
Abstract
Additive manufacturing, particularly the Fused Deposition Modeling (FDM) technique, has garnered considerable interest across multiple industries owing to its capacity to efficiently and inexpensively fabricate intricate geometries. To ensure optimal performance and dependability, it is essential to comprehend the impact of FDM process parameters upon a mechanical properties of 3D-printed parts. The main objective of this work is to investigate the impact of FDM process parameters using Polylactic Acid (PLA) material. The research employs a experimental design utilizing the Box-Behnken approach. Multiple sets of PLA specimens are produced using various FDM process parameters, including air gap, extruder temperature, layer thickness, infill density, and raster angle. Each specimen’s tensile strength is measured using a universal testing machine, and result obtained is statistically analyzed for identification of significant correlations between the process parameters and the mechanical performance of the printed parts. The results indicate that specific process parameters in the Fused Deposition Modeling (FDM) technique significantly affect the tensile strength of parts made from Polylactic Acid (PLA). The relationship between layer thickness and infill density and their impact on tensile strength, percent elongation, and maximum force is significant, underscoring the need for careful parameter optimization in the printing process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Rapid prototyping (RP) techniques have evolved and continued to develop since the late 1980s, providing product designers and manufacturing engineers with an advantageous approach for developing prototypes or conceptual models for testing [1]. At every stage of the product development process, RP approaches are used to save time and money. Due to their versatility in creating models more quickly and with higher part quality, several RP techniques that are currently commercially available have potential applications in the sectors of engineering, architecture, and medicine [2].
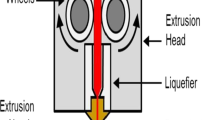
One of the RP techniques created by Stratasys Inc., a leading manufacturer of 3D printers with its headquarters in the United States, is fused deposition modelling. Material for FDM is kept as filament on a spool or cartridge. Once it reaches the liquefier, where it is heated upto the semi-liquid state and extruded via nozzle, rollers direct the filament [3]. FDM is now most used additive manufacturing techniques. Unwound from a coil, a plastic filament delivers substance to an extrusion nozzle. The plastic is heated in the nozzle to melt it, and it contains a mechanism that lets you control the flow of the melted plastic. The mechanical stage on which the nozzle is attached can be adjusted both horizontally and vertically [4]. Each layer is formed by the deposition of a thin bead of extruded plastic when the nozzle is moved over the table in the necessary geometry [5]. Immediately after being squirted from the nozzle, the plastic cools, hardens, and bonds to the layer below. A diagramatic arrangement of the FDM process is shown in Fig. 1.

Fused deposition modeling process [6]
A process parameter is one which has a strong connection with the properties and quality characteristics of the end product. More than 20 process parameters are involved in FDM process as reported by various researchers [7]. The major FDM process parameters are shown in Fig. 2 and are discussed below.

Common processing parameters in FDM process
-
a)
Air Gap: A gap upon the layer deposited between two adjacent raster’s. If two adjacent layers overlapped an air gap is considered negative [8].
-
b)
Temperature of Extrusion: It is material filament heating temperature during the FDM process. Material and print speed affect extrusion temperature [9].
-
c)
Build Orientation: The notion of build orientation pertains to the spatial arrangement of a component with respect to the X, Y, and Z-axes on a build platform [10]. While certain research endeavors quantify the parameter of build orientation, others adopt a categorical approach towards it.
-
d)
Infill Pattern: Dissimilar infill patterns are utilized in parts for producing a strong and durable internal structure. It is usually used are hexagonal, circle, and linear.
-
e)
Raster Width: The term “raster width” designates the width of deposition bead in the identified manner, which is directly influenced by the diameter of a nozzle extrusion.
-
f)
Raster Orientation: This is bead deposition path in X-axis of the FDM system building stage.
-
g)
Infill Density: In the domain of 3D printing, the outermost layers of an object created by a printer are intended to be solid and resilient. Internal structure, generally referred as infill, is concealed within these outer layers and assumes a variety of sizes, shapes, and patterns. Infill density refers to the volume fraction that is filled with filament material. The infill density of FDM-printed components determines their strength and weight.
-
h)
Layer Thickness: This is the layer height along the FDM machine’s vertical Z-axis. Depending on the extruder nozzle diameter, it is usually smaller.
-
i)
Print Speed: It refers to a rate of extruder movement along the XY plane during the extrusion process, covering a certain distance in particular unit of time. Printing process duration is influenced by the print speed in millimeters per second (mm/s).
