
Abstract
In the rapidly evolving landscape of technology, controlling costs in the Wire Electrical Discharge Machining (WEDM) process has emerged as a pivotal concern in the manufacturing industry. The overall machining cost in WEDM hinges on factors such as power consumption, wire electrode usage, and dielectric fluid consumption to complete the machining process. This paper endeavors to present a model for estimating machining costs by establishing correlations between cost calculations and machining parameters. The model provides a comprehensive breakdown of the cost components associated with machining each specimen. Utilizing Response Surface Methodology (RSM), a meta-model was constructed, expressing the machining cost as a function of WEDM process parameters (TON, TOFF, IP, and SV). Subsequently, this mathematical model underwent optimization using two widely adopted multi-objective optimization techniques: Particle Swarm Optimization (PSO) and Genetic Algorithm (GA). The aim was to derive an optimal set of solutions for machining cost minimization. The findings of the study indicated that both PSO and GA are effective in the realm of process parameter optimization. However, PSO exhibits greater promise than GA, as it converges to the objective with fewer generations. This suggests that PSO could be a more efficient and practical choice for machining parameter optimization.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In the context of advancing technology, the estimation and analysis of machining costs have become increasingly prominent in the field of engineering [1]. In contemporary manufacturing systems, good product quality, manufacturing flexibility, and low production costs stands as the key to competitiveness [2–3]. Consequently, the assessment of machining costs holds paramount importance. The pivotal aspect of this assessment lies in constructing robust cost models capable of generating significant cost estimates based on gathered data [4,5,6,7,8]. The Wire Electrical Discharge Machining (WEDM) process stands out for its broad acceptance due to its high machining accuracy and minimal error in product development [9,10,11,12]. However, cost estimation of WEDM is a challenging task due to the vast array of influencing factors that must be considered. It is a critical aspect in determining the appropriate machining parameters, materials, and equipment [13–14]. Incorrect decisions during the machining stage can lead to substantial costs later in the development process, with modifications becoming more expensive as they occur later in the development cycle [15,16,17]. Therefore, careful consideration and consciousness during decision-making are essential for cost estimators.
In the current market scenario, the demand for product diversity is driven by diversification. Product diversity is linked to increased product design complexity, with the design stage accounting for a significant portion, around 70% or more, of the total production cost [18]. The challenges posed by product diversity make early-stage manufacturing cost estimation crucial for optimizing overall product costs. Accurate cost estimation plays a pivotal role in bidding strategies, resource management, product development, and contributes to the economic success of a company. Over time, researchers have shown a growing interest in developing accurate cost estimation models. Early efforts included the consideration of costs beyond direct costs [19]. Subsequent models focused on different machining processes during manufacturing time [20], cost estimation during the product design phase [21], and hybrid cost estimation models [22] that combined past experience, direct cost computations, and parametric cost estimation. Knowledge-based computing methods, such as neural networks, have been employed for cost estimation in machining [23–24]. Models have been developed to minimize machining costs by considering factors such as energy consumption [25], insert grade, feed rate, and depth of cut [26]. Optimization efforts for CNC milling have involved tool sequence optimization [27,28,29], and geometrical algorithm optimization [30]. Economic models for heavy machining operations [31], deep drawing metal sheets [32], and CNC manufacturing [32] have also been explored. In the context of CNC turning, genetic algorithms have been used for optimizing machining costs [33]. A plethora of related works on machining costs can be found in the literature [34], illustrating the ongoing efforts to enhance cost estimation methodologies in the field of manufacturing.
The estimation of machining cost involves expressing it as an analytical function of variables that represent key features of the machining process, aiming to capture their influence on the final cost. The approach to estimating the cost of WEDM is analytical, breaking down the overall cost into elementary components such as power consumption, wire electrodes, and dielectric fluid. This analytical technique becomes more powerful when coupled with modern evolutionary algorithmic approaches. Hybrid models offer a range of benefits in enhancing the accuracy, efficiency, and cost-effectiveness of WEDM. Firstly, such hybrids can improve accuracy by exploring a wider solution space, ensuring better convergence to the optimal machining parameters. Secondly, efficiency is enhanced through quicker convergence to near-optimal solutions, reducing computation time and enhancing productivity. Additionally, the cost-effectiveness of WEDM operations improves as hybrid models minimize material waste and reduce energy consumption by finding more efficient cutting paths and parameter settings. Moreover, the combination of algorithms allows for better handling of complex, multi-objective optimization problems commonly encountered in WEDM, enabling manufacturers to optimize for various factors simultaneously such as surface finish, machining time, and electrode wear [35].
