
Abstract
Among the most critical components, crankcase the housing for the crankshaft is used for effective and precise working of the internal combustion engine. The main aim of this work is to analyze the structural and modal parameters of the crankcase of diesel engine of existing and modified model. Solid model of the crankcase is generated using the commercially available software packages, as per the dimensional details of existing crankcase. Static and vibrational analysis of the crankcase is carried out using commercially available software packages for the boundary conditions in accordance with engine specifications and mounting conditions. The modified model of the crankcase is also modeled, analyzed and compared with the existing model of the crankcase. The modified model is prepared for the experimentation using the fast fourier transformer (FFT) analyzer. Simulation results show that the modified model of the crankcase demonstrates the reduced stresses (by 10%) and deformation by (40%) with the existing model also absorb more vibrations.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Crankcase, the housing for the crankshaft, is a component used in an internal combustion engine. The material used for crankcase is cast iron which can be cast using sand casting technique. Other than providing the protection to connecting rod and crankshaft from the foreign items, the crankcase provides the rigid structure to engine, maintaining the motor oil contained etc. The location of the crankcase is found at the bottom of the cylinder block [1]. The crankcase holds and supports the crankshaft as well as it aligns all the engine parts and provide the reservoir for lubricating oil. The crankcase is bolted separately to the cylinder block or it is molded as the part of block.
The crankcase in the single cylinder diesel engine is an economic alternative because of its low manufacturing cost and low fuel consumption. Thus, these single cylinder diesel engines are widely used as the auxiliary agricultural tools in the rural areas. However, due to their heavy usage and over utilization in the field applications many failures of engine components were reported [2].
The single cylinder diesel engines are widely employed in agricultural areas for a variety of tasks like running some auxiliary agricultural vehicles, spraying of pesticides and pumping water, etc. [3]. Sand casting and die casting were the popular method for producing cast components in large quantities and at a reasonable cost. Now a days, High pressure die casting (HPDC) process is popular for its low cost and ease of production process. By analyzing the necessary design parameters for HPDC, the step-by-step process for developing an HPDC die is presented for a two-wheeler automobile crank case in the study by Patnaik L et al. [4]. Figure 1 shows the engine assembly and crankcase.

