
Abstract
In this study, an efficient and green technology i.e. microwave-assisted extraction (MAE) was applied to extract the crude oil from black soybean (Glycine max var). During experiment, effect of three independent variables, solvent type (iso-propanol, ethanol, iso-propanol + water and ethanol + water), particle size (<1, 2 and 4 mm) and soaking time (0, 20 and 40 min) on the extraction yield was studied. Experiments were designed using full factorial design. The optimal MAE processing parameters were iso-propanol + water solvent, <1 mm particle size and 20 min soaking time, with an extraction yield of 93.56 %. The optimized MAE method was compared with conventional mechanical extraction and n-hexane solvent extraction. There was non-significant difference between oil yields and significant difference between extraction times in microwave-assisted and conventional solvent extraction. Exactly opposite effect observed during comparison of MAE with mechanical extraction. MAE gives 37.06 and 1.56 % higher crude oil yield than conventional mechanical extraction and n-hexane based solvent extraction, respectively.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Black soybean (Glycine max var), locally known as the Bhatt is the black seeded genotype of soybean. Modern scientific research shows that black beans have antimutagenicity, anti-inflammatory, hypolipidemia and antioxidant properties. It also shows some of the important health benefits like inhibition of low-density lipoprotein oxidation, DNA damage reduction and can be used to beautify the skin [26]. In India it is black soybean becomes an underutilized crop. Black Soybean contains 36–41 % protein and 15 to 18 % oil (varied with genotypes) and provides the most inexpensive sources of high-quality protein and oil. Black soybean oil (SB) is composed mainly of high polyunsaturated, linoleic, and linolenic fatty acid which classified as a semi drying oil. Its main components are oleic and linolenic acids, which represent 70 % fatty acids with rich in α-tocopherol [18]. The black soybean seed can be processed for valuable edible and medicinal oil due to it’s excellent nutritional and antioxidant attributes [26].
Lipids in oil-bearing materials are located in smaller units bounded inside the cell wall called spherosomes or oil bodies or oil lobules and presents in the form of triglycerides and phospholipids [1]. Oil-bearing materials for extraction can be divided into low-oil materials (18–22 %, dry basis) or high-oil materials (>22 %). Black soybean comes under low-oil content class.
Extraction holds the key for recovery of oil from plant seed materials. Many extraction methods have been employed to extract oil from plant seeds. The traditional plant oil extraction methods include expeller pressing for high-oil materials and organic solvent extraction for low-oil materials. However, the former process used in industrial scale is of high energy consumption, high-level equipment, and low extraction yield. The latter process may produce an effluent disposal which leads to environmental problems and economical inconveniences. Hence, there has been an increasing demand for efficient, sustainable and green extraction process technique [6, 16]. Recently, a novel aqueous extraction of plant oil has attracted considerable interests, since it is more efficient and eco-friendly method which involves less energy consumption, and produces fewer wastes. Not only pollution and hazards are eliminated at the source in this process, but also serious environmental issues and costs are reduced. However, a major problem with aqueous extraction is the water as a solvent unable to extract complete oil from the source which is possible with existing organic solvents. Therefore, it is necessary to find a suitable method to increase the extraction yield with sustainable manner.
As a new-type extraction technique, microwave-assisted extraction (MAE) has been accepted as a potential and powerful alternative to conventional extraction techniques [5]. Compared with conventional extraction methods, MAE has many advantages, such as shorter duration of extraction, higher extraction yield and lower energy input [25, 28]. Furthermore, according to previous research, selection of appropriate solvent is the critical and threshold factor for maximizing the extraction yield in microwave assisted extraction [28]. It is noteworthy that the combination of microwave irradiation and material properties and pre-treatments effects may exhibit somehow synergistic effects on enhancing the oil quality and efficiency in the MAE [24].
Selection of the appropriate type of the solvent is the most critical issue in MAE. As every solvent have different dielectric properties they possess a specific type of interaction and physical phenomenon regarding the generation of heat in the material. Non-polar solvents are only suitable for extraction of oil through conventional leaching based solvent extraction method. But due to very low dielectric constant, there is no heat generation in a non-polar solvent when to interact with microwave radiations. Polar solvent has a higher range of dielectric constants and other dielectric properties, so it generated required range of thermal effect which initiates and enhances the mass transfer phenomenon in MAE [9].
