
Abstract
It is generally known that factors affecting the extrusion process, such as the number of passes, temperature and die angle, among others, significantly affect the mechanical properties of extruded aluminum. Therefore, altering these process parameters may have an impact on the qualities of extruded products. Utilizing equal channel angular extrusion (ECAE) method, these parameters were discovered to influence the tensile strength and hardness of aluminum 6063 series. Experimental design was done with Design Expert software. The interactive impacts of the process factors were verified with analysis of variance (ANOVA). An empirical mathematical model that demonstrates the relationship between the inputs and responses was developed using the response surface methodology approach. Temperature was shown to have the most impact on the hardness and tensile strength as a response, whilst die angle had the least effect. After extrusion at various combinations of variables, there was a noticeable improvement in the tensile strength and hardness. At 150°, 500 °C, and 1 extrusion pass, the optimum input variable was obtained.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
One of the most valuable series of aluminium is 6063 grades, and this is responsible for the special interest that industrial and material experts developed in it. It is applied in construction of airframes and transport, rail and road vehicles, aircraft production, door and window frame systems, external cladding and roofing, maritime and other vital applications [1]. The material is typically formed into the desired shapes using a variety of forging techniques, including twist extrusion (TE), equal channel angular extrusion (ECAE), multidirectional forging. and other forming processes. The more appealing of these methods is ECAE, which involves applying a moderate shear stress in metal sample to induce severe plastic deformation (SPD) on extruded materials. Also, ECAE is the only technique that permit multiple passes of extrusion without changes in cross sectional area of the material under consideration [2]. Increased grain refinement due to SPD leads to improved mechanical properties like strength and ductility [3]. Furthermore, ECAE is superior to alternative extrusion processes due to its excellent grain refinement [4, 5]. This method is commonly employed in the titanium, aluminium, and copper extrusion to produce long and straight but partially finished materials that have hollow and solid cross sections with different levels of complexity [6]. Aluminium alloys have been the subject of extensive research because of their benefits, particularly corrosion resistance, thermal and electrical conductivity, availability, and light weight which make them suitable for a wide range of applications. The ECAE technique has been used in numerous research projects. In order to get the best system configuration, Padmanathan [7] researched on the aluminium extrusion process parameters optimization using samples from the AA6xxx and AA7xxx series. The die angular effects of variables were examined in relation to the flow pattern. Along with the finite element model, the minimization of nonlinear least squares model was suggested for the extrusion procedure. The extrusion flow was handled for every cycle by the finite element application ABAQUS and the complexity of minimization was handled using MATLAB's Isqnonlin. For complex geometry problems, the use of finite elements for metal forming applications, DEFORM 3D was used. Mohammed and Senthil[8] carried out an analytical research into the microstructural and mechanical properties of AA7075-T6 alloys produced by cold twist extrusion. This alloy's optimal temperature range for obtaining adequate mechanical characteristics was stated as 350–400 °C. Sung et al. [9] studied the ram speed impacts on mechanical and thermal behaviour of the ECAE process. The ECAE process' thermal and mechanical parameters were analysed via the finite volume method simulation. Three-dimensional simulation was used to examine the response of effective strain on ECAE procedure. Thorough assessment was employed in the detection of extremely unstable conditions during the ECAE, proposing effective stress, strain intensity, temperature, and strain. It was proven to show that different velocities of ram during ECAE led to inconsistent records of heat dissipation as well as different mechanical and thermal behaviours. Mizhir et al. [10] employed the finite element technique for analysis of the aluminum extrusion process forward stresses. Evaluation of the relationship between computed values and FEA findings was made by developing a billet model and an ax-symmetrical 2D geometric (Al) tooling. Considering different extrusion die angle (15°, 30° and 90°), stress analysis was evaluated. The investigation results showed that depending on the frequency of die bearing and angle of die entry there may be rise or fall in stresses. A rigid block theory and an upper bound approach were used in Alexander et al [11] of an equal-channel angular extrusion analysis. It was effective to use the rigid block model and upper bound analysis to simulate pressure theoretical shear during equal channel angular extrusion with a rectangular die. To highlight the uniqueness of the deformed regions and the material flow after the ECAE, physical plasticine modelling was used. According to the upper bound analysis, when friction rose, the dead zone region would expand and the overall ECAE shear would decrease. The study's findings demonstrate the technical extrusion parameters of a suitable ECAE die and sample lubrication indicate that the generated model may be applied to more challenging ECAE process analysis conditions. For the modelling of the twist extrusion process, Bakhtiari et al. [12] applied artificial neural network (ANN) and response surface method, as the prediction models. The three chosen input variables are friction factor, ram speed, and twist angle. The output variables selected are strain uniformity, maximum punch force and induced effective plastic strain. However, it was discovered that when it comes to ECAE process modelling, ANN does not perform as well as response surface technique. According to Adeosun et al. [13], billet thermal gradient, the shape of the extrusion dies, as well as the frictional states at the die-billet interface, all have a significant impact on the metal flow during cold extrusion. The shaped extrusion mechanical characteristics, flow pattern, and grain structure were all significantly influenced by extrusion parameters such ram speed, die geometry, and temperature, according to research by Chaudhari et al. [14].