In this study, Response Surface Methodology (RSM) is utilized as a combination of statistical and mathematical methods for modeling and analyzing scenarios where multiple variables and objectives impact an output [36]. A polynomial response surface model is employed to understand how the WEDM process parameters affect the total machining cost. The use of RSM is driven by the necessity to comprehend the contributions of various parameters to the overall cost. To economize on actual experimental expenses, a strategy of mathematical model-guided optimization is adopted. System identification techniques, particularly RSM, are employed to establish connections between machining costs and WEDM process parameters. Noteworthy is the incorporation of two widely used evolutionary algorithms, such as Particle Swarm Optimization (PSO) and Genetic Algorithm (GA), alongside the RSM model to minimize total machining costs. This study stands out from prior research by presenting a unique and innovative methodology geared towards minimizing machining costs in the domain of WEDM.
2 Materials and methods
2.1 Experimental information
The experiments were accomplished using a CNC-assisted wire electrical discharge machine (Eletronica ELPULS-40 A), and the machine’s specifications are showed in Table 1. Table 2 illustrates the variation of input parameters during experimentation, and Table 3 outlines the fixed machining parameters. During experimentation, a 0.25 mm diameter zinc-coated brass wire electrode was employed for machining, and deionized water served as the dielectric medium. The workpiece material consisted of a rectangular-shaped Inconel 800 plate (50 mm × 50 mm × 10 mm). Four input variables, viz. pulse-on time (TON), pulse-off time (TOFF), peak current (IP), and servo voltage (SV), were selected at varying levels to investigate their effects on the total machining cost. The experimental design followed a systematic L27 Taguchi’s orthogonal array. The steps of the contemporary research are represented in Fig. 1, providing a visual understanding of the experimental procedure as well as the progression of the investigation.

The steps involved in the contemporary study
2.2 Total machining cost estimation procedure
2.2.1 Cost of power consumption (C p)
In the process of monitoring load power in the WEDM, a 3Ø wattmeter is connected to the isolation transformer. The wattmeter’s indication is multiplied by the wattmeter multiplication constant of 100 to determine the load power in watts. The wattmeter, connected to the isolation transformer of the WEDM, begins deflection on its dial indicator when metal cutting commences. By observing the deflection, the actual power consumption during the metal cutting process is determined. The load power is then multiplied by the machining time to convert it to Board of Trade units (BOT) or kilowatt-hours. To calculate the cost of power consumption in rupees, a predetermined cost per unit for electricity (Rs. 6/-) is used.
2.2.2 Cost of consumed wire (C w)
One of the significant operating costs for WEDM is the expense associated with the wire consumed during a cut. The cost savings in consumables, if any, must be balanced against maintenance costs and lost production time to assess its advantages. The improvement in EDM wire savings, coupled with increased productivity through enhanced reliability, can substantially impact overall profitability. After the completion of the machining operation, the consumed wires are collected, and their weight is measured to determine the actual wire consumption. The wire spool used in this experiment has an initial weight of 3500 g, and its approximate cost of purchase is Rs. 5000/-. Therefore, the cost of 1 gram of wire is calculated as Rs. 1.43/-. The weight measuring machine used has precision up to two decimal units of a gram.
2.2.3 Cost of dielectric fluid (C d)
In WEDM, a blend of resin and deionized water serves as the dielectric fluid. This fluid is pumped from the sump tank to the cutting zone using a convergent nozzle. As the machining progresses, the dielectric’s conductivity increases because of the generation of metal ions and the dissolution of atmospheric gases, as indicated in the table below. The maximum conductivity of deionized water is set at 40 µs. The increments in conductivity are measured by a digital conductivity meter, analyzing the used dielectric fluid (dirty water). Over an 8-hour period, the conductivity of dirty water increases by (14.45–7.3) = 7.19 µs, while for filtered water, it increases by (16.41–9.95) = 6.46 µs. The average increase in conductivity over 8 h is calculated as (7.19 + 6.46)/2 = 6.83 µs. Consequently, the increase in conductivity per hour is (6.83/8) = 0.85375 µs, and per minute, it is 0.01423 µs. Considering an initial conductivity of 6.3 µs, the dielectric water can be used until it reaches (40 − 6.3) = 33.7 µs. For a machining process, the system requires 350 L of deionized water and 7.5 kg of resin, costing Rs. 10/liter and Rs. 350/kg, respectively. Therefore, the cost of the sump tank (Deionized water + Resin) is (350 × 10) + (7.5 × 350) = (3500 + 2625) = Rs. 6125/-. This cost is attributed to the increase in the conductivity level of the dielectric fluid. Consequently, the cost for 1 µs of conductivity increase is calculated as Rs. 6125/40 = Rs. 153.12. Finally, the total machining cost (CT) is determined by summing up all the cost components, as illustrated in Eq. 1.