This study aims to assess the effect of solvent types, particle size and soaking time as pre-treatment on a MAE of crude oil from black soybean and to standardize parameters for effective and environment-friendly MAE approach for black soybean. No literature related to the MAE procedure for extraction of crude oil from black soybean remains to be scant. Therefore, the objectives of the current study were chosen as: To investigate the effect of processing parameters on oil extraction yield and optimization of processing parameters for maximizing the extraction yield. Also, comparison of optimized MAE method with existing commercial methods has been carried out.
Materials and methods
Raw material and chemicals
Freshly harvested matured grains of black soybean (Bhatt) were collected in the winter season of 2015 from Crop Research Center, G. B Pant University of Agriculture and Technology, Pantnagar (India). Black soybean grains were dehulled and split, using soybean dehuller. Then the dehulled, split kernels, thus obtained, were ground into a laboratory size hammer mill. Ground samples were packaged in airtight plastic bags till the start of experimentation. All solvents and chemicals (analytical grade) used during the experiments were supplied by Merck (Darmstadt, Germany) and Fisher Scientific Co. (New Delhi, India).
Experimental design
To obtain appropriate extraction conditions for getting crude black SB and to study the effect of various independent variables, a series of experiments were conducted to investigate the microwave-assisted leaching based extraction. The independent parameters included varying solvents, particle size and soaking time. Microwave power (480 W), solvent:solute ratio (5:1), treatment time (3 min) were taken as the constant parameters. For the prevention of splashes caused by rapid heating, the value of microwave power and stirring rate were selected at 480 W i.e. [27] reported a medium range of power. Various independent variables selected and set as follows.
Solvent type
The most widely-used solvent to extract edible oils from plant sources is hexane. However, n-hexane is the main component of commercial hexane, which is listed as No. 1 on the list of 189 hazardous air pollutants by the US Environmental Protection Agency [11] and there was a vast demand to explore alternative solvents. Hence, polar alcoholic solvents were selected and their effect on the oil yield was studied. Five different solvents i.e. isopropanol, ethanol, isopropanol + water and ethanol + water were taken for present study. [3, 4, 14] investigated that MAE depends on the dielectric susceptibility of solvent and material matrix, better recoveries can be obtained when water is mixed with the non-polar solvents. Hence, the effect of mixing of water in different solvents was also studied.
Particle size
As diffusivity of the chemicals is proportional to the surface area available, grain particle size and size distribution usually have a significant influence on the efficiency of solid–liquid extraction [4]. Dehulled black soybean samples were ground in a hammer mill, where replacement of varying size of sieves (1, 2 and 4 mm) taken for obtaining required particle size. Finally for accuracy ground sample of black soybean were classified in required particle sizes using the sieves in the range of 400–800 micron. In the present study, to investigate the effect of particle size on oil yield, various particle sizes i.e. 1, 2 and 4 mm were taken as independent variables.
Soaking time
During MAE, water within the plant cell matrix absorbs microwave energy, cell disruption is promoted by internal superheating, which facilitates desorption of chemicals from the matrix, and improving the recovery of extractant [8, 10]. However, it was impossible to perform a good MAE for completely dry as well as for very wet [14] and therefore there was a need to maintain the desired level of wetness of material. Hence selected sample of raw materials was soaked for 0, 20 and 40 min in the solvents as chosen and their effects on oil yield were studied.
Dependent variables
Oil yield was taken as the dependent variable and effect of different independent variables were studied. The amount of extracted oil was determined gravimetrically after collection, and then the extraction yield was expressed as the percent ratio of the mass of extracted oil to the mass of total oil present in the given mass of black soybean meal, as follows [27]:
Extraction of black soybean oil
Microwave-assisted extraction (MAE)
A microwave oven supplied from LG Microwave Technology, LG electronics India Pvt. Ltd. (India) (Model-MC-7148MS) was modified and used for oil extraction based on the work [15]. Oven was digitally controlled and user-friendly for setting the various operating parameters of the experiment. The modified MAE system consisted of an extraction flask (500 ml) coupled with a reflux condenser at the top as illustrated in Fig. 1. The microwave output was 480 W with 2450 MHz frequency and its inner cavity dimensions were 400 × 300 × 250 mm. For each extraction, 20 g ground black soybean powder with varying particle size and 100 ml of different solvent were placed in the microwave oven. After 5 min of ON microwave radiation, the sample was taken out and shakes properly. Microwave treated sample were sealed properly and keep up to 10 min to reach steady state of leaching. Then, the black soybean meal removed from miscella by means of filtration using Wattaman No. 1 type of filter paper. The solvent–solute mixture obtained as filtrate was evaporated in Vacuum evaporator. The used solvent was recovered for recycling and was obtained crude oil.

