
Abstract
The bio-based epoxy resins for coating application were synthesized from gallic acid (GA) in various molar ratios with epichlorohydrin (ECH). The reaction was carried out in the presence of sodium hydroxide (NaOH) and phase-transfer catalyst tetrabutylammonium bromide. The reaction progress rate at various molar ratios as 1:8, 1:12, and 1:16 with respect to time was monitored by calculating the epoxy content. The epoxy content value increases in the product as the molar ratio of GA to ECH increases. Epoxy equivalent weight of products was evaluated by physiochemical method and structure illustrated by Fourier transform infrared and 1H-nuclear magnetic resonance spectroscopy. This bio-based epoxy resin was cured with polyamide hardener, and the coating properties such as mechanical, chemical, and solvent resistance were studied. The cured films have been evaluated for glass transition temperature (T g) and thermal behavior by a differential scanning calorimeter and thermogravimetric analysis, respectively. The bio-based epoxy coatings show interesting mechanical, chemical, and thermal properties as compared to the conventional epoxy resin. The gel and water absorption of polyamide-cured coatings has also been evaluated.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Epoxy resins are recognized for their thermal stability, superb chemical resistance as well as excellent mechanical properties. Hence, they are considered as one of the most important thermosetting resins for coating applications, and are characterized by a three-member ring known as the oxirane ring.1,2 Epoxy resins have applications in various fields such as surface coatings, adhesives, flame retardants, automotive and structural insulating materials for electronic devices.3–5 The synthesis reactions of epoxy resins are followed by dehydrohalogenation reaction between the active hydrogen-containing compounds and epichlorohydrin (ECH) in the presence of sodium hydroxide (NaOH).6 Commercial epoxy resins are available with a wide range of molecular weights in aliphatic, cycloaliphatic, or aromatic backbones depending on monomers used to synthesize. Most of the commercially available epoxy resin is synthesized from BPA (>85% of resin sales volume). However, BPA may lead to several negative health effects such as reduced sexual desire, heart disease, or endocrine disruptors.7 In 2010, the US Environmental Protection Agency reported that over one million pounds of BPA are released into the environment annually.8 Due to the recent awareness regarding BPA toxicity and high cost of fossil resources, there is an increasing interest from the chemical industries to replace BPA with eco-friendly material that is easy to handle or is nontoxic.9 Most of the biomaterials are comparatively easy to handle with no toxicity and health-related issues; these are abundantly available in nature, and these are one of the good replacement solutions to BPA in epoxy resin synthesis.10 The utilization of bio-based materials as such or by chemical modifications for epoxy resin synthesis has been reported over the past two decades by numerous researchers.11 To date, epoxy resin has been synthesized from various biomaterials such as vegetables oils,12–14 isosorbide,15 cardanol,16–19 vanillin,20,21 glucose,10 catechin,11 and lignin.22,23 Bio-based aliphatic monomer-based polymers which are mainly obtained from long fatty acids of plant oils have low T g and are found to be unsuitable for high-performance applications. Overcoming the natural limitations imposed by the aliphatic nature and limited functionality of long fatty acids of plant oils is needed. A variety of methods are used to achieve a number of derivatized plant oils with higher reactive group.24 The heat resistance and mechanical and electrical performance properties of coatings are generally attributed to the aromatic ring structure. In this sense, Shieh et al. synthesized it by the condensation of a hydroxybenzaldehyde with phenol followed by epoxidation with a halohydrin. The trifunctional epoxy resin provides a densely crosslinked protective layer with excellent mechanical and thermal properties. The incorporation of higher functional epoxy resin into the resin enhanced the properties.25,26 A number of the bio-polyphenols have more than two phenolic hydroxyl functional groups that are in high demand in resin synthesis, and polymer based on it could offer high heat resistance with good mechanical properties.27,28 In this context, Nouailhas et al. synthesized bio-based glycidyl ether of catechin (GEC) by reacting catechin with ECH in alkaline medium. The synthesized GEC was characterized by FTIR and NMR spectroscopy. The GEC was mixed with glycidyl ether of BPA (BPADGE) in various weight proportions (50:50, 75:25) and successfully cured with amine hardener at 60°C for 24 h. GEC resin content coatings had induced a low swelling percentage as compared to GEB coating, and that suggested GEC enhanced crosslinking density in the epoxy resin network. The synthesized GEC coating exhibited good thermal and mechanical properties in comparison with the GEB coating.11 In the current work, bio-based epoxy resin from GA with various epoxy equivalent weights (EEW) was synthesized by reaction with various molar ratios of ECH in the presence of sodium hydroxide catalyst. The EEW of products has been calculated by physiochemical method, and products were cured with polyamide hardener. The obtained GA-based epoxy coatings were characterized for various coating properties and compared with conventional BPA-based epoxy coatings.
