
Abstract
This paper discusses the effects of the squeeze pressure on the microstructure, wear characteristics and mechanical properties of near-eutectic Al–Si piston alloys with variable copper (Cu) content. The paper starts with a description of Al–Si alloys and the features that make them desirable for use as piston alloys. The impact of the alloying elements on the mechanical properties, microstructure and wear characteristics is also discussed, where it is determined that adding alloying elements such as Cu, Mg and Ni results in improved strength and good casting properties. The paper also discusses the microstructural and material strength improvements that are achieved using the hybrid squeeze casting process and various heat treatment solutions. To evaluate the validity of these methods, the strength of the Cu-enriched Al–Si alloy as-cast and after heat treatment is analysed, and the results are compared. The results are for both gravity die casting and squeeze casting. Various techniques are used to analyse the chemical, mechanical and wear properties of the Al–Si alloys, including chemical analysis using optical spectrometry, heat treatment testing, microstructural observation, tensile testing and wear testing using scanning electron microscopy. The increase in Cu content in Al–Si alloys from 0 to 3% wt causes an increase in the ultimate tensile strength and hardness. Heat treatment and pressure application to the cast sample also result in improved mechanical properties, a fine and modified microstructure, improved wear resistance and a lack of surface porosity compared to the gravity die-cast samples. These characteristics are suitable for reducing the mechanical losses of Al–Si pistons as well as the fuel consumption.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
To minimize the weight of engine pistons and increase the efficiency of the engine, increase the piston reliability and durability, and decrease friction losses, there is a need to improve the piston design. With a view of satisfying the operating conditions, the design, material selection and manufacture of the piston must be optimized. Aluminium–silicon (Al–Si) alloys, chiefly Al–Si near-eutectic alloys (composed of 11–12.5 wt% Si), are broadly cast for use in automotive pistons.1 Strangely enough, silicon has a low density (2.33 g/cm3), which may be an added advantage in reducing the overall weight of the alloy. Si is also very hard with a diamond crystal structure and has very low solubility in aluminium. As a result, it precipitates as virtually pure Si and enhances the wear properties of the alloy.1 Silicon offers high fluidity and low shrinkage, which provide good castability and weldability. The silicon content considerably decreases the thermal expansion of the aluminium. As-cast Al–Si alloys with a low thermal expansion coefficient and high wear resistance when alloyed with other elements such as Cu, Mg and Ni can be widely used in pistons.2,3,4, – 5 To improve the mechanical properties and machinability of Al–Si alloys, major alloying elements such as copper, magnesium and nickel are added to this alloy. These elements improve the strength of these alloys by means of certain mechanisms such as solid solution, precipitation and particulate strengthening.6 , 7 The major alloying elements Si, Cu, Ni, and Mg have a substantial influence on the solidification path of these alloys.8,9,10,11,12,13, – 14 The usual ranges for some of the alloying elements are 11–23 wt% Si; 0.5–3 wt% Ni; 0.5–5.5% Cu; 0.6–1.3 wt% Mg; up to 1.0 wt% Fe; and up to 1% Mn.1 , 15 Pratheesh et al.16 reported that the ultimate tensile strength (UTS) and hardness values increase with the Mg content and reach their maxima in the 1% Mg content alloy. Interactions between the alloying elements create different phases and intermetallics, the shape and distribution of which depend on the process parameters.8,9, – 10 The amounts of suitable alloying elements that can be incorporated are controlled by their solid solubility rates and the cooling rate achieved during casting.17,18, – 19 The addition of Cu and Ni is the most effective and practical method to improve the mechanical and wear properties of piston alloys.20 The intermetallic phases mainly include Mg2Si, Al2Cu, Al5Cu2Mg8Si6, Al3Ni, Al3CuNi and Al7Cu4Ni phases.3 , 15 The complex microstructural characteristics of the intermetallic lead to brilliant mechanical and tribological properties.21 The addition of Cu and Ni is the most effective and practical method to improve the mechanical and wear properties of piston alloys.20 Li et al.22 and Zeren23 investigated the effect of Cu addition on the mechanical properties and precipitation behaviour of Al–Si alloys. It has also been reported by early researchers17 , 24 that copper substantially improves the strength and hardness in the as-cast and heat-treated conditions. Shabestari and Moemeni25 studied the effect of adding copper on the microstructural and mechanical properties of Al–Si-Mg alloys and concluded that the best mechanical properties were achieved with 1.5% wt copper solidified in the graphite moulds. They also reported that the dendrites are partially refined with the increasing Cu, which improves the mechanical properties of the piston alloy. At raised temperatures, Al–Si alloys should have a high strength. To increase the mechanical properties of such alloys at high temperatures (approximately 350 °C), it is necessary to introduce into the solidified structure new thermally stable intermetallics formed through complex reactions.8,9, – 10 The intermetallics formed by Mg, Cu and Ni have been used as strengtheners in pistons manufactured using a series of Al–Si alloys. The mechanical properties of the Al–Si multicomponent piston alloys not only depend on the chemical composition morphology features and the evolution of the intermetallic phases but also on the casting techniques. To obtain improved mechanical properties and near-net shape castings, a new casting technology known as squeeze casting has been newly employed. It is a casting process in which liquid metal solidifies under the direct action