2.3 Response surface methodology
RSM is a powerful statistical and mathematical practice employed in the modelling and optimization of complex engineering problems. It is particularly useful when the correlation between input and the response variables of a system is not linear and involves interactions between variables. RSM aims to create a mathematical model that accurately represents the behaviour of the system, allowing engineers to optimize and understand the response surface within the experimental region. The central concept of RSM is the construction of a mathematical model, often a polynomial equation, that approximates the response variable in terms of the input variables [37]. The general form of a second-order polynomial equation in two variables x1 and x2 is:
In this equation, Y is the corresponding output, and x1, x2, …, xn are independent input parameters. The coefficients b0, b1, b2, etc., represent the second-order regression coefficients, contributing to linear, higher-order, and interactive effects of the input parameters. These coefficients are estimated using responses collected through design points, employing the least squares technique.
RSM involves designing a set of experiments within a defined experimental region, collecting data, and fitting the model to the observed responses. The fitted model can then be used for forecast, optimization, and sensitivity analysis. RSM finds applications in several engineering sectors, where it aids in the optimization of processes and the discovery of optimal operating conditions. By systematically exploring the response surface, engineers can efficiently identify and understand the key factors influencing the system’s performance, facilitating informed decision-making and improved designs.
2.4 Evolutionary algorithms
Evolutionary algorithms offer a robust approach to optimize parameters in WEDM for multi-objective scenarios. By employing techniques like Genetic Algorithms or Particle Swarm Optimization, one can explore the parameter space efficiently. These algorithms balance conflicting objectives such as accuracy, material removal rate, and tool wear ratio, crucial for cost-effective machining. Through iterative generations, the algorithm evolves candidate solutions, adjusting parameters like pulse-on time, current, and wire tension, to achieve optimal trade-offs between objectives. By utilizing fitness functions tailored to each objective, the algorithm guides the search towards Pareto optimal solutions, where one objective cannot be improved without degrading others. This enables manufacturers to make informed decisions based on the specific requirements of the machining task, ultimately enhancing productivity and reducing costs in WEDM operations. Moreover, the environmental sustainability of WEDM can be enhanced through the use of evolutionary algorithms. By finding the optimal combination of parameters, these algorithms can reduce energy consumption, decrease material waste, and lower the carbon footprint of the machining process. This aligns with the growing focus on eco-friendly manufacturing practices, making WEDM more environmentally responsible.
2.4.1 Particle swarm optimization
PSO, an optimization algorithm inspired by natural phenomena, emulates the collective dynamics observed in the social interactions of birds or fish flocking [38]. Pioneered by Kennedy and Eberhart in 1995, PSO has become a prevalent tool in addressing optimization challenges across diverse domains, including engineering, finance, and artificial intelligence [39]. Within the PSO framework, a population of potential solutions, denoted as particles, navigates the expansive search space to ascertain the most advantageous solution. Each particle refines its position and velocity by drawing upon its individual experiences and assimilating the shared knowledge of the entire swarm. The algorithm is steered by two pivotal components: the personal best position (pbest), representing the most favorable solution encountered by a particle, and the global best position (gbest), signifying the optimal solution identified by any particle within the swarm. The updates in position and velocity for each particle are delineated by the ensuing equations:
Herein, vi(t) denotes the velocity of particle i at time t, while \(\:{x}_{i}\left(t\right)\) signifies the position of particle i at the same instant. The symbols w, c1, and c2 represent the inertia weight, acceleration coefficients, and r1, r2 denote random values within the interval [0,1]. The term \(\:{pbest}_{i\:}\)designates the personal best position of particle i, and gbest denotes the global best position in the optimization space.
The inertia weight assumes a pivotal role in modulating the equilibrium between exploration and exploitation, delineating the algorithm’s propensity to navigate the search space extensively or to focus on exploiting promising regions. Meanwhile, the acceleration coefficients wield control over the particle’s discernment of its personal best versus the collective wisdom encapsulated in the swarm’s global best. The PSO algorithm perseverates through iterative cycles until a predetermined termination criterion materializes, be it the attainment of a specified number of iterations or the realization of a satisfactory solution. The procedural intricacies of the PSO algorithm are elucidated in Fig. 2.

