
Abstract
The effect of biofortified cassava root starch (YfCRS) (90–98 %) and whole egg powder (WEP) (2–10 %) on the pasting, chemical and sensory properties of cassava starch-based custard powder (CbCP) were studied using response surface methodology. The result revealed that there are variations in the pasting properties of the CbCP notwithstanding the levels of WEP inclusion, and all the custard powder could form paste below the boiling point of water at the peak time of <5 min. Additionally, the CbCP with high quantity of WEP had the highest protein (6.39 %), iron (29.39 mg/kg) and zinc (4.25 mg/kg) contents, but with low amylose (18.68 %) and trans-β-carotene (0.0756 μg/g) contents. The YfCRS increased the amylose and trans-β-carotene contents of the custard powder. The models for the responses were highly adequate (R2 > 80 %), except for peak viscosity, pasting temperature, hydrogen cyanide and overall acceptability. Although all the sensory attributes of the formulated CbCP gruel fall within the likeness range, 93.13 % YfCRS and 7.56 % WEP is the optimum combinations for good quality CbCP. Therefore, to replace maize starch with cassava starch in the production of a quality CbCP, 93.13 % YfCRS and 7.56 % WEP could be used.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cassava starch has one of the widest ranges of potential end-uses due to its functional properties. Among these properties is the absence of the typical “cereal flavour” of corn and other cereal starches, the ability of higher swelling degree during cooking, and lower pasting temperature, if compared with cereal starches. Its low protein and lipid contents are also a value contributing to its neutral flavour and white colour [1]. Hence, it is used in canned and powdered soups, instant desserts, sausages and processed meat, sauces, bakery products and confectionery; as a thickener, filler, binder, stabilizer and texture improvers [2]. Cassava starch can perform most of the functions where maize, rice and wheat starch are currently used [3]. Custard powder is one of such products.
Custard powder is fine textured dry food product made from corn starch with the addition of other recipes such as salt, flavouring and colouring agents and with or without the inclusion of egg yolk solids, vitamins and minerals [4]. As custard powder is a carbohydrate-rich breakfast food, consumed as a supplement for infant’s feeding, breakfast meal by many and as a food of choice for the sick, there is need to improve the micronutrient content, to reduce the incidence of hidden hunger. These problems might be suppressed by complete replacement of corn starch with yellow-fleshed cassava root starch (YfCRS). There is presently no information regarding the chemical composition including the micronutrient content of custard powder made from YfCRS. However, custard powder produced from this YfCRS might be indigent in macronutrients such as protein. Prolonged consumption of such food with inadequate protein intake might eventually lead to protein-energy malnutrition (PEM). Therefore, supplementing this food with high-quality animal protein product, such as whole egg powder (WEP) may improve its protein quantity and quality.
Poultry egg is rich in protein, amino acids, vitamins and most mineral substances, the yolk and white components are all of high biological value and are readily digested. They also are known to supply the best proteins besides milk [5, 6]. Eggs play important culinary roles and are therefore made into different dishes. Their functional properties of emulsification, thickening, foaming and moisturizing, as well as colouring help, contribute desirable characteristics and physical functions in the industrial production of many food products in which they are incorporated [7]. Consequently, whole egg in the form of powder was envisaged would contribute to the yellow colour of the CbCP apart from increasing its protein quantity and quality. The best combinations of YfCRS and WEP for the formulation of quality cassava starch-based custard powder (CbCP) could be achieved using response surface methodology (RSM). There is presently no published work on the quality of custard powder produced from YfCRS.
Different researchers have documented the effectiveness of RSM in the optimization of ingredient levels, formulations and processing conditions in food technology from raw to final products. These includes its use in baked cassava cake [8], sausage [9, 10], snack food [11], puri [12], biscuits dough [13] and potato cubes [12] among others. Thus, to get the right amount of cassava starch to be substituted with maize starch in the production of custard powder vis-à-vis pasting and chemical properties, and sensory acceptability of the custard gruel, RSM may be applicable. However, the effect of WEP supplementation on YfCRS for the production of CbCP has not been reported.
Therefore, the aim of this study is to determine the pasting, chemical and sensory properties of CbCP supplemented with WEP.
Materials and methods
Production of yellow-fleshed cassava root starch
The YfCRS was produced using the traditional method of starch extraction as described by Oyewole and Obieze [14] (Fig. 1) with modification. Freshly harvested YfCR was peeled, washed in water and grated with an electric motor powered mechanical grater. The resultant pulp was immediately sieved through a muslin cloth and suspended in water; which separates the fibrous and other coarse root material from the starch pulp. The starch paste was allowed to settle for 4–6 h before decanting. The supernatant containing a mixture of yellow pigment and starch was decanted into a bowl, and the thick sediment was the wet starch. The wet starch was reconstituted in water for washing twice, allowed to settle, after which the water was decanted and the starch mixed with the yellow pigment/starch mixture, pressed and dried using a convectional cabinet dryer at 45 ± 5 °C for 18 h. It was then allowed to cool to room temperature, milled, and packaged in polythene nylon before further studies.