of pressure. The major advantages of squeeze casting are that the produced parts are relatively free of gas and shrinkage porosity, so that feeders or risers are not required. Applying pressure on liquid metal increases the cooling rate and causes thermal modification. The degree of microsegregation decreases with the pressure applied during the casting process and leads to significant solidification shrinkage and a refined microstructure, both of which result in excellent mechanical properties.26,27, – 28 Pratheesh et al.29 reported that squeeze-cast alloy specimens exhibited superior mechanical properties compared to corresponding die-cast alloy specimens. In Al–Si castings, the α-Al matrix phase comprises dendritic grains that normally contain several secondary dendrite arms. The shape of the grains is columnar or equiaxed depending on a number of factors such as the temperature gradient, alloy composition and availability of strong nucleant particles for heterogeneous nucleation.30 , 31 Fine equiaxed grains are usually preferred and are usually achieved through the addition of various types of grain refiners and modifiers, while rapid cooling, such as squeeze casting, can also give the same result.32 The zones exposed to higher strains during use (e.g. the pin support and the zone of the piston rings) need a greater resistance to plastic deformation. This necessitates a fine grain structure in these zones, as fine grain structures can absorb larger amounts of energy.8 , 9,11 The size of the primary silicon crystals in these zones ranges from 21 to 29 μm.8 , 9 , 11 In the zone exposed to elevated temperatures (the piston head, i.e. the combustion chamber) but lower mechanical strains, coarse grains are required. The size of the primary silicon crystals in this zone ranges from 50 to 75 μm.8 , 9 , 11 Given that elevated temperatures can destress thermally actuated processes (diffusion), the material has the possibility of reversing deformations that occurred during a temperature decrease. Likewise, an increase in the grain size causes a slower expansion of the deformation. Thus, the structure of a material directly affects the physical and mechanical properties of the casting.8 , 9 , 11 The end of the Al–Si piston production is the heat treatment process. It is reported that the microstructural and mechanical properties of Al–Si alloys are sensitive to heat treatment and the subsequent deformation condition.33 To obtain improved mechanical properties, aluminium alloys are often subjected to different heat treatments.34 , 35 The high integrity of the squeeze-cast components after their heat treatment further improves their mechanical properties.36
Haque and Sharif1 presented that the heat-treated aluminium–silicon piston alloy has a greater strength, hardness and wear resistance properties than the as-cast piston alloy. There is also the question of incipient melting, where, if not properly controlled, the solution heat treatment temperature can induce the melting of the copper phase, resulting in the formation of cavities and lowering the alloy soundness. Muzaffer Zeren15 observed, in Al-based piston alloys, that the temperature for solution treatment is usually limited to approximately 500 °C, as higher temperatures lead to the early melting of the copper-rich phases, decreasing the mechanical properties of the casting. Shah et al.37 reported that the cast dendritic structure is destroyed upon heat treatment and that the heat treatment of alloys caused the spheroidization of the eutectic silicon crystals. Manasijevi commends a determination of the optimal time and temperature of solution heat treatment necessary to attain a satisfactory structure and attain the required mechanical properties of castings. They suggested that the optimum modes for the investigated piston casting are the solution heat treatment at 510 °C for 4 h and ageing at 180 °C for 6 h.38 Pratheesh et al.39 reported that for the piston alloy, solution treatment at 495 °C for 5 h and then quenching in cold water and ageing at 180 °C for 9 h is optimal.
In this study, the effect of the Cu content on the mechanical properties and the tribological properties of Al–12Si–xCu–1Mg–1.78Ni (x = 0, 1, 2, 3 and 4) alloys prepared by gravity die casting was studied in the as-cast and heat-treated conditions. Also, an experimental investigation was carried out on the microstructural, mechanical and wear properties of squeeze-cast Al-12Si-3Cu-1 Mg-1.78Ni. To study the tensile fracture surface and wear behaviour of the heat-treated gravity die-cast and squeeze-cast alloys, SEM was also used.
Experimental Section
Alloy Preparation
The alloy is prepared by the melting of aluminium–silicon alloy ingots and adding the required quantities of additives to it. The alloy is made using proper temperature control and degassing. Proper care must be taken at the time of melting to obtain a quality alloy after solidification. Five multicomponent alloys with different Cu contents were prepared by the permanent mould casting method. Based on the mechanical property evaluation and microstructural features, the optimal alloy developed is selected for detailed studies.
Procedure for Melting
Approximately 10 kg of alloy ingots is cut into suitable sizes for charging into the graphite crucible. The cut pieces are first mechanically cleaned using acetone to remove the adherent dust and oily materials and are then preheated to 200 °C before charging for melting. Mild steel tools that come into contact with the molten metal are suitably coated with graphite and dried properly by heating. The melting process is carried out in an 18-kW electrical resistance furnace. When the crucible kept in the furnace reaches 700 °C, the preheated ingots are charged into it. The melting temperature is maintained at 760 ± 5 °C, as monitored using a chromel–alumel thermocouple. The alloying elements (Cu, Mg, Ni) are added in amounts calculated to obtain the desired compositions. The melt is degassed by bubbling pure, dry nitrogen gas into the melt for approximately 60 min by means of a graphite lance to remove the hydrogen and inclusions.