The steps involved in PSO algorithm
2.4.2 Genetic algorithm
GA is a popular optimization technique inspired by the process of natural selection and genetics. These algorithms belong to the broader class of evolutionary algorithms and are designed to search for optimal solutions to complex problems. The fundamental concept behind genetic algorithms is the mimicking of biological evolution by maintaining a population of potential solutions to a problem and iteratively applying genetic operators to produce successive generations. The process begins with the initialization of a population of candidate solutions, often represented as individuals in a population, each with a set of parameters or traits. These individuals undergo a selection process based on their fitness, which measures their ability to solve the problem at hand [40].
In the course of the selection procedure, individuals exhibiting enhanced fitness stand a heightened likelihood of being selected for reproduction, facilitating the transmission of their genetic information to successive generations. The genetic operators, specifically crossover (recombination) and mutation, emulate the biological evolutionary processes of recombination and mutation. Crossover amalgamates traits from two parent individuals to engender novel offspring, whereas mutation introduces minor random alterations in an individual’s traits. This iterative progression persists across multiple generations, fostering the evolution and convergence of the population toward optimal or near-optimal solutions [41,42,43,44]. Genetic algorithms demonstrate particular efficacy in addressing intricate, multidimensional optimization quandaries across diverse domains such as engineering, finance, and artificial intelligence. This is especially pertinent in scenarios where conventional optimization approaches may encounter challenges due to the non-linearity and high dimensionality of the solution space. The schematic depiction in Fig. 3 provides an overview of the Genetic Algorithm.

The overview of Genetic Algorithm
3 Results and discussion
3.1 Statistical analysis of the response parameter
3.1.1 Effect of machining inputs on total machining cost
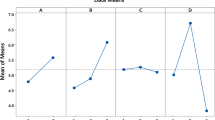
Figure 4(a) shows that with an increase in TON, total machining cost decreases. When TON is 105 µs machining cost is maximum but when TON is 111 µs then machining cost is minimum. As the pulse-on time is extended, the material removal rate (MRR) tends to rise, leading to higher efficiency in the machining process. Longer pulse-on times allow for more effective and sustained discharges, facilitating better material erosion and faster machining speeds. Moreover, increased pulse-on times contribute to improved stability and accuracy in cutting, reducing the need for secondary finishing operations. With longer pulse durations, the heat generated during the process is distributed over a larger time frame, minimizing thermal stress on the workpiece and enhancing surface finish. Consequently, the overall productivity and cost-effectiveness of the WEDM process are enhanced as a result of optimized material removal and improved machining performance associated with longer pulse-on times.

Effect of WEDM process parameters on total machining cost. a Effect of TON. b Effect of TOFF. c Effect of IP. d Effect of SV
The second plot (Fig. 4(b)) suggests that initially, as the pulse-off time increases, there is a tendency for the total machining cost to rise. This is attributed to the longer duration of the pulse-off time, leading to increased energy consumption and higher wear on the electrode. As the pulse-off time continues to extend, the material removal rate diminishes, resulting in a slower machining process. However, beyond a certain threshold, a reversal in the trend occurs. With further increases in pulse-off time, the total machining cost starts to decrease. This is primarily due to reduced electrode wear, enhanced surface finish, and improved machining efficiency. The diminishing wear on the electrode contributes to longer tool life, lowering tool replacement costs. Therefore, the optimal pulse-off time strikes a balance between efficient material removal and minimized tool wear, leading to an overall reduction in the total machining cost.
Figure 4(c) illustrates the impact of IP on machining costs. It is evident that within the range of 210–220 A, the machining cost remains constant; however, with an increase in IP from 220 to 230 A, there is a slight decrease in machining costs. The consistent machining cost between peak currents of 210–220 A in WEDM suggests an optimal operating range, where efficiency and material removal rates are balanced. The stability within this range may result from a harmonious interplay of factors such as tool wear, material removal rates, and energy consumption. When the peak current increases from 220 to 230 A, a slight decrease in machining cost could be attributed to enhanced material removal efficiency. The higher current may lead to increased aggressiveness, resulting in improved cutting speeds and reduced machining time, thereby lowering overall costs. However, beyond a certain point, escalating peak currents may cause excessive tool wear, compromised surface finish, or increased energy consumption, leading to diminishing returns and an upward trend in machining costs. Therefore, the observed trend underscores the importance of finding an optimal balance between current intensity and machining parameters for cost-effective and efficient WEDM processes.