High extrusion load requirements, irregular shear strain distribution, and costly processes are features of ECAE and other extrusion technique [15]. These challenges occur as a result of excessive or insufficient extrusion parameters which raises overall cost and reduces manufacturing efficiency. These problems can all be induced due to irrational choice of die angles, billet temperature, and extrusion pass counts. The material under investigation may be damaged and demands additional processing time, and increase manufacturing costs if the parameters selection are unnecessarily high [11]. Under-selection of these parameters also has an impact on the product quality, particularly on the hardness and tensile strength of the final product [16]. Since there are plenty contributing elements to the ECAE challenge and most researches have not been able to examine above one ECAE variable at a time (die angle, temperature, no of passes). Determining how temperature, die angle, and the number of passes affect the ECAE process's responses, such as tensile strength and hardness, is the fundamental aim of this study. Development of a statistical model for outstanding qualities and examination of the various input elements effects on the process, applying response surface approach.
1.1 Materials and methods
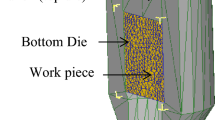
The milling machine (WARCO -316) was employed to shape the aluminum 6063 (Fig. 1a) used in this work into billets size 40 x 11.95 x 11.95 mm3. Table 1 displays the sample's composition as determined by the mass spectrometer (Model NO: G-OMS7800). The billet size was chosen in accordance with the designed equal channel angle extrusion die dimensions (45 and 12 x 12 mm3) in Fig. 2 a. This as a result, offers aluminum billet a sufficient clearance to enter the die. Before extrusion, the billet samples were cleaned, placed into the electric furnace, and heated to the desired 350–500 °C temperature range (Table 2). In order to improve die material flow, Jatropha oil was used to lubricate the die wall and insulate it thermally. The lubricated die was then filled with a heated aluminum billet, and the punch was positioned within (Fig. 2b). This forced the specimen out through the die channel with hydraulic press power. The die, billet, and punch (Fig. 2c) were positioned on the hydraulic press as a complete unit for extrusion. Different die angles were used (130 to 150°). The experimental numbers were repeated to achieve many passes. 20 experimental runs were performed using the response surface methodology [16] which is the software component of Design Expert. Central Composite Design (CCD) of the RSM was used. For each pass, 6 mm/s ram speed was maintained constant. A Rockwell hardness machine (Model No. 800-392) and a universal testing machine (Model No. Utc-12), respectively, were used to measure the hardness and tensile strength of the extruded samples. Measurements were taken three times, with the average results being computed and examined.

Samples of aluminium a before and b after milling

ECAE component a die with angle b Punch c die and punch assembly
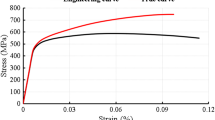
1.2 Tensile test
In accordance with ASTM B221M standards, tensile tests were carried out on aluminum 6063 extrudates with accurate universal testing machine with a 50 kN capacity (Model no. AD-7923). The aluminium was subjected to an axial pulling force after it had been fixed in the tensile testing apparatus. By finding the ratio of the specimen maximum load applied to its original area, the tensile strength was determined. Three duplicates of each sample were tested and its average values were computed for further analysis.