Pouring in Permanent Moulds
After the alloy additions and degassing, the slag on the top of the melt is removed, and the melt is then poured into the preheated moulds (Figure 1). The pouring temperature is kept at 710–720 °C.

Dimensions of the various moulds used for casting the alloy (all dimensions are in mm).
Squeeze Casting and Gravity Die Casting of Piston Alloy
A 150-ton hydraulic press able to exert close control over the rate of the application of pressure, dwell time and ejection facilities is used for applying pressure on the liquid metal poured into the die positioned below the main ram for direct squeeze casting. The hot pressing die made of H13 steel has a mould cavity with dimensions of 100 mm × 100 mm. The initial die temperature is maintained at approximately 200 °C, and the pouring temperature of the liquid metal is kept constant at 680 °C. A measured quantity of the liquid metal (2 kg) is poured into the die cavity before the application of pressure. Immediately after pouring the melt, 110 MPa pressure is applied onto the casting for 2 min.
Chemical Analysis
An optical emission spectrometer was used in the measurement of the chemical compositions of the alloys studied. The measurements were taken using arc spark excitation.
Heat Treatment
The heat treatment, i.e. solution treating, quenching and ageing, is carried out. The solution treatment is carried out in a resistance heating muffle furnace at 495 °C (± 5 °C) for 5 h, and then, the specimens are quenched in cold water, and after 15 min, they are removed and dried. The ageing or precipitation treatment is carried out at 180 °C (± 2 °C) for 9 h, and then, the test bars are removed from the furnace.
Microstructural Observations
For microstructural observations, metallographic specimens were polished using normal polishing techniques. A Leica DMRX 82 optical microscope was employed for observing the microstructures in the as-cast and heat-treated conditions.
Tensile Tests
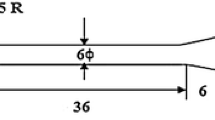
Tensile properties were evaluated using the universal testing machine (Instron Model 1195-5500R). The tensile properties of the samples in the as-cast and heat-treated conditions were evaluated at room temperature. The dimensions of the tensile test specimens are shown in Figure 2.

Dimensions of the samples used for the tensile tests (all dimensions are in mm).
Hardness Tests
Samples of dimensions of 15 × 20 mm were machined out and prepared for hardness test. A Brinell hardness machine (Indentec) was employed to determine the hardness values. The Brinell hardness numbers of the samples were measured using an indenter ball of diameter 2.5 mm at a load of 62.5 kg.
Wear Tests
Experiments are conducted using the DUCOM TR-20LE pin-on-disc wear testing apparatus under dry sliding conditions in the ambient air at room temperature. A pin-on-disc tribometer is comprised of a stationary “pin” found under an applied load in contact with a rotating disc. The pin is 30 mm long and 6 mm diameter which is in constant contact while rotating the disc (55HRC), but the circular flat tips are often used to simplify the contact geometry. The sliding distance of the pin and the velocity of the disc are fixed as 1800 m and 2 m/s. Time duration for each test was 15 min, and the load is 20 N. The pin was first weighed and then placed in the sample holder of the lever. After testing had been done, the worn surface of the pin was examined using an optical microscope. The pin was then cleaned thoroughly under running water, dried with acetone and again examined. The weight loss was determined.
Scanning Electron Microscopy (SEM)
To describe the type of wear exhibited by the squeeze-casted T6-conditioned samples, the worn surfaces of samples of the castings subjected to 20-N loads were viewed using SEM (JEOL JSM 5600LV). Similarly, to study the fracture behaviour of the castings, tensile-fractured samples of the castings were observed using SEM. The secondary electron mode was used for all the observations; the excitation potential was 10 or 25 kV.
Results and Discussion
Chemical Analysis
The composition of the experimental alloy, which was analysed using an optical emission spectrometer, is given in Table 1.
Microstructure
The microstructure of the permanently moulded Al–Si alloy with variable copper content in its as-cast form is shown in Figures 3, 4, 5, 6 and 7. The α-Al face-centred cubic solid solution is the predominant phase (light grey) in the as-cast microstructure of these alloys. The α-phase forms a dendritic network and also participates in several multiphase eutectic reactions. The silicon phase, which is soluble in aluminium and the other alloying elements, forms a binary eutectic with the α-Al. A lack of uniformity in both the morphology and orientation of the dendritic α (Al) can be seen in the as-cast alloys. Some primary silicon particles have block-like shapes, while the eutectic silicon forms coarse plates in the as-cast condition. The microstructure of the as-cast alloy consists of large grains, including the dendrites of the aluminium matrix, interdendritic networks of eutectic silicon plates and block-like primary silicon particles, and particles of the large intermetallic compounds in the aluminium dendrite arms are also shown in the figure. Copper is only soluble in α-Al up to a small concentration of 5.65% in the binary alloy and is a major component in the intermetallic phase Al2Cu. After the precipitation of Al2Cu at the α-grain boundaries in the piston alloys, the microstructure becomes brittle and fails intergranularly.