Experimental set up of MAE extraction of black soybean
Conventional solvent extraction (CSE)
In conventional extraction process, batch solvent extraction was carried out. The extractions were carried out in a water bath, in a round bottom flask equipped with a water condenser on a plate heater, in a single stage extraction. After performing the grinding and subsequent sieving of black soybean meal, the control (blank) oil was extracted by soaking of 20 g of ground black soybean (flour) in 100 ml of n-hexane at 50 °C for 30 min without any microwave and other pre-treatment for comparison [15]. After the desired extraction times, oil from the sample matrix was extracted by filtration and vacuum evaporation as explained above. Oil extraction yield was expressed as a percentage of total oil in the sample by dividing the recovered oil (g) by the total oil in the feed (g). It was assumed that the total oil content did not change among the different samples, and its value was obtained with Soxhlet method as described below [21].
Soxhlet extraction
The theoretical maximum oil content in the feed was measured by means of Soxhlet extraction (ASTM D5369-93(2008) e1), where 20 g of black soy flour was weighed into a thimble. Then its top was plugged with cotton and placed in a Soxhlet device. Two hundred milliliters of n-hexane (at 63–65 °C) was used as the solvent and the extraction was performed for 10 h. After the solvent was removed, the weight of crude SB was determined and used to calculate maximum recoverable oil yields [17].
Mechanical expression
Mechanical expression of the crude oil from ground black soybean was carried out in a hydraulic laboratory press. During expression 50 g of ground black soybean was pressed as per the method standardized by [22]. Oil yield during mechanical expression was estimated as per the Eq. 1.
Qualitative analysis of oil
Quality analysis of the black SB samples extracted with mechanical extraction, solvent extraction and MAE (at its optimized conditions) were carried out according to AOCS (1993) [22]: specific gravity using pycnometer method at 25 °C, refractive index using Abbe refractometer at 25 °C, acid value expressed as mg KOH necessary to neutralise the free acids in 1 g of oil (Cd 3a–63), peroxide index expressed as milliequivalents (meq) of peroxide per 1000 g of oil (Cd 8–53), saponification value expressed as mg KOH required to saponification of 1 g of oil (Cd 3–25), iodine value by Wijs method, is expressed in terms of the number of g of iodine absorbed per 100 g of oil (Cd 1–25), and colour by spectroscopic method specially standardized for vegetable oil.
Statistical analysis
Experiments with the full factorial design were performed in triplicate and the mean values of oil extracted and standard deviations were calculated. Statistical analysis was performed to test significant differences among yields at different temperatures and holding times. The analysis of variance (ANOVA) tables was generated for the response function i.e. oil yield. Tukey’s Honestly Significant Difference test was performed for those responses data for which ANOVA was significant, and to determine differences between the means by using SPSS 16.0.2, March 2016. Design Expert 8.0.1 was used for optimization of independent variables and analysis of numerical regression. All graphs were drawn using Microsoft Excel, 2010.
Results and discussions
Four different solvents, three particle sizes and three soaking times of black soybean flour were submitted to MAE. For each extraction, the extraction yield was measured as the percentage of crude oil recovered in mass compared to the total amount of oil present in the given sample as presented in Table 1. The highest yield was obtained with isopropanol solvent, 1 mm particle size and 20 min of soaking time i.e. 93.56 %.