The thermoplastics PLA, PLA, PLAi, polyphenylsulfone (PPSF), polycarbonate (PC), PETG, and Ultem 9085 are used in fused deposition modelling. The PLA material is taken into consideration in this work. The substance polylactic acid (PLA) is frequently used. Because PLA is a thermoplastic that degrades naturally [11].
Manufacturing high-quality prototypes and functional components also demands low temperature and less energy. Numerous desktop 3D printers utilize PLA as their filament of choice due to its ability to be printed without a heated platform [12, 13]. Compared to ABS, PLA has a lower ductility, lesser warp, and better tensile strength. Compared to ABS, PLA components need more care during post- processing [14]. PLA Medical implants and devices’ components Packaging, food containers, trays, cutlery, salad bowls, straws, tea bags, coffee pods, flexible packaging film, bottles, and fibres (carpet, clothes).
FEM application in FDM (Fused Deposition Modeling) simulates and analyzes the mechanical behavior of items 3D printed using FDM [2, 15]. FEM solves differential equations by discretizing complex geometries into smaller parts [16, 17]. FEM can evaluate printed part structural integrity, deformation, and stress distribution in FDM [18,19,20] FEM predicts stiffness, strength, and fatigue life by modeling the part and assigning material attributes and boundary conditions [21, 22]. It identifies weak points, optimizes design characteristics, and selects production parameters to improve part performance [23]. FEM in FDM lets engineers and designers test 3D-printed parts before prototype or manufacturing [24]. It identifies high-stress locations, optimizes support structures, and explores alternative designs to improve part quality and functionality. FEM analysis can also reveal how layer thickness, infill density, and printing direction affect FDM-printed part mechanical properties.
In recent times, scholarly attention has been directed towards exploring the efficacy of diverse composite materials and optimizion of the processing parameters for Fused Deposition Modeling (FDM) [25,26,27,28]. This is aimed at enhancing the mechanical properties and other desirable attributes of FDM components. According to sources [29,30,31,32,33], thermal, mechanical, and electrical properties of manufactured components with these composites are superior to those of polymer printed parts that lack reinforcement. The study conducted by Kam et al. [34] involved an investigation of the utilization of modified PLA þ filament material through the implementation of an experimental design. The variables for the production of test parts to be utilized in the experiments were determined to be filling structures, including Rectilinear, Triangular, and Full Honeycomb, occupancy rates of 10%, 30%, and 50%, and table orientation parameters of 0, 60, and 45 [35]. According to Matsuzaki et al. [36], the incorporation of 6.6% carbon into PLA filament resulted in a tensile strength of 185.2 MPa, thereby improving the material’s tensile strength. Kam et al. [25] achieved a tensile strength of 57.1 MPa, which was comparable to that of pure PLA filament (6.1%), by incorporating jute at an identical contribution rate. Furthermore, the type of additive utilized and the proportions of said additives play crucial role in determining mechanical characteristics of a substance. Variations in the quantity of a homogeneous additive incorporated into a uniform filament can result in significant alterations to the mechanical characteristics of the material. Nevertheless, it should be noted that augmenting the amount of the additive does not necessarily indicate a proportional increase in the strength of the substance [34]. The experimental data indicates a direct correlation between the tensile strength and Izod impact values with the occupancy rate. The utilization of experimental design was employed in a prior investigation concerning PLA material. In the course of the procedure, various factors such as thickness of layer, rate of material deposition, occupancy rate, and filling structures are duly considered. The authors assert that tensile strength is notably impacted by thickness of layer parameter, as evidenced by sources [37]. Pazhamannil et al., [38]examines how process parameters affect FFF component ultimate tensile strength. The research shows that optimizing infill density, pattern, extruder temperature, layer thickness, and print speed can considerably increase the mechanical strength of polylactic acid and carbon fiber polylactic acid parts.
According to the findings of Belei et al. [39], the parameters that have the greatest impact on the performance of FFF. On the other hand, the extrusion temperature and printing speed were found to have a lesser influence on the performance of these parts. Patel et al., [40] examines how process variables affect the mechanical properties of Fused Deposition Modeling (FDM) pieces, a popular 3D printing technology. The study emphasizes optimizing layer thickness, printing speed, extrusion temperature, infill density, infill patterns, nozzle diameter, raster angle, and build orientation to increase product strength and dimensional accuracy. The study conducted by Peng et al. [41] examined effect of processing parameters upon mechanical properties and interlayer adhesion of parts fabricated through FDM CF/PA6. Anisotropic CF/PA6 produced materials have a maximum tensile characteristics when printed along the tensile load direction. This indicates that printing direction affects material mechanical behavior.