1.3 Hardness test
The Rockwell hardness tester (Akashi: MVL-E5) was used to measure the extruded sample's hardness. The extrudates was ground and polished with phenolic powder to achieve a fine flat surface before placement on a Rockwell hardness testing instrument. Three distinct spots on the sample were indented using a diamond indenter under a load of 40 g in 25 seconds. The penetration depth of the indenter on the aluminum sample was then inspected and immediately noted from the calibrated gauge of the apparatus. This was done at a grains clear view. Calculations and records of the mean value were made. Each sample was subjected to hardness test on three separate positions of interest for result accuracy; the best values were averaged to determine the sample's hardness.
1.4 Response surface methodology output-input factors modelling
The quadratic response surface model can be used to connect the input factors otherwise known as independent factors [21, 22] (number of passes, billet temperature and die angle) to the Response (tensile strength, and hardness). All square terms, linear terms, and interactions between linear terms are represented in the model as shown in Equation 1 [17].
where Y, \({\beta }_{i }, { \beta }_{o, } {\beta }_{ii}, {\beta }_{ij}, and \varepsilon \) are response, linear effect of input factors, total average, quadratic effect (i and j) of input factors, linear to linear relation and random error term respectively. Multiple regression equations were used to generate a mathematical model of second order best fits. Utilizing multiple regression analysis, the established equations were applied to examine each result. The model's significant terms were examined using analysis of variance (ANOVA) for each particular response. For significant level evaluation, the probability level of less than 5% was employed. Correlation factor (R2), predicted R2, adjusted R2, and prediction error sum of square (PRESS) were used to evaluate the model's suitability. Model fitting evaluation was followed by residual analysis to verify the ANOVA assumption. Polynomials minimization and maximization were used to ensure fitting using the desirability function approach. Desirability, which varies from 0 to 1, describes how closely the reaction matches the ideal value. The RSM response optimizer was also used to find the best settings resulted in achieving the highest tensile strength and hardness responses.
2 Results and discussion
2.1 Hardness and tensile test
Table 3 lists the extruded samples' hardness and tensile strength values according to the findings of 20 experimental trials. While the hardness values varied from 92 to 114 HRD, tensile strength measurements were between 244.4 and 309.8 MPa. The control sample has 81 HRD of hardness and 242 MPa of tensile strength, respectively [4]. The significant variance demonstrates the impact of manufacturing settings on the mechanical behaviour of the extruded samples. Temperature clearly has an impact. For instance, increasing the temperature from 350 to 500 °C raised the hardness value from 95.5 to 109.4 HRD while the die angle and number of passes was held constant at 130° and 1 respectively. The reason for this occurrence may be due to the grain development and recrystallisation that occur at higher temperature [12]. Ultrafine grains can be achieved through grain structure refinement at higher temperature which can be linked to the improved properties noticed [18]
2.2 Model generation and its statistical analysis
The second order polynomial model described the link between all inputs and responses as specified by Equation (1). Equation (1) can then be translated into Equation (2) by putting into consideration the three parameters chosen for this study.
Equations 3 and 4 are the generated empirical formulas for tensile strength and hardness, respectively, in terms of the coded factors.