Effect of solvent types on extraction yield
The selection of the most suitable solvent for extracting the analytes of interest from the sample matrix is a fundamental step in developing any extraction method [28]. Four different solvents were used for experimentation and out of these one solvent was chosen for standardization. From Table 1, it was found that maximum yield of crude oil 93.56 %, was obtained with (iso-propanol + water) as a solvent (5 min MAE). Maximum yield of crude oil was non-significantly (P < 0.05) differed from conventional n-hexane extraction (30 min) (control) (Table 2). Figure 2a–c shows the extraction yield of various solvents at different particle sizes and time of soaking. Table 1 shows that extraction yield obtained from isopropanol was significantly (P < 0.05) different than the yield obtained with ethanol as a solvent, for all particle sizes (1, 2 and 4 mm) and soaking times (0, 20, 40 min). Also, extraction yield of isopropanol and isopropanol + water as solvent are varied non-significantly (P < 0.05). Similarly, extraction yield of ethanol and ethanol + water also differed non-significantly (P < 0.05). [3] Shows that the mixture of solvent and water increased the extraction yields during MAE. [4, 29] also suggested that a small amount of water (e.g. 10 %) can be incorporated in non-polar solvents such as hexane, xylene, or toluene improves the heating rate and hence extraction yield. But the results of present study show that in the case of higher polar solvents like ethanol, isopropanol etc. there was no significance of the addition of water in pure solvent. This is due to the fact that polar solvents have sufficiently high (medium to high) dielectric constant, dielectric loss factor and also they are not fully transparent to microwave radiation like hexane and other non-polar solvents.

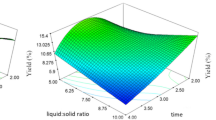
Effect of solvent type and soaking time on oil yield (at 1 mm particle size)
Effect of particle size on extraction yield
Characteristics of the material sample also affect the MAE process like leaching based solid–liquid solvent extraction. The surface area and hence the particle size has a key contribution in the diffusion and extraction kinetics. During experimentation, the effect of three particle size (<1, 2 and 4 mm) with four different solvents and pre-treatments as soaking, on the crude oil yield were studied. Maximum yield of crude oil was obtained for the samples having <1 mm particle size i.e. 93.56 % while the minimum yield was obtained for the samples having the largest particle size (4 mm) i.e. 76.52 % (Table 1). Table 1 shows that extraction yield of crude oil was slightly decreased non-significantly (P < 0.05) with an increase of particle size 1–2 mm but it was decreased significantly (P < 0.05) during further increase from 2 to 4 mm. A similar type of results was obtained by solvent extraction of jatropha seeds [19]. This happened due to the fact that higher contact surface area increases the extraction rate; also fine particles allow improved or much deeper penetration of the microwaves into the product. A similar reason was also suggested by [7]. But on the other hand, it was found that very fine particles may pose some technical problems; consequently, centrifugation or filtration applied during downstream process operations and hence minimum particle size of 1 mm was selected [12, 20]. [3] studied the MAE of cocaine and found that finely ground cocoa powder was more easily extracted than large particles. [4], reviewed and concluded that fine powder can enhance the extraction because the limiting step of the extraction is often the diffusion of chemicals out of the plant matrix and the larger surface area of a fine powder provides contact between the plant matrix and the solvent. Figure 3 shows the effect of soaking time on extraction yield of crude oil with varying type of solvents (five) and particle size (three).

Effect of particle size on oil yield with varying type of solvents and soaking times of a 0 min b 20 min and c 40 min
The oil recoveries from ground soybean in MAE extraction, Fig. 4 as significantly (P < 0.05) affected by the particle size of the material, and were varied about 76.52–93.86 % of total oil (Fig. 1; Table 1). The following equations predicted the effect of particle size on oil recovery very well within a maximum error of about 0.65 % for Isopropanol + water solvent (maximum oil recovery solvent shown in Fig. 2) and various soaking times:

Effect of soaking time on oil yield with varying type of solvents and particle sizes of a 1 mm b 2 mm and c 4 mm
where, Y is the oil recovered in 5 min MAE, in % of total oil present; and x is particle size of the sample, in mm. The optimum particle size for maximum oil recovery was found by partially differentiating Eq. (2), (3) and (4) equating them to zero. This resulted in the particle size of 1 mm for maximum oil recovery with all three soaking times.
