
Abstract
ABS is a popular material for structural applications in automotive sector because of its low cost, high apparent shine and finishing, ease of property improvement, simplicity in forming complicated shapes while preserving strength, and durability. It is preferred to be joined using ultrasonic welding (USW) process. So, in this study, the ultrasonic welding (USW) parameters specifically welding time, amplitude, axial pressure and holding time were optimized for enhancing the tensile shear fracture load (TSFL) bearing capability of acrylonitrile butadiene styrene (ABS) plastic lap joints for automotive applications. The computational and stastical approach of response surface methodology (RSM) was used for formulating the parametric empirical relationship (PER) and optimize the USW parameters. The PER was validated using analysis of variance. The response surfaces were created using RSM and analyzed. From the results, it was observed that the ABS joints created using the welding amplitude of 80%, welding time of 2.0 s, axial pressure of 2 bar, and holding time of 5.0 s exhibited greater tensile shear fracture load (TSFL) bearing capability of 1.30 kN. The PER accurately predicted the TSFL of ABS joints within 1% error on 95% confidence.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The growing popularity of lighter and cost-effective thermoplastics is rising in automotive sector to reduce the weight and cost of vehicle. This is crucial to reduce the usage of fuel, exhaust emissions, cost of metal sheets and enhance the mileage [1]. The plastic sheets are often required to be welded using suitable joining techniques to make an automotive part. Thermoplastics are welded using plastic welding processes, which involves heating plastic components until they are flexible and joining them into a single structure after that. To produce the best weld quality, surfaces must be clean, just like with other welding techniques [2]. Plastics are fused together at the moment of melting. They entirely fuse after they have cooled. Due to its great efficiency and ability to work with a variety of materials, plastic welding is growing in popularity among manufacturers across a number of sectors [3]. Contrary to certain other connecting techniques, such fasteners and adhesive bonding, it often doesn't necessitate the acquisition of extra parts and supplies. Plastic welds produce superior results while being lightweight and affordable. Plastic welding also offers adaptability and compatibility with various joint forms. Since there are less fumes produced throughout the procedure than during some other conventional welding techniques, the welds remain permanent [4]. Plastic welding is done by hot gas welding, laser beam welding [5,6,7], spin welding [8], vibration welding [9], hot plate welding [10], high frequency welding [11] and solvent welding [12]. A typical thermoplastic used to create light, stiff, moulded items including piping, car bodywork, wheel covers, enclosures, and protective headgear is called Acrylonitrile Butadiene Styrene, or ABS. It is developed by the copolymerization of acrylonitrile (A, 23–41%), butadiene (B, 10–30%), and styrene (S, 29–60%). ABS exhibits good impact toughness, mechanical strength, creep resistance, dimensional stability, and stiffness [13]. ABS is a popular material for structural applications because of its low cost, high apparent shine and finishing, ease of property improvement, simplicity in forming complicated shapes while preserving strength, and durability. ABS is useful as a cheap electronic substrate material due to its strong electrical resistivity and low thermal coefficient value. ABS offers chemical resistance to the majority of chemicals, including highly concentrated hydrochloric acid (HCl), aqueous acids, mineral oil, and alcohols. This is another benefit of using ABS in pipes and fittings in the chemical sector [14].
ABS is preferred to be joined using ultrasonic welding (USW) process [15]. High-frequency, low-amplitude mechanical vibrations are used in ultrasonic welding to produce heat. In order for the plastic to melt and form a weld between two plastic surfaces, friction caused by the vibrations must be present. UW is quick and doesn't apply direct heat. As a result, it is a great option for welding ABS that are likely to produce fumes when employed with other methods [16]. In this investigation ultrasonic welding (USW) is performed on ABS plastic sheets. In USW, the components to be welded are clamped together under pressure and then exposed to ultrasonic vibrations, which are typically 20 kHz, while the industry sometimes uses frequencies between 15 and 60 kHz according to the application [17]. If the parts are suitably engineered, the heat produced by the alternating strains can be concentrated at the joint, where it is generated via intermolecular friction. The working mechanism and schematic of USW machine is illustrated in Figs. 1 and 2. The power source (generator), transducer, booster, horn, control system, and a fixture to hold the parts make up the USW equipment [18]. Electrical power is transformed into mechanical vibrations by a transducer made of piezoelectric material and then sent via the booster. The booster changes the transducer's vibration amplitude into the quantity that the horn needs. In order to obtain amplitude changes which, the horn cannot produce on its own, the booster is attached between the transducer and horn. The vibrations generated by booster are amplified and sent to welding components by a horn or sonotrode. These horns serve as impedance transformers; it must be matched to the booster's amplitude at one end of it and to the parts at the other end [19]. The ultrasonic metal welding is quite distinct from an allied ultrasonic plastic welding. The ultrasonic vibrations in metal welding are parallel to the part surfaces, whereas they are perpendicular to the surfaces in plastic welding. The ultrasonic metal welding is achieved in solid state i.e., without melting and fusion of adjacent metal surfaces. In ultrasonic plastic welding, the joining is done by melting and coalescence of adjacent plastic material. The schematic of ultrasonic plastic and metal welding is shown in Fig. 3 [20].

