
Abstract
Fused deposition modeling (FDM) is one of the most widely used additive manufacturing processes to produce prototypes as well as functional parts from thermoplastics. However, the applications of the FDM process are still limited due to several drawbacks, such as poor surface quality, poor mechanical properties, or high built time. It has been deemed that the part characteristics and build time can be improved by determining an optimum combination of process parameters. To optimize multiple process parameters in FDM, this paper employs a multi-objective particle swarm optimization based on the data collected from the experimental study. Four (04) process parameters, namely layer thickness, build orientation, infill density, and extrusion temperature are optimized to achieve higher compressive strength and lower build time. The optimization results provide information on the combined impacts of the four process parameters on compressive strength and build time. This information can aid decision makers with better judgment when dealing with multiple conflicting objectives.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is a rapidly growing manufacturing technology. AM is often used to produce geometrically complex shaped parts layer by layer, the part that otherwise would be difficult to produce with traditional manufacturing processes. Also, AM can also reduce product development time since a prototype can be produced within a short period of time [1]. Stereolithography (SLA), fused deposition modeling (FDM), direct metal laser melting (DMLM), laminated object manufacturing (LOM), selective laser sintering (SLS), selective laser melting (SLM), direct metal deposition (DMD), and laser metal deposition (LMD) are commonly used AM manufacturing processes that can produce metal and nonmetals objects [2].
FDM, one of the AM processes, is an extrusion-based AM technology used to produce parts from different thermoplastic filaments. ABS (Acrylonitrile butadiene styrene) [3,4,5,6] and PLA (Polylactic acid) [7,8,9,10] are the two most commonly used thermoplastics in the FDM process. In this work, PLA was employed as the filament material because of its biodegradability and low melting point. PLA is more rigid but less flexible when compared with ABS. In addition, PLA filament and PLA products are less analyzed compared to ABS. Another reason for using PLA is that MakerBot Replicator Z18 FMD machine was used to produce parts, and PLA is the commonly used filament material for that particular FDM machine.
Application of the FDM process is not confined to producing visual aids and prototypes. Nowadays FDM is also used for the production of functional parts such as drilling grids in the aerospace industry [10] and catapult design [11]. However, the FDM built parts are applied limitedly because of their poor dimensional accuracy and/or mechanical properties [12]. In the FDM process, the thermoplastic filament is heated at high temperature, then cooled each layer. Due to this heating and cooling process, parts characteristics of FDM parts are difficult to predict. Generally, one of the major concerns of industries is ameliorating part characteristics and reducing production time. Due to the nature of the FDM process and the interplay among various parameters, achieving the optimal combination of process parameters is very challenging. There are several factors such as filament properties, extruder path planning, STL file resolution, and process parameters that are responsible for part quality degradation. Process parameters have significant impacts on part characteristics and production cost (e.g. build time and energy consumption) [8, 9, 13]. A process parameter, as well as combinations of two or more process parameters, can be responsible for one or more-part characteristics. A proper combination of process parameters can purposefully optimize brittle characteristics, bonding between deposited layers, and a mesostructured configuration of a build part [14, 15].
FDM process has several process parameters such as layer thickness, build direction, raster angle, raster width, infill density, air gap, extrusion temperature, feed rate, and many others. One part characteristic, for example, dimensional accuracy, surface roughness, mechanical properties, or build time, of an FDM part can be improved by choosing an optimal combination of process parameters. In several studies, process parameters were analyzed explicitly to determine the effects of process parameters on surface roughness, dimensional accuracy, mechanical properties, build time, etc. The influence of layer thickness, raster angle, raster width, and air gap on the tensile strength was studied by Panda et al. [16]. Chacón et al. [7] used experimental analysis in order to examine the impact of layer thickness, build orientation, and feed rate on PLA parts tensile and flexural strength. Sood et al. [6] analyzed five process parameters with three levels to improve the compressive strength of ABS parts. Similarly, other authors including Noriega et al. [17], Nancharaiah et al. [18], Rinanto et al. [19], and Qattawi et al. [9] examined the impact of process parameters on different part characteristics. The existing research showed that process parameters have significant impacts on part characteristics. Most of the existing research determined an optimum combination of process parameters by experimental analysis. The major drawback of experimental analysis is the optimum combination of process parameters is selected from all experimental runs instead of considering the all possible values within a range of process parameters. This drawback can overcome by applying different numerical optimization algorithms.
