
Abstract
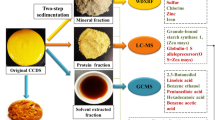
Condensed distillers solubles (CDS) was fractionated into a protein-mineral fraction and a glycerol fraction by a chemical method; protein and glycerol-mineral fractions by a physical method; and protein, mineral, and glycerol fractions by a physicochemical method. The co-products from each method, along with CDS, were characterized for concentrations of key constituents (protein, oil, ash, glycerol and other carbohydrates), mineral profile, and amino acid composition. Recovery of mass and main constituents was also investigated. With the chemical method, about two-third of the mass went to the protein-mineral fraction, while by the physical method the equal amounts of mass went to the protein and glycerol-mineral fractions. Protein, minerals, and glycerol were mostly recovered into their respective fractions. CDS and its fractions contained six major minerals (Ca, Mg, P, K, Na, and S) and four trace ones (Cu, Fe, Mn, and Zn). Both chemical and physical treatments caused significant reduction of mineral contents (dry matter basis) in the protein or glycerol fraction. Several amino acids differed significantly in percent relative to total amino acids among fractions but the extent was not substantial for protein-rich fractions. These changes resulting from CDS fractionation are favorable for value added utilization of the new co-products.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fuel ethanol production in the United States has grown to be economically important. In 2015, US ethanol plants converted 5.2 billion bushels (132.1 million metric tons) of corn (about 38% of the total US supply) into an estimated 15.3 billion gallons (57.9 billion liters) of ethanol and 41 million metric tons of co-products as livestock feed [1]. Over 90% of co-products was distillers dried grains with solubles (DDGS) resulting from a dry grind process. The process uses whole kernel grains (mostly corn) as a feedstock and creates two intermediate streams: distillers wet grains (DWG) and condensed distiller solubles (CDS). It is preferable to dry the two streams separately and generate two separate co-products, but CDS is very viscous and difficult to dry. The current industrial practice is to mix the two and dry them together to produce DDGS, which has been a global feed commodity [2].
Feed co-products represent an increasingly important share of profit for ethanol producers. At present, a typical dry grind ethanol plant earns roughly 27% of its gross revenue from the sale of co-products [1]. Research has been focused on monitoring chemical changes of biomass during the dry grind process [3, 4] and determining chemical and physical properties of selected streams [5–8] in order to identify potential valuable components. Separation of oil from intermediate streams of dry grind processing has been another focus [9–12]. In fact, over the past decade, the ethanol industry has also emerged as a major producer of corn distillers oil (CDO). In 2015, approximately 85% of US dry grind processing plants were extracting oil, producing an estimated more than 2.7 billion pounds (1.2 million metric tons) of CDO [1].
During dry grind processing, starch in grains is first converted to glucose, which is then fermented by yeast into ethanol and carbon dioxide. The process leaves many other components in the feedstock relatively unchanged [3, 4, 13]. CDS contains some constituents from the original feedstock (such as protein, oil, carbohydrate, and minerals) in both soluble and suspended forms. CDS also contains metabolites of both yeast and bacteria, including glycerol, lactic acid, ethanol, acetic acid, isopropanol, and succinic acid [7, 8]. At our laboratory three methods were recently developed to fractionate CDS into several new co-products, each with a unique chemical composition [14]. These include a protein-mineral fraction and a glycerol fraction by a chemical method; protein, oil, and glycerol-mineral fractions by a physical method; and protein, oil, mineral, and glycerol fractions by a physicochemical method. One key strategy used in developing these methods was to remove or reduce glycerol from CDS and make some of the resulting fractions easier to dry, since glycerol was considered a key constituent responsible for CDS dewatering difficulty. Indeed, in a follow up study, Milczarek and Liu [15] found that, compared to CDS, the protein fraction obtained by the physical method was easier to be drum dried into a shelf-stable, flaked product with a pleasing appearance. Therefore, the new co-product recovery methods [14] not only solve the dewatering problem of CDS, eliminate the step of blending CDS with DWG for drying together into DDGS, and produce distillers dried grains (DDG) as a standalone product, but also create several fractions as new co-products. There are potential and value-added applications of the new fractions. The protein, protein-mineral, and glycerol fractions could be good sources of proteins and/or energy as animal feed, while mineral and glycerol-mineral fractions could serve as mineral supplements for animals. The oil fraction could also be used as a feed ingredient for animals or feedstock for biodiesel production.