Mutyala et al., [42] investigates the effect of Fused Filament Fabrication (FFF) process parameters on the mechanical strength of Carbon Fiber Reinforced Polyetheretherketone (CFR-PEEK) outputs. The objective of this study is to investigate the influence of different parameters, including layer height, infill density, and printing speed, on the mechanical properties of CFR-PEEK components. Sedlacek and Lasova [43] conducted an analysis on the impact of small carbon fibres on the nylon PA6 polymer utilized into Fused Deposition Modeling process. Samples printed horizontally and vertically were examined. The shortened carbon fibers significantly affected PA6 components’ potency and heat resistance. Compared to transverse reinforcement, longitudinal reinforcement of short carbon fibers in PA6 increased strength and tensile modulus by 39%. According to Liao et al. [44], the incorporation of 10% short carbon into polyamide PA12 resulted into enhanced flexural and tensile strength of printed components when compared to those made from pure PA12. Badini et al. [45] studied properties in relation to alignment of reinforcing fibres in polymer composites. Conversely, measurements taken perpendicular to the fibers revealed a decrease of approximately 60% in these properties. FDM process parameters are optimized via particle swarm optimization by Dey et al., [46]. The study attempts to improve FDM-printed items by optimizing process parameters. The study conducted by Tian et al. [47] aimed to examine the impact of various process parameters, including fiber content, melting temperature, layer thickness, and hatch spacing upon efficacy of 3D-printed PLA composites. The findings indicate that there is a positive correlation between melting temperature and mechanical properties. However, it was observed that elevating temperature beyond 240 ◦C has a detrimental effect on the surface accuracy. Farashi et al., [48]conducts a meta-analysis to investigate the impact of printing speed and extruder temperature on the tensile strength of samples produced through Fused Filament Fabrication (FDM). The research encompasses an extensive examination of pertinent scholarly sources, wherein data pertaining to effect sizes is extracted from studies that meet the eligibility criteria. This meta-analysis presents compelling evidence regarding the influence of printing parameters on the tensile strength of samples produced through Fused Deposition Modeling (FDM).
Prevailing exploration emphasizes the significant influence of FDM processing variables upon a printed objects tensile strength, mainly focused upon widely used materials like PLA, ABS, and PA. However, there is a lack of dependable models for predicting mechanical properties of Fused Deposition Modeling printed parts by PLA using BBD techniue, and a limited research on present materials. Although there is prior research available regarding the impact of process parameters on the mechanical characteristics of parts produced through Fused Deposition Modeling (FDM), there appears to be a scarcity of studies specifically concentrating on the properties of parts printed using Polylactic Acid (PLA) material. Hence, the primary objective of this article is to address the existing research void by conducting a focused examination on the influence of process parameters on the tensile strength of PLA components. This study endeavors to offer significant insights and enhance the understanding within this particular domain. The present work aims to examine influence of Fused Deposition Modeling processing parameters upon a tensile strength of PLA composites and to anticipate the tensile strength. The aforementioned outcome was attained by performing experimentation using Box-Behnken method, while taking into account diverse values of FDM process parameters. BBD was chosen because it can accurately analyze parameter interactions and importance. Due to the scantiness of research on this particular material, the study aimed to provide the optimize levels of parameters to predict a tensile strength of FDM-printed parts made from a current materials.
2 Materials and methods
2.1 Preparation of test specimens
In the preparation of Tensile Specimen for mechanical testing the specimens are modeled using ultimaker CURA 5.0.0 extended software as shown in Fig. 3 which has the feature of varying the major FDM parameters considered for mechanical testing [2]. Once the specimen model is created, software generates the appropriate G-code that to fed into a machine as input instructions. The specimens are printed by using TEVO-Trantula I3 printer.

CAD Model of Tensile test specimens based on the ASTM-D638 (Type IV) standard
A total of 41 tensile, specimens are made by different printing conditions. Specimens are prepared by three different infill densities (30%, 60%, and 90%).The other major FDM parameters varied Air gap, Extruder Temperature, Layer thickness, Raster angle. The general values for the material properties, Printer specification and variation of major process parameters are showing in Tables 1, 2 and 3 respectively.
2.2 Tensile test specimen
Tensile test specimens were based on the ASTM-D638 (Type IV) standard. The model created within a software is saved as STL file and then converted into G-code, as an input for a FDM machine. The machine reads the G code and prints the specimen according to the instruction provided.