Mechanism of USW process

Schematic of an USW machine [18]

Comparison between ultrasonic plastic and metal welding [20]
The research work on welding of ABS is mainly reported on laser welding [21,22,23], friction stir welding [24,25,26,27], vibration welding [28] and rotary friction welding [29]. There is lack of study on USW of ABS plastic. The welding parameters significantly influence the integrity and strength performance of joints [30]. Hence it is necessary to optimize the USW parameters for joining ABS plastic material. The researchers have reported the application of response surface methodology (RSM) in optimization of welding parameters for joining engineering materials to enhance the strength performance of joints [31,32,33]. So, in this study, the ultrasonic welding (USW) parameters specifically welding time, amplitude, pressure and holding time were optimized for enhancing the tensile shear fracture load (TSFL) strength of ABS plastic lap joints for automotive applications. The computational and stastical approach of RSM was deployed for creating the strength prediction models (SPM) and optimize the USW parameters. The response surfaces were created using RSM and analyzed.
2 Experimental methodology
The 3 mm thick sheets of ABS plastic sheets were utilized for optimizing USW parameters. The size of the ABS sheets was kept as 75 × 25 × 3 mm. The USW machine was employed for joining ABS plastic sheets. The welding amplitude (%), welding time (s), holding time (s) and axial pressure (AP) were observed to be important parameters affecting the TSFL of USW joints. The defects obserfed during the setting of USW parameters are shown in Table 1. The joint quality was accessed on the basis of defects, weld appearance and TSFL strength of joints.
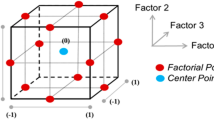
The working limits for joining ABS plastic sheets were fixed after several tests using several combinations of USW parameters. The working limits of USW parameters for joining ABS plastic sheets are tabulated in Table 2. The Box-Behnken Design (BBD) matrix was created with Design Expert software. It has 30 experimental runs, 04 factors, and 03 levels, as shown in Table 3. The − 1 and + 1 criteria act as upper and lower values of USW parameters.
The specimens of TSFL were made. The TSFL tests were carried out using a semi-automatic, UTM machine (50 kN capacity). The total of 03 TSFL joints were tested, and the mean of recorded values was given as the final value. Table 3 displays the TSFL results of ABS joints.
3 Results and discussion
3.1 Developing parametric empirical relationship (PER)
The PER for ABS joints made using USW were formulated for predicting the TSFL. The AMP, WT, HT, and AP notations represented Welding Amplitude, welding time, holding time, and axial pressure. The response surfaces for USW of ABS plastic sheets are given in Eq. 1 as a function of process variables.
In order to fit the PER of ABS joints using multiple regression, a response function of 2nd order was utilized. The polynomial USW regression equations of 2nd order were used for generating the response surface "Y."
The polynomial equation of 2nd order for the 04-input independent USW parameters could be represented as:
where Y = response, Xi and Xj = encoded independent variables, b0 = mean response and bi, bii and bij = coefficients depending on linear, interaction and quadratic effects of parameters.
For establishing the PER of USW parameters, the regression coefficients may be calculated using the following formulae.
Using Design-Expert software, the regression coefficients of 2nd order model for ABS joints were assessed with a 95% level of confidence. The equations with coefficient values were used for establishing PER. The significance of USW regression coefficients was assessed. The non-important regression coefficients of USW were avoided. The PER were formulated utilizing substantial USW coefficients. The equation below is the final PER of TSFL of ABS joints.
where AMP = Amplitude (%), WT = Welding Time (s), HT = Holding Time (s), AP = Axial Pressure (Bar); TSFL = Tensile shear fracture load (kN).