Existing model of engine assembly and highlighted portion of crankcase
For in-line and V-engine applications, an AVL research programme examines the potential of various crankcase design approaches and materials. In collaboration with Magnesium Electron, the Australian Magnesium Corporation, and Hydro Aluminium, the findings and recommendations of in-depth concept investigations and simulations were reported [5]. The major parameters affected are (a) External dimensions, (b) Main dimensions of existing engine families, (c) Manufacturing processes and (d) Use of lightweight materials. Researchers worked to reduce the weight of the crankcase [5].
The examination of the failures of engine components include the analysis of composition, visual inspection, examination of microstructure, mechanical testing and static and dynamic analysis. Shahane et al. [6] worked on failure analysis of the single cylinder diesel engine crankshaft for the static structural and dynamic analysis. The weight of the optimized model of the crank shaft has been reduced by 4.37% of the existing model.
Failure of diesel generator cylinder [7] [8], marine engine crankshaft failure [9][10] of single cylinder diesel engine, compressor crankcase [11] has been carried out. Unexpected loads on engine parts caused the crankshaft to prematurely fail. The sharp fillet area shows where the failure started, and the holes are where the crack is growing. Many authors [1] studied the failure of crankcase of single cylinder diesel engine by static and modal analysis [2][12] and determined the displacements, stresses and strains in structures and components.
In piston engines, balancing shafts are employed to reduce vibration by cancelling out imbalanced dynamic forces. The eccentric weights on the counter-balance shafts and their anticlockwise rotation produce a net vertical force. Balance shafts were introduced to the two, four [13], five and six cylinder engines to reduce the vibrations. Authors [14][15] designed the balance shafts to reduce the vibrations in the single cylinder diesel engines. However, researchers not concentrated more on the inclusion of the balance shaft inside the crankcase.
Various authors [16,17,18,19] worked on the vibration analysis both by using finite element simulations and experimental techniques. Amrin Taj et al. [20] worked on the experimental modal analysis to determine the natural frequencies of a system using the FFT analyzer. V K Dhummansure et al. [21,22,23,24] worked on the modal, static analysis of the EGR cooling assembly of diesel engine and optimized the mountings of the ribs in order to reduce the maximum stress, deformation and to reduce the noise and leakage due to vibrations.
From the literature, it is identified that static and vibration analysis of the many engine components like crankshaft, EGR cooling assembly and other engine components were carried out. The vibrations due to the rotation of crankshaft will also cause the vibrations of the crankcase. However, very little attempt has been made to analyze the crankcase for vibrations. In that case, the stress, deformation and vibrational analysis of the crankcase is still finding the scope for the research. The main objective of this work is to compare the existing model of the crankcase with the new modified model using finite element simulation method. The motivation taken to carry out this work is to reduce the stress and deflection of the existing crankcase at static load and vibrations. It is also aimed to conduct the experimental modal analysis in order to validate the results obtained for both the models of crankcase. Authors are attempted to modify the existing design of crankcase of single cylinder diesel engine to introduce the balance shaft inside the crankcase so as to reduce the vibrations.
2 Materials
Generally, materials used for crankcase are gray iron, or grey cast iron, is a type of cast iron that has a graphitic C in microstructure. Its typical chemical composition includes the 2.5 to 4% of carbon, up to 3% of silicon, 6 to 10% of graphite. Gray cast iron is widely used where the stiffness is more important than the tensile strength of the components. Thus, its applications found in engine cylinder blocks, valve bodies, pump housings, decorative castings etc. Higher thermal conductivity and specific heat of the grey cast iron makes them to utilize in the cast iron cookware and disc brake rotors. Grey iron also exhibits the good damping capacity thus, it also used in the machine tool mountings. In this work the gray iron used is FG260 [25]. Its main mechanical properties are Elastic modulus 128GPa, rigidity modulus = 51GPa, Poisson’s ratio = 0.26, Density 7.2 g/cc and Ultimate strength (compression) = 864 MPa, Yield stress = 146 MPa.
3 Design parameters
The following design parameters are considered to calculate the radial force and tangential force applied on the crankcase. The rated power is 8AP @3600 rpm and gas pressure is 78.43BAR. The stroke length is 80 mm, cylinder bore is 87.55 mm, volume of it is 345 mm and the compression ratio is 16.7:1.
Before calculating the reaction forces at two sets of bearing in the crankcase hole where crankshaft is supported, the force on the piston is calculated. The force at the piston and the angle of inclination of the connecting rod is 47.14kN and 8.24° respectively. Using which, the thrust in the connecting rod is calculated as 47.66kN. This thrust is further divided into tangential and radial component. The tangential and radial force on the crankshaft, calculated using the thrust and the angle of inclination is 32.64kN and 34.71kN respectively. Thus, the reactions at bearings due to tangential force and radial force is calculated as 17.32kN and 17.35kN respectively. For the analysis, factor of safety is considered as 1.5. Thus, the applied radial force on the crankcase is 26.02kN.
4 Model generation
The existing and modified CAD models are generated using commercially available software as shown in the Figs. 2a and 3a respectively.

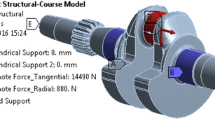
a Existing model. b Boundary conditions of Existing model

