
Abstract
A full factorial design was employed to investigate the effect of squeeze pressure in conjunction with thermal parameters, i.e., melt and die temperatures, on the mechanical properties of a squeeze cast Al-4%Cu alloy. Considerable variations in mechanical properties existed between different test runs, and these were discussed based on cooling rates previously quantified for a squeeze-cast Al-4%Cu alloy. The completeness of a full factorial design not only identified a combination of process parameters for optimum results but also facilitated an evaluation of the minimum pressure required to eliminate porosity and influence the die temperature on the microstructure of the squeeze-cast alloy. In addition to the optimum run, particular importance was given to those runs that had more desirable levels of control factors with respect to energy consumption or tooling life. A microstructural analysis of these runs indicated the possibility of precipitation hardening that can open up further investigations toward the opportunities associated with in situ heat treatment of age-hardening, squeeze cast aluminum alloys.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In the squeeze casting process, mechanical pressure is applied directly on melt by movement of punch in die cavity. This results in eliminating porosity, both shrinkage and gas related, as well as refining grain structure due to higher cooling rates. Merits of this process have been substantiated by the amount of work reported in the literature to cover the effects of different processing parameters, particularly applied pressure, on the microstructure and mechanical properties of squeeze-cast alloys and metal-matrix composites (MMCs). However, increasing squeeze pressure above a critical value, about 50 MPa, needed to minimize porosity produced little improvement in the mechanical properties of wrought aluminum alloys.1,2 Heat removal rates have been reported to be high, but the effect on mechanical properties was not found to be significant over the effect of an increase in density. The high rate of heat removal can, however, result in mechanical quenching of an age-hardening aluminum alloy.3
Different process parameters, at different levels within the recommended range, have been investigated generally using a single-factor approach to evaluate the resulting effect on the mechanical properties of squeeze-cast alloys and MMCs. Yang4 reported the effect of casting temperature on squeeze cast aluminum and zinc alloys, while Sukumaran et al.5 used an Al 2124 alloy and its MMC for reporting the effect of squeeze pressure on mechanical properties. Yue2 reported a three-level, two-factor (32) experimental design involving squeeze pressure and casting temperature. Yong and Clegg6 reported a combined one-factor (squeeze pressure) design with a 32 design (melt and die temperatures) for a magnesium alloy.
This article attempts to investigate the effect of pressure in conjunction with a change in thermal parameters, i.e., melt and die temperatures. The necessity of undertaking such research was based on the premises that different thermal phenomena were governing heat flow patterns in squeeze casting at different levels of melt superheat.7 The cooling curves obtained in a previous research8 presented two very different profiles for squeeze casting for near-liquidus and high-superheat melt temperatures. An investigation into microstructure was also carried out to evaluate the processing-property relationship as well as any evidence of in situ heat treatment of an Al-4%Cu alloy used in this research.
Such considerations have not been appreciated in the reported designs for evaluating the effect of different process parameters on mechanical properties in squeeze casting. The one-factor-at-a-time approach used previously8 was therefore extended using a two-level, three-factor (23) full-factorial experimental design for the characterization of a squeeze-cast Al-4%Cu alloy. This design will not only give a combination of control factors with optimum result but also provide information regarding the feasibility of runs with more desirable levels of control factors.
Materials and Experimental Setup
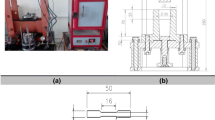
The material used in this research was an aluminum-copper alloy with a weight percentage of Al-Cu(3.817)-Mn(0.614)-Si(0.214)-Zn(0.163), which is close to that of AA 2024 wrought composition. The alloy was melted in an electric muffle furnace and skimmed to remove the oxide layer before it was poured directly into the cast iron die block. The die cavity was cylindrical (2 in. diameter and 5 in. height) in shape as shown in Fig. 1, while pressurization of melt was carried out by a punch attached to the ram of a 150-ton hydraulic press. Preheating of the die-and-punch arrangement was achieved by an oxyacetylene torch.