For exploring value added utilization of new co-products and thus improving profitability of ethanol production, the present study was conducted to further characterize the new CDS fractions (except for the oil fraction) made by the three methods described in Liu and Barrows [14], with respect to general composition, mineral profile, and amino acid (AA) composition. Recovery rates for mass and key nutrients, including protein, oil, ash, glycerol and other carbohydrates (CHO), in each fraction were also documented. Such information is vitally important for predicting feasibility and profitability of the new co-product recovery processes and improving utilization of the new co-products.
Materials and Methods
Materials
Two batches of CDS samples, collected a week apart, were kindly provided by Golden Grain Energy, Inc. (Mason City, Iowa, USA).
Fractionating CDS by Three Co-Product Recovery Methods
The samples were fractionated by three wet methods, based on chemical, physical and physicochemical principle, respectively. These methods were described in detail and outlined in three figures in a previous report [14]. Briefly, the chemical method started with mixing 80 g CDS with an appropriate amount of 95% ethanol and an appropriate amount of water by a mechanical mixer for 10 min at room temperature so that the total volume was 300 mL and the ethanol concentration in the final extraction system was 65% (v/v). The mixture was centrifuged (Sorvall RC-12BP, Thermo Fisher Scientific, Waltham, MA) at 1000×g for 10 min. The precipitate was termed as the protein-mineral fraction. The supernatant was subjected to a laboratory rotary vacuum evaporator at 80 °C to recover ethanol, and further condensed using the same evaporator at 90 °C, and then collected as the glycerol fraction.
The physical method consisted of diluting CDS with water to 85% (w/w), followed by centrifugation at 3000×g for 10 min. The top oily layer was skimmed off and excluded for chemical analysis, since the present study focused on mineral profile and amino acid composition. The precipitate was collected and termed as the protein fraction. The middle layer was the supernatant. It was condensed with the evaporator at 90 °C until the density of the mixture reached about 1.2 g/mL, and then designated as the glycerol-mineral fraction.
The physicochemical method combined the physical and chemical methods. After undergoing the physical method described in the preceding paragraph, the glycerol-mineral fraction was further fractionated by mixing with an appropriate amount of 95% ethanol (so that the final ethanol concentration reached 65% v/v) by the mechanical mixer for 10 min at room temperature and then centrifuging at 3000×g for 10 min. The precipitate was designated as the mineral fraction. The new supernatant was subjected to evaporation and condensation as described for the chemical method. The resulting product was the glycerol fraction.
Chemical Analysis
All fractions produced by the three methods (except for the oil fraction, which was discarded) were freeze-dried and weighed, before being analyzed for moisture, protein, oil, ash, and glycerol contents. Moisture and ash contents were measured by AOAC official methods [16] while the oil content was analyzed by AOCS Official Method Am 5-04 [17], using a fat analyzer (Model XT 10, Ankom Technology, Macedon, NY, USA) and replacing petroleum ether with hexane as the extracting solvent. The protein content was measured by a combustion method [16], using a protein analyzer (Model FT528, Leco Corp. St. Joseph, MI, USA) and nitrogen to a protein conversion factor of 6.25. A commercial kit (K-GCROL, Megazyme Intl., Wicklow, Ireland), based on use of ADP-glucokinase and increase in absorbance upon conversion of NAD+ to NADH, was used to measure glycerol content. Other CHO content was calculated by the difference between 100% and sum of contents of protein, oil, ash and glycerol, on the basis of a percentage of dry matter (dm).
Mineral elements were determined at the Analytical Sciences Laboratory, University of Idaho, Moscow, ID, using a Perkin-Elmer Optima 3200 ICP-OES (inductively coupled plasma-optical emission spectrometer) to quantify constituents in an aqueous solution following nitric acid digestion of the samples. Standard quality control measures, including blanks, check standards, and reference materials were used for all chemical analyses. AA were analyzed according to an AOAC official method [16]. Briefly, after hydrolysis in 6 N HCl for 24 h at 110 °C, samples were analyzed for AA concentrations, using an amino acid analyzer (model L-8500A, Hitachi, Chyoudaku, Japan). Tryptophan was not analyzed because of added cost.