Microstructure of the Al–12Si–0Cu–1.02Mg–1.7Ni alloy (gravity die casting) (a) as-cast, (b) heat-treated condition.

Microstructure of the Al–12.12Si–1.01Cu–1.10Mg–1.71Ni alloy (gravity die cast) (a) as-cast, (b) heat treated.

Microstructure of the Al–12Si–2.10Cu–0.95Mg–1.81Ni alloy (gravity die cast) (a) as-cast, (b) heat treated.

Microstructure of the Al–12.35Si–3.04Cu–1.03 Mg–1.88Ni alloy (gravity die cast) (a) as-cast, (b) heat treated.

Microstructure of the Al–11.85Si–4.16Cu–1.14 Mg–1.67Ni alloy (gravity die cast) (a) as-cast, (b) heat treated.
Copper contents between 1 and 4 wt% are regularly used and form θ′-Al2Cu and S′-Al2CuMg strengthening phases by combining with Al and Mg. However, at the piston service temperatures, these phases quickly coarsen and form non-coherent θ-Al2Cu and S-Al2CuMg phases with an accompanying loss of strength and dimensional stability. Nonetheless, the addition of Ni at levels between 0.5 and 2 wt% forms various strengthening Ni-containing phases such as Al3Ni and Al3Ni2 that are exceptionally stable at high temperature. Thermally stable AlCuNi-strengthening intermetallics (e.g. Al3(NiCu)2 and Al7Cu4Ni phases) form by increasing both the Cu and Ni contents. The microstructure of the piston alloys is definitely more complex compared to the conventional commercial Al–Si alloys. The complexity depends on the quantity of alloying elements in the alloy such that dissimilar intermetallic phases are frequently observed. In addition to the AlNi, AlNiCu and AlFeNi phases discussed above, several other phases can occur such as Al7Cu2Fe, Al2Cu, β-Al5FeSi, π-AlFeMgSi, Mg2Si, α-Al5(Fe,Mn)3Si2 and Al5Cu2Mg8Si6. In Al–Si alloys, Cu imparts decent heat treatability to castings due to its large solid solubility in the aluminium matrix. In addition, Cu rises to aggregate in the melt owing to its large specific gravity comparing to that of Al and Si, which limits the precipitation strength induced by Cu because a further increase is unavoidable. Common precipitation hardening phases such as Al2Cu, Mg2Si and Al2CuMg are formed by Cu and Mg in combination with Al. The formation of the Cu-containing aluminides Al2Cu, Al7Cu4Ni, Al4Cu2Mg8Si7 and AlSiFeNiCu results in the formation of a highly interconnected 3D network of aluminides. Cu is added to Al mostly for improvement of the tensile strength.
Alloys containing Cu will respond strongly to heat treatment. The major step is to control the Al-copper (Al2Cu) compound particle size, which precipitates homogeneously into the Al matrix to elevate the strength by pinning the dislocation movement. This mechanism would work well if these particles are very small and evenly distributed within the alloys. The microstructure of the permanently moulded Al–Si alloy with a variable copper content in the heat-treated condition is shown in Figures 3, 4, 5, 6 and 7.
During heat treatment, many intermetallic phases tend to dissolve, while the eutectic Si particles spheroidize after heat treatment. Microstructural investigations show that the particle shapes of the eutectic Si change to granular shapes in all alloys after heat treatment. A very remarkable spheroidization of the eutectic Si was also observed compared to the plate-shaped as-cast sample. The particle distribution also becomes more homogenous for both the eutectic silicon and intermetallic compounds upon heat treatment. Heat treatment leads to an interruption of the dendritic structure, a reduction in the segregation of the alloying elements, a rounding of the silicon crystals and an improvement of the links between the particles of the other phases and the aluminium matrix.
Mechanical Properties
The tensile properties and hardness of the as-cast and heat-treated gravity die-cast and squeeze-cast samples are shown in Figures 8 and 9. The result shows that the UTS increases with the copper content up to 3% wt. The UTS increases because of the precipitation of the copper-bearing phase in the interdendritic spaces caused by the increasing copper content. The as-cast tensile properties of the near-eutectic Al–Si alloys are organized by the microstructures, which are subject to the characteristics of the primary α-Al grains and eutectic Si particles, the intermetallic phases precipitated and the casting defects such as porosities and inclusions. With greater copper additions, the presence of Al2Cu + Al5Cu2Mg8Si6 phases significantly promotes the UTS.

Plot showing the variation of ultimate tensile strength for different alloys.

Plot showing the variation of hardness for different alloys.
It was found that the hardness increases with the copper content and reaches a maximum at 3% Cu. The adequate solution heat treatment process in this study leads to a significant improvement in the eutectic silicon particle morphology. The eutectic Si particles undergo shape perturbations during solution treatment in which they are fragmented into small segments and then begin to spheroidize. To produce defect-free castings, careful control of the processing conditions is essential, which may result in a more uniform particle distribution. The particle distribution together with the distribution of the eutectic silicon and intermetallic compounds is more homogenous after heat treatment, and thus, heat treatment enhances the mechanical properties of the alloy.