Experimental
Raw materials
Gallic acid (99.5%) was used as phenolic compound purchased from Loba Chemie Pvt. Ltd., India. Epichlorohydrin, tetrabutylammonium bromide (TBAB), and sodium hydroxide (NaOH) were laboratory-grade chemicals procured from SD Fine Chemicals Ltd., Mumbai, India. The conventional petroleum-based epoxy monomer used was a diglycidyl ether (DGEBA) supplied by Grand Polycoat Pvt. Ltd., India. Polyamide hardener (amine value 190–230 mg KOH/g) was purchased from Jayant Agro-organics Ltd., India. Acetone, butanol, and xylene solvents were purchased from SD Fine Chemicals Ltd., Mumbai, India, and used as solvent as supplied.
Synthesis of epoxy resin
Bio-based epoxy resin derived from gallic acid was synthesized according to procedure described by Tomita et al.29 A four-necked flask equipped with mechanical stirrer was charged with gallic acid (0.02 mol) and ECH (0.016 mol) and the mixture stirred for 30 min. Afterward, phase-transfer catalyst (TBAB) was added to reaction mixture, the temperature was gradually increased to 105°C within a span of 1 h, and the reaction was allowed to proceed for the next 5 h. After this, the reaction mixture was cooled to room temperature (RT), an aqueous solution of NaOH was added, and the mixture was stirred for 90 min at RT. The completion of the reaction was monitored by the EEW of product. After the completion of the reaction, the mixture was washed with deionized water and ethyl acetate. The organic layer was dried over anhydrous sodium sulfate and the product filtered. Ethyl acetate and excess ECH were removed by using a rotary evaporator. The structure of synthesize GA based epoxy resin is shown in Fig. 1. A series of GA-based epoxy resin formulations are given in Table 1.

Synthesis of bio-based epoxy resin
Preparation of substrate coating application
The synthesized bio-based epoxy resins were mixed with polyamide hardener on an equivalent weight basis and applied on a metal panel. The oxirane rings react with the active hydrogen atoms of polyamide and convert the liquid epoxy resin into an infusible, solid, and hard material. The curing reaction was carried out for 1.5 h at 80°C and is shown in Fig. 2. The coatings were evaluated for various coating properties such as mechanical, chemical, thermal, water absorption, and solvent resistance compared with the BPA-based conventional epoxy coating.

Curing reaction of epoxy resin with polyamide
Characterization
Physiochemical analysis
The EEW of the obtained epoxy resins were calculated according to ASTM D-1652 by using equation (1). A known weight of epoxy resin sample was taken in a glass stopper Erlenmeyer flask, and it was completely dissolved in 25 mL of hydrochlorinating agent. The mixture was kept at ambient temperature for about 20 min. This mixture was then titrated against methanolic 0.1 N NaOH solution using bromocresol red as an indicator. The blank titration was carried out under the same conditions.30
where B is blank titration reading, S is sample titration reading, N is normality of NaOH, and W s is the weight of the sample.