2.3 Design of field experimentation
The groups of independent variables which may influence the 3D printing operation phenomenon are identified as Related to Air Gap, extruder temperature, layer thickness, raster angle and infill density. The parameters which are constant during the experiment were recorded first. The field experiment was planned to record the mechanical strength of 3D printed specimen such as, Tensile strength, Bending strength, and Impact Strength. Table 4. Shows the different combinations for the independent variables for the experimentation using Box-Behnken method.
3 Results and discussion
Variations in main FDM parameters affect the tensile strength of printed parts because the printing conditions for tensile testing specimens vary. Changes in FDM process parameters can affect the tensile strength of the resulting products. The Table 5 shows effect the of FDM parameters over Tensile strength, Percentage elongation and Maximum Tensile Force in printing PLA material.
3.1 Effect of FDM parameters over the tensile strength
Tensile strength of a component in FDM may be subject to influence by a range of parameters. An impact of different FDM parameters upon Tensile strength of the component is illustrated in Fig. 4. The experimental findings have revealed interesting results related to a tensile strength of a components. The results of the tests conducted indicate that out of the multiple samples examined, the maximum tensile strength observed was a notable 18.48 MPa. The aforementioned excellent result was attained during the 39th test, through the utilization of a set of particular parameters. The specimen was produced utilizing a 0.25 mm air gap, a layer thickness of 0.3 mm, an extruder temperature of 210 °C, a 90% infill density, and a 300° raster angle. By contrast, the minimum tensile strength recorded during the experiment was a considerably lower of 2.72 MPa. This sample, denoted by the number 37, was manufactured using the same air gap (0.25 mm), extruder temperature (210 °C), and raster angle (300°). There were, however, significant variations in other parameters. The thickness of the layer in the given sample was decreased to 0.15 mm, while the density of infill was reduced to 60%. The modifications made led to the major reduction in a tensile strength when compared to the remaining specimens.

Effect of FDM parameters over the Tensile strength
The findings indicate that properties can be notably enriched by utilizing certain parameters, including an ideal air gap, extruder temperature, layer thickness, raster angle, and infill density, as demonstrated by the attainment of the maximum recorded tensile strength. On the other hand, when the optimal settings are not adhered to and there are deviations, such as a reduction in layer thickness and infill density, a significant reduction in tensile strength can occur, as evidenced by the lowest recorded value.
3.2 Effect of FDM parameters over the percentage elongation
The percentage elongation of a component in Fused Deposition Modeling (FDM) may be subject to influence by a range of parameters. The impact of different FDM parameters upon the percentage elongation of the component is illustrated in Fig. 5.

Effect of FDM parameters over the percentage elongation
The examination of diverse FDM parameters also involved the assessment of the upper and lower limits of percentage elongation manifested by the constituents. The 39th sample demonstrated an impressive percentage elongation of 7.042%, which stands as the highest recorded value. In order to achieve the remarkable elongation, distinct parameters were utilized, which encompassed an air gap of 0.25 mm, a layer thickness of 0.3 mm, an extruder temperature of 210 °C, an infill density of 90%, and a raster angle of 300°. By contrast, the experiment yielded a notably lower value of 0.30% for the percentage elongation. The aforementioned outcome was derived from the thirty-seventh specimen, which exhibited resemblances in relation to the air gap (0.25 mm), extruder temperature (210 °C), and raster angle (300°) with the antecedent sample. However, some characteristics varied significantly. The sample’s layer thickness was 0.15 mm and infill density was 60%. The adjustments significantly reduced elongation relative to the remaining specimens.
The results show how Fused Deposition Modeling (FDM) settings affect component elongation. An optimal air gap, extruder temperature, layer thickness, infill density, and raster angle increase component elongation. High percentage elongation proves this. In contrast, when the optimal parameter settings are not adhered to, such as by decreasing the layer thickness and infill density, a significant decrease in elongation capacity is observed, as indicated by lowest recorded value.
3.3 Effect of FDM parameters over the maximum force
The Maximum Force of a component in Fused Deposition Modeling (FDM) may be subject to influence by a range of parameters. The impact of different FDM parameters on Maximum Force of component is illustrated in Fig. 6.