The Fig. 4(d)) shows increasing spark gap voltage initially raises machining costs, but beyond a certain point, costs start to decrease. At lower spark gap voltages, the electrical discharge may not have sufficient energy to efficiently remove material, resulting in slower machining rates and higher tool wear. As the voltage increases, the energy delivered to the workpiece intensifies, leading to improved material removal rates and reduced machining time. However, this also contributes to increased electrode wear, as the higher energy discharges erode the electrode at a faster rate. Once the spark gap voltage surpasses a critical value, the enhanced material removal efficiency compensates for the elevated electrode wear. The machining process becomes more effective, and the reduction in machining time outweighs the increased tool wear, leading to an overall decrease in machining costs.
3.1.2 Analysis of variance (ANOVA)
ANOVA, a statistical method, proves instrumental in evaluating the influence of multiple factors on a variable. It effectively dissects total variance into components attributed to various sources, enabling researchers to discern the relative impact of individual factors and make well-informed decisions. In the current study (Fig. 5), the percentage contributions of various WEDM process parameters to the total machining cost are depicted. TON emerges as the most significant factor, contributing 41% to the total variation in machining cost. Following closely is SV, making a substantial 20% contribution, while TOFF and IP exhibit nearly equal statistical significance at 17% and 15%, respectively. The coefficient of determination, R², serves as a measure of the degree of fit, representing the ratio of explained variation to total variation. With an R² value of 0.9316, the model demonstrates a strong fit, explaining 93.16% of the total variations. Adjusted R², which accounts for the model’s size (number of factors), is 0.9030, signifying that 90.30% of the total variability is explained by the model after considering the significant factors. R² (Pred.) further supports model reliability, standing at 0.8439. This value indicates that the model is expected to elucidate 84.39% of the variability in new data, affirming the robustness of the model’s predictions beyond the dataset used for development.

The percentage contribution of each process parameter on total machining cost
3.1.3 Residual plot analysis
Residual plots are crucial for assessing the adequacy of a model fitting. This analysis encompasses four distinctive plots: the normal probability plot, the residuals versus fitted plot, the histogram portraying the distribution of residuals, and the plot depicting residuals against the order of observation. As illustrated in Fig. 6, the residual plot for total machining cost unveils valuable insights. In the normal probability plot, the cost data points exhibit a commendable proximity to the straight line, indicating the preservation of the assumption of normality. The residual versus fitted plots indicate a random scattering of data points, affirming the validity of the assumption of constant variance. Additionally, a subtle skewness is perceptible in the histogram plot. Lastly, the residual versus order plot reveals discernible fluctuations with noticeable ups and downs. This comprehensive evaluation of residual plots aids in the thorough examination of model fitness and underlying assumptions.

Residual plot analysis for total machining cost
3.2 Results of modeling and optimization
In this study, a total of twenty-seven experiments were conducted to assess the overall machining cost. The primary goal of the investigation is to identify the minimum machining cost, a crucial factor influencing a product’s competitiveness in the open market. The objective function is formulated using RSM and is expressed as Equ. 5.
Subjected to the following inequality constraints:
After generating the objective cost function, optimization is carried out using PSO and GA techniques. The implementation of both algorithms is done in MATLAB to minimize the objective cost function. The determination of an optimal number of populations and generations is achieved through a trial and error approach. Table 4 outlines the parametric configuration details for PSO and GA. Figure 7(a-b) illustrates that the objective function converges within the 10th generation for PSO and the 60th generation for GA. However, both algorithms yield the minimum machining cost when the parameters are set to TON = 117.7124 µs, TOFF = 57 µs, IP = 222.1145 A, and SV = 20 V. Figure 8 indicates that GA requires significantly more computational time compared to PSO. To validate the predicted responses at the optimal experimental conditions, an experiment is conducted. The deviations between the experimental and predicted response values are presented in Table 5. The comparison reveals minimal errors between the predicted and experimental responses, affirming the validity of the optimal parametric sequence. This underscores the effectiveness of the employed optimization techniques in achieving accurate and reliable results.