Many researchers had investigated one-part characteristic optimization through optimization algorithms. Sood et al. [6] and Rayegani and Onwubolu [20] used quantum-behaved particle swarm optimization (QPSO) and differential evolution (DE), respectively, to get an optimum combination of process parameters for compressive strength and tensile strength. But, the single objective optimization is not always practical because, in many realistic cases, functional parts, need to meet multiple requirements. This is because of the improvement of the one-part characteristic may deteriorate other part characteristics due to a combination of parameters is not always applicable to optimize all part characteristics. It is necessary to determine a combination of process parameters that can meet the requirements of multiple characteristics. For this reason, the simultaneous optimization of multiple part qualities is preferable.
In some recent research, two or more-part characteristics were optimized simultaneously. This kind of optimization is often known as multi-objective optimization. Sood et al. [21] determined an optimum combination of layer thickness, build orientation, raster orientation, raster width, and air gap for three directional dimensional accuracies. Liu et al. [22] also determined an optimum combination of the same five process parameters form tensile, compressive, and flexural strength. For multiple part characteristics optimization, both groups of researchers used gray Taguchi method that converts multiple objectives into a single objective. The desirability function also applied in process parameter optimization [15]. Srivastava et al. [23] and Peng et al. [4] used fuzzy logic approach to determine optimum levels of analyzed process parameters for two-part characteristics (build time and support material) and three-part characteristics (dimensional error, warp deformation, and built time), respectively. One limitation of the above mentioned multi-objective optimization methods is that it generated one optimum solution. This unique solution may not be valid for multiple responses due to the different users’ requirements and other process uncertainties. The problem can be overcome by multi-objective optimization methods that can generate a set of non-dominated solutions, known as a Pareto frontier. This kind of solution for FDM parameters optimization is more preferable than a unique solution for decision makers, so they can customize a certain process parameter according to their situations.
The mathematical models that express a relation between parameters and part characteristics are often complex and non-linear. Some papers had utilized multi-objective optimization algorithms that generate non-dominated solutions. Two-part characteristics, strength, and volumetric shrinkage were optimized using the NSGA-II (Non-dominated Sorting Genetic Algorithm II) approach by Gurrala and Regalla [24]. They showed the impacts of build interior, the horizontal build direction, and the vertical build direction of both characteristics. Pandey et al. [25] also applied NSGA-II to get a set of non-dominated solutions for build time and surface roughness. In a paper by Rao and Rai [26], a non-dominated sorting teaching–learning based optimization (NSTLBO) algorithm was used for multi-objective optimization and compared with desirability function and NSGA-II to evaluate the performance of NSTLBO.
In this paper, a multi-objective optimization algorithm based on swarm algorithm, known as a multi-objective particle swarm optimization (MOPSO) is employed to get optimum combinations of process parameters for build time and compressive strength. The work presented combines both experimental and simulation approaches. The data for analysis and optimization were collected from experimental study according to faced centered central composite design (FCCCD). In this work, layer thickness, build orientation, infill density, and extrusion temperature were considered as controllable parameters, and the impacts of all four (04) parameters on compressive strength and build time are investigated. The impact of the combination of the four (04) process parameters (layer thickness, build orientation, infill density, and extrusion temperature) in compressive strength and build time is still unknown. Build time is important to reduce product development time and to increase efficiency. Some works showed that build time is affected by process parameters [13, 19]. On the other hand, the impacts of process parameters on compressive strength were analyzed in a few papers [6, 10]. A number of researches showed that layer thickness and build orientation are two important parameters for improving part characteristics and build time [10, 27,28,29,30]. Conversely, infill density and extrusion temperature are two of the least analyzed process parameters.
The main contribution of this paper is exploring MOPSO approach in FDM process parameters optimization. In this paper, the combination of the two most analyzed parameters, layer thickness, and build orientation, and two of the least analyzed parameters, infill density, and extrusion temperature, are analyzed to optimize compressive strength and build time. This research helps to gain information on the impacts of the four (04) parameters on both compressive strength and build time. In addition, the results found may be used as a support in decision making to perform tradeoffs between build time and compressive strength. The proposed MOPSO approach can be used for more than two objectives as well. The rest of this paper is organized as follows. Section 2 describes the machine, materials, and methodology used for this research. Section 3 presents the experimental and optimization outcomes. In addition, the key findings are discussed in Sect. 3. Last, of all, Sect. 4 consists of conclusions and scopes of future research.