The increase in the Cu content leads to increased hardness, and the relationship between the hardness of matrices of similar alloys and the Cu content is in agreement with that of References 40 , 41. After solution treatment, the quenching results in GP zones that form disc shapes. Zones with uniform scattering in the α (Al) matrix form more easily with Cu atoms in the aluminium lattice. An overall characteristic of these zones is to have a coherent interface among the matrix that results in local strain and better hardness. The mechanical properties at higher temperature can be improved by the presence of thermally stable intermetallics, which should hinder the movement of dislocations. An improved strengthening effect is attained by the inclusion of thermally stable intermetallics.5 , 13 , 14 However, the quantity of Cu is frequently controlled below 3.0 wt% due to the concern for the creation of microporosities that act as microcrack sources during a monotonically increasing tensile load.
The hardness values exhibit a peak for alloy 4, resulting from the presence of several hardening phases, including Al2Cu, Mg2Si and Al7CuNi, which contribute to the precipitation hardening of these alloys. Similar observations were recorded and explained for the Al–Si–Cu–Mg 380 alloy by Zeren.15 The tensile and hardness properties of the Al–Si alloy depend not only on the chemical composition but also on the microstructural features such as the morphologies of dendritic α (Al), spheroidization of eutectic silicon and the presence of other intermetallic phases within the microstructure. The increase in the mechanical properties is due to the deviation of the morphology and size of the eutectic silicon particles. Some particles dissolve back into the Al matrix during the solution treatment, and this forms a solid solution. The number of solute atoms in the Al matrix determines the degree of solid solution strengthening. The precipitation of the strengthening phases formed during ageing elevates the hardness of the alloy. The deviation in the tensile strength is generally in good agreement with the deviation in the hardness, that is, an alloy with a higher hardness typically has a higher tensile strength.
When heat treatment is carried out on an alloy, the microstructure consists of GP1 and GP2 or θ 1 (Al2Cu) is formed. The composition of the quenched and aged aluminium matrix changes with the ageing time due to the precipitation of the θ 1 (Al2Cu), which is also responsible for the increases in the hardness and tensile strength. In the Al–Si–Mg–Cu–Ni system, hardening may be caused by the precipitation of the Al2Cu, Mg2Si, Al2CuMg and Al4CuMg5Si4 phases. In the peak aged conditions, the higher values for the hardness and tensile strength are clearly due to the high concentrations of the Al2Cu (θ 1) plate and Mg2Si (β 1) needle-like metastable phases, where the thermal activation energy is sufficient to nucleate those intermediate phases that are coherent with the matrix, leading to an increase in the mechanical properties.
The increase in the hardness value is due to the secondary precipitation of intermetallic phases with a number of intermediate stages. During the formation of intermediate phases, the matrix lattice is strained, which increases the peak hardness value. An ageing temperature of 180 °C and an ageing time of 9 h increase the number of nucleation sites, and the dislocation movement being locked up by these particles also leads to superior mechanical properties and wear resistance. The higher hardness may be due to the formation of well-distributed finer solute-rich intermetallic phases. If the heat treatment process is designed properly, the mechanical properties and the tribological properties of the aluminium silicon piston alloy increase. This may be due to the fine distribution of secondary precipitates in the aluminium-rich solid solution matrix. Increases in the ageing time increase the mechanical properties due to the straining of the matrix during the precipitation of intermetallics with a number of intermediate metastable stages. These contribute marginally to the increased hardness and tensile strength.
Wear Studies
The wear rates of the as-cast and heat-treated gravity die-cast and squeeze-cast samples obtained are shown in Figure 10. An increase in the Cu content decreases the wear rate, and the wear rate is low when the copper content is 3%. This is due to the increase in the strength and hardness of the matrix. The heat-treated alloy was also found to have a lesser rate of wear than the as-cast alloy due to the spheroidization of the eutectic Si particles. An increase in the matrix strength of the alloys with the addition of Cu results in a decreased wear rate. When 3% Cu was added, the severity of surface damage was less due to the change in the microstructure, resulting in an improvement in the strength and hardness of the alloy owing to the lesser wear rate. The heat treatment of the piston alloy leads to an improved distribution and slow rounding of the silicon crystals, affecting the crack propagation, to which the improved wear resistance is attributed. On the other hand, heat treatment results in a higher number of intermediate zones, increasing the coherent strain in the lattices with the precipitation of finer intermetallics. This imparts severe strain hardening, so the wear rate decreases. The alloying elements form fine precipitates, refine the grain size, modify the silicon phase morphology and reduce the effects of defects and thus usually increase the wear resistance. The improvement in the tribological properties obtained was due to the changes in the microstructure from coarse columnar dendrites to fine equiaxed dendrites and from plate-like eutectic Si to fine particles.

Plot showing the variation of wear rate for different alloys.