Experimental Design and Statistical Treatment of Data
In the previous study, since the main objective was to develop and optimize the processes, two processing parameters with varying levels, i.e., ethanol concentration (55, 65 and 75% v/v) and centrifugal force (1000, 3000, and 6000×g), were investigated [14]. Since the objective of the present study was to characterize chemical properties of the resulting fractions, only the middle level of ethanol concentration (65% v/v) and the middle level of centrifugal force (3000×g) were used in processing the CDS samples. With the two batches of CDS, duplication at the processing stage was made for the three fractionation methods. Chemical analysis for each fraction as well as CDS was also duplicated for all attributes measured except for mineral composition and amino acid composition. Results were treated statistically with JMP software, version 10 (JMP, a Business Unit of SAS, Cary, NC, USA). Within each fractionation method, analysis of variance (ANOVA) was made to determine the effect of the processing method on the content of each constituent measured, and mass and nutrient recovery. For attributes that were analyzed in duplicate, results were averaged for each sample and the mean value was used for the replicate in ANOVA. Pair-wise comparisons of all means of fractions plus that of the original CDS for each parameter were made, under each of the three methods, using Tukey’s honest significant difference test. A significance level for all statistical analyses was set at P < 0.05.
Results and Discussion
General Composition of CDS and Its Fractions
The original moisture contents for the two batches of CDS were 66.5 and 68.4%, respectively. The protein-mineral and the glycerol fractions produced by the chemical method had compositions differing from each other and from the original CDS (Table 1). The protein-mineral fraction was significantly higher in protein, ash and other CHO contents but significantly lower in glycerol than CDS, while the glycerol fraction was enriched with glycerol. About two-third of the CDS mass was recovered into the protein-mineral fraction with the remaining one-third into the glycerol fraction. Thus, most of the protein, oil, ash and other CHO were recovered into the protein-mineral fraction, while most of the glycerol went to the glycerol fraction.
The physical method generated three fractions: protein, glycerol-mineral, and oil fractions. The oil fraction was excluded for chemical analysis since the present study focused on mineral profile and amino acid composition and since it had the lowest mass. Compositions of the protein and glycerol-mineral fractions differed significantly from each other as well as from CDS (Table 1). In comparison with CDS, the protein fraction was significantly higher in protein content but lower in ash, oil and glycerol, while the glycerol-mineral fraction was richer in glycerol and ash contents. The protein fraction obtained by the physical method was significantly lower in ash and oil contents but higher in protein than the protein-mineral fraction obtained by the chemical method. The protein fraction and glycerol-mineral fraction recovered equal amounts of mass, each about 42% of total mass. The majority of protein (70.9%) went to the protein fraction while about 2/3 glycerol and ash went to the glycerol-mineral fraction. The rest of CDS mass (about 15%) presumably belongs to the oil fraction which was discarded. Most of the oil in the CDS was recovered in the neglected oil fraction, resulting in only at 19.5 and 9.8% of oil recovery in the protein fraction and glycerol-mineral fraction, respectively (Table 1).
At the present, about 85% of US dry grind processing plants extract oil from stillage based on a patented method [11]. The physical method described in this study had similarity to the patented method in principle, but differences existed between the two. The physical method in this study diluted CDS to about 85% moisture before centrifugation at a room temperature and separated CDS into three fractions, whereas the patented method [11] separates CDS into two fractions with a disk stack centrifuge while heating CDS to a temperature of 65 °C or higher, on a continuous basis. Such differences could also explain discrepancy in oil recovery yield into the oil fraction between the physical method of this study and the commercial method.
In the physicochemical method, the glycerol-mineral fraction obtained under the physical method was further fractionated into two sub-fractions: the mineral fraction and the glycerol fraction. In comparison to CDS, the mineral fraction was three fold higher in ash but significantly lower in protein, oil and glycerol (Table 1), while the glycerol fraction was significantly higher in glycerol (73.6% vs. 26.5%). The mineral fraction and glycerol fraction recovered nearly equal amounts of mass from the glycerol-mineral fraction; each had about 20% of total CDS mass. The mineral fraction recovered 53.9% of ash, while the glycerol fraction recovered 61.1% of glycerol.