2 Materials and methods
2.1 FDM process
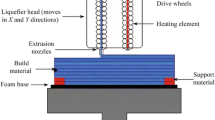
In the FDM process, a computer-aided design (CAD) object translates into a 3D printer readable format (e.g. STL file), and the final part produces from the CAD file. The FDM process is demonstrated in Fig. 1. In the figure, part and support materials both are fed through the same nozzle, but separate nozzles are also used to build material and support material in many FDM machines. A spool of thermoplastic filament is melted and fed through an extrusion nozzle after the nozzle reaches the desired temperature, typically the melting point of the filament. The nozzle can move in both the X and Y-direction and the semi-molten filament deposits on the build platform layer by layer in predetermined directions. The build platform moves downward (in Z-direction) after finishing one layer. The process repeats until the part is fully printed. Some post-production processes, for example, removal of raft and support material, heat treatment, and surface finishing can be additionally performed if required.

Schematic diagram of a general FDM process [9]
2.2 Material and equipment
In this research, PLA is used as the filament material because PLA is nontoxic and biodegradable, and PLA is also used for producing functional parts such as medical devices [31]. There is no international standard for compressive strength testing of parts manufactured by the additive manufacturing process. For this reason, the specimen was built according to ASTM D695, the international standard for compressive properties of thermoplastics [32]. The dimension of the rectangular-prism-shaped specimen is 12.7 mm × 12.7 mm × 25.4 mm was selected according to ASTM D695, and the specimen shown in Fig. 2.

Specimen according to ASTM D695
To estimate the compressive strength and build time, the test specimen was designed in Solidworks, a computer-aided design (CAD) modeling software. A MakerBot Replicator Z18 was used to produce PLA samples from a CAD design. MakerBot recommends using smart extruder with nozzle diameter 0.4 mm for printing. In this work, for the experiments, we took the recommendation from the manufacturer and used their smart extruder with nozzle diameter 0.4 mm. The black color PLA filament was used in the experiments. This filament is commercially available with a diameter of 1.75 mm by 3D Solutech. The compressive strength of the specimen was evaluated by INSTRON compressive strength testing machine with a load, 30 kN moves uniformly speed of 1.3 mm/min. The step-by-step process from part design to optimization are summarized in Fig. 3.

Step-by-step process from part design to optimization
2.3 Process parameters selection
FDM process has several process parameters that have a significant impact on part characteristics and build time. In this research, the process parameters were selected for investigation as follows: layer thickness, build orientation, infill density, and extrusion temperature. The change of compressive strength and build time with the selected four (04) process parameters change are analyzed throughout experiments. Different values (levels) of a process parameter are responsible for producing a part with different part characteristics. Also, the build time to produce a part depends on the levels of process parameters. For this, different levels of process parameters were selected to investigate impacts on compressive strength and build time. The levels of process parameters were decided based on the recommendation of the selected literature Refs. [9, 33], machine specifications [34], and MakerBot recommendations [35]. The parameters and their levels are shown in Table 1. All other process parameters were kept constant, and the default setting of MakerBot Replicator Z18 was used with the exception of the infill pattern. For all samples, the infill pattern was kept constant with a hexagonal shape. The definitions of selected process parameters are given below:
- 1.
Layer thickness: The height of the deposited layer is known as layer thickness. It is selected based on nozzle diameter and the part characteristics requirements. We used the MakerBot smart extruder with a diameter 0.4 mm. The range of layer thickness was selected based on MakerBot recommendation, which is 0.1–0.34 mm [35].
- 2.
Build orientation: Build orientation indicates the direction of filament deposition on a build platform during printing. It is represented by the angle of the parts with the XY-plane of an FDM machine (Fig. 4). The range of build orientation is 0°–90° [13, 20].
Fig. 4 
Build orientations
- 3.
Infill density: Infill is the inside structure of an object printed by the FDM process. Infill density is the portion of the inside fill with materials and represents in percentage. The strength and mass of FDM build part depend on infill density. In this case, we considered the minimum and maximum infill density are 20% and 80%, respectively. It is possible to use 100% infill density, but we considered 80% as maximum density because an object with 100% infill density is solid, and a solid object with a better property can be produced by conventional manufacturing process like injection molding [30].
- 4.
