
Abstract
New nanocrystalline aluminum alloys have been fabricated by electrodeposition. These are thermodynamically stable alloys of Al-Mn and Al-Zr with grain sizes <100 nm. Al-Mn and Al-Zr alloys are characterized here showing high strength (up to 1350 MPa) and hardness (up to 450 HVN) while maintaining the specific gravity of Al. Smooth and dense deposits plated from ionic liquids, such as EMIM:Cl (1-Ethyl-3-methylimidazolium chloride), can develop to thicknesses of 1 mm or more.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Aluminum and its alloys are attractive for lightweighting applications and have been employed in many commercial applications. The success of the aluminum-intensive Ford F150 truck demonstrates the commercial viability for alternative materials in high-volume car and light truck production. The consumer electronics industry has also leveraged the benefits of aluminum for mobile phones and laptops, where the value of lightweighting can be part of the brand value. The need for lightweighting in consumer electronics is strong enough to have warranted the development of new aluminum alloys targeted at meeting the needs of that application. Mobile phone makers Apple and Huawei have launched consumer devices made from advanced 7000 series aluminum alloys that can boost strength and toughness, while keeping weight to a minimum. Regrettably, these alloys can be difficult to recycle as a result of the risk of iron contamination, which can dramatically reduce strength.
Although aluminum use is growing in applications that demand light weight, performance trade-offs remain in the selection of aluminum for some applications. Specifically, the strength of aluminum alloys is inferior to many other engineering materials. If we compare the specific strength of many conventional lightweight materials such as aluminum, high-strength steels, magnesium, and titanium, we see that they are similar in this key performance metric. Titanium alloys, generally perceived to have the best performance for lightweight applications, show only marginal benefit when compared with 7000 series aluminum alloys on a specific strength metric. One of Xtalic’s goals is to displace these traditional materials for lightweighting by boosting the strength of aluminum through the use of nano-metallurgy.
Classic thermomechanical processing approaches to boosting the strength of aluminum have been used for many years. Casting, forging, rolling, and heat treating are the normal processes used to make sheet we can buy today. These processes boost strength by reducing grain size or introducing new second phases into the microstructure. Precipitates and dispersoids can boost strength, stress relaxation performance, and creep resistance; nevertheless, these second-phase particles can be sites for localized corrosion as a result of micro-galvanic affects. Solid solution strengthening eliminates this risk but often produces insufficient strength to the alloy.
Hall–Petch phenomena are well known in the industry. By using new manufacturing methods and thermodynamic principles, we can build alloys with nanoscale grain sizes, extending the reach of Hall–Petch by reducing grain sizes by several orders of magnitude. The fundamental thermodynamics used in this alloy development was reviewed recently.1 These nanostructured alloys are significantly stronger and harder than traditional alloys, enabling a greater potential reduction in weight in several applications. This approach creates a stable nanocrystalline solid solution alloy devoid of second-phase particles and therefore can have improved strength as well as corrosion performance.
In this work, we describe an alternative approach to metal fabrication through the use of electrodeposition or electro-additive manufacturing (EAM). In the EAM process, we use process knowledge of electrodeposition and plating chemistry to increase the deposited thickness into a dimensional regime suitable for structural members. The process used to make these nanocrystalline alloys can produce sheet greater than 1 mm thick at attractive costs, and with impressive strengths. Furthermore, the nanocrystalline nature of the alloys produces a sheet than can have significant elongation in tensile testing.