Convergence behavior of the objective function

Iterative Time required for PSO and GA
3.3 Enhancing cost efficiency in turbo-machinery manufacturing: study significance
The study on optimizing Wire-Cut EDM parameters through evolutionary algorithms presents a comprehensive approach to enhancing cost efficiency in turbo-machinery manufacturing. By utilizing RSM and evolutionary optimization techniques like PSO and GA, the research aims to identify the optimal set of machining parameters that minimize costs while maintaining machining quality.
The study delves into key process parameters such as pulse-on time, pulse-off, peak current, and spark gap voltage to understand their impact on machining costs. Through experimentation and modeling, the research reveals insights such as the influence of longer pulse-on times on stability and surface finish, and the optimal thresholds for pulse-off time and peak current to reduce wear and enhance efficiency. By optimizing these parameters based on the study’s findings, manufacturers in turbo-machinery production can achieve significant cost savings while improving machining outcomes.
Furthermore, the integration of evolutionary algorithms like PSO and GA allows for efficient exploration of the parameter space and the identification of optimal solutions for cost minimization. These algorithms enable manufacturers to balance conflicting objectives such as speed, accuracy, and energy efficiency, crucial for cost-effective machining in turbo-machinery manufacturing. By leveraging the analytical and experimental efforts outlined in the study, manufacturers can fine-tune their machining processes, reduce material waste, and optimize energy consumption, ultimately leading to improved cost efficiency and competitiveness in the production of turbo-machinery components.
4 Conclusion
This paper employs a comprehensive approach to determine the optimal machining cost of WEDM using two multi-objective optimization techniques. Taguchi’s L27 design of experiment is initially used to explore machining parameters systematically. An experimental setup assesses costs related to power consumption, consumed wire, and dielectric fluid. A quadratic mathematical equation is then developed using RSM to model the total machining cost. This equation serves as the objective function for the multi-objective optimization techniques. Overall, the research combines experimental and analytical efforts, with key findings and contributions outlined as follows:
-
Longer pulse-on times enhance stability, accuracy, and surface finish, improving WEDM cost-effectiveness. For pulse-off time, an initial cost rise is linked to energy consumption and electrode wear, but an optimal threshold reduces costs by minimizing wear and enhancing efficiency. Peak current’s impact on costs is balanced within 210–220 A, with a slight decrease beyond 220 A due to improved material removal efficiency. Although spark gap voltage initially raises costs, beyond a critical value, increased material removal efficiency results in an overall machining cost reduction.
-
ANOVA dissects total variance, revealing WEDM process parameters’ contributions to machining costs. TON dominates with a 41% impact, followed by SV at 20%, and TOFF and IP each at 17% and 15%. The model exhibits a strong fit (R² = 93.16%) and reliability in predicting new data (R² (Pred.) = 84.39%).
-
Residual plot analysis shows insights from the residual plot for total machining cost, confirming normality, constant variance, and revealing subtle skewness. This evaluation ensures a thorough examination of model fitness and assumptions.
-
RSM-derived cost function optimized with PSO and GA in MATLAB, achieving minimum machining cost at TON = 117.7124 µs, TOFF = 57 µs, IP = 222.1145 A, and SV = 20 V. Further analysis shows PSO converges by the 10th generation, while GA converges by the 60th generation. So, GA requires more computational time than PSO, underscores the effectiveness of PSO algorithm.