Effect of soaking time on extraction yield
As MAE depends on the dielectric characteristics of solvent and cellular matrix, better recoveries can be obtained by moistening samples with a substance that possesses a considerable dielectric constant such as water or any polar solvent. If a dry biomaterial has sufficient amount of such liquid before extraction, the matrix itself can thus interact with microwaves and hence facilitate the heating process. The microwave heating leads to the expansion and ruptures of cell walls and is followed by the liberation of solute into the solvent [23]. Hence, in the present study extraction material were pre-treated with varying time of soaking i.e. 0, 20 and 40 min and their effect on the extraction yield were studied. Table 1 shows there was a significant effect of soaking time on the extraction yield. Extraction yield increased significantly with increase in soaking time ranging from 0 to 20 min, but no significant change in extraction yield was observed during a further increase in soaking time. A soaking time of 20 min gave the highest extraction yield i.e. 93.56 % with iso-propanol + water as a solvent having 1 mm particle size. This could be due to the reason that, soaking of the material increases the dielectric constant of the material and hence the capacity of absorbing sufficient microwave energy during MAE process increases. Similar types of results were obtained by [23] during the MAE extraction of Luteolin from tree peony pods and MAE of Radix puerariae thomsonii.
Figure 3 shows the effect of soaking time on the crude oil yield with varying type of solvents and particle sizes. The following equations predicted the effect of soaking time on oil recovery for isopropanol + water solvent (maximum oil recovery solvent shown in Fig. 2) and various particle sizes;
where, Y is the oil recovered in 5 min MAE, in percentage of total oil present; and T is soaking time of the sample, in min. The optimum soaking time for maximum oil recovery was found by partially differentiating the predicted polynomial equation and equating them to zero. This resulted in the 20 min of soaking time are most optimum for maximum oil recovery with all three particle sizes.
Optimization of independent variables
Optimizations were carried out to determine optimum levels of independent variables leading to the desirable response goals [13]. A numerical optimization was carried out by using the Design expert 8.0.1 software to determine the exact optimum level of independent variables which leading to the overall optimized condition for set goal. Using response optimizer from the Design expert program, the overall optimal condition for maximum extraction yield of crude oil was given to be the combined level of iso-propanol + water as a solvent, 1 mm particle size and 20 min soaking time. At optimized interaction of independent variables, MAE gives 93.56 % yield of crude black SB.
Comparison of extraction methods
Comparative analysis of oil extraction from black soybean by using Mechanical extraction, conventional solvent extraction, and MAE are shown in Table 2. Table 2 shows that it is significant (P < 0.05) reduction in time for oil extraction from 30 to 5 min in MAE than conventional n-hexane solvent while the non-significant reduction in time during mechanical extraction for the same degree of extraction. It also shows that MAE yields 93.56 % of crude oil in 5 min treatment which is significantly (P < 0.05) differed from mechanical extraction yield and non-significantly (P < 0.05) differed than n-hexane extraction of 92.00 %. It was observed that at the same degree of extraction MAE gives 37.06–1.56 % higher crude oil yield than conventional mechanical extraction and n-hexane based solvent extraction, respectively.
Table 3 shows the physicochemical properties of the black SB extracted by the mechanical expression, solvent extraction (n-hexane) and MAE at its optimized conditions of independent variables. The specific gravity of the oil extracted by all three methods were non-significantly different to each other (Table 4). The refractive index of MAE (1.462 ± 0.02) is significantly (P < 0.05) lower than the Mechanical as well as solvent extracted oil (1.476 ± 0.05–1.471 ± 0.03 respectively), this was due to the MAE extracted oil have free from suspended particles and more transparent to the incident monochromatic light of refractometer. FFA of the mechanically extracted oil was significantly (P < 0.05) higher than the both MAE and solvent extracted oil, a similar trend was found by [22] for chilian hazelnut oil. Saponification value of the oil extracted by all three methods were significantly (P < 0.05) different to each other, as the degree of unsaturation and saturation varies with extraction method. Lower saponification value (188.25 ± 1.42) of MAE than other methods indicates that oil contains more amount of long chain fatty acids, this results was similar to the MAE of rice bran by [21]. Peroxide value shows the oxidative stability of the oil MAE extracted oil have highest peroxide value and it was significantly (P < 0.05) differed than both mechanically and solvent extracted oil [2]. Higher oxidative stability of the MAE oil is may arise from their high antioxidant content in extracted oil [1]. Similarly, an iodine value of the oil extracted by all three methods are significantly (P < 0.05) differed with each other. The significantly higher iodine value of MAE is due to the presence of more long chain fatty acids i.e. degree of unsaturation in oil [21]. Colour of the crude oil extracted by mechanical and solvent extraction was darker than the MAE oil while MAE oil was much clear and transparent and its colour value significantly differs than both of other methods.