Effect of Pressure
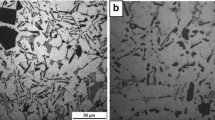
Figure 11 shows the microstructures of samples solidified under 0 and 100 MPa externally applied pressures. The two main constituents in the microstructure of each sample include a block-like primary silicon phase and a eutectic silicon phase. Closer dendrite arms at the eutectic region of the samples are shown in Figure 11, where changes in the eutectic Si morphology are observed after applying a pressure of 100 MPa, as well as a sudden increase in the cooling rate caused by the improved contact with the die surface. The microstructures of the eutectic region of the samples produced by gravity die casting and squeeze casting are shown in the figure. In the gravity die-cast microstructure, relatively long needle-like eutectic particles can be observed, which are expected to reduce the mechanical properties of the casting. Pressure application and the ensuing increase in the cooling rate result in the modification of the eutectic silicon particles. This increases the mechanical properties and the wear resistance characteristics of the squeeze-cast alloy. The shape of the Si particles is important because large and elongated Si particles fracture more frequently than spherical ones. Caceres and Griffiths42 reported that the number of cracked particles increases with the applied strain and that larger and longer particles are more prone to cracking. In coarse structures, particle cracking occurs at low strain, whereas in finer structures, the progression of the damage is more gradual.

Microstructure of the Al–12.35Si–3.04Cu–1.03Mg–1.88Ni alloy (squeeze cast) (a) as-cast, (b) heat treated.
SEM Analysis of Fracture Behaviour
The fracture surface of the heat-treated gravity die-cast and squeeze-cast alloys is shown in Figure 12. The gravity die-cast alloy shows dimples and quasi-cleavage fracture. In the macroscopic view of the squeeze-cast alloy, the fracture shows cup and cone shapes, and an obvious plastic deformation can be observed on the exterior surface of the tensile-failed specimen. This means that it undergoes a large amount of plastic deformation prior to fracture.

SEM images of the fractured surface of the T6-heat-treated alloys subjected to the tensile test (a) Al–12.35Si–3.24Cu–1.33 Mg–1.88Ni (gravity die casting). (b) Al–12.35Si–3.24Cu–1.33 Mg–1.88Ni (squeeze casting).
For the squeeze-cast alloy, fine equiaxed dimples that are uniform can be observed, which means that the ductility of the material is superior to that of the die-cast alloy. The ductile fracture is determined by the size of the dimples, and its size is governed by the number and the distribution of microvoids that are nucleated. Most of the small round eutectic Si particles are not cracked, and longish needle-like eutectic Si particles are prone to cracking. Because silicon crystals possess low strength and high hardness, they do not deform but easily fracture upon application of a tensile load. The hard and brittle eutectic silicon particles present in the soft Al matrix increase the crack nucleation tendency. In the gravity die-cast alloy, damage is initiated by the cracking of the eutectic silicon. For the squeeze-cast alloy, eutectic silicon particles of smaller size generate smaller stresses and are thus less susceptible to cracking. The near-spherical-shaped eutectic Si particles crack nucleation results in a resistance to plastic deformation, thus improving the strength and ductility.
SEM Analysis of Wear Surfaces
At the beginning of the pin and sample surface contact, the counterface is in direct contact with an oxide layer that covers the aluminium and its related alloys and has a high friction coefficient. The oxide layer is highly brittle, so the weight loss and the rate of wear are high due to its fracture caused by applying a force on the counterface at the beginning of the test, and the wear debris is large in size. With the sliding distance increment, the counterface touches the alloy instead of oxide layer, and the lower friction coefficient is the reason for the gradual reduction in the wear rate and smaller wear debris. The squeeze-cast samples are in better condition, which means that they have more desirable wear behaviour connected to their higher mechanical properties. The higher surface quality observed in the squeeze-cast samples leads to a reduction in the friction coefficient. The small and highly dispersed surface porosities in the gravity-cast samples seem highly serrated, providing them with an exaggeratedly rough and unpleasant surface. The small subsurface porosities act as pits, making the pin motion difficult. Figure 13 shows the surfaces of the samples, indicating that both the squeeze- and gravity-cast samples have tracks parallel to the wear line. This indicates that one of the dominant mechanisms in both samples is the abrasive wear mechanism. In the wear test, the pin is accompanied by a weight increase, and thus, the other dominant mechanism for both samples is the adhesive mechanism. It should be noted that abrasive wear occurs when there is a high coefficient of friction between the surfaces in contact, and therefore, this mechanism is not unexpected here due to the high hardness of the pin relative to the samples. During the pin sliding, the stress applied to the contact point is severely high, and as a result, plastic deformation of the fracture occurs. The high relative softness of the alloy with respect to the pin causes some material transfer from the sample surface to the counterface during the debris formation.

SEM images of worn surface of T6-heat-treated alloys, subjected to wear test (a) Al–12.35Si–3.24Cu–1.33Mg–1.88Ni (gravity die casting). (b) Al–12.35Si–3.24Cu–1.33 Mg–1.88Ni (squeeze casting).
Conclusions
-
A.
The UTS and hardness values are found to increase with the Cu content and attain maximum values at a 3% Cu content.
-
B.