Extrusion temperature: The thermoplastic filament heated at extrusion temperature during passes through the extruder. The extrusion temperature depends on filament materials, print speed, etc. In this paper, to analyze the impacts of extrusion temperature, we considered the range of temperature from 200 to 230 ○C.

The levels of four (04) process parameters are given in the following Table 1. For each process parameters, we are considering three levels (low, center, and high). The center level is the average between the high level and the low level.
2.4 Experimental design
The goal of Design of Experiment (DoE) is obtaining the possible maximum amount of information from a smaller number of experiments. As part of the DoE approach, the faced centered central composite design (FCCCD) was used to reduce part production as the experimental run is costly and time-consuming. Central composite design (CCD) is a mathematical and statistical DoE tool used to develop a non-linear model from a reduced number of experiments. In CCD, rotatability of design points incorporated by a constant value, α [36]. When, α = 1, it is called FCCCD. FCCCD requires parameters with three levels: low (− 1), center (0), high (+ 1). In this experimental design, − 1, 0, + 1 are the coded levels of parameters. We considered four (04) parameters, and each has three (03) levels. Total design points consist of two-level full factorial design points (2K), axial design points (2k), and center design points (6 or more). Here, k is representing the number of factors (process parameters).
In this research, the influence of four process parameters was investigated, and the total of 30 combinations of process parameters was generated according to two levels full factorial design (16), axial (8), and center (6) design points. The total number of experiments with coded values of levels of process parameters using FCCCD is given in Table 2.
The actual levels of parameters can be converted into coded values by using the following formula. This is called normalization and the range of coded variables from − 1 to + 1. More information on this normalization can be found in Ref. [37].
In the Eq. (1), xic is the coded level of ith parameters, xil is the lower (uncoded) level of an ith parameter, xiu is the upper level of an ith parameter and xi is the uncoded level of the i-th parameter that is intending to convert to the coded level.
According to experimental design, three (03) sets of parts, a total of 90 parts, were produced. For, each part build time was recorded directly from the FDM machine dial box. Then, the compressive strength of PLA parts was evaluated with Instron compression testing machine. The average values of build time and compressive strength of the three specimen samples were used for further analysis. From experimental data, two quadratic response surface models (RSM), one for compressive strength (Fig. 5) and the other for build time (Fig. 6), were developed to represent the relation of process parameters with build time and compressive strength, respectively. In mathematical models, coded values of process parameters are used as input variables. The quadratic equation that shows the relationship between a response variable and input variables is given below.

Normal probability plot of residuals for compressive strength

Normal probability plot of residuals for build time
In the above equation, \( y \) is the response variable; \( x_{i} \) and \( x_{j} \) are coded levels of i and j parameter respectively; \( \beta_{0} \), \( \beta_{i} \), \( \beta_{ii} \) and \( \beta_{ij} \) are intercept, linear, quadratic and interaction coefficient respectively. Each term of a mathematical model may not be significant, and a backward elimination technique was used to eliminate insignificant terms. The backward elimination technique can be explained as follows. Initially, all possible terms are incorporated into a model. Then, the least significant term is eliminated based on given fitting criteria. A new mathematical model generates without the insignificant term. Again, if any, the least significant term is removed from the newly developed model. This process repeats until all terms of a model become significant. A more details explanation of the backward elimination technique can be found in Ref. [38]. In this case, we assumed the confidence level is 95%, the terms that have the p value less than 0.05, are significant terms. In this paper, the multi-objective optimization problem formulated, and the quadratic models of build time and compressive strength are two objective functions of optimization.
2.5 Multi-objective optimization
The multi-objective optimization problem was solved by MOPSO algorithm, which is a metaheuristic iterative optimization algorithm. The details of MOPSO can be found in the paper by Lalwani et al. [39] and the pseudocode for MOPSO can be found in the paper by Kim et al. [40]. The quadratic models of build time and compressive strength are two objectives functions of optimization, and the constraints are the coded range (− 1 to 1) of process parameters. In a single part characteristic optimization, process parameters and their combination are optimum for only the part characteristic. In the multi-objective optimization, a combination of process parameters is optimum for all objectives (e.g. compressive strength and build time).
Unlike single objective optimization, multi-objective optimization generates a set of non-dominated solutions, the set of solutions is called Pareto optimal solution set. A non-dominated solution defined as the improvement of one solution results in at least one other worse solution [41]. A decision maker then chooses a solution from all non-dominated solution based on requirements. For instance, if for a prototype, build time is deemed to be more important than compressive strength. Thus, in this case, a decision maker will choose a combination of parameters that reduce build time without disregarding compressive strength. MOPSO is a metaheuristic optimization algorithm that optimizes two or more objectives simultaneously and generates a Pareto frontier.