Evolutionary algorithms offer promising avenues for optimizing WEDM across diverse manufacturing sectors and specialized machining processes. In the future, these algorithms could revolutionize WEDM by fine-tuning machining parameters such as pulse-on time, pulse-off time, and servo voltage to enhance material removal rates, surface finish, and minimize tool wear. Breakthroughs might include the development of adaptive algorithms that self-optimize based on real-time feedback, enabling WEDM systems to autonomously adjust parameters for varying workpiece materials and geometries. Moreover, evolutionary algorithms could facilitate multi-objective optimization, balancing conflicting goals like speed, accuracy, and energy efficiency, ushering in an era of highly efficient, adaptable, and sustainable WEDM solutions across industries ranging from aerospace to medical devices.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Dharmender, R.K., Bhatia, A.: Investigation of the effect of process parameters on surface roughness in wire electric discharge machining of EN31 tool steel. In proceedings of the national conference on trends and advances in mechanical engineering YMCA university of science and technology, Faridabad. (2012)
Rao, P.S., Ramji, K., Satyanarayana, B.: Effect of WEDM conditions on surface roughness: A parametric optimization using Taguchi method. Int. J. Adv. Eng. Sci. Technol. 6(1), 41–48 (2011)
Kumar, A., Singh, D.K.: Strategic optimization and investigation effect of process parameters on performance of Wire Electric Discharge Machine (WEDM). Int. J. Eng. Sci. Technol., 4(6). (2012)
Tosun, N.: The effect of the cutting parameters on performance of WEDM. KSME Int. J. 17, 816–824 (2003)
Yuan, J., Wang, K., Yu, T., Fang, M.: Reliable multi-objective optimization of high-speed WEDM process based on gaussian process regression. Int. J. Mach. Tools Manuf. 48(1), 47–60 (2008)
Bhowmik, A., Kumar, R., Babbar, A., Romanovski, V., Roy, S., Patnaik, L., Alawadi, A.H.: Analysis of physical, mechanical and tribological behavior of Al7075-fly ash composite for lightweight applications. Int. J. Interact. Des. Manuf. (IJIDeM), 1–14. (2023)
Yang, L., Kumar, R., Kaur, R., Babbar, A., Makhanshahi, G.S., Singh, A., Alawadi, A.H.: Exploring the role of computer vision in product design and development: A comprehensive review. Int. J. Interact. Des. Manuf. (IJIDeM), 1–48. (2024)
Upadhyay, V., Misra, J.P., Singh, B.: Wire-breakage prediction during WEDM of Ni-based superalloy using machine learning-based classifier approaches. Int. J. Interact. Des. Manuf. (IJIDeM), 1–11. (2023)
Mahapatra, S.S., Patnaik, A.: Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int. J. Adv. Manuf. Technol. 34, 911–925 (2007)
Kumar, A., Kumar, V., Kumar, J.: Prediction of surface roughness in wire electric discharge machining (WEDM) process based on response surface methodology. Int. J. Eng. Technol. 2(4), 708–719 (2012)
Rajyalakshmi, G., Venkata Ramaiah, P.: A parametric optimization using Taguchi method: Effect of WEDM parameters on surface roughness machining on Inconel 825. Elixir Mech. Eng. 43, 6669–6674 (2012)
Liao, Y.S., Woo, J.C.: The effects of machining settings on the behavior of pulse trains in the WEDM process. J. Mater. Process. Technol. 71(3), 433–439 (1997)
Prohaszka, J., Mamalis, A.G., Vaxevanidis, N.M.: The effect of electrode material on machinability in wire electro-discharge machining. J. Mater. Process. Technol. 69(1–3), 233–237 (1997)
Xinsheng, X., Shuiliang, F., Xinjian, G.: A model for manufacturing cost estimation based on machining feature. (2006)
Raj, A., Misra, J.P., Khanduja, D., Saxena, K.K., Malik, V.: Design, modeling and parametric optimization of WEDM of Inconel 690 using RSM-GRA approach. Int. J. Interact. Des. Manuf. (IJIDeM), 1–11. (2022)
Kalita, K., Ghadai, R.K., Chakraborty, S.: A comparative study on multi-objective pareto optimization of WEDM process using nature-inspired metaheuristic algorithms. Int. J. Interact. Des. Manuf. (IJIDeM). 17(2), 499–516 (2023)
Sen, B., Hussain, S.A.I., Gupta, A.D., Gupta, M.K., Pimenov, D.Y., Mikołajczyk, T.: Application of type-2 fuzzy AHP-ARAS for selecting optimal WEDM parameters. Metals. 11(1), 42 (2020)
March, A., Kaplan, R.S.: John Deere Component Works; A Case Study. IN The Design of Cost Management Systems, edited by Cooper, R. and Kaplan, R. (EnglewoodCliOEs, NJ: Prentice Hall), 291–303
Creese, R., Adithan, M.: Estimating and Costing for the Metal Manufacturing Industries. CRC (1992)
Rehman, S., Guenov, M.D.: A methodology for modelling manufacturing costs at conceptual design. Comput. Ind. Eng. 35(3–4), 623–626 (1998)