3.2 Analysing the validity of formulated PER
The ANOVA (Analysis of Variance) was made to use for validating the formulated PER. Tables 4 reported the findings of ANOVA for TSFL of ABS joints. If standard F ratio is greater than experimental F ratio, then PER is validated for feasibility [34, 35]. The findings proved the feasibility of PER at 95% confidence. The importance of formulated PER was revealed by the estimated F-values of 67.23 for TSFL. This high “model F-value” probability being caused noise is 0.010%. This shows that the TSFL of ABS joints are significantly influenced by USW parameters. Because the values of "prob > F" are lesser than 0.050, the USW parameters clearly have a major effect. Values over 0.10 demonstrate the minimal parametric influence. For the SL-TSFL and CL-TSFL of LBSW-joints, the lack of fit is not substantial when compared to pure error. For TSFL of ABS joints, the "lack of fit" values is 0.95. Noise may increase the higher "lack of fit" probably by 57.19%. A minor absence of fit values is beneficial. The signal-to-noise ratio is defined by the value of "Adeq. Precision," which must be more than 4.0 to be desirable [36, 37]. The "Adeq. Precision" scores for TSFL is 26.275. This indicates that the model's signal is sufficient. You may use the PER of TSFL to move about the design space.
Figure 4 shows the plot of normal probability of residuals for the TSFL of ABS joints. The residual points drawn on a straight line show the normal distribution of errors. The justifications made it clear that the PER for the TSFL of ABS joints were validated, and they also made them suitable for use in actual USW. By changing the values of the USW parameter in coded terms, the existing PER for TSFL prediction of ABS joints may be effectively used. The test of conformance was carried out to evaluate the precision of PER. The % error was calculated using the comparison of actual and anticipated TSFL values, as shown in Tables 5. It was determined from the results that the mean % error in TSFL prediction is not more than 1.0%. Figure 5 displays the plot for the actual and predicted values of TSFL of ABS joints. Figure 6 illustrates the perturbation plot for TSFL of ABS joints which contrasts the impact of USW parameters at a specific region in the design space. The sensitivity of ABS joints for TSFL at their respective levels of USW parameters is displayed in the perturbation plot by steep curvature associated with USW parameters.

Residual plot of normal probability of TSFL

Plot of actual TSFL (kN) versus predicted TSFL (TSFL) of joints

Perturbation graph for TSFL of ABS joints
3.3 Optimization of USW parameters
The parametric combination of USW that satisfies the demands set on factors and responses concurrently is identified by the optimization module. A multi-objective problem is designed to increase the TSFL strength of ABS joints. To increase the TSFL of ABS joints, the existing PER was utilized to optimize the USW parameters. Table 6 displays the USW parameter's higher and lower values, its relevance level, and the goal of the optimization research. Based on the maximizing criteria selected for the optimization research, Table 7 provides the combinations of USW parameters. For joining ABS plastic sheets, the USW parameter was selected based on desirability function. For joining ABS plastic sheets, the USW parameters with the greatest desirability function of 0.995 was selected as the ideal process parameters.
Figure 7a–f show the 3D response surfaces showing greater TSFL of ABS joints by red coloured top region. The results showed that the ABS joints created using the welding amplitude of 80%, welding time of 2.0 s, axial pressure of 2.0 bar, and holding time of 5.0 s exhibited greater TSFL of 1.30 kN. Table 8 shows the optimum actual and expected USW values for joining ABS plastic sheets. The findings indicated good agreement between the experimental and predicted USW parameter and TSFL of ABS joints. The predictions revealed that the ABS joints created using the welding amplitude of 81.10%, welding time of 2.10 s, axial pressure of 1.97 bar, and holding time of 4.97 s exhibited greater TSFL of 1.25 kN.

Response surface graphs of ABS joints: a WT versus AMP, b HT versus AMP, c AP versus AMP, d HT versus WT, e AP versus WT, f AP versus HT
4 Conclusions
-
1.
The 3.0 mm thick ABS plastic sheets were lap welded successfully using solid state ultrasonic welding (USW) without defects.
-
2.
The ultrasonic welding (USW) parameters specifically welding amplitude, welding time, holding time and axial pressure were optimized to maximize the tensile shear fracture load (TSFL) of ABS joints.
-
3.
The ABS joints welded using welding amplitude of 80%, welding time of 2.0 s, holding time of 5.0 s and axial pressure of 2.0 bar disclosed greater TSFL of 1.30 kN.
-
4.
The parametric empirical relationship (PER) was formulated using the equations of regressions. It correctly predicted the TSFL of ABS joints with less than 1% error.
-
5.
The prediction showed that the ABS joints lap welded using amplitude of 81.10%, welding time of 2.10 s, holding time of 4.94 s and axial pressure of 1.97 bar disclosed greater TSFL of 1.25 kN.
-
6.
Holding time is the most predominant parameter in USW of ABS plastic sheets. It significantly influences the TSFL of ABS joints followed by axial pressure, welding time and amplitude.
-
7.