Aluminum is not readily plated from aqueous baths because electrical potentials sufficient to reduce aluminum are substantially beyond the potential required to split water. To address this issue, a room-temperature molten salt, or ionic liquid, is used as the electrolyte. Ionic liquids contain no water,2 and thus, electrochemical reduction of water is minimized for alloys with negative reduction potentials, such as aluminum. Furthermore, by excluding water from the electrolyte, oxidation of aluminum during the manufacturing process is also minimized. Abbott et al.3 and Armand et al.4 each recently reviewed the state of the art in ionic liquid plating, and Stafford et al.5 reported on the measurement of stress in the Al deposits from ionic liquids. Ruan leveraged these approaches and reported significantly improved hardness with nanocrystalline Al-Mn alloys produced from ionic liquids.6
Pulse reverse plating can be used to help control the alloy and optimize the plated structure. This approach has been used for nickel-tungsten and silver-tungsten systems by Xtalic7 and by Tang and Azumi8 for aluminum where pulse plating helped smooth the surface. Pulse reverse plating affects the alloy composition as a result of the differences in deposition and stripping potentials between the alloy constituents. These differences propagate as differences in the effective deposition rate for each constituent in the alloy. Although different alloys of aluminum can be made using this approach,9 , 10 we report here on the results for Al-Mn and Al-Zr.
Experimental Methods
The alloys of interest here are aluminum-manganese and aluminum-zirconium. The manganese content can be varied in the process and adjusted to meet the performance criteria required. Mn contents are varied 0–15 at.% in this work. Zr contents varied from 0 at.% to 10 at.%.
The alloys were made by electrodeposition in ionic liquid. We used EMIMCl:AlCl3 (1-Ethyl-3-methylimidazolium chloride) Lewis acid ionic liquid for electrodeposition of aluminum and aluminum alloys. The chloride species of some metals are compatible with this bath, including MnCl2, which is readily dissolved in the plating bath and has a reduction potential close to that of aluminum. Zirconium was added to the bath by electrolytically dissolving zirconium metal in the ionic liquid. Zirconium can be maintained in the Zr4+ valence state to provide the maximum co-deposition rates for Zr metal.
The plating operations occur inside a glovebox environment, controlled to maintain water below 20 ppm. Although oxygen is not inherently deleterious to the ionic liquid, the glove boxes were backfilled with dry nitrogen to keep oxygen contents well below 100 ppm. Plating occurred at temperatures between 35°C and 60°C with various agitation schema depending on the sample geometry. Plating rates varied between 10 µm/h and 100 µm/h. Pulse reverse plating was used to control the alloy concentration and to reduce the surface roughness generated through the plating process. Samples were plated onto AA1100 sheet substrates to produce a composite structure or plated onto sacrificial copper substrates, from which free-standing sheets of nanocrystalline aluminum were harvested.
Alloy contents were measured using SEM/EDS, LEO model 1430VP with EDAX EDS capability. Hardness testing was performed on a Wilson automated hardness tester, model Tukon 2500, at a load of 10 g or 25 g with a diamond pyramid indenter. Tensile testing was performed on an Instron model 5965 load frame with a 5-KN load cell and a digital noncontact video extensometer. Tensile samples were modeled after the ASTM E-8 subsize specimen with a 5-mm gage width and a 10-mm gage length. Thickness was dependent on the sample under test. Tensile samples were water jet cut from the electroformed sheets using an Omax model 2626 abrasive cutter and then polished with 1200-grit metallographic paper to remove any residual burrs or defects from the machining process.
Results and Discussion
Thin coatings, up to 10 µm, could be achieved using the ionic liquids described earlier. As the thickness of the deposit increases, there is a greater risk for the surface roughness to become more nodular and dendritic. As small nodules inevitably form on the surface, the increased surface area can concentrate the electric fields and lead to faster electrodeposition on the nodule. This can become a runaway situation where the nodules grow at the expense of the balance of the surface to be coated. Plating additives are typically organic species added to the plating bath to suppress the deposition on the nodule, leveling out the plating as it grows. Additives that are well known to the aqueous plating industry generally do not apply to ionic liquid plating electrolytes; thus, new additives were required. Figure 1 shows a brass rod plated with nanocrystalline Al-Mn that is densely deposited with plating nodules suppressed by the additives. This makes for a more structurally sound monolithic structure.

Al-Mn plating 348 µm thick with the use of organic plating additives
Automotive and other applications for lightweight structures require the use of traditional metal-forming approaches to fabricate parts. Stamping and forming require ductility in the material as well as thick sheet stock. We have developed the capability to plate thick coatings that can be used as monolithic or composite sheets with attractive strengths, low specific gravity, and acceptable elongation.