Ben-Arieh, D.: Cost estimation system for machined parts. Int. J. Prod. Res. 38(17), 4481–4494 (2000)
Brinke, E.T., Lutters, E., Streppel, T., Kals, H.J.J.: Variant-based cost estimation based on information management. Int. J. Prod. Res. 38(17), 4467–4479 (2000)
Bode, J.: Neural networks for cost estimation: Simulations and pilot application. Int. J. Prod. Res. 38(6), 1231–1254 (2000)
Ping, L., Yongtong, H., Bode, J.: Multi-agent system for cost estimation. Comput. Ind. Eng. 31(3–4), 731–735 (1996)
Jahan-Shahi, H., Shayan, E., Masood, S.: Cost estimation in flat plate processing using fuzzy sets. Comput. Ind. Eng. 37(1–2), 485–488 (1999)
Asiedu, Y., Besant, R.W.: Simulation-based cost estimation under economic uncertainty using kernel estimators. Int. J. Prod. Res. 38(9), 2023–2035 (2000)
Velchev, S., Kolev, I., Ivanov, K., Gechevski, S.: Empirical models for specific energy consumption and optimization of cutting parameters for minimizing energy consumption during turning. J. Clean. Prod. 80, 139–149 (2014)
Rajemi, M.F., Mativenga, P.T., Aramcharoen, A.: Sustainable machining: Selection of optimum turning conditions based on minimum energy considerations. J. Clean. Prod. 18(10–11), 1059–1065 (2010)
D’Souza, R., Wright, P., Sequin, C.: Automated microplanning for 2.5-D pocket machining. J. Manuf. Syst. 20(4), 288–296 (2001)
D’Souza, R.M., Sequin, C., Wright, P.K.: Automated tool sequence selection for 3-axis machining of free-form pockets. Comput. Aided Des. 36(7), 595–605 (2004)
Chen, Z.C., Fu, Q.: An optimal approach to multiple tool selection and their numerical control path generation for aggressive rough machining of pockets with free-form boundaries. Comput. Aided Des. 43(6), 651–663 (2011)
Geng, L., Zhang, Y.F., Li, H.Y.: Multi-cutter selection and cutter location (CL) path generation for five-axis end-milling (finish cut) of sculptured surfaces. Int. J. Adv. Manuf. Technol. 69, 2481–2492 (2013)
Vipin, R.S., Mishra, Ranganath, M.S.: Optimization of Machining cost and time in heavy machining operation. Int. J. Adv. Res. Innov. 2(3), 688–691 (2014)
Naranje, V., Kumar, S., Hussein, H.M.A.: A knowledge based system for cost estimation of deep drawn parts. Procedia Eng. 97, 2313–2322 (2014)
Gupta, R., Agrawal, S., Singh, P.: Modeling and optimization of WEDM machining of armour steel using modified crow search algorithm approach. International Journal on Interactive Design and Manufacturing (IJIDeM), 1–21. (2024)
Clerc, M., Kennedy, J.: The particle swarm-explosion, stability, and convergence in a multidimensional complex space. IEEE Trans. Evol. Comput. 6(1), 58–73 (2002)
Kennedy, J., Eberhart, R.: Particle swarm optimization. In Proceedings of ICNN’95-international conference on neural networks (Vol. 4, pp. 1942–1948). IEEE. (1995), November
Shi, Y., Eberhart, R.: A modified particle swarm optimizer. In 1998 IEEE international conference on evolutionary computation proceedings. IEEE world congress on computational intelligence (Cat. No. 98TH8360) (pp. 69–73). IEEE. (1998), May
Shi, Y., Eberhart, R.C.: Parameter selection in particle swarm optimization. In Evolutionary Programming VII: 7th International Conference, EP98 San Diego, California, USA, March 25–27, 1998 Proceedings 7 (pp. 591–600). Springer Berlin Heidelberg. (1998)
Goldberg, D.E.: Cenetic Algorithms in Search. Optimization, Machine Learning (1989)
Singh, S., Sajwan, M., Singh, G., Dixit, A.K., Mehta, A.: Efficient surface detection for assisting collaborative robots. Robot. Auton. Syst. 161, 104339 (2023)
Singh, G., Singh, H., Sharma, Y., Vasudev, H., Prakash, C.: Analysis and Optimization of Various Process Parameters and Effect on the Hardness of SS-304 Stainless Steel Welded Joints, pp. 1–8. International Journal on Interactive Design and Manufacturing (IJIDeM) (2023)
Holland, J.: Adaptation in natural and artificial systems, univ. of mich. press. Ann. Arbor. 7, 390–401 (1975)
Singh, G., Vasudev, H., Arora, H.: A short note on the processing of materials through microwave route. In Advances in Materials Processing: Select Proceedings of ICFMMP 2019 (pp. 101–111). Springer Singapore. (2020)
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
All authors have made a substantial contribution to the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sen, B., Dasgupta, A. & Bhowmik, A. Optimizing wire-cut EDM parameters through evolutionary algorithm: a study for improving cost efficiency in turbo-machinery manufacturing. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-024-02001-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-024-02001-y