Instrumental analysis
FTIR analysis
The chemical structure of epoxy resin was identified by a Fourier transform infrared Spectrophotometer (FTIR) on a Bruker ATR spectrophotometer, USA. The spectra were observed in the 600–4000 cm−1 wavelength range.
1H-NMR analysis
The supportive conformation of chemical structure was given by 1H-nuclear magnetic resonance (1H-NMR) spectroscopy. 1H-NMR spectra of product were analyzed using a Bruker DPX 800 MHz spectrophotometer with dimethyl sulfoxide (DMSO) as solvent.
DSC analysis
The glass transition temperature (T g) of cured films was estimated using differential scanning calorimetry (DSC) TA Q100 analyzer (T.A. Instrument, USA). The film sample was accurately weighed in an aluminum pan and heated in the 40–120°C temperature range with a heating rate of 10°C/min under nitrogen atmosphere.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) of cured films was conducted on a PerkinElmer TGA 4000 instrument under nitrogen and air atmosphere. Thermal analysis was monitored in the 40–600°C temperature range with a 20°C/min heating rate.
Coating characterization
Mechanical properties
Coating adhesion on metal substrate was determined by crosscut (ASTM D-3359) and pull-off tests (ASTM D-4541). In the crosscut test, a lattice marking of 1 sq.cm on coating was made until the metal surface was exposed, and adhesive tape was then applied over the lattice marking. The adhesive tapes were pulled out, and lattice marking of coating was examined for adhesion failure as per the ASTM standard. Further, in the pull-off adhesion test, a dolly was attached to the coating by using adhesive. Tensile force was applied perpendicularly by a pull-off adhesion tester onto the coating surface until a dolly was removed from the surface. The force attained at failure was reported as a result. Flexibility (ASTM D-522) and impact resistance (ASTM D-2794) properties of the coating were determined by conical mandrel and impact tester, respectively. To check the coating flexibility, the coating was fixed before the rotator arm of the mandrel with the coated surface facing away from the cone. The rotator was then softly rotated 180° causing the panel to deform. Impact test was carried out by dropping a 2 lb weight ball from the maximum height of 60 cm. The test was done on both sides of the metal: the coated side (intrusion impact) and the uncoated side (extrusion impact). Scratch hardness (IS-104) of the coating was measured by a hardness tester. The MS panel was fixed onto a movable base with the coated surface facing upward. A needle rested on the coating and moved: if the needle makes contact with the metal substrate, then the coating is said to have failed at that point for that weight. Pencil hardness was also used to study the hardness of coating according to ASTM D-3363. The 6B–6H range of pencils was used for the test.
Chemical resistance
Chemical resistance property of the coatings has been evaluated according to the ASTM D-1308. The coated panel was immersed in 5% w/w aqueous sodium hydroxide (NaOH) solution and 5% v/w hydrochloric acid (HCl) solution separately for 24 h at ambient temperature, and the edges of it were sealed with adhesive tape or wax. The coated panel was monitored for any visible defect like the softening of film, blistering, and separation of film from substrate.
Solvent resistance
Solvent resistances of the coatings were evaluated by a spot and rub resistance (ASTM D-4752) test by using xylene, acetone, and methanol. Solvent rub resistance of cured coatings was studied by rubbing the coating with a piece of white cotton saturated with solvent, and maximum rubbing cycles were 200. To perform the spot test, cotton saturated with solvent was placed on cured coating and the change examined in the coating after 6 h.
Gel content
Gel content of the cured epoxy coatings was determined by putting a known weight of coating sample (W i) into xylene/DMF solvent (50:50 by volume) for 24 h. On the next day, coatings were removed from solvent and the residue was dried in an oven to achieve constant weight (W r). Gel content was calculated by using equation (2).
where W i and W r are the initial weight and residual weight of sample, respectively.