Conclusion
In the present study, MAE was applied for the extraction of black soybean seed oil. For the standardization of best and efficient solvent for black soybean, a various polar solvent with varying particle size and soaking time (pre-treatment) combination was performed for experimentation. The results indicated that this emerging method for black SB extraction isopropanol became the best solvent and gives the highest yield of crude oil. The particle size of the meal has a direct effect on extraction yield and found that smaller the particle size more are extraction yield, hence <1 mm particle size becomes the optimum size. Pre-treatment of soaking also significantly contributed to enhancing the extraction yield and 20 min became an optimum time. Comparison of oil yield with optimum condition of MAE (for 5 min microwave ON treatment), mechanical extraction and conventional n-hexane solvent extraction (30 min) yields 93.56, 56.50 and 92.00 % crude oil respectively. MAE extraction yield was differed significantly from mechanical extraction while non-significantly from conventional solvent extraction. MAE gives 37.06–1.56 % higher crude oil yield than conventional mechanical extraction and n-hexane based solvent extraction, respectively.
References
J.M. Aguilera, D.W. Stanley, Microstructural principles of food processing and engineering, 2nd edn. (Aspen Publishers Inc., Gaithersburg, 1999), pp. 325–372
D. Azadmard, F. Sodeif, H. Nodeh, H. Javad, N. Mahbob, A.B. Fathi, Effect of pretreatment with microwaves on oxidative stability and nutraceuticals content of oil from rapeseed. Food Chem. 121(4), 1211–1215 (2010)
A. Brachet, P. Christen, J.L. Veuthey, Focused microwave-assisted extraction of cocaine and benzoylecgonine from coca leaves. Phytochem. Anal. 13, 162–169 (2002)
M. Buenrostro, C.L. Munguia, Enzymatic extraction of avocado oil. Biotechnol. Lett. 8, 505–506 (1986)
C.S. Eskilsson, E. Bjorklund, Analytical-scale microwave-assisted extraction. J. Chromatogr. A 902, 227–250 (2000)
C. Grosso, V. Ferraro, A.C. Figueiredo, J.G. Barroso, J.A. Coelho, A.M. Palavra, Supercritical carbon dioxide extraction of volatile oil from Italian coriander seeds. Food Chem. 111, 197–203 (2008)
C.W. Huie, A review of modern sample-preparation techniques for the extraction and analysis of medicinal plants. Anal. Bioanal. Chem. 373, 23–30 (2002)
B. Kaufmann, P. Christen, J.L. Veuthey, Parameters affecting microwave-assisted extraction of withanolides. Phytochem. Anal. 12, 327–331 (2001)
M. Khajeh, A.M. Ali, G.M. Mansour, B. Mousa, Use of response surface methodology in the optimization of the microwave assisted extraction method for determination of multielements in Brassica oleracea var. capitata (cabbage) samples. J. Food Meas. Charact. 9(4), 550–556 (2015)
M. Kratchanova, E. Pavlova, I. Panchev, The effect of microwave heating of fresh orange peels on the fruit tissue and quality of extracted pectin. Carbohydr. Polym. 56, 181–186 (2004)
P.K. Mamidipally, S.X. Liu, First approach on rice bran oil extraction using limonene. Eur. J. Lipid Sci. Technol. 106, 122–125 (2004)
V. Mandal, Y. Mohan, S. Hemalath, Microwave assisted extraction-an innovative and promising extraction tool for medicinal plant research. Pharmacognosy Reviews 1(1), 7–18 (2007)
H. Mirhosseini, C.P. Tan, N.S.A. Hamid, S. Yusof, Effect of arabic gum, xanthan gum and orange oil content on ζ-potential, conductivity, stability, size index and pH of orange beverage emulsion. Colloids Surf. A 315, 47–56 (2008)