The mechanical properties of the Al–Si–Cu–Ni–Mg alloys largely depend on the heat treatment. The characteristics of the heat treatment play a vital role for obtaining a good combination of microstructure and mechanical properties. By increasing the copper content, the UTS and hardness of the heat-treated alloys increase due to precipitation hardening.
-
C.
Pressure application on the molten metal during the solidification of the squeeze-cast sample causes a better surface quality. A lack of porosity on the surface and inside the squeeze-cast samples was caused by the application of pressure on the molten metal during solidification, while the application of heat treatment on the squeeze-cast samples leads to better mechanical properties and a fine and modified microstructure in comparison with the gravity-cast samples.
-
D.
The squeeze-cast samples have better mechanical properties, which makes them more reliable and improves their tribological properties. Squeeze casting used as the process for pistons results in smaller mechanical losses and decreases the fuel consumption.
References
M.M. Haque, A. Sharif, Study on wear properties of aluminium–silicon piston alloy. J. Mater. Process. Technol. 118, 69–73 (2001)
M. Harun, I.A. Talib, A.R. Daud, Effect of element addition on wear properties of eutectic aluminium–silicon alloys. Wear 194, 54–59 (1996)
N.A. Belov, D.G. Eskin, N.N. Avxentieva, Constituent phase diagrams of the Al–Cu–Fe–Mg–Ni–Si system and their application to the analysis of aluminium piston alloys. Acta Mater. 53, 4709–4722 (2005)
C.L. Xu, H.Y. Wang, C. Liu, Q.C. Jiang, Growth of octahedral primary silicon in cast hypereutectic Al–Si alloys. J. Cryst. Growth 291, 540–547 (2006)
Y. Yang, K. Yu, Y. Li, D. Zhao, X. Liu, Evolution of nickel rich phases in Al–Si–Cu–Ni–Mg piston alloys with different Cu additions. Mater. Des. 33, 220–225 (2012)
F.H. Samuel, A.M. Samuel, H. Liu, Effect of magnesium content on the ageing behaviour of water-chilled Al–Si–Cu–Mg–Fe–Mn (380) alloy castings. J. Mater. Sci. 30, 2531–2540 (1995)
M.A. Moustafa, F.H. Samuel, H.W. Doty, S. Valtierra, Effect of Mg and Cu additions on the microstructural characteristics and tensile properties of Sr-modified Al–Si eutectic alloys. Int. J. Cast Metals Res. 14, 235–253 (2002)
S. Manasijevic, R. Radisa, S. Markovic, K. Raic, Z. Acimovic-Pavlovic, Implementation of the infrared thermography for thermo-mechanical analysis of the Al–Si cast piston. Pract. Metallogr. 46, 565–579 (2009)
S. Manasijevic, R. Radisa, S. Markovic, Z. Acimovic-Pavlovic, K. Raic, Thermal analysis and microscopic characterization of the piston alloy AlSi13Cu4Ni2Mg. Intermetallics 19(3), 486–492 (2011)
E.R. Wang, X.D. Hui, G.L. Chen, Eutectic Al–Si–Cu–Fe–Mn alloys with enhanced mechanical properties at room and elevated temperature. Mater. Des. 32, 4333–4340 (2011)
S. Manasijevic, Z. Acimovic-Pavlovic, K. Raic, R. Radisa, V. Kvrgic, Optimization of cast pistons made of Al–Si piston alloy. Int. J. Cast Metals Res. 26(5), 255–261 (2013)
S. Manasijevic, Aluminum piston alloys (LOLA Institute, Belgrade, 2012)
Z. Qian, X. Liu, D. Zhao, G. Zhang, Effects of trace Mn additional on the elevated temperature tensile strength and microstructure of a low-iron Al–Si piston alloy. Mater. Lett. 62, 2146–2149 (2008)
C.L. Chena, R.C. Thomson, The combined use of EBSD and EDX analyses for the identification of complex intermetallic phases in multi-component Al–Si piston alloys. J. Alloy. Compd. 490, 293–300 (2010)
M. Zeren, The effect of heat-treatment on aluminum-based piston alloys. Mater. Des. 28, 2511–2517 (2007)
K. Pratheesh, A. Kanjirathinkal, M.A. Joseph, M. Ravi, Study on the effects of squeeze pressure on mechanical properties and wear characteristics of near eutectic Al–Si–Cu–Mg–Ni piston alloy with variable Mg content. Trans. Indian Inst. Metals 68(Suppl 1), S59–S66 (2015). doi:10.1007/s12666-015-0607-8
J.E. Gruzleski, B.M. Closset, Liquid treatment to Al–Si alloys (Illinois, AFS, 1990), pp. 1–254
L.F. Mondlof, Aluminium alloys—structure properties (Butterworths, London, 1976), pp. 2492–2500
J.E. Hatch, Aluminium properties and physical metallurgy (ASM, Metals Park, 1984), pp. 1–104, 200–241, 320–350