Water absorption
Water absorption of cured coatings was measured by ASTM D-570. The cured coating was dried in oven until a constant weight was achieved (W 1) and then dipped into water at room temperature for 24 h. The coating film was removed from the water and dried with a paper towel and weighed (W 2). Water absorption was calculated from the difference in the weights of the sample before and after soaking in the water according to equation (3).
where W 1 is the weight of the sample after immersion in water and W 2 is the weight of the sample before immersion in water.
Results and discussion
Physicochemical analysis
In the conventional process of epoxy resin synthesis, sodium hydroxide was used as catalyst to promote two reactions: forming phenoxide ions and dehydrohalogenating the intermediates. It simultaneously affected basic hydrolysis of epichlorohydrin and dehydrohalogenation of the addition reaction products. It decreased the amount of epichlorohydrin in the reaction mixture and increased the amount of oligomer. Phase-transfer catalysts (PTC) were introduced to accelerate the ring-opening reaction for producing an epoxy monomer with low molecular weight, narrow polydispersity, high yield, and elevated purity and to prevent side reactions. Epoxy resin was synthesized from gallic acid in the presence of sodium hydroxide (NaOH) and phase-transfer catalyst tetrabutylammonium bromide (TBAB), and the progress of reaction with respect to time was monitored by calculating the epoxy content (Fig. 3). A series of epoxy resin from GA have been synthesized by changing the molar ratio of GA to ECH such as 1:8, 1:12, and 1:16. The reaction always was carried out with an excess of ECH, resulting in resin having an epoxy ring as an end group.31 Initially, the ECH was reacted with the carboxylic group of GA in the presence of TBAB causing the addition reaction of ECH to carboxylic group of GA. Hence, the initial three and half hours did not allow any epoxy content in the reaction mixture and it is due to the halohydrin being formed, not an oxirane ring.29 After that, aqueous NaOH solution was added drop-wise into the reaction mixture and a sudden increase in epoxy content was observed. The complete conversion of phenolic hydroxyl into the oxirane ring did not occur due to the steric hindrance.

Epoxy content vs time
FTIR analysis
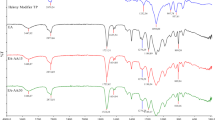
The structure of GA-based epoxy resins is illustrated by FTIR spectra, as shown in Fig. 4. The spectrum shows peaks at 1429 and 1708 cm−1 which is attributed to C=C aromatic ring vibrations and C=O stretching vibration, respectively. The peak at 1355 cm−1 was assigned to the stretching of CH3. The aliphatic and aromatic C–H stretching shows sharp bands at 3008 and 2930 cm−1. The broad absorption peak was observed at around 3500–3200 cm−1 for the hydroxyl group. The characteristic band observed at 912 cm−1 was attributed to the presence of oxirane ring in epoxy ring.32 The FTIR result showed that bio-based epoxy resin was successfully synthesized from GA and ECH.

FTIR spectra of CE, GE1, GE2, and GE3 resins
1H NMR analysis of GA-based epoxy resin
1H-NMR spectrum of GA-based synthesized epoxy resin is shown in Fig. 5. The recognized tall singlet at 7.25 ppm (A, 2H) corresponded to the de-shielded aromatic proton. The peaks at 4.2 ppm (B, 6H) and 4.8 (B, 2H) ppm correspond to the doublet of aliphatic proton having a different chemical environment. The peak was shifted to the higher value due to the higher shielding by oxygen of carboxylic group. The epoxy ring proton resonates at 2.82 and 3.58 ppm for the doublet (C, 4H) and multiplet (B, 8H), respectively. Thus, from the 1H-NMR spectrum data, it may be concluded that GA-based epoxy resin was successfully synthesized.