a Modified model. b Boundary conditions of Modified model
4.1 Existing model
The analysis of the existing model of the crankcase is carried out using the finite element simulation method to determine the maximum stress, deformation and natural frequencies. The weight of the existing model of crankcase is 14.03 kg [1]. The existing model of the crankcase of single cylinder diesel engine don’t have an option to include the balance shaft. The base of the crankcase is fixed, at point B, with all degrees of freedom and the radial force on the crankcase is 26.02kN is applied at locations A and C as shown in Fig. 2b.
4.2 Modified model
The existing model is modified to accommodate the balance shaft inside the crankcase. To accommodate the shaft and gear assembly following modifications were carried out. Thus, length and width of the crankcase has to be increased at its lower portion. However, increasing the length and width of the crankcase increases its overall weight. To reduce and make the weight of the crankcase nearly equal to the existing model, machining operations were carried out to remove material at unwanted places.
-
Length is increased to 50 mm at bottom side to mount the balance shaft with considering the less changes in weight and dimensions of crankcase [14].
-
Width is increased by 10 mm in new crankcase to mount the gears inside of it with the consideration of stress for safe design [15].
The base of the modified crankcase is fixed, at point A, with all degrees of freedom and the radial force on the crankcase is 26.02kN is applied at locations B and C as shown in Fig. 3b.
The prepared model of the crankcase is meshed using the SOLID3D elements which has the three degrees of freedom and four node and tetrahedron elements. The meshed model of the crankcase for both the existing and modified models is shown in the Fig. 4a and b respectively. To make the simple computations, the tetrahedral elements were used in the crankcase, which also fit in the irregular shaped geometries. Although tetrahedral meshes are less accurate than the hexahedral meshes [26], these are widely used to model the complex geometry with less distortion in meshing. The material selected for crankcase is gray cast iron (FG260), properties (given in Sect. 2) of which were taken from the material library. The material conditions given in modeling are linear elastic, isotropic and temperature independent.

Meshed model of crankcase. a Existing meshed model. b Modified meshed model
The most basic sort of dynamic analysis is modal analysis, which provides mode shapes and the natural frequencies at which a structure would resonate. These natural frequencies play a crucial role in many technical disciplines. While designing the crankcase, because it is fixed at the base, it works under stress. The effect of pre-stress must be considered due to the change of state of stress at natural frequencies of structure during the modal analysis of the crankcase.
5 Results and Discussion
The mesh convergence studies have been carried out for existing and modified crankcase models by considering 2 mm to 6 mm element sizes (Fig. 5). From the mesh convergence study, it is observed that the element sizes 2 mm to 4 mm shows nearly same results. However, due to the small variation in stress values, the designer had more freedom to use mesh sizes between 2 and 6 mm.

Mesh Convergence study
The finite element simulation has been conducted for both the existing and modified model of crankcase to investigate the maximum stresses and deformation. The tensile stress of existing model is found to be 160 MPa and the displacement of 0.1 mm is obtained as shown in following Figs. 6a, b. The maximum stress at the modified model were near about 143 MPa and the displacement is 0.06 mm as shown in the Fig. 7a, b.

a Principal Stress plot in existing model. b Displacement in existing model

a Principal Stress plot for modified model. b Displacement in modified model
Similarly, finite element modal analysis of the existing and modified models of crankcase are conducted and the outcomes are shown in the Figs. 8a–c and 9a–c respectively. The outcomes of the modal analysis of both the existing and the modified models are listed in Table 1.

a Mode Shape1 at 465.58 Hz of Existing Crankcase. b Mode Shape 2 at 650.8 Hz of Existing Crankcase. c Mode Shape 3 at 1015.8 Hz of Existing Crankcase

a Mode Shape 1 at 590.77 Hz of Modified Crankcase. b Mode Shape 2 at 690.44 Hz Modified Crankcase. c Mode Shape 3 at 1233.2 Hz of Modified Crankcase
The comparison of the finite element simulation analysis results of the existing and modified model of crankcase is listed in the Table 1. The maximum principal stress of the modified model is 10% lesser than the maximum principal stress of existing model. The maximum displacement of the modified model is 40% lesser than the maximum displacement of existing model. Based on the stress and displacement induced due to the applied load the modified model shows the best results. The modal analysis of the crankcase has been carried out using finite element method, the natural frequencies of the crankcase are listed in the Table 1. The natural frequencies of the modified model of the crankcase are higher in comparison with the exiting model for each mode number. Thus, due to the vibrations, occurrence of resonance in the modified model will take more time. Thus, the using of modified model will not only have the reduced stress and displacement and also benefited with the vibrations.
The modified model of crankcase is fabricated for the experimentation. The fabricated model is prepared for the experimental modal analysis for FFT analyzer. The prototype model is tested for vibrations to determine the natural frequencies of the system.
6 Experimentation
The crankcase is made using the high-pressure die casting technique. To manage the temperature, lubricant is first injected into the mould chamber after the die has been cleaned. The dies are then sealed, and 75 MPa of high pressure is used to inject the molten cast iron into the die. The pressure is kept up until the casting solidifies after the mould cavity has been filled. The cast component is then ejected by the ejector pins after the dies have been opened. Following ejection, machining procedures were used to get rid of the leftovers, including gate, runners, sprues, and flash. A vibration test is conducted on the prepared crankcase.
Fast fourier transform (FFT) is the generally used experimental set-up for vibration test; it consists of fixture, crankcase, accelerometer, software and the system. The experimental setup for conducting modal analysis using fast fourier transform (FFT) analyzer is shown in Fig. 10.