The general composition of the fractions obtained by the three methods in the present study (Table 1) was consistent with those of similar fractions made in a previous study [14] when 65% v/v ethanol concentration and/or 3000×g centrifuge force were used, thus confirming the previous findings. Since the previous publication [14] discussed the methods and compared the general composition of fractions with other studies, it is unnecessary to repeat here. Yet, unlike the previous work, the present study also provided recovery for mass and main constituents (protein, oil, ash, glycerol and other CHO) of each resulting fraction, in addition to their concentrations. The information on mass and nutrient recovery is important if the methods are to be adapted commercially in terms of process feasibility and profitability.
Mineral Composition of CDS and Its Fractions
Several studies have documented mineral composition in DDGS [18, 19], CDS [20], and dry grind processing streams that included corn, CDS, DDGS and others [4, 5]. As in other biological materials, the major minerals found in these samples are Ca, Mg, P, K, Na, and S. Trace ones include Zn, Mn, Cu, and Fe. Like DDGS, the intermediate streams after fermentation during dry grind processing have concentrations of minerals about three times higher than corn due to depletion of starch. Among them, thin stillage and its concentrated form, CDS, have the highest element concentrations while DWG has the lowest element concentration (close to corn), when expressed as percent dm [4, 5]. Furthermore, similar to DDGS, dry grind processing streams are also known to have a large variation in chemical composition, with variation in mineral contents being even larger than the other constituents [4, 5, 13]. Unfortunately, high concentrations and high variation of minerals negatively affect the value and end use of DDGS and other co-products as animal feed [4, 5, 20]. For examples, high sulfur content in diets has been associated with thiamine deficiency, which in turn causes polioencephalomalacia in ruminants [21], while high phosphorus concentration can cause increased P excretion in livestock wastes [5]. High variation in mineral contents makes accurate diet formulation difficult because assumed concentrations could be different from actual concentrations. Oftentimes, producers formulate diets on an assumption that mineral concentrations are low, in order to avoid possible underfeeding. This practice causes overfeeding of nutrients, which again can result in excess elements in wastes and lead to nutritional disorders [4, 5]. Therefore, reduction in mineral concentrations and variation is desirable.
In the present study, the concentrations of six major minerals, Ca, Mg, P, K, Na and S, in CDS were found to range between 0.6 and 25.5 mg/g dm, while contents of four trace elements (Cu, Fe, Mn, and Zn) ranged between 6.8 and 80.0 µg/g dm (Table 2). The mineral composition of CDS measured in the present study generally matched those reported previously [4, 5, 20], even though some individual minerals varied among the four studies.
Results also show that the protein-mineral fraction and the glycerol fraction obtained by the chemical method significantly differed from each other and from CDS, in the mineral composition, when expressed in dry matter basis (Table 2). This result was similar to the observation that about two-third of CDS ash went into the protein-mineral fraction (Table 1) upon chemical fractionation. Similarly, the protein and the glycerol fractions obtained by the physical method also had different mineral compositions compared to CDS and to each other. This is because the physical method reduced the ash content in the protein fraction and increased it in the glycerol-mineral fraction (Table 1). The three fractions obtained by the physicochemical method also differed significantly in mineral composition from each other and from CDS as well. By combining physical and chemical treatments, over 50% of ash from CDS went to the mineral fraction, making the ash content of the latter as high as 36.9% dm (Table 1).