H-NMR spectra of GA-based epoxy resin
Differential scanning calorimetry
The DSC analysis of cured coatings is shown in Fig. 6. The DSC analysis shows the T g (midpoint) of CE, GE1, GE2, and GE3 values as 47.53, 53.94, 55.97 and 62.85°C, respectively. It was observed that T g of the cured coatings shifted to the higher value with the higher crosslinked and aromatic content structure. The crosslink density depends on the functional groups present in molecules, and the higher the functional groups present, the higher the crosslinked three-dimensional structure. The dense crosslinked structures have a higher value of T g than less crosslinked cured coatings. In same line, the number of epoxy rings present in the molecule of epoxy resin would directly affect the T g values. Thus, the higher the number of epoxy ring present, the higher the crosslinked structure and hence the higher the T g value. Therefore, the GE3 coating showed higher T g as compared to the GE2, GE1, and CE coatings.33

DSC analysis of CE, GE1, GE2, and GE3 coatings
TGA analysis
Thermal degradation of the cured coating was characterized by TGA under nitrogen and air atmosphere, and the result is shown in Fig. 7. From Fig. 7, the result was recorded as a weight loss of coating as functions of temperature. Initially, 10% degradation of GA-based epoxy coatings occurred at around 275°C, whereas in the case of CE coating occurred at around 290°C and a sharp weight loss was observed at higher temperatures. GA-based epoxy coatings show a two-stage degradation, and CE coating shows a one-step degradation graph. GA-based epoxy coatings consist of ester linkage in the backbone, and this linkage was degraded at a low temperature compared to the rest of the crosslinked structure. Thermal stability of the cured resins was characterized by the statistic heat-resistant index temperature (T s). The temperatures at 5% (T d5) and 30% weight loss (T d30) of the cured coating obtained in thermogravimetric analysis were used to calculate the T s (equation (4)). The calculated value of statistic heat-resistant index (T s) of cured GA-based coatings was a lower value than that of cured CE coating. The faster heat degradation of cured GA-based epoxy coatings was due to the degradation of ester bond linkages at lower temperature.27
where T s is the statistic heat-resistant index temperature.

Thermogravimetric analysis of coatings
The GA-based coatings have higher char value as compared to CE coatings at 600°C, and this observation is given in Table 2. The crosslinked density of coating increases with the functional group, and the highly crosslinked network has high thermal stability. GA molecules have nearly four epoxy rings per aromatic ring, which leads to higher crosslinking structure and less chain lengths as compared to the CE network. This higher crosslinking density may enhance the higher thermal char formation. In addition, the aromatic ring of gallic acid enhanced the thermal properties of the coating.34
Gel content
The gel content of cured epoxy-polyamide coatings was studied in xylene/DMF solvent mixture for 24 h, and result is shown in Fig. 8. The gel content of coatings was 93.2, 92.43, 94.92, and 94.02 for CE, GE1, GE2, and GE3, respectively. The gel content is correlated to the crosslinked structure of the cured coating structure. The crosslinked density of coating was related to the number of functional groups present in the resin structure, and the higher the functional groups, the higher the crosslinked structure. GE3 resin has the larger number of epoxy rings than the other epoxy resins, which form highly crosslinked structure. Hence, penetration or diffusion of solvent mixture in GE3 coating was difficult.

Gel content of CE, GE1, GE2, and GE3 coatings
Water absorption
The behavior of a coating toward water is a most important property, which can determine the end application of coatings. The water absorption test was performed to evaluate the migration of water in a cured polyamide epoxy coating. The coatings were immersed in water for 24 h, and the observations are shown in Fig. 9. The percentage of water absorption for CE, GE1, GE2, and GE3 is 2.0, 2.9, 2.1, and 1.8, respectively. GE3 coating showed less water absorption than any other coating, and it may be attributed to the highly crosslinked network which has less free space for water absorption. GE1 coating has higher percentage of water absorption due to a number of hydroxyl groups along the main chain; hence, this results in more affinity toward the water.