All Xs are constants, Y1 denotes the response to tensile strength, Y2 denotes the response to hardness, and A, B, and C denote, respectively, the die angle, billet temperature, and the number of extrusions passes. When this model's adequacy was evaluated using ANOVA with p-value ≤ 0.05, the parameters were considered significant and not significant outside this range). The p-value ≤ 0.05 indicates that insignificance level is ≤ 5% and therefore the significance level is ≥ 95%. Table 4 indicates that the model generated are therefore significant in this regard. Die angle (A) and number of passes (C) are less of less impact than temperature (B) (Table 3). The biggest factor impacting the responses is the temperature. The temperature is the most significant of the various process variables in aluminum extrusion since it affects product quality and suggests a potential increase in extrusion speed [2]. The impact response between BC (temperature, number of passes combination) factor was also shown to be significant, while the interactions between AB and AC (die angle temperature and die angle number of passes combinations) were found to be insignificant. Hardness and tensile strength have correlation coefficients (R2) of 0.9530 and 0.9590, respectively (Table 5), which imply an excellent fit. This further confirmed by the prediction error sum of square (PRESS), predicted R2 adjusted R2. Figures 3 and 4 demonstrate that, compared to all the other processing factors, the influence of die angle on tensile strength and hardness, respectively, demonstrates the least. The hardness and tensile strength numbers also go better with several passes.

3D Tensile strength response plots under consideration of a temperature and die angle b Number of passes and die angle c Number of passes and temperature

3D Hardness response plots under consideration of a temperature and die angle b Number of passes and die angle c Number of passes and temperature
The observed residuals are compared to the value predicted by the normal distribution (see Fig.5a and b). Residuals were fairly well-behaved, as evidenced by strength and hardness. The residuals for tensile strength and hardness appeared to be dispersed based on this plot.

Residual plots for a tensile strength b hardness
2.3 Impact of die angle and temperature on the extrusion load
The load requires for extrusion to take place also plays an important role in the process. Load should be minimized as much as possible in order to enhance the economy of production. Higher load demands more power to operate the machine and consequently lead to increased production cost. It also makes extrusion process more stressful. Fig.6 shows the load response to die angle and temperature. It can be deduced from the figure that die angle has substantial impact in load reduction. Processing the extrusion under the same 150° die angle but variable temperatures of 350 and 500 °C has no effects on the extrusion load as both extruded at 5.25MN. Likewise, when die angle of 140° was used and temperature was varied, both extruded at the same load of 4.75MN. It is noteworthy that the reduction in load from 5.25MN to 4.75MN under 150° and 140° die angle respectively was as a result of die angle variation but not temperature.

Response of extrusion load to temperature and die angle
2.4 Optimization and validation through confirmatory experiment
The software optimization ramp depicted in Fig.7 presented the output factors value at their optimum influenced by the input variables, with 0.899 maximum desirability. The experimental findings were used to validate the empirical model's outputs for hardness and tensile strength, which were then compared as shown in Table 6. The models have additionally been validated statistically and by conducting confirmation experiments. The software indicated optimum process value of 150° die angle, 500 °C billet temperature, and single pass (Fig. 7) as suggested by RSM were used in three confirmatory tests. Tables 7 display the results of the confirmatory experiment performed to establish the value of responses at the optimum process value (500 °C temperature, 150° die angle, 1 extrusion) for hardness and tensile strength. Tensile strength varies by 3.37, 3.27, and 2.84 percent for the three repetitions whereas the predicted and experimented hardness values differed by 0.41, 0.97, and 0.04 percent Equation 5 and Equation 6 were used, respectively, to obtain these percentage variances for tensile strength and hardness [19]. Due to this, there is a strong connection between the actual experiment and predicted values, suggesting that the developed model well captures the parameters relationship.
where \({T}_{v},{T}_{p},{T}_{e}\) are; tensile strength variation (%), predicted tensile strength (MPa) and experimented tensile strength (MPa)
where \({H}_{v},{H}_{p},{H}_{e}\) are; hardness variation (%), predicted hardness (HRD) and experimented hardness (HRD).

RSM Optimization ramp
2.5 Validation using industrial data
Table 8 presents the validation utilizing industrial statistics. The commercial samples utilized in the experiment confirmation were made at First Aluminum Company at 440 °C, 63 kN load, Qualitech Aluminum at 440 °C, 90° die angle, and Queensway Aluminum at 440 °C, 90°. The extrusion process involved just one pass for all the industrial samples. It was observed that the maximum and minimum deviation are 6.07 and 0.91 respectively. This indicates that the model is suitable in forecasting tensile strength in aluminum extrusion industries.