Because the ash content varied greatly among factions (Table 1), so did individual mineral concentrations (Table 2). Data on ash and mineral concentrations in fractions obtained by the three methods (Tables 1, 2) indicate that both chemical (ethanol extraction) and physical (centrifugation) treatments caused significant changes in concentrations of individual minerals in resulting fractions. The physicochemical method not only created a new co-product (i.e. the mineral fraction) but also led to significant reduction in mineral concentrations for both the protein and glycerol fractions. Reduced mineral concentrations in the protein fraction as compared to the starting material, CDS, are desirable, since, as a starting material, CDS already had relatively high concentrations of minerals, with ash content of 12.2% dm, and such high concentrations of minerals negatively affect the value and end use of the ethanol co-products as animal feed as just discussed. Reduction in mineral concentrations also makes higher inclusion levels of the protein fraction possible during feed formulation. The mineral fraction, due to its high mineral content, can be used as a mineral supplement for certain feed that lacks minerals. Furthermore, DWG is found to have the lowest mineral concentration (being close to corn) among the dry grind processing streams [3, 4]. When any of the three CDS fractionation methods are used, DWG can be dried alone to become another value-added co-product with reduced ash content.
Amino Acid Composition of CDS and Its Fractions
Amino acid composition is a major index of the nutritional value of protein sources. Several studies have documented AA in DDGS [6, 18, 22, 23], CDS [20], and dry grind processing streams [3]. Most of these studies expressed AA composition as percent dm, except for Han and Liu [3], where AA composition was expressed both as percent dm and percent relative to total AA in a given sample. When AA profile is expressed as percent relative to total AA, the value becomes independent of the protein content in a given sample and this makes comparison among studies possible.
Like other proteins, proteins in CDS and its fractions contained essential and non-essential AA (Table 3). By the chemical method, the AA profile of the protein-mineral fraction remained the same as CDS except for Leu, Lys, Asp and Glu. Yet, the AA profile of the glycerol fraction significantly differed from that of CDS and the protein-mineral fraction. The total amount of essential AA and non-essential AA remained unchanged among the three products.
About half of AA in the protein fraction changed their composition upon processing by the physical method, as compared with CDS. AA profiles of the glycerol-mineral fraction and the protein fraction also differed from each other. Furthermore, the total essential AA of the protein fraction increased slightly, while those of the glycerol-mineral fraction decreased compared to CDS. Proteins in DDGS and its component, CDS, basically come from two sources: corn and yeast. Belyea et al. [22] suggested that yeast protein comprises approximately half the protein in DDGS. Han and Liu [3] used a multiple linear regression model and determined that yeast contributed about 20% toward DDGS proteins and about 40% toward CDS proteins. Within corn proteins, there are also different types. Uneven partition of different proteins among fractions upon fractionating CDS can probably explain their differences in AA compositions.
When the glycerol-mineral fraction was further fractionated by the chemical method, the mineral and glycerol sub-fractions had very different AA profiles, even though the two had similar amounts of total essential AA and total non-essential AA. Again, this observation may be attributed to uneven partition of different proteins into the two sub-fractions. Among all the fractions produced by the three methods, only the protein-mineral fraction by the chemical method and the protein fraction by the physical or physicochemical method were rich in protein and thus could be used as a feed protein source. As shown in Table 3, most AA in the two protein-rich fractions exhibited no significant differences from CDS. Only a few AA showed significant differences but the extent was not substantial. Therefore, although the three methods changed AA composition in glycerol or mineral fraction significantly, they generally conserved AA composition of the protein-rich fractions.
Conclusions
By fractionating CDS and characterizing its fractions, the present study shows that there were significant differences in general composition as well as contents of individual minerals among fractions obtained by three wet methods based on chemical, physical and physicochemical principle. By these methods, certain nutrients were enriched into their respective fractions, including protein, protein-mineral, glycerol-mineral, mineral, and glycerol fractions. In particular, the protein fraction became more valuable as an animal feed due to its reduction in mineral contents as compared to CDS. AA composition, when expressed as a percentage relative to the total, differed significantly among fractions but the extent was not substantial for the protein-mineral fraction by the chemical method and the protein fraction by the physical method or physicochemical method. Most of these changes brought about by fractionation of CDS are desirable in terms of value-added utilization of the resulting new fractions.