FFT analyzer setup with the crankcase
The crankcase made of gray iron is hanged. A point is marked at the top of the crankcase for mounting accelerometer to measure acceleration of vibration. In the FFT setup, two channels are used; one is to connect trigger for excite the crankcase and other is to connect the accelerometer which will record the response of crankcase. Crankcase is excited for free vibrations, using the trigger, at different points. The response of the crankcase is recorded using the OROS software in the system for coherence. The point of excitation will be changed after the recording the coherence and the frequency response function. The spectrum showing the natural frequencies for channel 2 are available in Fig. 11.

a Spectrum showing natural frequencies for existing model. b Spectrum showing natural frequencies for modified model
From the experimental modal analysis, critical natural frequencies are found for both existing and modified model of crankcase and are shown in Table 2. The crankcase may run at different frequencies for different operating speeds. If the crankcase operated at above said frequencies, then there is a risk of resonance. The natural frequencies of the modified model of the crankcase are higher in comparison with the exiting model for each mode number. Thus, due to the vibrations, occurrence of resonance in the modified model will take on at higher frequencies.
7 Conclusions
The existing crankcase has been analyzed to find the maximum stress, deformation and the natural frequencies using finite element simulation technique. The results of the analysis were used to modify the existing model of the crankcase. The modified model is analyzed and found reduced maximum stresses and deformation in contrast with the existing model. The experimental modal analysis has been carried out and the modified model of the crankcase has the higher values of the natural frequencies than the existing model. Thus, the modification done in the crankcase will withstand more stresses and deformation for the applied load. Also modified model will take more time to reach resonance due to vibrations.
References
G.A.Bhosale VVK Static analysis of crankcase for single cylinder high speed diesel engine. Int. J. Latest Trends Eng. Technol. 6, 395–402 (2015)
B.D.Sawant GAB Modal analysis of crankcase for single cylinder high speed diesel engine. Int. J. Latest Trends Eng. Technol. 9, 55–60 (2017). https://doi.org/10.21172/1.91.08
Bayrakçeken, H., Tasgetiren, S., Aksoy, F.: Failures of single cylinder diesel engines crank shafts. Eng. Fail. Anal. 14, 725–730 (2007). https://doi.org/10.1016/j.engfailanal.2006.01.006
Patnaik, L., Saravanan, I., Kumar, S.: Materials today : proceedings die casting parameters and simulations for crankcase of automobile using MAGMAsoft. Mater. Today Proc. 22, 563–571 (2020). https://doi.org/10.1016/j.matpr.2019.08.208
Schöffmann, W., Beste, F., Atzwanger, M.: Lightweight engine structures—Crankcase concepts for high-performance diesel engines. ATZautotechnology 2, 50–53 (2002). https://doi.org/10.1007/bf03246726
Shahane, V.C., Pawa, R.S.: Optimization of the crankshaft using finite element analysis approach. Automot. Engine Technol. 2, 1–23 (2017). https://doi.org/10.1007/s41104-016-0014-0
Espadafor, F.J., Villanueva, J.B., García, M.T., Trujillo, E.C.: Analysis of a diesel generator cylinder failure. Eng. Fail. Anal. 17, 913–925 (2010). https://doi.org/10.1016/j.engfailanal.2009.11.003