Dimensions of the die used for squeeze casting
The process parameters, or control factors, investigated in this research were applied pressure, pouring temperature, and die temperature as outlined in Table I(a).
These factors and levels were selected because of their effects on cooling rate, energy requirements, and tooling life considerations. It is particularly relevant for the squeeze casting process because the melt temperature for long freezing range (LFR) alloys can be varied from a very high superheat, greater than 100°C, to a near-liquidus value. The levels for each of the two thermal parameters were the same as previously investigated,8 while squeeze pressure levels represented one value of 50 MPa considered sufficient for wrought aluminum alloys and a higher value of 130 MPa. The experimental design for the eight runs is shown in Table I(b) and was carried out with four replicates per runs, resulting in 32 total runs.
Each squeeze-cast billet was sectioned to obtain two tensile test specimens as per ASTM B557M (Fig. 2). A Rockwell hardness test, scale F with 60-kgf load and 1/8-in. diameter ball, was performed on stubs that remained after machining the tensile test specimen (Fig. 3). Microstructural analysis was also carried out for the run that showed maximum mechanical properties as well as for those that were comparable to the maximum run but with more feasible levels of control factors.

Tensile test specimen as per ASTM Standard B 557 M (dimensions in mm)

Hardness testing specimen with highlighted areas indicating values obtained from (a) near-surface, (b) subsurface, and (c) central regions of the sample
Results
The tensile test properties, i.e., ultimate tensile strength (UTS) and percentage elongation, as well as hardness test data have been summarized in Table II for the 23 full-factorial experimental design.
Ultimate Tensile Strength (UTS)
UTS values for a squeeze-cast Al-4%Cu alloy showed a considerable amount of variations among the eight test runs (Fig. 4), from a minimum of 169 ± 13 MPa for run C (010) to a maximum of 258 ± 24 MPa for run H (111). This maximum value was higher than that reported for 2024 alloy, i.e., 220 MPa (max.), in the non-heat-treated condition but was not even comparable to those reported for heat-treated conditions being in the range of about 500 MPa.9 Runs G (011), A (000), and C (010) showed a minimum spread (range) of data values but with strength values much lower than run H. Run E (001) appeared more feasible with a strength value of 223 ± 10 MPa and conducted at lower values of melt temperature (650°C) and applied pressure (50 MPa).

Graph of UTS values for the different test runs indicating considerable variations in average values as well as data spread
The optimum value of tensile strength observed in run H is comparable to that reported by Hajjari and Divandari1 for 2024 alloy giving a tensile strength of 250 MPa at an applied pressure of 70 MPa. Ming et al.10 have however reported a higher strength value of about 300 MPa at a pressure of 120 MPa, but the composition used—alloy 204.0—had a significantly higher amount of copper (~4.8%). Both have reported these values at approximately similar levels of melt and die temperatures of about 750°C and 250°C, respectively.
Percentage Elongation
The elongation values showed a somewhat similar trend of variations between the different sample runs for the experimental design as was observed in case of tensile strength of a squeeze-cast Al-4%Cu alloy (Fig. 5). Improvement in the elongation value for the optimum run indicated that a reduction in porosity levels and grain refinement must have contributed to better tensile properties for the squeeze-cast Al-4%Cu alloy. These values were however considerably lower than that generally specified for 2024 alloy (~12%) in the non-heat-treated condition.9 The sample used in tensile testing was based on a 4-mm-diameter sample while the elongation values for 2024 alloy have been specified for a 20-mm-diameter sample. The tensile test sample size for certain processes, like casting, tends to affect the resulting values of tensile properties, particularly elongation, ASTM B 557M-10 (sec. 6.1.4 and 6.1.5), and the lower value for the optimized run can be attributed to this factor.