3 Results and discussions
According to FCCCD and ASTM D695, FDM parts produced from PLA filament by MakerBot Replicator Z18. Three (03) specimen for each combination of process parameters were produced, and the average build time and compressive strength of three specimens were recorded for further analysis. The build time of each built part recorded from FDM machine dial box, and the compressive strength of each specimen determined by INSTRON compressive strength testing machine. The collected data of build time and compressive strength with the levels of the process parameters given in Table 2. Based on the experimental data, quadratic response surface models for both compressive strength and build time were developed. For the rest of this paper, the coded levels of variables will be used for further analysis.
3.1 Compressive strength
Based on the experimental data, a quadric model for compressive strength was developed that represents the relationship of compressive strength with layer thickness (\( x_{1} \)), build orientation (\( x_{2} \)), infill density (\( x_{3} \)), and extrusion temperature (\( x_{4} \)). For this, a response surface quadratic equation for compressive strength was generated using MINITAB 18 software. In a mathematical model, all terms are not significant. In this case, all insignificant terms were eliminated by backward elimination method with 95% confidence level. The terms with p values less than 0.05 are considered as significant terms. Other than that, t-value of all significant terms was determined at 95% confidence level. The coefficient, t-value, p values of all significant terms are given in the following Table 3. From Table 3, it is visible that extrusion temperature is not significant for compressive strength. Therefore, we do not need to consider extrusion temperature as a variable for further analysis of compressive strength. There are some square terms \( \left( {x_{1}^{2} {\text{and}} x_{2}^{2} } \right) \) and interaction terms \( \left( {x_{2} x_{3} } \right) \) also insignificant. All insignificant terms were eliminated by backward elimination method. We recommend using a low extrusion temperature (in the range of 190 ○C), as it will reduce extruder preheating time. A low extrusion temperature also increases dimensional accuracy and surface finishing, but the bond between layers becomes strong at a high temperature.
The quadratic model of compressive strength is in Eq. (3).
In Table 3, R2, adjusted R2 and predicted R2 also given, and the values are 0.9456, 0.9315 and 0.9163, respectively. The high values are representing that the mathematical model has good agreement with experimental data. Additionally, another verification method is the normal probability plot was used for determining the statistical significance of the quadratic model. The fitted linear line in the normal probability plot shown in Fig. 5 indicates that residuals are approximately normally distributed, and the predictions by this model have good agreement with experimental results. Subsequently, this model can also be used as an objective function in multi-objective optimization.
3.2 Build time
A response surface quadratic model for build time also developed by using experimental results from Table 2 but, the model became statistically insignificant as the normal probability plot was not linear and errors were not random. For this reason, we collected more data for build time. The levels of process parameters for additional experimental runs and the build time represented in Table 4.
By using all experimental data for build time from Tables 2 and 4, a quadratic model generated that consists of all significant terms at 95% confidence levels. The extrusion temperature is insignificant for build time, like compressive strength. Some square terms \( \left( {x_{3}^{2} } \right) \) and interaction terms \( \left( {x_{2} x_{3} } \right) \) are also insignificant. All insignificant terms are eliminated from the mathematical model by backward elimination method. The results of t-test and p values with coefficients of all significant terms are given in Table 5.
The quadratic mathematical model for build time is given in Eq. (4). In Table 5, the high value of R2, adjusted R2, and predicted R2 indicate that the experimental data are well-fitted with the quadratic model. In Fig. 6, it is shown the normal probability plot of build time, and the linearity of the graph represents that the distribution of residuals is normal.
Equations (3) and (4) represent the relation of the analyzed process parameters with compressive strength and build time, respectively. The two equations are employed as the objective functions in the multi-objective optimization problem that will be solved by MOPSO algorithm.
3.3 Multi-objective particle swarm optimization
For the multi-objective optimization, MOPSO algorithm was used with the mathematical model given in Eq. (5).