Effect of FDM parameters over the Maximum Force
The maximum and minimum forces applied by the components were also looked at when investigating various FDM parameters. The greatest measured force of 3.69 kN was recorded in the 39th sample. The aforementioned impressive force was attained through the utilization of precise parameter configurations, which encompassed an air gap measuring 0.25 mm, a layer thickness of 0.3 mm, an extruder temperature of 210 °C, an infill density of 90%, and a raster angle of 300°. By way of comparison, it was observed that the 37th sample displayed the minimum force during the entirety of the experiment, registering a mere 0.21 kN. This sample’s air gap (0.25 mm), extruder temperature (210 °C), and raster angle (300°) were comparable to the previous sample. Nevertheless, notable discrepancies in additional parameters were observed. The thickness of the layer in the given sample was reduced to 0.15 mm, while simultaneously decreasing the infill density to 60%. The modifications made led to a significant decrease in the magnitude of the applied force by the component in comparison to the remaining specimens.
The aforementioned results highlight the significant impact that FDM parameters have on the force properties of the constituents. They show how parameters like air gap, extruder temperature, layer thickness, raster angle and infill density, can have a important effect upon a force exerted by the components. The maximum force ever measured is an example of the tremendous improvement possible with the right parameter settings. On the other hand, if the parameter settings are not optimized and the layer thickness and infill density are reduced, there can be a significant reduction in the force exerted by the components. This is evident from the lowest recorded value.
3.4 Combined effect of FDM parameters over the tensile strength, percentage elongation and maximum force
The impact of different FDM parameters on the Tensile strength, percentage elongation and Maximum Force of the component is illustrated in Fig. 7 whereas Fig. 8 shows the highest and lowest Tensile strength, percentage elongation and Maximum Force.

Combined effect of FDM parameters over the Tensile strength, percentage elongation and Maximum Force

Highest and lowest Tensile strength, percentage elongation and Maximum Force
The experimental findings provided noteworthy information on the components’ applied forces, % elongation, and tensile strength. The 39th sample, utilizing specific parameters, attained the highest tensile strength of 18.48 MPa, whereas the 37th sample, with modified parameters, exhibited the lowest tensile strength of 2.72 MPa. Similarly, the 39th sample had the highest percentage of elongation, at 7.042%, while the 37th sample had a substantially lower percentage of elongation, at 0.30%. Furthermore, the highest recorded force of 3.69 kilonewtons was documented in the 39th sample, whereas the lowest force of 0.21 kilonewtons was observed in the 37th sample. These variances were largely caused by changes in the layer thickness and infill density.
4 Conclusions
This study examined how Fused Deposition Modeling (FDM) process factors affect PLA part tensile strength showing strong connections between process parameters including layer thickness and infill density and printed item mechanical performance. The results show that these process parameters must be carefully considered and adjusted to attain the appropriate mechanical qualities and optimize 3D-printed PLA part performance and reliability.
The following conclusions have been arrived after observing the results from tensile testing of 41 various specimens using PLA plastic material by varying the major FDM process parameters.
-
1.
The Maximum Tensile strength, % Elongation and Force of 18.48 Mpa, 7.042% and 3.69 kN respectively is obtained at 39th sample were (air gap-0.25 mm, extruder temperature- 2100, infill density-90%, layer thickness- 0.3 mm, and raster angle-300 is taken).
-
2.
The Minimum Tensile strength, % Elongation and Force of 2.72 Mpa, 0.30% and 0.21 kN respectively is obtained at 37th sample were (air gap-025 mm, extruder temperature- 2100, infill density-60%, layer thickness- 0.15 mm, and raster angle-300 is taken).
-
3.
From the above results it is conclude that the layer thickness and Infill density has a direct effect on the Tensile strength, % elongation and Maximum Force.
-
4.
As the Values of Layer thickness increases the Tensile Strength, % Elongation and Force applied increases and vice versa.
This research advances FDM additive manufacturing by revealing how FDM process factors affect PLA part mechanical characteristics. It helps engineers and designers optimize the printing process, improve component strength and performance, and increase FDM’s use in diverse industries.