Graph of percentage elongation values showing a somewhat similar trend as observed for UTS values
Run H (111) again showed the maximum value for elongation being 6% as compared to that of A (000) with a value of 2.9%. Run E (001) showed a somewhat lower value of 4%, but it improved to nearly the same as run H when pressure was increased, i.e., run F (101) with 5.9% elongation. A load-extension diagram for the eight sample runs are shown in Fig. 6, and it clearly indicates that the nature of fracture was highly brittle. There was very little evidence of any plastic deformation that is generally associated with a 2024 alloy in the annealed condition. This can be attributed to the melt quality or inclusion of impurity in the form of oxide layers that have found the way into die cavity because of direct pouring. Hence, a minimum level of elongation can be defined for ascertaining the level of melt condition at pouring.11

Load-extension diagram for one set of samples for tensile test
Hardness
Hardness influences the machinability of an alloy with too-hard or too-soft materials considered a difficult prospect for machining due to tool or surface finish limitations. Pure aluminum is soft but aluminum-copper alloys have a harder matrix that improves their response to machining operations. Casting processes that are prone to porosity, however, degrade this machining response as has been observed in the case of conventional high-pressure die casting (HPDC).12 These HPDC processes pass the melt through a nozzle into the cavity resulting in a high velocity but equally turbulent melt entry. Excessive air entrapment results in a highly porous subsurface structure of the cast product that is not conducive for machining. Squeeze casting was expected to eliminate porosity even for a thick-sectioned billet cast using a wrought composition, or LFR, alloy without any concern for loss of hardness.13
Yong and Clegg6 reported a scheme for hardness testing along cross section of a squeeze-cast sample, but the depth of sample was only 16 mm. A sample depth of ~110 mm allowed for studying variations in hardness values due to a porous interior of a thick section casting. Table II presents hardness data based on average values as received from three different locations, i.e., close to (less than 5 mm below) the outer surface, subsurface (~15 mm), and close to the center (core) of the sample. This is graphically presented in Fig. 7, which indicates lower hardness values for locations away from the outer surface of the squeeze-cast samples. However, the variation between these hardness values for a given run did not indicate deterioration in mechanical properties with the removal or machining of the outer hard skin, which is encountered generally in metallic mold processes. Run H (111) was particularly exceptional in this regard showing highly comparable values for the three different locations selected for hardness testing.

Graph showing differences in hardness values based on three different locations for obtaining these values
Microstructure
The microstructure for the run H (111), which showed maximum values for the three mechanical properties investigated, mainly consisted of dendritic growth patterns with a more or less cellular morphology (Fig. 8a). Increasing the die temperature must have lowered the cooling rate8 and gained some time for the solidifying dendrites to grow in size as can be observed in the micrographs. There are extended regions of more than 200 µm in size, along a given direction, with thick finger-like evidence of dendritic growth. At higher magnification (Fig. 8b), there is an evidence of precipitation of the second phase in the primary or α-aluminum matrix for the sample for run H. The tensile strength value for the run, however, was not found to be comparable to heat-treated values of Al-4%Cu alloys (~400 MPa) reported in the literature.9 This may be due to the excessive precipitation, or over aging, of the alloy as clustering of second phase is reported to be visible only at higher magnifications for the peak aged condition.14

Microstructure of sample H showing (a) dendritic growth pattern as well as evidence of (b) precipitation of the second phase
In contrast to run H, the microstructure for run E (001) with the most desirable set of process parameters consisted of a well-defined cellular pattern that had a predominantly globular morphology. However, there was not much evidence of precipitation of the second phase that must have resulted in comparatively lower properties than those observed for run H. It may also imply the retention of a supersaturated structure of the primary matrix that can be investigated for controlled precipitation at a more amenable temperature for aging. These cast structures for both runs E and H have been obtained without applying water quenching at the time of ejection of the squeeze-cast billet.
An increase in applied pressure, i.e., run F (101), made the properties comparable to run H except for tensile strength that showed little improvement. The grain refinement for both runs E and F was practically of the same nature, i.e., globular as can be observed in Fig. 9. This further substantiates the theory that near-liquidus pressurization leads to grain refinement by undercooling of the melt with little influence of an increase in the heat-removal rates from the solidifying melt due to a better melt/mold contact.7