Flow chart for the production of biofortified cassava root starch (Modified from Oyewole and Obieze [14])
Production of whole egg powder
The WEP was produced as described by Ndife et al. [5] (Fig. 2). Quality whole eggs were carefully washed, dry cleaned, deshelled and properly homogenized with a metal whisk during which two drops of hydrogen peroxide solution was added to free the products from viable Salmonella microorganism and to prevent browning. The sample was oven dried at 44 °C for 4 h and allowed to cool. The egg flakes were scooped, milled and sieved with a 60 mm mesh and then packaged in polythene nylon for further use.

Flow chart of whole egg powder production (Ndife et al. [5])
Experimental design for the production of cassava starch-based custard powder
Response surface methodology of Design-Expert (Version 7.0) [15] was used to determine the experimental design and the ingredients combination levels for the CbCP formulation. The two essential components incorporated in the custard were YfCRS (90–98 %) and WEP (2–10 %). The combination of these ingredients gave rise to 13 runs with 5 central points. Other ingredients added to the blends were vanilla flavour (3.5 g) and sodium chloride (1.5 g).
Pasting properties
The pasting characteristics of the samples were determined using a Rapid Visco Analyzer (RVA) (Model RVA-4C, Newport Scientific, Warriewood, Australia) interfaced with a personal computer equipped with the Thermocline Software supplied by the same manufacturer [16]. Each ogi samples (3 g of moisture content less than 12 %) was weighed into a canister and made into a slurry by adding 25 ml distil water. This canister (covered with a stirrer) was inserted into the RVA. The heating and cooling cycles were programmed in the following manner. The slurry was held at 50 °C for 1 min, heated to 95 °C within 3 min and then held at 95 °C for 2 min. It was subsequently cooled to 50 °C within 3 min and then held at 50 °C for 2 min, while maintaining a rotation speed of 160 rpm. The viscosity was expressed as rapid viscosity units (RVU). The parameters that were determined automatically by the instrument are peak viscosity, breakdown viscosity, setback viscosity, final viscosity, pasting temperature and peak time.
Chemical composition
Amylose content
The amylose content was determined according to the method described by Mohana et al. [17]. The sample (0.1 g) was weighed into a test tube. To this, 1 ml of 95 % ethanol and 9 ml 1 N NaOH was carefully added and vortexed with the mouth of the test tube covered. The samples were heated for 10 min. in a boiling water bath to gelatinize the starch, and then allowed to cool to room temperature. 10 times dilution of the extract was made by taking 1 ml and makeup to 10 ml with 9 ml of water. From the diluents, an aliquot of 0.5 ml was taken for analysis. To this, 0.1 ml of acetic acid solution and 0.2 ml of iodine solution was added. The volume was then made up to 10 ml with 9.2 ml of distilled water. The test mixture was left for 20 min. for color development after which it was vortexed and the absorbance read at 620 nm.
Crude protein
The crude protein was determined by Kjeldahl method using Kjeltec™ model 2300 protein analyzer, as described in Foss Analytical Manual, AB. [18]. The sample (0.2 g) was digested at 420 °C for 1 h to liberate the organically bound nitrogen in the form of ammonium sulphate. The ammonia in the digest (ammonium sulphate) was then distilled off into a boric acid receiver solution and then titrated with a standard hydrochloric acid. A conversion factor of 6.25 was used to convert from total nitrogen to percentage crude protein (displayed on the screen of the protein analyzer).
Hydrogen cyanide content
Hydrogen cyanide content was determined using the procedure of Essers et al. [19]. The sample (30 g) was homogenized in 250 ml of 0.1 M orthophosphoric acid, the homogenate centrifuged and the supernatant extracted. 0.1 ml of the extract was treated with linamarin standard to get the total cyanogenic potential. Another assay was run with 0.1 ml of extract, but 0.1 ml of 0.1 M phosphate buffer (pH 6.0) was used to give the non-glucosidic cyanogenic potential. A third assay was then run with 0.6 ml of extract that was added to 3.4 ml of McIlvaine buffer (pH 4.5). It was properly mixed, and 0.2 ml of 0.5 % chloramine T and 0.8 ml of colour reagent was added to give the free cyanogen. A standard curve was then obtained by plotting absorbance values (y-axis) against standard concentration (x-axis): linamarin = 125 ml/(sample weight × 0.01093); Non-glucosidic cyanogen = 125 ml/(sample weight × 0.03176); free cyanide = 125 ml/(sample wt × 0.04151).