Objective Function,
Subject to (s.t.),
In the above mathematical model, the decision variables are \( x_{1} , x_{2} \;{\text{and}}\; x_{3} \). The constraints are the coded bounds of process parameters (− 1 to 1), and the objective is to maximize compressive strength and minimizing build time. In this optimization problem, we considered the population and repository size is 100, and the maximum generation is 500. Personal learning coefficient and global learning coefficient are 2. Moreover, the mutation rate, inertia weight, and inertia dumping weight are 0.1, 0.5, and 0.99, respectively. To solve this multi-objective optimization and generate non-dominated Pareto frontier, the MOPSO algorithm was coded and run in MATLAB R2018b software environment. The outcome of the multi-objective optimization problem represents in Table 6. The table consists of the levels of process parameters for 100 non-dominated solutions.
3.4 Pareto frontier analysis and discussion
From Table 6, we can observe the change of build time and compressive strength for different combinations of process parameters. For all non-dominated solutions, the value of \( x_{2} \), build orientation, is − 1. The original level for build orientation for the coded value − 1 is 0○. Therefore, 0○ build orientation is preferable for two-part characteristics. As at 0○ build orientation, the filament fibers remain parallel to the direction of the applied compressive load, and this increases the ability of compressive load resistance. At 0○ build orientation, the number of layers decreases for any constant value of layer thickness, and at this orientation the shortest side places along Z-direction of an FDM machine. It also preferable for build time because after completing each layer build platform moves downward, and the downward speed of build platform is low compared to the print speed. The number of downward movements of a build platform decreases as the layer thickness increases.
Build time and compressive strength increase as infill density increase, but the target of any production is to minimize build time. Therefore, it is necessary to determine the level for infill density based on the required compressive strength of a functional part. In our view, the minimum infill density that meets the required compressive strength of a part is preferable as it reduces build time as well as the weight of a part. For this type of decision, selecting parameters for multiple objectives, multi-objective optimization plays a vital rule. Unlike build orientation and infill density, the layer thickness not showing any trend with the change of build time and compressive strength. This is possibly due to the bond between molecules of materials in a layer and between different layers.
In general, build time is inversely proportional to layer thickness. But, the multi-optimization result is showing that the optimum level of layer thickness depends on other parameters as well as the required compressive strength. Other than analyzed parameters, the level of a process parameter can be significantly affected by the level of constant parameters. Therefore, it is necessary to consider as many as possible parameters as variables to get more reliable results. However, considering many process parameters will, in turn, require, additional resources and time.
Addition to numerical data, the graphical representation also helps to visualize information. The Pareto pointer commonly used to show a trade-off between objectives graphically. The Pareto frontier shows the relationship between compressive strength and build time is shown in Fig. 7. In the graph, the X-axis (horizontal) and Y-axis (vertical) represented compressive strength and build time, respectively. The graph represents a trade-off between build time and compressive strength. The compressive strength increases as build time increases. However, this is not a situation that is ideal for many decision makers. Thus, as an advantage, the Pareto chart shows all the solution points in Fig. 7 are non-dominated, and a decision maker can choose any solution based on his/her requirements. For any required combination of build time and compressive strength, the coded levels of layer thickness, build orientation and infill density can be obtained from Table 6. The actual level of a parameter can be determined from Eq. (1) by putting the value of xic.

Pareto frontier obtained by MOPSO
The FDM process has several process parameters, controllable and uncontrollable depending on the equipment used. Although in this research, the influence of four process parameters (each with three levels) on two-part characteristics was extensively analyzed, there are still other process parameters that have not been taken into considerations. The goal of this paper is to systematically provide a tool for decision makers when dealing with conflicting decisions, and not to purposely select the most optimum process parameter. As this situation is very hard to achieve due to some process parameters are not controllable, material properties, manufacturer limitations, ambient environment, and other process uncertainties. In the future, a stochastic optimization model will be developed to account for uncertainties in the process parameters.
Please note that the optimization results represented are based on the data collected from experimental study. The outcome is that extrusion temperature is found to be insignificant for both compressive strength and build time. For other parameters, our outcomes are found to be similar to some existing research. The presented results may be different if other materials, equipment, and optimization algorithms are used. In addition, slight discrepancies should be expected for readers who plan to replicate the experimental results from this paper. To minimize discrepancies in optimization results and further analysis, it would be best to construct the mathematical model based on the collected experimental data. However, if there are time and resources constraints, readers can use the experimental data resulted in this paper for their further study.