Micrographs of (a) sample E and (b) sample F showing a more or less equiaxed cellular structure with some evidence of second phase precipitation. For sample F, it is more profound in the form of globules that can also indicate overaging
Discussion
This section primarily focuses on the details provided by the experimental design to evaluate information in the literature for different phenomena associated with the squeeze-casting process.
Mechanical Properties
Run C, which showed minimum strength, implied that increasing the pouring temperature tended to decrease strength at low values of squeeze pressure and die temperature. High melt temperature accompanied a greater liquid-to-liquid contraction of the melt in the die cavity, resulting in a considerable amount of loss in applied pressure before the onset of actual solidification. Higher pressure was needed to accommodate this increase in liquid-to-liquid contraction to achieve the expected increase in strength as observed for run D (110) (201 ± 18 MPa). The notion of critical value for squeeze pressure therefore needs to be evaluated against superheat requirements of the pouring operation.
An increase in pressure from 50 MPa to 130 MPa at low values of thermal parameters, i.e., runs A (000) and B (100), produced a very small amount of increase in strength from 187 MPa to 190 MPa. This result was in line with the conclusions drawn by Hajjari and Divandari1 regarding an optimal value of applied pressure. However, at high values of thermal parameters, i.e., runs G (011) and H (111), a significant increase from 209 ± 10 MPa to 258 ± 24 MPa was observed. This increase was greater than that observed between runs C (010) and D (110) after compensating for melt contraction. Hence, for higher pressure level a combination of thermal parameters can be investigated that provided a more conducive heat removal pattern.
The undercooling effect has been presented in literature as the main reason for improvement in mechanical properties of squeeze-cast alloys. Most research7,13 has quoted the Clausius–Clapeyron equation to relate a change in freezing temperature of a melt with an increase in applied load as given below:
This equation is, however, based on the condition of equilibrium between the two states of liquid and solid; i.e., the total change in free energy in changing from one state to another is zero.15 The nonequilibrium cooling conditions associated with high cooling rates in contrast tend to lower the melting point of the solidifying melt.3 A cooling curve analysis of data obtained directly from the squeeze-casting process has clearly demonstrated this discrepancy while indicating a change in equilibrium solidification range with high cooling rates.8 The mechanical properties are, therefore, expected to vary as these mechanical and thermal effects will influence the cooling rate in squeeze-cast Al-4%Cu alloy as demonstrated by the values of the mechanical properties obtained in this research.
Microstructure
Yue2 reported a somewhat similar increase in grain size at a higher level of pressure for a squeeze-cast aluminum AA 7010 alloy as observed for run H (111) (see the section titled, “Microstructure” in the Results section) but with a resulting decrease in mechanical properties. This must be a result of solidification patterns in supercooled melt, i.e., a restriction of nucleation frequency in favor of dendritic growth.15 It has been reported that high pressure in squeeze casting tends to increase the solidification range, while a high die temperature tends to impose a thermal arrest at the start of solidification.8 The cause of large grain size and lowering of properties must have been due to this combined effect of high pressure and die temperature in spite of a high melt superheat (~150°C), which was intended to facilitate a high rate of heat removal.
Maeng et al.16 attributed the improvement in mechanical properties not only to microstructural refinement but also to an increase in the solubility of solute atoms as well as a change in morphology and distribution of the intermetallic or eutectic phase. The effect of microstructural morphology can therefore combine with that of a higher copper content in the primary matrix. This retention of supersaturated structure can later result in precipitation of the second phase. The processing scheme defined for run H therefore needs to be further investigated for a possibility of in situ solution treatment for an Al-4% Cu alloy in particular and other age-hardening compositions of aluminum alloys in general. Solution treatment is a high-temperature processing step in the heat treatment of aluminum alloys that can considerably increase the cost of producing a high-strength aluminum alloy product.3,9
Comparing sample runs A (000) versus E (001) and B (100) versus F (101), it can be observed from Table II the increase in die temperature from a cold die to 200°C improved the mechanical properties of the squeeze-cast Al-4%Cu alloy. Such an increase was also observed when the level of superheat for pouring was high, i.e., runs C (010) versus G (011) and D (110) versus H (111), again for both levels of applied pressure. These observations identify greater prospects for die temperature to influence mechanical properties in squeeze casting most likely by affecting microstructural changes (Fig. 10). Vijian and Aruanachalam17 identified die temperature as a significant control factor while optimizing the mechanical properties for LM24 aluminum alloy. The optimum die temperature reported was 150°C, which indicates that higher die temperatures (300°C used by Vijian) have a tendency to increase grain size and decrease mechanical properties as have been postulated for the effect of an increase in pressure by Yue for his analysis of squeeze-cast AA7010 alloy.