Figure 2 shows the surface of a 50-mm × 50-mm sheet Al-Mn alloy. This sheet was deposited onto a 50-µm-thick Al foil substrate. The thicknesses of the nanocrystalline Al plating are shown in the table on the right. Although there is some thickness variability from center to edge, this is a result of the plating cell design and can be mitigated in a more commercially relevant reel-to-reel manufacturing system. The surface of the deposit is smooth and uniform in appearance.

Surface of a 50 × 50-mm plated sheet of nanocrystalline Al-Mn, plated to approximately 0.5 mm thick. The numbers indicate the point of measurement for the thickness in the chart
Both the Al-Mn and the Al-Zr alloys develop a microstructure that is devoid of second-phase particles. X-ray diffraction analysis of the deposits demonstrates an FCC solid solution structure following the aluminum structure. The Debye equation can be used to predict the crystallite size and to show that the structures are all nanocrystalline (10–60 nm) or amorphous depending on the alloying content. Crystals have the anticipated fiber texture and have limited preferred orientation.
The alloys present as a supersaturated solid solution. Based on the equilibrium phase diagram, these results may be surprising. Nevertheless, these solid structures are thermodynamically stable. Schuh et al. recently reviewed the state of the art in enthalpy-based segregation of alloying elements in nanocrystalline materials.11 The thermodynamics make it clear that at room temperature, these alloys can be stable where the solute atoms prefer to segregate to the grain boundaries. Huang et al.12 characterized this effect with direct evidence of segregation in Al-Mn alloys. Similarly, Detor et al. demonstrated evidence of segregation in Ni-W alloys using atom probe techniques.13 Yet there are limits to the thermal stability; e.g., at higher homologous temperatures, typically >0.6T m, intermetallic species may begin to form. This was verified in Al-Mn alloys where heating at 300°C for 24 h caused the formation of second-phase intermetallics.
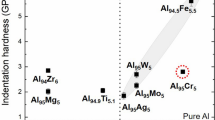
Microhardness testing is a reasonable first-order predictor of strength in these alloys, and the testing can be performed on smaller samples. Alloy coatings were developed with varying manganese or zirconium content. Hardness results are shown in Fig. 3. Alloying with either Mn or Zr shows a positively correlated hardening effect. Mn has a greater impact on hardness in that higher concentrations of the Mn can be achieved and lead to more hardening. It is noted that the highest Mn content alloys are amorphous in structure and thus have reduced ductility. Zr also boosts hardness by about a factor of 2 compared with pure Al. Nevertheless, the hardening effect begins to diminish at concentrations greater than 7 at.%. At Zr concentrations of 10 at.%, the alloy is at least partially amorphous and ductility is reduced.

Microhardness of nanocrystalline aluminum alloys at varying atomic percentages of either manganese or zirconium
Tensile tests on three representative samples are shown in Fig. 4. These represent performance from three different Al-Mn alloys where the Mn content is 8 at.%, 11.5 at.%, and 14 at.% Mn. There is a clear trade-off between strength and elongation to failure as the grain size is reduced by increases in the Mn content. The strengths shown here, of 800 MPa and above, are very high for aluminum alloys.

Tensile test results from Al-Mn alloys of varying Mn content (8–14 at.%)
Plating in an ionic liquid system provides a unique opportunity for in situ activation of an aluminum substrate. By applying reverse pulses to the workpiece, oxide layers on the aluminum can be reduced exposing nascent aluminum. With a scarcity of oxygen and water, the surface remains active until aluminum alloy deposition can occur. By using this activation schema, we were able to plate thick layers of nanocrystalline aluminum onto AA6061. The resulting replicate composite samples were tensile tested as shown in Fig. 5, indicating that the composite strength is a rule of mixtures relationship where strength is proportional to the fraction of the thickness that comprises the nanocrystalline material. Nevertheless, adding the nanocrystalline Al layer on top of the AA6061 significantly increases the elongation to failure of the composite layer.