References
Alafaghani, A., Qattawi, A.: Investigating the effect of fused deposition modeling processing parameters using Taguchi design of experiment method investigating the e ff ect of fused deposition modeling processing parameters using Taguchi design of experiment method. J. Manuf. Process. 36, 164–174 (2018). https://doi.org/10.1016/j.jmapro.2018.09.025
Shelare, S.D., Aglawe, K.R., Khope, P.B.: Computer aided modeling and finite element analysis of 3-D printed drone. Mater. Today Proc. 47, 3375–3379 (2021). https://doi.org/10.1016/J.MATPR.2021.07.162
Ali, F., Chowdary, B.V., Maharaj, J.: Influence of Some Process Parameters on Build Time, Material Consumption, and Surface Roughness of FDM Processed Parts: Inferences Based on the Taguchi Design of Experiments. In: Proceedings of The 2014 IAJC/ISAM Joint International Conference. pp. 978–979 (2014)
Gibson, I., Rosen, D., Stucker, B., Gibson, I., Rosen, D., Stucker, B.: Directed energy deposition processes. Addit. Manuf. Technol. 3D printing, rapid prototyping, direct Digit. Manuf. 245–268 (2015)
Shelare, S., Belkhode, P., Nikam, K.C., Yelamasetti, B., Gajbhiye, T.: A payload based detail study on design and simulation of hexacopter drone. Int. J. Interact. Des. Manuf. (2023). https://doi.org/10.1007/s12008-023-01269-w
Maqsood, N., Rimašauskas, M.: Characterization of carbon fiber reinforced PLA composites manufactured by fused deposition modeling. Compos. Part. C Open. Access. 4, 100112 (2021). https://doi.org/10.1016/j.jcomc.2021.100112
Nidagundi, V.B., Keshavamurthy, R., Prakash, C.P.S.: Studies on Parametric Optimization for Fused Deposition Modelling Process. Mater. Today Proc. 2, 1691–1699 (2015). https://doi.org/10.1016/j.matpr.2015.07.097
Sood, A.K., Ohdar, R.K., Mahapatra, S.S.: Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 3, 81–90 (2012). https://doi.org/10.1016/j.jare.2011.05.001
Rinanto, A., Nugroho, A., Prasetyo, H., Pujiyanto, E.: Simultaneous optimization of TensileStrength, Energy Consumption and Processing Time on FDM process using Taguchi and PCR-TOPSIS. Proc. – 2018 4th Int. Conf. Sci. Technol. ICST 2018. 1, 1–5 (2018). https://doi.org/10.1109/ICSTC.2018.8528667
Messimer, S.L., Pereira, T.R., Patterson, A.E., Lubna, M., Drozda, F.O.: Full-density fused deposition modeling dimensional error as a function of raster angle and build orientation: Large dataset for eleven materials. J. Manuf. Mater. Process. 3, 6 (2019). https://doi.org/10.3390/jmmp3010006
Auffray, L., Gouge, P.A., Hattali, L.: Design of experiment analysis on tensile properties of PLA samples produced by fused filament fabrication. Int. J. Adv. Manuf. Technol. 118, 4123–4137 (2022). https://doi.org/10.1007/s00170-021-08216-7
Tura, A.D., Lemu, H.G., Mamo, H.B., Santhosh, A.J.: Prediction of tensile strength in fused deposition modeling process using artificial neural network and fuzzy logic. Prog Addit. Manuf. (2022). https://doi.org/10.1007/s40964-022-00346-y
Amit, V., Naidu, M., Amit, V., Naidu, M., et al.: A review on design of components of 4 Stroke Engine using Hybrid Metal Matrix. Int. J. Mech. Prod. Eng. Res. Dev. 10, 8853–8862 (2020). https://doi.org/10.24247/ijmperdjun2020842
Lei, M., Wei, Q., Li, M., Zhang, J., Yang, R., Wang, Y.: Numerical Simulation and experimental study the Effects of process parameters on filament morphology and Mechanical Properties of FDM 3D printed PLA/GNPs Nanocomposite. Polymers (Basel). 14, 3081 (2022). https://doi.org/10.3390/polym14153081
Yelamasetti, B., Manikyam, S., Kumar, R., Saxena, K.K.: Finite element simulation for predicting temperature and residual stresses distribution developed in dissimilar welds of Monel 400 and AISI 309L. Adv. Mater. Process. Technol. 8, 1206–1216 (2022). https://doi.org/10.1080/2374068X.2021.1948702
Yelamasetti, B., Ramana, G., Manikyam, V., Vardhan, S.: Thermal field and residual stress analyses of similar and dissimilar weldments joined by constant and pulsed current TIG welding techniques. Adv. Mater. Process. Technol. 8, 1889–1904 (2022). https://doi.org/10.1080/2374068X.2021.1959114