4 Conclusion
In this paper, the impacts of layer thickness, build orientation, extrusion temperature, and infill density on build time and compressive strength of PLA parts were analyzed using a multi-objective particle swarm optimization. A set of non-dominated solutions for build time and compressive strength were generated, and the Pareto frontier was developed as a way to represent the trade-off between build time and compressive strength. According to experimental results and the outcome of the optimization, among the analyzed four parameters, the extrusion temperature is insignificant for both build time and compressive strength. For build time and compressive strength, 0○ build orientation is preferable. The outcomes of multi-objective optimization can aid decision makers to select process parameters level when dealing with conflicting objectives. In this paper, the conflicting objectives are to maximize compressive strength and minimize build time. As a future direction, process uncertainty will be investigated in order to achieve more reliable and consistent parts to be printed through the FDM process.
References
Wohlers, T., Caffrey, T.: Additive Manufacturing and 3D Printing State of the Industry: Annual Worldwide Progress Report. Wohlers Associates Inc., Colorado (2011)
Hu, Z., Mahadevan, S.: Uncertainty quantification and management in additive manufacturing: current status, needs, and opportunities. Int. J. Adv. Manuf. Technol. 93(5–8), 2855–2874 (2017)
Villalpando, L., Eiliat, H., Urbanic, R.J.: An optimization approach for components built by fused deposition modeling with parametric internal structures. Procedia CIRP 17, 800–805 (2014)
Peng, A., Xiao, X., Yue, R.: Process parameter optimization for fused deposition modeling using response surface methodology combined with fuzzy inference system. Int. J. Adv. Manuf. Technol. 73(1–4), 87–100 (2014)
Letcher, T., Rankouhi, B., Javadpour, S.: Experimental study of mechanical properties of additively manufactured ABS plastic as a function of layer parameters. In: Proceedings of the ASME 2015 International Mechanical Engineering Congress and Exposition IMECE (2015)
Sood, A.K., Ohdar, R.K., Mahapatra, S.S.: Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 3(1), 81–90 (2012)
Chacón, J., et al.: Additive manufacturing of PLA structures using fused deposition modelling: effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 124, 143–157 (2017)
Akande, S.O.: Dimensional accuracy and surface finish optimization of fused deposition modelling parts using desirability function analysis. Int. J. Eng. Res. Technol. 4(4), 196–202 (2015)
Qattawi, A., Alrawi, B., Guzman, A.: Experimental optimization of fused deposition modelling processing parameters: a design-for-manufacturing approach. Procedia Manuf. 10, 791–803 (2017)
uz Zaman, U.K., et al.: Impact of fused deposition modeling (FDM) process parameters on strength of built parts using Taguchi’s design of experiments. Int. J. Adv. Manuf. Technol. 101, 1215–1226 (2019)
Lee, B.H., Abdullah, J., Khan, Z.A.: Optimization of rapid prototyping parameters for production of flexible ABS object. J. Mater. Process. Technol. 169(1), 54–61 (2005)
Levy, G.N., Schindel, R., Kruth, J.-P.: Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Ann. 52(2), 589–609 (2003)
Mohamed, O.A., Masood, S.H., Bhowmik, J.L.: Mathematical modeling and FDM process parameters optimization using response surface methodology based on Q-optimal design. Appl. Math. Model. 40(23–24), 10052–10073 (2016)
Sood, A., Ohdar, R., Mahapatra, S.: Parametric appraisal of fused deposition modelling process using the grey Taguchi method. Proc. Inst. Mech. Eng. Part B 224(1), 135–145 (2010)
Sood, A.K., Ohdar, R.K., Mahapatra, S.S.: Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 31(1), 287–295 (2010)
Panda, B.N., Bahubalendruni, M.R., Biswal, B.B.: Comparative evaluation of optimization algorithms at training of genetic programming for tensile strength prediction of FDM processed part. Procedia Mater. Sci. 5, 2250–2257 (2014)
Noriega, A., et al.: Dimensional accuracy improvement of FDM square cross-section parts using artificial neural networks and an optimization algorithm. Int. J. Adv. Manuf. Technol. 69(9–12), 2301–2313 (2013)
Nancharaiah, T., Raju, D.R., Raju, V.R.: An experimental investigation on surface quality and dimensional accuracy of FDM components. Int. J. Emerg. Technol. 1(2), 106–111 (2010)