Water absorption of CE, GE1, GE2, and GE3 coatings
Coating characterization
Mechanical properties
The coatings were characterized for various mechanical properties, and the obtained results are given in Table 3. The coating hardness was checked by a pencil and scratch hardness tester. The excellent pencil and scratch hardness properties were observed for CE- and GA-based epoxy coatings. GE3 coating showed high hardness properties as compared to the GE1 and GE2 coatings. The trend observed could be correlated to the fact that the higher the number of epoxy rings present, the greater will be the crosslinked structure network and the higher the hardness properties. All coatings showed the pencil hardness above 4H, and this could be attributed to the high crosslinked density. Coating adhesion with metal substrate was determined by crosscut and pull-off adhesion tests. The coatings showed 100% adhesion to the metal substrates as measured by the crosscut adhesion method. The adhesion strength of coating on metal substrates was also evaluated with the pull-off adhesion test. The GE3 resin has a lower number of secondary hydroxyl groups present in the molecules that create hydrogen bond with metal substrate and improve the adhesion properties as compared to other epoxy resins. Hence, the GE3 coating was given a lower value of pull-off adhesion test as compared to the remaining epoxy coatings. Further, the flexibility of CE, GE1, and GE2 coatings was observed to be excellent with no crack development during testing on conical mandrel apparatus. This could be attributed to the presence of long aliphatic chains in polyamide and also the presence of hydroxyl group along the chain length of epoxy resin. In the impact resistance test, all coatings had a good response to the high-speed load for intrusion impact test. This could be attributed to the excellent balance maintained between the softer segments of long aliphatic chains of polyamide and the hardness offered from highly crosslinked structure of epoxy coating. For the extrusion impact test, all epoxy coatings showed poor results as compared to the intrusion impact test. From the above study, GA-based epoxy coatings have shown good performance for all mechanical properties when compared to the BPA-based conventional epoxy coating.
Chemical resistance properties
Acid (5% HCl) and alkali (5% NaOH) resistances of GA-based epoxy resin coatings were evaluated by immersion method for 24 h, and results are reported in Table 4. No GA-based epoxy coating showed defects on the coating surface such as loss of gloss or blistering. Here, the chemical resistance properties in the coating system can be attributed to the highly crosslinked structure. The aromatic structure also enhances the chemical resistance.
Solvent resistance
Solvent spot and rub resistance tests were conducted using xylene, methanol, and acetone. The change in coating properties after the completion of the spot test is shown in Fig. 10. In the case of he spot test except for the GE1 resin coating, all resin coatings showed good resistance to the solvent. The highly crosslinked networks have high resistance to the solvent penetration, and in addition, the secondary hydroxyl groups present in the molecules create a hydrogen bonding in it or with other molecules, which can be considered as effective physical crosslinks. Hence, penetration or diffusion of solvent into the cured films became difficult and improved the solvent resistance properties. The solvent rub resistance test was also carried out with same solvent as in the spot test, and the observation is reported in Table 5. All coatings showed more or less same resistance to solvent rub, but in the case of xylene, the loss of gloss of coatings was observed after 200 cycles. From the above study, it may be concluded that the coatings have sufficiently crosslinked network.

Solvent spot test
Conclusion
Bio-based epoxy resins with various epoxy equivalent weights were successfully synthesized from gallic acid. The synthesis of bio-based epoxy resin involved a one-step reaction between GA and ECH in the presence of the phase-transfer and sodium hydroxide catalysts. They were cured with polyamide hardener in 1:1 equivalent weight basis and coating properties were studied. The GA-based epoxy coatings show interesting mechanical, chemical, and thermal properties as compared to the conventional epoxy resin. GE2 coating showed the good balanced coating properties as compared to the GE1 and GE3 coatings. These studies disclose the feasibility of GA-based epoxy coating as a good alternative candidate for the conventional bisphenol A epoxy resin.