Iron and zinc content
The iron and zinc content of the sample were determined using the method described by Jones et al. [20]. The samples were ashed at 550 °C, after which their ash were dissolved in 5 ml water and 15 ml HNO3/HCl (1:3). The minerals were then determined using Atomic Absorption Spectrophotometer (Buck 205 model; Back Scientific, USA).
Determination of trans-β-carotene content
To determine the β-carotene, and its trans-isomer, approximately 15 g of each sample, plus 3 g of Celite 454 (Tedia, OH, USA), were weighed. Successive additions of 25 ml of acetone were performed to obtain a paste, which was transferred to a sintered funnel (5 μm) coupled to a 250 ml Buchner flask and filtered under vacuum. This procedure was repeated three times until the sample became colourless, and the extract was transferred to a 500 ml separation funnel containing 40 ml of petroleum ether. The acetone was removed by the slow addition of ultrapure water (Millipore) to prevent emulsion formation. The aqueous phase was discarded, and this procedure was repeated four times until no residual solvent remained. The extract was then transferred through a funnel containing 15 g of anhydrous sodium sulphate and made up a volume of 50 ml with petroleum ether [21].
For identifying and quantifying β-carotene and, its trans-isomer, 2 ml was removed from the extract and dried in an amber flask under nitrogen flow. The sample was diluted in 100 μl of acetone under shaking in a vortex mixer (Genie 2-Scientific Industries) and transferred to a 2-ml amber flask for High-Performance Liquid Chromatography (HPLC) analysis. The concentration of β-carotene and its trans-isomers was determined using the method described by Carvalho et al. [21].
where Ax = carotenoid peak area, Cs = standard concentration, As = standard area, V = total extract volume, and P = sample weight.
Preparation of cassava starch-based custard powder for sensory evaluation
The custard gruel was prepared by mixing 20 g of each of the CbCP with 100 ml of tap water in a small plastic bowl. After that, 80 ml of boiling water was added to each of the suspended samples to produce hot gruel. After preparation, a teaspoonful of sucrose (9 g) was added to each of the gruels to improve its taste. The samples of gruel produced were then served hot to the panellist [4]. A 9-point hedonic preference scale was used to test the acceptability of the CbCP gruel. Twelve trained panellists were selected from the staff and graduate students of International Institute of Tropical Agriculture (IITA), Ibadan, and screened concerning their interest and ability to differentiate food sensory properties as described by Iwe [22]. Selection tests include odour, flavour, appearance and colour identification test. The panellists were presented with coded samples to evaluate the effect of YfCRS and WEP blends on the CbCP taste, mouth-feel, colour, flavour, appearance and overall acceptability using the 9-point hedonic scale; where 9 corresponds to like extremely, and 1 corresponds to dislike extremely.
Data analysis
All analyses were carried out in triplicates and subjected to one-way Analysis of Variance (ANOVA) using Statistical Analysis System (SAS) package (version 9.1, SAS Institute, Inc., Cary, NC) [23]. Means were separated using fisher’s protected least significant difference test. RSM of Design expert (Version 7.0) [15] was used for the analysis of variance (ANOVA) and the optimization process.
Results and discussion
Pasting properties
The pasting property of the CbCP is important in predicting the behaviour of the gruel during and after cooking since it would be cooked before consumption. The average result of the CbCP pasting properties is shown in Table 1. The result revealed that the peak viscosity of the CbCP ranged between 318.09 RVU and 357.20 RVU. The 99.66 % YfCRS and 6 % WEP had the highest value while 90 % YfCRS and 2 % WEP had the least. Thus, the blend with the highest percentage of YfCRS might have high water binding capacity and hence good quality [24]. It is also important to add that the mixture (88.34 %YfCRS: 6 % WEP) with the lowest percentage of YfCRS still had one of the high values for peak viscosity (Table 1). This high peak viscosity might be due to nutrient–nutrient interactions within the blend. The average setback viscosity for the CbCP ranged from 31.82 to 46.23 RVU. The CbCP with the lowest quantity of WEP (94 % YfCRS and 0.34 % WEP) had the highest setback viscosity (Table 1). The high setback viscosity could be an indication that the texture of the gruel from the CbCP blend with little quantity of WEP may not be stable and might undergo syneresis faster compared with that having high amount of WEP [24]. This observation could be attributed to the significant positive correlation (P ≤ 0.01, r = 0.85) that exist between setback viscosity and the amylose content of the CbCP. The significant negative correlation (P ≤ 0.01, r = −0.85) between the setback viscosity and the protein content of the CbCP may also be a reason for the high setback viscosity of the formulation with low quantity of WEP (Table 4). The ability of starch to imbibe water and swell is primarily dependent on the pasting temperature. The higher the pasting temperature, the faster the tendency for a paste to be formed [25]. The CbCP from 98 % YfCRS and 10 % WEP with the highest pasting temperature might paste faster compared to the others. However, all the formulated CbCP might form paste below the boiling point of water at a peak time of <5 min., therefore reducing energy cost [26].
