: Applied plastics engineering handbook, Second edn. Elsevier, Amsterdam, pp 291–320
Buerkle E, Sieverding M, Mitzler J (2003) Spritzgiessverarbeitung von langfaser-verstärktem PP. Kunststoffe 3/2003. Carl Hanser Verlag, München, pp 47–50
Starke J (2016) Carbon Composites in Automotive Structural Applications. EuCIA. Composites and Sustainability, Brussels
Ehrenstein G (2004) Handbuch Kunststoff-Verbindungstechnik. Carl Hanser Verlag, München
Hussain M, Rauscher B, Tekkaya A (2008) Wirkmedienbasierte Herstellung hybrider Metall-Kunststoff-Verbundbauteile mit Kunststoffschmelzen als Druckmedium. Mater Werkst 39(9):585–672. https://doi.org/10.1002/mawe.200800333
Zorn W, Albert A, Drossel W, Raithel D, Nendel W (2014) Fertigung von Metall / Kunststoff-Verbundbauteilen. Wt Werkstatttechnik online, vol 104. Springer-VDI-Verlag, Düsseldorf, pp 614–619
Landgrebe D, Kraeusel V, Rautenstrauch A, Albert A, Wertheim R (2016) Energy-efficiency in a hybrid process of sheet metal forming and polymer injection moulding. Procedia CIRP 40:109–114. https://doi.org/10.1016/j.procir.2016.01.068
Schild J, Ch H (2016) Integriertes Tiefziehen im Spritzgiessprozess. In: 28. Internationales Kolloquium Kunststofftechnik, Shaker, Aachen, pp 709–720
Landgrebe D, Kraeusel V, Rautenstrauch A, Awiszus (2017) Energy-Efficiency and Robustness in a Hybrid Process of Hydroforming and Polymer Injection Molding, vol 8. Procedia Manufacturing, pp 746–753. https://doi.org/10.1016/j.promfg.2017.02.096
N.N. (2017) Lightweight plastic components for car body. https://www.elringklinger.de/de/node/3246. Accessed 12 December 2017
Wehmeyer R (2012) Herstellung von Kunststoff / Metall-Bauteilen mit integrierter Umformung im Spritzgiessprozess. PHD thesis. RWTH Aachen University
Kellner P, Froeschle M, Steinbach K (2014) Die 3D-Hybridtechnologie: Eine neu-artige Stahl-GFK-Hybridbauweise für hoechstbelastete Karosseriestrukturen, vol 18. Internationales Dresdener Leichtbausymposium, Dresden
Modler N, Adam F, Maass J (2015) Intrinsic lightweight steel-composite hybrids for structural components. Materials Science Forum 825–826:401–408. https://doi.org/10.4028/www.scientific.net/MSF.825-826.401
Fang X (2014): patent DE102014004359A1, Deutsches Patent- und Markenamt
NN (2016) Hoechste Waermeeinwirkung per Infrarot. Sonderdruck K Zeitung Ausgabe, vol 7. Giesel Verlag, Hannover
Risthaus M (2017) VESTAMELT® Hylink adhesion promoter (technical information). http://adhesives-sealants.evonik.com/sites/lists/RE/DocumentsAC/FlyerVESTAMELTHylink.pdf. Accessed 30 June 2017
Acknowledgments
This research is supported by the Federal Ministry of Education and Research (BMBF) in the context of a project named “MultiForm” and supervised by the Project Management Agency Karlsruhe (PTKA) at the Karlsruhe Institute of Technology (KIT). We want to express our gratitude to BMBF and PTKA for the support. Additionally, we thank our industrial project partners Weber Fibertech, voestalpine Automotive Components Schwäbisch Gmünd, Sprick Technologies and SimpaTec as well as Altair Engineering, Bond-Laminates, Evonik and Volkswagen for providing technology consulting and supports.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fang, X., Kloska, T. Hybrid forming of sheet metals with long Fiber-reinforced thermoplastics (LFT) by a combined deep drawing and compression molding process. Int J Mater Form 13, 561–575 (2020). https://doi.org/10.1007/s12289-019-01493-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-019-01493-4