The optimal USW parameters set are locally optimal rather than globally optimal. The PER used to predict the optimal process parameter set is applicable locally.
References
Haque, M.S., Siddiqui, M.A.: Plastic welding: important facts and developments. Am. J. Mech. Ind. Eng. 1(2), 15–19 (2016)
Grewell, D., Benatar, A.: Welding of plastics: fundamentals and new developments. Int. Polym. Proc. 22(1), 43–60 (2007)
Katayama, S.: Introduction: fundamentals of laser welding. In: Handbook of laser welding technologies, pp. 3–16. Woodhead Publishing (2013)
Brunnecker, F.: Innovations powered by laser plastic welding: laser plastic welding for modern joining technologies. Laser Tech. J. 8(5), 20–23 (2011)
Brunnecker, F., Sieben, M.: Laser welding of plastics—a neat thing: the story of a popular laser application. Laser Tech. J. 7(5), 24–27 (2010)
Sieben, M., Brunnecker, F.: Welding plastic with lasers. Nat. Photonics 3(5), 270–272 (2009)
Jones, I.: Laser welding of plastics. In: Handbook of laser welding technologies, pp. 280–301e. Woodhead Publishing (2013)
Bindal, T., Saxena, R.K., Pandey, S.: Investigating friction spin welding of thermoplastics in shear joint configuration. SN Appl. Sci. 3, 1–17 (2021)
Stokes, V.K., Hobbs, S.Y.: Vibration welding of ABS to itself and to polycarbonate, poly (butylene terephthalate), poly (ether imide) and modified poly (phenylene oxide). Polymer 34(6), 1222–1231 (1993)
Bucknall, C.B., Drinkwater, I.C., Smith, G.R.: Hot plate welding of plastics: factors affecting weld strength. Polym. Eng. Sci. 20(6), 432–440 (1980)
Trofimov, N.V., Yulenets, Y.P., Markov, A.V.: High-frequency welding of plastic components of complicated shape. Weld. Int. 25(03), 196–199 (2011)
Tiwary, V.K., Padmakumar, A., Malik, V.: Adhesive bonding of similar/dissimilar three-dimensional printed parts (ABS/PLA) considering joint design, surface treatments, and adhesive types. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 236(16), 8991–9002 (2022)
Yan, Y., Shen, Y., Zhang, W., Guan, W.: Effects of friction stir spot welding parameters on morphology and mechanical property of modified cast nylon 6 joints produced by double-pin tool. Int. J. Adv. Manuf. Technol. 92, 2511–2523 (2017)
Vicente, C.M., Martins, T.S., Leite, M., Ribeiro, A., Reis, L.: Influence of fused deposition modeling parameters on the mechanical properties of ABS parts. Polym. Adv. Technol. 31(3), 501–507 (2020)
Benatar, A., Marcus, M.: Ultrasonic welding of plastics and polymeric composites. In: Power ultrasonics, pp. 205–225. Woodhead Publishing (2023)
Tsujino, J., Hongoh, M., Tanaka, R., Onoguchi, R., Ueoka, T.: Ultrasonic plastic welding using fundamental and higher resonance frequencies. Ultrasonics 40(1–8), 375–378 (2002)
Rajalingam, P., Rajakumar, S., Kavitha, S., Sonar, T.: Ultrasonic spot-welding of AA 6061-T6 aluminium alloy: Optimization of process parameters, microstructural characteristics and mechanical properties of spot joints. Int. J. Lightweight Mater. Manuf. (2023). https://doi.org/10.1016/j.ijlmm.2023.07.002
Rani, M.R., Prakasan, K., Rudramoorthy, R.: Studies on thermo-elastic heating of horns used in ultrasonic plastic welding. Ultrasonics 55, 123–132 (2015)
Li, Z., Huang, Z., Sun, F., Li, X., Ma, J.: Forming of metallic glasses: mechanisms and processes. Mater. Today Adv 7, 100077 (2020)
Acherjee, B., Kuar, A.S., Mitra, S., Misra, D., Acharyya, S.: Experimental investigation on laser transmission welding of PMMA to ABS via response surface modeling. Opt. Laser Technol. 44(5), 1372–1383 (2012)
Rodríguez-Vidal, E., Quintana, I., Gadea, C.: Laser transmission welding of ABS: effect of CNTs concentration and process parameters on material integrity and weld formation. Opt. Laser Technol. 57, 194–201 (2014)
Ilie, M., Cicala, E., Grevey, D., Mattei, S., Stoica, V.: Diode laser welding of ABS: experiments and process modeling. Opt. Laser Technol. 41(5), 608–614 (2009)