Ambade, S.P., Tembhurkar, C.K., Shelare, S., Gupta, S.: Application of ANN and Taguchi technique for material removal rate by Abrasive Jet Machining with Special Abrasive materials. In: Evolutionary Optimization of Material Removal Processes, pp. 97–128. CRC Press, Boca Raton (2022)
Sahu, P., Shelare, S., Sakhale, C.: Smart cities waste management and disposal system by smart system: A review. Int. J. Sci. Technol. Res. 9, 4467–4470 (2020)
Yelamasetti, B., Ramana, G.V., Sanke, N., Gupta, N.: Numerical and experimental residual stress analysis of dissimilar metals of Inconel 718 and AISI 316 developed in GTAW process. Int. J. Interact. Des. Manuf. (2022). https://doi.org/10.1007/s12008-022-00932-y
Shelare, S.D., Thakare, P.S., Handa, C.C., Professor, A., AIDED MODELLING AND POSITION ANALYSIS OF CRANK AND SLOTTED LEVER MECHANISM: COMPUTER. Int. J. Mech. Prod. Eng. Res. Dev. 2, 47–52 (2012)
Yelamasetti, B., B, G.R.G.V.R., Vemanaboina, S.B.: Comparison of metallurgical and mechanical properties of dissimilar joint of AISI 316 and monel 400 developed by pulsed and constant current gas tungsten arc welding processes. Int. J. Adv. Manuf. Technol. 108, 2633–2644 (2020). https://doi.org/10.1007/s00170-020-05562-w
Shelare, S., Kumar, R., Gajbhiye, T., Kanchan, S.: Role of Geothermal Energy in Sustainable Water Desalination—A review on current status, parameters, and Challenges. Energies. 16, 2901 (2023). https://doi.org/10.3390/en16062901
Khope, P.B., Shelare, S.D.: Prediction of Torque and cutting speed of Pedal Operated Chopper for Silage making. In: Lecture Notes in Mechanical Engineering, pp. 243–249. Springer (2021)
Chandrakant Nikam, K., Jathar, L., Shelare, S.D., Shahapurkar, K., Dambhare, S., Soudagar, M.E.M., Mubarak, N.M., Ahamad, T., Kalam, M.A.: Parametric analysis and optimization of 660 MW supercritical power plant. Energy. 280, 128165 (2023). https://doi.org/10.1016/j.energy.2023.128165
Kam, M., İpekçi, A., Şengül, Ã.: Investigation of the effect of FDM process parameters on mechanical properties of 3D printed PA12 samples using Taguchi method. J. Thermoplast Compos. Mater. 36, 307–325 (2023). https://doi.org/10.1177/08927057211006459
Kumar, K.R., Mohanavel, V., Kiran, K.: Mechanical Properties and characterization of Polylactic Acid/Carbon Fiber Composite fabricated by fused deposition modeling. J. Mater. Eng. Perform. 31, 4877–4886 (2022). https://doi.org/10.1007/s11665-021-06566-7
Mani, M., Karthikeyan, A.G., Kalaiselvan, K., Muthusamy, P., Muruganandhan, P.: Optimization of FDM 3-D printer process parameters for surface roughness and mechanical properties using PLA material. Mater. Today Proc. 66, 1926–1931 (2022). https://doi.org/10.1016/j.matpr.2022.05.422
Ambade, S., Khan, F., Dahikar, A., Bhonde, Y., Shelare, S., Tembhurkar, C., Meshram, D.: Dissimilar welding of austenitic SS and ferritic SS in last decades. Mater. Today Proc. (2023). https://doi.org/10.1016/j.matpr.2023.04.533
Hsie, M., Tu, C., Song, P.S.: Mechanical properties of polypropylene hybrid fiber-reinforced concrete. Mater. Sci. Eng. A. 494, 153–157 (2008). https://doi.org/10.1016/j.msea.2008.05.037
Su, N., Pierce, R.S., Rudd, C., Liu, X.: Comprehensive investigation of reclaimed carbon fibre reinforced polyamide (rCF/PA) filaments and FDM printed composites. Compos. Part. B Eng. 233, 109646 (2022). https://doi.org/10.1016/j.compositesb.2022.109646
Aw, Y., Yeoh, C., Idris, M., Teh, P., Hamzah, K., Sazali, S.: Effect of Printing Parameters on Tensile, dynamic mechanical, and Thermoelectric Properties of FDM 3D printed CABS/ZnO composites. Mater. (Basel). 11, 466 (2018). https://doi.org/10.3390/ma11040466
Gajbhiye, T., Shelare, S., Aglawe, K.: Current and future Challenges of Nanomaterials in Solar Energy Desalination Systems in last decade. Transdiscipl J. Eng. Sci. 13, 187–201 (2022). https://doi.org/10.22545/2022/00217
Belkhode, P.N., Ganvir, V.N., Shelare, S.D., Shende, A., Maheshwary, P.: Experimental investigation on treated transformer oil (TTO) and its diesel blends in the diesel engine. Energy Harvest. Syst. 9, 75–81 (2022). https://doi.org/10.1515/ehs-2021-0032