2.6 Microscopic analysis of the extruded and parent samples
Surface morphologies of the control sample and extrudates are shown in Fig. 8 using optical microscope (ACCU-SCOPE EXI-310) images. There are no obvious variations in microstructural and grain transformation between the original material (Fig. 8a) and the sample extruded at 350 °C. The surface structure of the control aluminium 6063 sample and the extruded aluminium are both coarse at 350 °C (Fig. 8b). The fine grain microstructure growth is visible at 500 °C (Fig. 8c). This is because the high dislocation density due to high temperature causes the formation of sub cells [19, 20]. This refines the grains and understood to be responsible for the increased strength and hardness [21,22,23].

Optical microscope images of a control sample b sample extruded at 350 °C c sample extruded at 500 °C
3 Conclusion
The mechanical properties (hardness and tensile strength) of Aluminum 6063 processed by ECAE employing response surface methods were investigated in this study in connection to three processing variables (die angle, temperature, and number of passes). Second order polynomials were developed to forecast the hardness and tensile strength of the extruded products depending on the process parameters. Temperature and the number of passes have the highest effects on the extruded Al 6063 alloy's mechanical properties with tensile strength and hardness p-value of <0.001 when temperature was considered, p-value of 0.0262 and 0.0017 for tensile strength and hardness respectively when number of extrusion pass was considered while die angle has the smallest impact with p-value of 0.3178 and 0.92197 respectively for hardness and tensile strength. The optimum parameters for ECAE of the alloy Al 6063 were a single extrusion pass, a 500 °C temperature, and a 150° die angle. The developed empirical was given a strong correlation factor (R2). The hardness and tensile strength of the aluminum manufacturing industries were properly predicted by the empirical The extrusion-related manufacturing industries and academics can therefore predict the product's hardness and tensile strength using the developed models.
References
Kazeem, O., Oluwole, D., Makinde, G.J.: Equal channel angular pressing technique for formation of ultra-fine grained structures. Int. J. Integr. Eng. 8, 1–7 (2012)
Azeez, T.M., Mudashiru, L.O., Asafa, T., Adeleke, A.I., Pelumi, P.: Mechanical properties of Al 6063 processed with equal channel angular extrusion under varying process parameters. Int. J. Eng. Res. Afr. 54, 23–32 (2021)
Oyinbo, S.T., Ikumapayi, O.M., Ajiboye, J.S., Afolalu, S.A.: Numerical simulation of axisymmetric and asymmetric extrusion process using finite element method. Int. J. Sci. Eng. Res. 6(6), 1246–1259 (2015)
Mohammed, I.U., Senthil, K.S.: Application of response surface methodology in optimizing process parameters of twist extrusion process for aluminum aa 6061–T6 alloy. Measurement 94, 126–138 (2016)
Keshavamurthy, R., Sudhan, J., Gowda, N., Krishna, R.: Effect of thermo-mechanical processing and heat treatment on the tribological characteristics of Al based MMC’s. IOP Conf. Ser. 149, 1–8 (2016)
Mohan, R., Santhosh, M.I., Venkata, K.G.: Improving mechanical properties of al 7075 alloy by equal channel angular extrusion process. Int. J. Mod. Eng. Res. 3(5), 2713–2716 (2013)
K. Padmanathan, Parameter optimization of the process of AA6xxx and AA7xxx series aluminum extrusion., Auckland University of Technology, 2013.