References
RFA (2016) Fueling a high octane future, 2016 ethanol industry outlook. Renewable Fuel Association, Washington
Liu KS, Rosentrater KA (eds) (2012) Distillers grains: production, properties, and utilization. CRC Press, Boca Raton, pp 73–102
Han J, Liu KS (2010) Changes in composition and amino acid profile during dry grind ethanol processing from corn and estimation of yeast contribution toward DDGS proteins. J Agric Food Chem 58:3430–3437
Liu KS, Han J (2011) Changes in mineral concentrations and phosphorus profile during dry-grind process of corn into ethanol. Bioresour Technol 102:3110–3118
Belyea RL, Clevenger TE, Singh V, Tumbleson M, Rausch KD (2006) Element concentrations of dry-grind corn-processing streams. Appl Biochem Biotechnol 134(2):113–128
Kim Y, Mosier NS, Hendrickson R, Ezeji T, Blaschek H, Dien B, Cotta M, Dale B, Ladisch MR (2008) Composition of corn dry-grind ethanol by-products: DDGS, wet cake, and thin stillage. Bioresour Technol 99:5165–5176
Ratanapariyanuch K, Shen J, Jia Y, Tyler R, Shim YY, Reaney MJT (2011) Rapid NMR method for the quantification of organic compounds in thin stillage. J Agric Food Chem 59:10454–10460
Wood C, Rosentrater KA, Muthukumarappan K, Gu Z (2013) Quantification of physical and chemical properties, and identification of potentially valuable components from fuel ethanol process streams. Cereal Chem 90(1):70–79
Wang H, Wang T, Johnson LA, Pometto AL (2008) Effect of the corn breaking method on oil distribution between stillage phases of dry-grind corn ethanol production. J Agric Food Chem 56:9975–9980
Noureddini H, Bandlamudi S, Guthrie E (2009) A novel method for the production of biodiesel from the whole stillage-extracted corn oil. J Am Oil Chem Soc 86:83–91
Cantrell DF, Winsness DJ (2009) Method of processing ethanol byproducts and related subsystems. US Patent No. 7,601,858B2. Oct. 13
Majoni S, Wang T, Johnson LA (2011) Physical and chemical processes to enhance oil recovery from condensed corn distillers soluble. J Am Oil Chem Soc 88:425–434
Liu KS (2011) Chemical composition of distillers grains, a review. J Agric Food Chem 59:1508–1526
Liu KS, Barrows FT (2013) Methods to recover value-added co-products from dry grind processing of grains into fuel ethanol. J Agric Food Chem 61:7325–7332
Milczarek RR, Liu KS (2015) Drum drying performance of condensed distillers solubles and compared to a physically modified one. Food Bioprod Process 94:208–217
AOAC (2002) Official methods of analysis. Association of Official Analytical Chemists, Arlington
AOCS (2005) Approved Procedure, Am 5-04, rapid determination of oil/fat utilizing high temperature solvent extraction. American Oil Chemists’ Society, Urbana
Spiehs MJ, Whitney MH, Shurson GC (2002) Nutrient database for distiller’s dried grains with solubles produced from new ethanol plants in Minnesota and South Dakota. J Anim Sci 80:2639–2645
Batal AB, Dale NM (2003) Mineral composition of distillers dried grains with solubles. J Appl Poult Res 12:400–403
Belyea R, Eckhoff S, Wallig M, Tumbleson M (1998) Variability in the nutritional quality of distillers solubles. Bioresour Technol 66:207–212
Niles GA, Morgan S, Edwards WC, Lalman D (2002) Effects of dietary sulfur concentrations on the incidence and pathology of polioencephalomalacia in weaned beef valves. Vet Hum Toxicol 44:70–77
Belyea RL, Rausch KD, Tumbleson ME (2004) Composition of corn and distillers dried grains with solubles from dry grind ethanol processing. Bioresour Technol 94:293–298
Batal AB, Dale NM (2006) True metabolizable energy and amino acid digestibility of distillers dried grains with solubles. J Appl Poult Res 15:89–93
Acknowledgements
The author expresses appreciation to Michael Woolman of the US Department of Agriculture, Agricultural Research Service (USDA-ARS) for his assistance in conducting the experiments and collecting data, and to Donna Haugen, Lab Manager of Golden Grain Energy, Mason City, Iowa, for providing the commercial CDS material for this study.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Liu, K. Fractionation of Condensed Distillers Solubles and Compositional Characterization of Its Co-Products. J Am Oil Chem Soc 94, 161–168 (2017). https://doi.org/10.1007/s11746-016-2923-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11746-016-2923-5