C. Molins, E.A. Hogendoorn, H.A.G. Heusinkveld, P. Van Zoonen, R.A. Baumann, Microwave-assisted solvent extraction (MASE) of organochlorine pesticides from soil samples. Int. J. Environ. Anal. Chem. 68, 155–169 (1997)
T. Mostafa, J.S. Mahdi, N. Shahram, A. Omram, The influence of cooking process on the microwave assisted extraction of cottonseed oil. J. Food sci. Technol. 52(2), 1138–1144 (2015)
C.P. Passos, S. Yilmaz, C.M. Silva, M.A. Coimbra, Enhancement of grape seed oil extraction using a cell wall degrading enzyme cocktail. Food Chem. 115, 48–53 (2009)
S. Ranganna, Handbook of analysis and quality control for fruits and vegetable products, 2nd edn. (Tata McGraw-Hill Publishing Ltd., New Delhi, 2009)
D.O. Richard, Fats and oils formulating and processing for applications, 3rd edn. (CRC publication, Boca Raton, 2009)
S. Sayyar, Z.Z. Abidin, Y. Robiah, M. Azhari, Extraction of oil from jatropha seeds-optimization and kinetics. Am. J. Appl. Sci. 6(7), 1390–1395 (2009)
P. Tatke, Y. Jaiswal, An overview of microwave assisted extraction and its applications in herbal drug research. Res. J. Med. Plants 5, 21–31 (2011)
B.G. Terigar, S. Balasubramanian, C.M. Sabliov, M. Lima, D. Boldor, Soybean and rice bran oil extraction in a continuous microwave system: from laboratory to pilot-scale. J. Food Eng. 104, 208–217 (2011)
E. Uquiche, M. Jerez, J. Ortiz, Effect of pre-treatment with microwaves on mechanical extraction yield and quality of vegetable oil from Chilean hazelnuts (Gevuina avellana Mol). Innov. Food Sci. Emerg. Technol. 9(4), 495–500 (2008)
H. Wang, Y. Lei, Z. Yuangang, Z. Xiuhua, Microwave-assisted simultaneous extraction of luteolin and apigenin from tree peony pod and evaluation of its antioxidant activity. Sci. World J. (2014). doi:10.1155/2014/506971
L. Wang, C.L. Weller, Recent advances in extraction of nutraceuticals from plants. Trends Food Sci. Technol. 17, 300–312 (2006)
S.A. Wani, S. Bishnoi, P. Kumar, Ultrasound and microwave assisted extraction of diosgenin from fenugreek seed and fenugreek-supplemented cookies. J. Food Meas. Charact. (2016). doi:10.1007/s11694-016-9331-2
Y. Xu, P. Xu, X. Wang, Studies on extraction technology and stability of black soybean polysaccharides. Food Res. Dev. 30, 49–52 (2009)
Q. Xue-Jin, F. Yu-Jie, L. Meng, Z. Chun-Jian, Z. Yuan-Gang, L. Chun-Ying, W. Wei, L. Ji, W. Zuo-Fu, Acidic pH based microwave-assisted aqueous extraction of seed oil from yellow horn (Xanthoceras sorbifolia Bunge.). Ind. Crops Prod. 43, 420–426 (2013)
M.M. Yan, L. Wei, F. Yu-Jie, Z. Yuan-Gang, C. Cai-Yun, L. Meng, Optimisation of the microwave-assisted extraction process for four main astragalosides in Radix Astragali. Food Chem. 119, 1663–1670 (2010)
H.Y. Zhou, C.Z. Liu, Microwave-assisted extraction of solanesol from tobacco leaves. J. Chromatogr. A 1129, 135–139 (2006)
Acknowledgments
The authors gratefully acknowledge the financial support by College of Technology, G. B. Pant University of Agriculture and Technology, Pantnagar (INDIA) under TEQIP-II fund.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kate, A.E., Singh, A., Shahi, N.C. et al. Impact of polar bio-solvent, particle size and soaking time on microwave-assisted extraction of edible oil from black soybean. Food Measure 11, 272–280 (2017). https://doi.org/10.1007/s11694-016-9394-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11694-016-9394-0