Fonte, M., Duarte, P., Reis, L., et al.: Failure mode analysis of two crankshafts of a single cylinder diesel engine. Eng. Fail. Anal. 56, 185–193 (2015). https://doi.org/10.1016/j.engfailanal.2015.02.014
Fonte, M., de Freitas, M.: Marine main engine crankshaft failure analysis: a case study. Eng. Fail. Anal. 16, 1940–1947 (2009). https://doi.org/10.1016/j.engfailanal.2008.10.013
Chavan, P.M.: Design & Analysis of Crankshaft for Single Cylinder Diesel Engine. 1311–1319 (2021)
Joshi, P.P., Ghorpade, R.R., Birari, A.B.: Design and analysis of zero coupled compressor crankcase. Int. J. Sci. Technol. Res. 8, 1036–1042 (2019)
Swathi, N., PRH and DAP.: Design and weight optimization of crankcase of a reciprocating compressor. IPASJ Int. J. Mech. Eng. 2, 79–84 (2014)
Zhaokun, Xu., Sun Shu Ting, W.W.: Vibration analysis and the location of balance shaft on four-cylinder engine. Noise Vib. Control 6, 50–53 (2007)
Sagar Sonone, A.C.: Design and analysis of balancer shaft for a four stroke single cylinder diesel engine. Int. J. Eng. Res. Technol. 4, 828–832 (2015)
Yu, F., Xie, J., Xu, Z.M.: The vibration reduction design of single-cylinder engine based on the balance shaft. Vibroeng. Proc. 23, 18–23 (2019)
Sowjanya, G.P., Rao, P.D., Kiran, D.C.U.: Finite element analysis of vibration fixture made of aluminum and magnesium alloys. Int. J. Latest Trends Eng. Technol. (IJLTET) 2, 84–89 (2013)
Chaudhari, P.B., Panchagade, D.D.: Comparison of magnesium, aluminium and cast iron to obtain optimum frequency for engine bracket using finite element analysis. Int. J. Eng. Appl. 2, 1016–1020 (2012)
Naghate, S., Patil, S.: Modal analysis of engine mounting bracket using FEA. Int. J. Eng. Res. Appl. 2, 1973–1979 (2012)
Karthikeyan, S., Sathyanandan, M., Krishnan, S.: Design enhancement of EGR system for improved vibration performance on truck diesel engine. Int. J. Adv. Des. Manuf. Technol. 7(1), 8 (2014)
Taj, A., Doddamani, S., Vijaykumar, T.N.: Vibrational analysis of aluminium graphite metal matrix composite. Int. J. Eng. Res. Technol. 6, 1072–1078 (2017)
Salunkhe, P., Dhummansure, V.K., Babar, S.R.: Failure co-relation and strength optimization of EGR cooler housing for diesel engine. Int. J. Innov. Res. Sci. Eng. Technol. 4, 1–10 (2015)
Vishalkumar, K., Dhummansure, D.R.R.: Structural modifications in diesel engine components to reduce noise. Int. J. Mech. Eng. Technol. 9, 1067–1073 (2018)
Vishalkumar, K., Dhummansure, D.R.R., Yogesh, B.: Cam profile optimization of single cylinder diesel engine to reduce noise and vibration. Int. J. Mech. Prod. Eng. Res. Dev. 8, 759–770 (2018)
Dhummansure, V.K., Salunkhe, P.S., Saleemsab Doddamani, N.I.J.: Structural analysis and optimization of EGR cooler for diesel engine. J. Fail. Anal. Prev. Springer 21, 1387–1395 (2021). https://doi.org/10.1007/s11668-021-01191-x
IS 210 (2009) Indian Standard Grey Iron Castings – Specification (Fifth Revision)
Wang, E., TN and RR: A comparison of all-Hexahedra and all Tetrahedral Finite Element Meshes for elastic analysis. In: Proceedings 4th of international conference. pp 179–181 (1995).
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Dhummansure, V., Doddamani, S., Jamadar, N.I. et al. Structural and modal analysis of crankcase of single cylinder diesel engine. Int J Interact Des Manuf 17, 1215–1223 (2023). https://doi.org/10.1007/s12008-022-01101-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-01101-x