Micrographs showing shift in as-cast structure for (a) D versus H and (b) B versus F
Conclusion
-
(1)
Using a full factorial experimental design yielded more precise information regarding the effect of squeeze pressure in conjunction with thermal parameters on the mechanical properties of a squeeze-cast Al-4%Cu alloy.
-
(2)
An increase in pressure at near-liquidus value of the melt temperature did not produce any significant improvement in strength, but at a high value of super heat, the increase was considerable.
-
(3)
The die temperature has a greater influence than that of a mere fine-tuning parameter on the resulting tensile properties of a squeeze-cast Al-4%Cu alloy both at near-liquidus and high superheat melt temperature values.
-
(4)
Despite low melt preparation for the Al-4%Cu alloy used, squeeze casting gave results that not only showed good consistency but also were comparable to a 2024 wrought alloy in an annealed temper.
-
(5)
There exists a great evidence to explore the possibility of in situ heat treatment with the squeeze casting process because there is a strong evidence for second-phase precipitation in the primary-aluminum matrix as observed in the microstructure for one of the samples.
References
E. Hajjari and M. Divandari, Mater. Des. 29, 1685 (2008).
T.M. Yue, J. Mater. Process. Technol. 66, 179 (1997).
W.R. Heine, C.R. Loper, and P.C. Rosenthal, Principles of Metal Casting, 2nd ed. (New Delhi, India: Tata McGraw-Hill Inc., 1976).
L.J. Yang, J. Mater. Process. Tech. 140, 391 (2003).
K. Sukumaran, K.K. Ravikumar, S.G.K. Pillai, T.P.D. Rajan, M. Ravi, R.M. Pillai, and B.C. Pai, Mater. Sci. Eng. A 490, 235 (2008).
M.S. Yong and A.J. Clegg, J. Mater. Process. Technol. 145, 134 (2004).
M.R. Ghomashchi and A. Vikhrov, J. Mater. Process. Technol. 101, 1 (2000).
K.M. Amin and N.A. Mufti, J. Mater. Process. Technol. 212, 1631 (2012).
F.W. Smith, Principles of Materials Science and Engineering, 3rd edn. (New York: McGraw-Hill Inc., 1986), pp. 524–528, 537.
Z. Ming, Z. Wei-wen, Z. Hai-dong, Z. Da-tong, and L. Yuan-yuan, Trans. Non-ferrous Met. Soc. China 17, 496 (2007).
J.R. Davies, eds., Tensile Testing, 2nd ed. (Materials Park, OH: ASM International, 2004), p. 129.
B. Peter, Foundry Technology, 2nd ed. (Oxford, U.K.: Butterworth-Heinemann, 2001), pp. 603–604.
T.M. Yue and G.A. Chadwick, J. Mater. Process. Technol. 58, 302 (1996).
A. Russell and K.L. Lee, Structure-Property Relations in Non-Ferrous Metals (New York: Wiley, 2005).
J.A. Dantzig and M. Rappaz, Solidification (Lausanne, Switzerland: EPFL Press, 2009), pp. 31–34.
D.Y. Maeng, J.H. Lee, C.W. Won, S.S. Cho, and B.S. Chun, J. Mater. Process. Technol. 105, 196 (2000).
P. Vijian and V.P. Aruanachalam, Int. J. Adv. Manuf. Technol. 33, 1122 (2007).
Acknowledgements
The authors are grateful to the Higher Education Commission (H.E.C), Pakistan, and University of Engineering and Technology (U.E.T), Lahore (Pakistan), for making this research possible.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Amin Haider, K.M., Mufti, N.A. Mechanical and Microstructural Evaluation of Squeeze Cast Al-4%Cu Alloy Using a Full-Factorial Experimental Design. JOM 66, 1446–1453 (2014). https://doi.org/10.1007/s11837-014-0973-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-014-0973-4