References
Malshe, VC, Sikchi, M, Basics of Paint Technology Part I. Paperback–Abridged, 2002
Tesoro, G, “Epoxy Resins: Chemistry and Technology”, 2nd edn. In: May, CA (ed.) Marcel Dekker, New York, J. Polym. Sci. Part C: Polym. Lett. (1988)
Kasemsiri, P, Neramittagapong, A, Chindaprasirt, P, “Curing Kinetic, Thermal and Adhesive Properties of Epoxy Resin Cured with Cashew Nut Shell Liquid.” Thermochim. Acta, 600 20–27 (2015)
Levchik, S, Piotrowski, A, Weil, E, Yao, Q, “New Developments in Flame Retardancy of Epoxy Resins.” Polym. Degrad. Stabil., 88 57–62 (2005)
Sarathi, R, Sahu, R, Danikas, MG, “Understanding the Mechanical Properties of Epoxy Nanocomposite Insulating Materials.” J. Electr. Eng., 60 358–361 (2009)
Kaya, I, Gul, M, “Synthesis, Characterization and Some Properties of Epoxy Resins Containing Azomethine Bonding.” Chin. J. Polym. Sci., 31 1087–1095 (2013)
More Troubling News About BPA/Science News. sciencenews.org. (2009)
Erler, C, Novak, J, “Bisphenol A Exposure: Human Risk and Health Policy.” J. Pediatr. Nurs., 25 (5) 400–407 (2010)
Fache, M, Viola, A, Auvergne, R, Boutevin, B, Caillol, S, “Biobased Epoxy Thermosets from Vanillin-Derived Oligomers.” Eur. Polym. J., 68 526–535 (2015)
Rapi, Z, Szolnoki, B, Bako, P, Niedermann, P, Toldy, A, Bodzay, B, Keglevich, G, Marosi, G, “Synthesis and Characterization of Biobased Epoxy Monomers Derived from d-Glucose.” Eur. Polym. J., 67 375–382 (2015)
Nouailhas, H, Aouf, C, Le Guerneve, C, Caillol, S, Boutevin, B, Fulcrand, H, “Synthesis and Properties of Biobased Epoxy Resins. Part 1. Glycidylation of Flavonoids by Epichlorohydrin.” J. Polym. Sci. Part A: Polym. Chem., 49 2261–2270 (2011)
Stemmelen, M, Pessel, F, Lapinte, V, Caillol, S, Habas, JP, Robin, JJ, “A Fully Biobased Epoxy Resin from Vegetable Oils: From the Synthesis of the Precursors by Thiol–Ene Reaction to the Study of the Final Material.” J. Polym. Sci. Polym. Chem., 49 2434–2444 (2011)
Czub, P, Franek, I, “Epoxy Resins Modified with Palm Oil Derivatives—Preparation and Properties.” Polimery, 58 135–139 (2013)
Kadama, A, Pawara, M, Yemul, O, Thamke, V, Kodam, K, “Biodegradable Biobased Epoxy Resin from Karanja Oil.” Polymer, 72 82–92 (2015)
Lukaszczyk, J, Janicki, B, Kaczmarek, M, “Synthesis and Properties of Isosorbide Based Epoxy Resin.” Eur. Polym. J., 47 1601–1606 (2011)
Kanehashi, S, Yokoyama, K, Masuda, R, Kidesaki, T, Nagai, K, Miyakoshi, T, “Preparation and Characterization of Cardanol-Based Epoxy Resin for Coating At Room Temperature Curing.” J. Appl. Polym. Sci., 130 (4) 2468–2478 (2013)
Chen, J, Nie, X, Liu, Z, Mi, Z, Zhou, Y, “Synthesis and Application of Polyepoxide Cardanol Glycidyl Ether as Biobased Polyepoxide Reactive Diluent for Epoxy Resin.” ACS Sustain. Chem. Eng., 3 1164–1171 (2015)
Yadav, R, Srivastava, D, “Studies on Cardanol-Based Epoxidized Novolac Resin and Its Blends.” Chem. Chem. Technol., 2 173–184 (2008)