Tensile test results from composites of nanocrystalline Al-Mn and AA6061. The shortest curve (substrate) represents AA6061, whereas other curves are replicates of composite structures
Strong and lightweight metals could make ideal materials for automotive applications. Our results described here show thicknesses up to 0.5 mm, which can easily be doubled to 1 mm by electroforming on both sides of the substrate. This would produce a monolithic or composite structure of 1 mm thick or more. These technologies can be applied to the production of a continuous sheet. We have begun to scale the plating process such that we are now producing 150 × 150-mm sheet samples of nanocrystalline Al-Mn alloys with impressive strengths.
As this is an electroforming manufacturing process, the coating can be applied to nonuniform shapes and can be used for structural applications. Schaedler et al.14 have developed a lightweighting application where Al-Mn nanocrystalline materials provide a structural metallic layer electroformed onto a complex 3D microtruss. Similar structural coatings have been plated onto spheres and cylinders by the authors; this creates a design freedom not available through other metal-working approaches.
Conclusion
Strong, ductile alloys of Al-Mn and Al-Zr can be produced by electroplating using nonaqueous EMIM:Cl ionic liquid electrolytes. Plating can occur at reasonable manufacturing temperatures and at rates that are commercially viable. Hardnesses have been engineered to be greater than 400 HVN and strengths in excess of 700 MPa. Electroforming of meaningful thicknesses, up to 1 mm, has been demonstrated on a small scale and is ramping to continuous production. These solid solution alloys also show promise as corrosion preventive coatings.
References
A.R. Kalidindi, T. Chookajorn, and C.A. Schuh, JOM 67, 2834 (2015).
S.Z. Albedin, E.M. Moustafa, R. Hempelmann, and F. Endres, Electrochem. Commun. 7, 1111 (2005).
A.P. Abbott, G. Frisch, and K.S. Ryder, Annu. Rev. Mater. Res. 43, 335 (2013).
M. Armand, F. Endres, D.R. MacFarlane, H. Ohno, and B. Scrosati, Nat. Mater. 8, 621 (2009).
G.E. Stafford, O.E. Kongstein, and G.M. Haarberg, J. Electrochem. Soc. 153, C207 (2006).
S. Ruan (Ph.D. Dissertation, MIT, 2010).
K. Bui, T. Hasanali, and T. Goodrich, Electronic Components and Technology Conference (ECTC) 2015 IEEE 65th, 1907 (2015).
J. Tang and K. Azumi, Electrochim. Acta 56, 1130 (2011).
E. Freydina and J.G. Abbott, ECS Trans. 75, 639 (2016).
J.G. Abbott and E. Freydina, Xtalic Corporation, 26th EUCHEM Conference on Molten Salts and Ionic Liquids, Vienna, Austria, 2016.
A.R. Kalidindi, T. Chookajorn, and C.A. Schuh, JOM 67, 2834 (2015).
T.Y. Huang, C.J. Marvel, P.R. Cantwell, M.P. Harmer, and C.A. Schuh, J. Mater. Sci. 51, 438 (2016).
A.J. Detor, M.K. Miller, and C.A. Schuh, Philos. Mag. 87, 581 (2007).
T. Schaedler, Nanocrystalline Aluminum Truss Cores for Lightweight Sandwich Structures (Malibu, CA: HRL, 2016).
Acknowledgements
The authors would like to gratefully acknowledge additional financial support for this work under Department of Energy Award DE-EE0006842, as well as support from the MIT Institute for Soldier Nanotechnology with funding from the U.S. Army Research Laboratories (Subcontract Award 5710003947).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hilty, R.D., Masur, L.J. On the Formation of Lightweight Nanocrystalline Aluminum Alloys by Electrodeposition. JOM 69, 2621–2625 (2017). https://doi.org/10.1007/s11837-017-2499-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-017-2499-z