Ali, K., Mohammad, J., Amir, H.Y.: Three dimensional finite element study on torsion extrusion processing of 1050 aluminum alloy. Trans. Nonferrous. Met. Soc. China. 22, 2771–2776 (2012)
Sung, W.C., Woo, J.K., Masahide, K., Kenji, H.: The effect of ram speed on mechanical and thermal properties in ecae process simulation. Mater. Trans. 44(5), 973–980 (2013)
Mizhir, H., Sulaiman, S., Ariffin, M.K., Baharudin, B.T.: Stress analysis of forward aluminum extrusion process using finite element method. Mater. Res. Innov. 2(18), 600–615 (2014)
Alexander, M.L., Alexander, V., Pandolena, Y.V.: Analysis of equal channel angular extrusion by upper bound method and rigid block model. J. Mater. Res. 7, 359–366 (2014)
Bakhtiari, H., Mahdi, K., Sina, R.: Modeling analysis and multi-objective optimization of twist extrusion process using predictive models and meta-heuristic approaches, based on finite element results. J. Intell. Manuf. 10(2), 248–256 (2014)
Adeosun, S., Balogun, S., Seekunowo, O., Usman, M.: Effects of heat treatment on strength and ductility of rolled and forged aluminum 6063 alloy. J. Miner. Mater. Charact. Eng. 9(8), 763–773 (2010)
Chaudhari, G.A., Chaudhari, S.R., Andhale, S.R., Patil, N.: Experimental evaluation of effect of die angle on hardness and surface finish of cold forward extrusion of aluminum. Int. J. Emerg. Technol. Adv. Eng. 2(7), 334–338 (2012)
Oyinbo, S.T., Ikumapayi, O.M., Jen, T.C., Ismail, S.O.: Experimental and Numerical prediction of extrusion load at different lubricating conditions of aluminium 6063 alloy in backward cup extrusion. Eng. Solid. Mech. 8(2), 119–130 (2020). https://doi.org/10.5267/j.esm.2019.10.003
Akinoso, R.I., Aboaba, S.A., Olajide, W.O.: Optimization of roasting temperature and time during oil extraction from orange (citrus sinensis) seeds: a response surface methodology approach. Afri. J. Food. Agric. Nutr. Dev. 11(6), 63–69 (2011)
Huiping, L., Guoqun, Z., Shantind, N., Chuanzhen, H.F.: simulation of quenching process and experimental verification of simulation results. M. S. and E. 14: 452–453, FEM simulation of quenching process and experimental verification of simulation results. Mater. Sci. Eng. 14, 452–453 (2008)
Ikumapayi, O.M., Oyinbo, S.T., Bodunde, O.P., Afolalu, S. A., Okokpujie, I. P., Akinlabi, E.T.: The effects of lubricants on temperature distribution of 6063 aluminium alloy during backward cup extrusion process. J. Mater. Res. Technol. 8(1), 1175–1187 (2019). https://doi.org/10.1016/j.jmrt.2018.08.006
Azeez, T.M., Mudashiru, L.O., Ojetoye, A.: Assessment of microstructure and mechanical properties of as-cast magnesium alloys reinforced with organically extracted zinc and calcium. Adv. Manuf. Technol. 6(5), 45–55 (2021)
Azeez, T.M., Mudashitu, L.O., Asafa, T., Adeleke, A.A., Yusuf, A.S., Ikubanni, P.: Mechanical properties and stress distribution in aluminium 6063 extrudates processed by equal channel angular extrusion technique. Aust. J. Mech. Eng. 14, 1–9 (2021)
Sharma, D., Bhowmick, A., Goyal, A.: Enhancing EDM performance characteristics of Inconel 625 superalloy using response surface methodology and ANFIS integrated approach. CIRP J. Manuf. Sci. Technol. 37, 155–173 (2022)
Goyal, A., Rahman, H.U.: Experimental studies on Wire EDM for surface roughness and kerf width for shape memory alloy. Sādhanā 46, 160 (2021). https://doi.org/10.1007/s12046-021-01684-3
Goyal, A., Rahman, H.U., Ghani, S.A.C.: Experimental investigation & optimisation of wire electrical discharge machining process parameters for Ni49Ti51 shape memory alloy. J. King. Saud. Univ. Eng. Sci 33(2), 129–135 (2021)
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Azeez, T.M., Mudashiru, L.O., Asafa, T.B. et al. Effects of temperature, die angle and number of passes on the extrusion of 6063 aluminium alloy: experimental and numerical study. Int J Interact Des Manuf 17, 2495–2505 (2023). https://doi.org/10.1007/s12008-022-01046-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-01046-1