Çevik, Ã., Kam, M.: A Review Study on Mechanical Properties of Obtained Products by FDM Method and Metal/Polymer Composite Filament Production. J. Nanomater. 1–9 (2020). (2020). https://doi.org/10.1155/2020/6187149
Aglawe, K.R., Dhande, M., Matey, M., Shelare, S.: State of the art and materials based characteristics in power converters for electric vehicles. Mater. Today Proc. 58, 726–735 (2022). https://doi.org/10.1016/j.matpr.2022.02.384
Matsuzaki, R., Ueda, M., Namiki, M., Jeong, T.-K., Asahara, H., Horiguchi, K., Nakamura, T., Todoroki, A., Hirano, Y.: Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 6, 23058 (2016). https://doi.org/10.1038/srep23058
Suteja, T.J., Soesanti, A.: Mechanical Properties of 3D printed polylactic acid product for various Infill Design Parameters: A review. J. Phys. Conf. Ser. 1569, 042010 (2020). https://doi.org/10.1088/1742-6596/1569/4/042010
Pazhamannil, R.V., Govindan, P., Edacherian, A., Hadidi, H.M.: Impact of process parameters and heat treatment on fused filament fabricated PLA and PLA-CF. Int. J. Interact. Des. Manuf. (2022). https://doi.org/10.1007/s12008-022-01082-x
Belei, C., Joeressen, J., Amancio-Filho, S.T.: Fused-Filament Fabrication of Short Carbon Fiber-Reinforced Polyamide. Parameter Optimization for Improved Performance under Uniaxial Tensile Loading (2022)
Patel, R., Jani, S., Joshi, A.: Review on multi-objective optimization of FDM process parameters for composite materials. Int. J. Interact. Des. Manuf. (2022). https://doi.org/10.1007/s12008-022-01111-9
Peng, X., Zhang, M., Guo, Z., Sang, L., Hou, W.: Investigation of processing parameters on tensile performance for FDM-printed carbon fiber reinforced polyamide 6 composites. Compos. Commun. 22, 100478 (2020). https://doi.org/10.1016/j.coco.2020.100478
Mutyala, R.S., Park, K., Günay, E.E., Kim, G., Lau, S., Jackman, J., Kremer, O.: Effect of FFF process parameters on mechanical strength of CFR-PEEK outputs. Int. J. Interact. Des. Manuf. 16, 1385–1396 (2022). https://doi.org/10.1007/s12008-022-00944-8
Sedlacek, F., Lašová, V.: Additive Manufacturing of PA6 with short Carbon Fibre reinforcement using fused deposition modelling. Mater. Sci. Forum. 928, 26–31 (2018). https://doi.org/10.4028/www.scientific.net/MSF.928.26
Liao, G., Li, Z., Cheng, Y., Xu, D., Zhu, D., Jiang, S., Guo, J., Chen, X., Xu, G., Zhu, Y.: Properties of oriented carbon fiber/polyamide 12 composite parts fabricated by fused deposition modeling. Mater. Des. 139, 283–292 (2018). https://doi.org/10.1016/j.matdes.2017.11.027
Badini, C., Padovano, E., De Camillis, R., Lambertini, V.G., Pietroluongo, M.: Preferred orientation of chopped fibers in polymer-based composites processed by selective laser sintering and fused deposition modeling: Effects on mechanical properties. J. Appl. Polym. Sci. 137, 49152 (2020). https://doi.org/10.1002/app.49152
Dey, A., Hoffman, D., Yodo, N.: Optimizing multiple process parameters in fused deposition modeling with particle swarm optimization. Int. J. Interact. Des. Manuf. 14, 393–405 (2020). https://doi.org/10.1007/s12008-019-00637-9
Tian, X., Liu, T., Yang, C., Wang, Q., Li, D.: Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part. A Appl. Sci. Manuf. 88, 198–205 (2016). https://doi.org/10.1016/j.compositesa.2016.05.032
Farashi, S., Vafaee, F.: Effect of extruder temperature and printing speed on the tensile strength of fused deposition modeling (FDM) 3D printed samples: A meta-analysis study. Int. J. Interact. Des. Manuf. 16, 305–316 (2022). https://doi.org/10.1007/s12008-021-00827-4
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
No conflicts of interest are associated with this publication. All authors have reviewed and provided their approval for the final version of the article.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ambade, V., Rajurkar, S., Awari, G. et al. Influence of FDM process parameters on tensile strength of parts printed by PLA material. Int J Interact Des Manuf (2023). https://doi.org/10.1007/s12008-023-01490-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-023-01490-7