Darroman, E, Durand, N, Boutevin, B, Caillol, S, “New Cardanol/Sucrose Epoxy Blends for Biobased Coatings.” Prog. Org. Coat., 83 47–54 (2015)
Fache, M, Viola, A, Auvergne, R, Boutevin, B, Caillol, S, “Biobased Epoxy Thermosets from Vanillin-Derived Oligomers.” Eur. Polym. J., 68 526–535 (2015)
Fache, M, Darroman, E, Besse, V, Auvergne, R, Caillol, S, Boutevina, B, “Vanillin, a Promising Biobased Building-Block for Monomer Synthesis.” Green Chem., 16 1987–1998 (2014)
Kong, X, Xu, Z, Guan, L, Di, M, “Study on Polyblending Epoxy Resin Adhesive with Lignin I-Curing Temperature.” Int. J. Adhes. Adhes., 48 75–79 (2014)
Asada, C, Basnet, S, Otsuka, M, Sasaki, C, Nakamura, Y, “Epoxy Resin Synthesis Using Low Molecular Weight Lignin Separated from Various Lignocellulosic Materials.” Int. J. Biol. Macromol., 74 413–419 (2015)
Thomas, JN, Teluka, PG, Dean, CW, “Catalyzed Crosslinking of Highly Functional Biobased Epoxy Resins.” J. Coat. Technol. Res., 10 (5) 589–600 (2013)
Shieh, J, Ho, T, Wang, C, “Synthesis and Modification of Trifunctional Epoxy Resin with Amine Terminated Polydimethyl Siloxanes for Semiconductor Encapsulation Application.” J. Polym. Res., 3 125–131 (1996)
Jin, F, Park, S, “Thermal Stability of Trifunctional Epoxy Resins Modified with Nanosized Calcium Carbonate.” Bull. Korean Chem. Soc., 30 334–338 (2009)
Aouf, C, Nouailhas, H, Fache, M, Caillol, S, Boutevin, B, Fulcrand, H, “Multi-functionalization of Gallic Acid: Synthesis of a Novel Bio-Based Epoxy Resin.” Eur. Polym. J., 49 1185–1195 (2013)
Aouf, C, Lecomte, J, Villeneuve, P, Dubreucqe, E, Fulcrand, H, “Chemo-Enzymatic Functionalization of Gallic and Vanillic Acids: Synthesis of Bio-Based Epoxy Resins Prepolymers.” Green Chem., 14 23–28 (2012)
Tomita, H, Yonezawa, K, “Epoxy Resin and Process for Preparing the Same”. US Patent 4540802, 1985
Patil, S, Testing of Paints: Technical Analysis of Paint and Paint Raw Materials. Color Publications, Mumbai (2009)
Unnikrishnan, KP, “Studies on the Toughening of Epoxy Resins” (doctoral dissertation, Cochin University of Science and Technology) (2006)
Atta, AM, Mansour, R, Abdou, MI, Sayed, AM, “Epoxy Resins from Rosin Acids: Synthesis and Characterization.” Polym. Adv. Technol., 15 514–522 (2004)
Su, WFA, Chen, KC, Tseng, SY, “Effects of Chemical Structure Changes on Thermal, Mechanical, and Crystalline Properties of Rigid Rod Epoxy Resins.” J. Appl. Polym. Sci., 78 446–451 (2000)
Shukla, SK, Srivastava, K, Srivastava, D, “Studies on the Thermal, Mechanical and Chemical Resistance Properties of Natural Resource Derived Polymers.” Mater. Res., 18 1217–1223 (2015)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Patil, D.M., Phalak, G.A. & Mhaske, S.T. Synthesis of bio-based epoxy resin from gallic acid with various epoxy equivalent weights and its effects on coating properties. J Coat Technol Res 14, 355–365 (2017). https://doi.org/10.1007/s11998-016-9853-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-016-9853-x