Bagheri, A., Azdast, T., Doniavi, A.: An experimental study on mechanical properties of friction stir welded ABS sheets. Mater. Des. 43, 402–409 (2013)
Yan, Y., Shen, Y., Lei, H., Zhuang, J.: Influence of welding parameters and tool geometry on the morphology and mechanical performance of ABS friction stir spot welds. Int. J. Adv. Manuf. Technol. 103, 2319–2330 (2019)
Bagheri, A., Parast, M.S.A., Kami, A., Azadi, M., Asghari, V.: Fatigue testing on rotary friction-welded joints between solid ABS and 3D-printed PLA and ABS. Eur. J. Mech.-A/Solids 96, 104713 (2022)
Raza, S.F., Khan, S.A., Mughal, M.P.: Optimizing the weld factors affecting ultrasonic welding of thermoplastics. Int. J. Adv. Manuf. Technol. 103(5–8), 2053–2067 (2019)
Shieu, F.S., Wang, B.H.: On the microstructure and tensile strength of PC/ABS polymer blend joints. J. Polym. Res. 2, 263–267 (1995)
Kumar, R., Singh, R., Ahuja, I.P.S., Amendola, A., Penna, R.: Friction welding for the manufacturing of PA6 and ABS structures reinforced with Fe particles. Compos. B Eng. 132, 244–257 (2018)
Rajalingam, P., Rajakumar, S., Balasubramanian, V., Sonar, T., Kavitha, S.: Tensile shear fracture load bearing capability, softening of HAZ and microstructural characteristics of resistance spot welded DP-1000 steel joints. Mater. Test. 65(1), 94–110 (2023)
Dhamothara Kannan, T., Sivaraj, P., Balasubramanian, V., Sonar, T., Ivanov, M., Sathiya, S.: Unsymmetric rod to plate rotary friction welding of dissimilar martensitic stainless steel and low carbon steel for automotive applications–mathematical modeling and optimization. Int. J. Interact. Des. Manuf. (IJIDeM) (2023). https://doi.org/10.1007/s12008-022-01193-5
Sonar, T., Balasubramanian, V., Malarvizhi, S., Venkateswaran, T., Sivakumar, D.: Development of 3-Dimensional (3D) response surfaces to maximize yield strength and elongation of InterPulsed TIG welded thin high temperature alloy sheets for jet engine applications. CIRP J. Manuf. Sci. Technol. 31, 628–642 (2020)
Dhamothara Kannan, T., Paramasivam, S., Visvalingam, B., Sonar, T., Sivaraj, S.: Parametric mathematical modeling and 3D response surface analysis for rod to plate friction welding of AISI 1020 steel/AISI 1018 steel. Multidiscip. Model. Mater. Struct. 19(1), 54–70 (2023)
Sonar, T., Balasubramanian, V., Malarvizhi, S., Venkateswaran, T., Sivakumar, D.: Maximizing strength and corrosion resistance of InterPulsed TIG welded superalloy 718 joints by RSM for aerospace applications. CIRP J. Manuf. Sci. Technol. 35, 474–493 (2021)
Rajarajan, C., Sivaraj, P., Sonar, T., Raja, S., Mathiazhagan, N.: Resistance spot welding of advanced high strength steel for fabrication of thin-walled automotive structural frames. Forces Mech. 7, 100084 (2022)
Sonar, T., Balasubramanian, V., Malarvizhi, S., Venkateswaran, T., Sivakumar, D.: Multi-response mathematical modelling, optimization and prediction of weld bead geometry in gas tungsten constricted arc welding (GTCAW) of Inconel 718 alloy sheets for aero-engine components. Multiscale Multidiscip. Model. Exp. Des. 3, 201–226 (2020)
Rajalingam, P., Rajakumar, S., Balasubramanian, V., Sonar, T., Kavitha, S.: Optimization of laser beam spot welding (LBSW) parameters to maximize the load bearing capability of AHS-DP1000 steel lap joints. Int. J. Interact. Des. Manuf. (IJIDeM) (2023). https://doi.org/10.1007/s12008-023-01351-3
Acknowledgment
The author wishes to thank the Director, All India Council for Technical Education, New Delhi, India for providing financial support to carry out this research work under AICTE-RPS project scheme (Project No. 8-85/RIFD/RPS/ Policy-I/ 2016-17).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rajakumar, S., Kavitha, S. & Sonar, T. Optimization of ultrasonic welding parameters to maximize the tensile shear fracture load bearing capability of lap welded ABS plastic sheets. Int J Interact Des Manuf 18, 3207–3216 (2024). https://doi.org/10.1007/s12008-023-01481-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-023-01481-8