Y.H. Cho, D.H. Joo, C.H. Kim, H.C. Lee, The effect of alloy addition on the high temperature properties of overaged Al–Si (Cu–Mg–Ni) sat alloy. Mater. Sci. Forum 519–521, 461–466 (2006)
X.F. Liu, J.G. Qiao, Y.Y. Wu, X.J. Liu, X.F. Bian, EPMA analysis of Calcium—rich compounds in near eutectic Al–Si alloys. J. Alloys Compd. 388, 83–90 (2005)
Y.J. Li, S. Vrusethaug, A. Olsen, Influence of Cu on the mechanical properties and precipitation behaviour of Al–Si7Mg0.5 alloy during aging treatment. Scripta Mater. 54, 99–103 (2006)
M. Zeren, Effect of copper and silicon content on mechanical properties in Al–Cu–Si–Mg alloys. J. Mater. Process. Technol. 169, 292–298 (2005)
P. Singh, A. Sharma, T.V. Rajan, Effect of grain refinement and modification of mechanical and wear properties of Al-9%Si-4%Cu-0.5%Mg alloys. Indian Foundry J. 52(11), 23–34 (2006)
G. Shabestari, H. Moemeni, Effect of copper and solidification conditions on the microstructure and mechanical properties of Al–Si–Mg alloys. J. Mater. Process. Techno. 153–154, 193–198 (2004)
G.A. Chadwick, T.M. Yue, Principles and applications of squeeze castings. Metals Mater. 5(1), 6–12 (1989)
Y. Zhong, G. Su, K. Yang, Microsegregation and improved methods of squeeze casting 2024 aluminium alloy. J. Mater. Sci. Technol. 19(5), 413–416 (2003)
M.T. Abou El-khair, Microstructure characterization and tensile properties of squeeze-cast AlSiMg alloys. Mater. Lett. 59, 894–900 (2005)
K. Pratheesh, A. Kanjirathinkal, M.A. Joseph, M. Ravi, Effects of Sr and pressure on microstructure, mechanical and wear properties of near eutectic Al–Si piston alloys. Int. J. Cast Metals Res. (2015). doi:10.1179/1743133615Y.0000000016
W.M. Edwards, (2002) Microstructural and mechanical property modelling for the processing of Al–Si Alloys, PhD Thesis, Institute of Polymer Technology and Materials Engineering, Loughborough University
D.G. McCartney, Grain refining of aluminium and its alloys using inoculants. Int. Mater. Rev. 34(1), 247–260 (1989)
B.S. Murty, S.A. Kori, M. Chakraborty, Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 47(1), 3–29 (2002)
R. Ferragut, A. Dupasquier, C.E. Macchi, A. Somoza, R.N. Lumley, I.J. Polmear, Vacancy –solute interactions during multiple step Ageing of an Al–Cu–Mg–Ag alloy. J. Scr. Mater. 60(3), 137–140 (2009)
D.H. Xiao, M. Song, Super plastic deformation of an as-rolled Al–Cu–Mg–Ag alloy. J. Mater. Des. 30(2), 424–426 (2009)
J. Wang, D. Yi, X. Su, F. Yin, Influence of deformation ageing treatment on microstructure and properties of aluminium alloy 2618. J. Mater. Charact. 59(7), 965–968 (2008)
T.M. Yue, G.A. Chadwick, Principles and applications of squeeze casting. Metals Mater. 5, 6–12 (1989)
K.B. Shah, S. Kumar, D.K. Dwivedi, Aging temperature and abrasive wear behaviour of cast Al–(4%, 12%, 20%)Si–0.3% Mg alloys. Mater. Des. 28, 1968–1974 (2007)
S. Manasijevi, S. Markovic, Z. Aimovc-Pavlovic, K. Rac, R. Radisa, Effect of heat treatment on the microstructure and mechanical properties of piston alloys. MTAEC9 47(5), 585 (2013)
K. Pratheesh, A. Kanjirathinkal, M.A. Joseph, M. Ravi, Effect of Aging Time on Mechanical Properties and Wear Characteristics of near Eutectic Al–Si–Cu–Mg–Ni Piston Alloy. Trans. Indian Inst. Metals 68(Suppl 1), S25–S30 (2015). doi:10.1007/s12666-015-0584-y
N. Saheb, T. Laoui, A. Daud, M. Harun, S. Radiman, R. Yahaya, Influence of Ti addition on wear properties of Al–Si eutectic alloys. J. Wear 249(8), 656–662 (2001)
R.X. Li, R.D. Li, Y.H. Zhao, L.Z. He, C.X. Li, H.R. Guan, Z.Q. Hu, Age hardening behaviour of cast Al–Si base alloy. J. Mater. Lett. 58(15), 2096–2101 (2004)
C.H. Caceres, J.R. Griffiths, Damage by the cracking of silicon particles in an Al–7Si–0.4Mg casting alloy. Acta Mater. 44(1), 25–33 (1996)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pratheesh, K., Kanjirathinkal, A., Joseph, M.A. et al. Study on the Effects of Squeeze Pressure on Mechanical Properties and Wear Characteristics of near-Eutectic Al–Si–Cu–Mg–Ni Piston Alloy with Variable Cu Content. Inter Metalcast 11, 831–842 (2017). https://doi.org/10.1007/s40962-017-0132-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-017-0132-0