Rinanto, A., et al.: Simultaneous optimization of tensile strength, energy consumption and processing time on FDM process using Taguchi and PCR-TOPSIS. In: 2018 4th International Conference on Science and Technology (ICST). IEEE (2018)
Rayegani, F., Onwubolu, G.C.: Fused deposition modelling (FDM) process parameter prediction and optimization using group method for data handling (GMDH) and differential evolution (DE). Int. J. Adv. Manuf. Technol. 73(1–4), 509–519 (2014)
Sood, A.K., Ohdar, R., Mahapatra, S.S.: Improving dimensional accuracy of fused deposition modelling processed part using grey Taguchi method. Mater. Des. 30(10), 4243–4252 (2009)
Liu, X., et al.: Mechanical property parametric appraisal of fused deposition modeling parts based on the gray Taguchi method. Int. J. Adv. Manuf. Technol. 89(5–8), 2387–2397 (2017)
Srivastava, M., et al.: Multi-objective optimisation of fused deposition modelling process parameters using RSM and fuzzy logic for build time and support material. Int. J. Rapid Manuf. 7(1), 25–42 (2018)
Gurrala, P.K., Regalla, S.P.: Multi-objective optimisation of strength and volumetric shrinkage of FDM parts: a multi-objective optimization scheme is used to optimize the strength and volumetric shrinkage of FDM parts considering different process parameters. Virtual Phys. Prototyp. 9(2), 127–138 (2014)
Pandey, P.M., Thrimurthulu, K., Reddy, N.V.: Optimal part deposition orientation in FDM by using a multicriteria genetic algorithm. Int. J. Prod. Res. 42(19), 4069–4089 (2004)
Rao, R.V., Rai, D.P.: Optimization of fused deposition modeling process using teaching–learning-based optimization algorithm. Eng. Sci. Technol. Int. J. 19(1), 587–603 (2016)
Nidagundi, V.B., Keshavamurthy, R., Prakash, C.: Studies on parametric optimization for fused deposition modelling process. Mater. Today Proc. 2(4–5), 1691–1699 (2015)
Nancharaiah, T.: Optimization of process parameters in FDM process using design of experiments. Int. J. Emerg. Technol. 2(1), 100–102 (2011)
Chin Ang, K., et al.: Investigation of the mechanical properties and porosity relationships in fused deposition modelling-fabricated porous structures. Rapid Prototyp. J. 12(2), 100–105 (2006)
Hernandez, R., et al.: Analyzing the tensile, compressive, and flexural properties of 3D printed ABS P430 plastic based on printing orientation using fused deposition modeling. In: 27th Annual International Solid Freeform Fabrication Symposium, Austin, TX (2016)
Ventola, C.L.: Medical applications for 3D printing: current and projected uses. Pharm. Ther 39(10), 704 (2014)
D695-15, A.I.A.: Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International, West Conshohocken (2015)
Torres, J., et al.: Mechanical property optimization of FDM PLA in shear with multiple objectives. JOM 67(5), 1183–1193 (2015)
CUSTOM SETTINGS (cited 2019 27 June). Available from: https://support.makerbot.com/learn/makerbot-desktop-software/print-settings/custom-settings_11912
LAYER HEIGHT (cited 2019 27 June). Available from: https://support.makerbot.com/learn/3d-printing/3d-printing-terms/layer-height_12672
Chauhan, V.S., Bhardwaj, N.K., Chakrabarti, S.K.: Application of response surface methodology and central composite design for the optimization of talc filler and retention aid in papermaking. IJCT 20, 121–127 (2013)
Khuri, A., Cornell, J.: Response Surfaces: Designs and Analyses. M. Dekker, New York (1996)
Howell, D.C.: Statistical Methods for Psychology. Cengage Learning, Boston (2009)
Lalwani, S., et al.: A comprehensive survey: applications of multi-objective particle swarm optimization (MOPSO) algorithm. Trans. Comb. 2(1), 39–101 (2013)
Kim, N., et al.: Improving surface roughness of additively manufactured parts using a photopolymerization model and multi-objective particle swarm optimization. Appl. Sci. 9(1), 151 (2019)
Srinivas, N., Deb, K.: Muiltiobjective optimization using nondominated sorting in genetic algorithms. Evol. Comput. 2(3), 221–248 (1994)
Acknowledgements
This research work was partially supported by NDSU EPSCoR Grant FAR0030453.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Dey, A., Hoffman, D. & Yodo, N. Optimizing multiple process parameters in fused deposition modeling with particle swarm optimization. Int J Interact Des Manuf 14, 393–405 (2020). https://doi.org/10.1007/s12008-019-00637-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-019-00637-9