The regression coefficients for the CbCP pasting properties response variable are presented in Table 2. The result indicated that the peak viscosity of the CbCP was positively affected by the YfCRS and negatively by WEP but not significant (P > 0.05), at the linear level. The positive effect of YfCRS on the CbCP peak viscosity is expected as YfCRS has more of starch compared with the WEP that is more of protein. The implications of this on the CbCP is that, as the quantity of YfCRS increased in the formulation, the peak viscosity also increased, hence, adding quality to the CbCP [24]. The quadratic effect of WEP on the peak viscosity of the CbCP was significant (P ≤ 0.05) and negative, while that of YfCRS was positive but not significant (P > 0.05). Nevertheless, the interactions between YfCRS and WEP on the CbCP peak viscosity was negative but not significant (P > 0.05) (Table 2). The effect of WEP on the setback viscosity of the CbCP was negative and significant (P ≤ 0.001) at the linear level and positive but not significant (P > 0.05) at the quadratic levels. Conversely, the effect of YfCRS on the setback viscosity of the CbCP was significant (P ≤ 0.05) and positive at the linear level, and it is significant (P ≤ 0.05) but negative at the quadratic levels (Table 2). However, the interactions between YfCRS and WEP on the CbCP setback viscosity was positive but not significant (P > 0.05) (Table 2). The peak time is significantly (P ≤ 0.001) affected by the WEP positively while the effect of YfCRS on this parameter is negative but not significant at the linear level. At the quadratic level, both WEP (P ≤ 0.01) and YfCRS (P ≤ 0.05) significantly affected the peak time of the CbCP positively. The interactive effect of these factors on the CbCP was negative and significant (P ≤ 0.01) (Table 2). Furthermore, the pasting temperature was not significantly (P > 0.05) affected by the YfCRS and WEP at all levels of interaction. The regression models fitted to the pasting experimental data of the CbCP showed high R2 for setback viscosity (92.63 %) and peak time (93.42 %) while that of peak viscosity and pasting temperature were <70 % (Table 2). Thus, the regression models for the setback viscosity and peak time of the CbCP could explain more than 90 % of the variation in these properties. Hence, <10 % of the variation in the CbCP setback viscosity and peak time could be attributed to factors not included in the models.
Chemical composition
The average amylose content of the CbCP ranged between 18.68 and 20.92 %. The CbCP with the lowest (94 % YfCRS: 0.34 % WEP) and the highest (94 % YfCRS: 11.66 % WEP) amount of WEP at fixed amount of YfCRS had the highest and lowest amylose content respectively (Table 1). The observation could be due to the YfCRS blended with the WEP since WEP is low in starch. Conversely, the CbCP mean protein content ranged from 0.73 to 6.39 %. CbCP with the large quantity of WEP (94 % YfCRS: 11.66 % WEP) had the highest protein content and that with low quantity of WEP (94 % YfCRS: 0.34 % WEP) the least (Table 1). The result is expected as WEP had the highest protein content compared with YfCRS. The HCN content of the CbCP was very low, with a range of between 0.41 mg HCN/kg and 0.47 mg HCN/kg, which could be attributed to the low HCN content of the YfCRS.
The average result of the micronutrient content of the CbCP revealed that CbCP with the highest quantity of WEP (94 % YfCRS: 11.66 % WEP) had the highest iron (29.39 mg/kg) and zinc (4.25 mg/kg) contents compared to that with the lowest quantity of WEP (94 % YfCRS: 0.34 % WEP) (Table 1). However, the highest amount of trans-β-carotene content (0.0847 μg/g) was recorded in the blend with the lowest amount of WEP while the least (0.0756 μg/g) was in the blend with the highest amount of WEP (Table 1). The high values for the iron and zinc contents of the CbCP may be due to the high amount of these minerals in WEP while the trans-β-carotene could be due to YfCRS. Therefore, the combination of YfCRS and WEP in the formulation of CbCP might positively contribute to the total micronutrient contents of the product. Although the amount of these micronutrients in the CbCP is low compared with standards set for complimentary foods of infants and young children (10 mg/100 g of zinc and 12 mg/100 g for iron) [27]. Consequently, the CbCP may be consumed with other foods rich in these micronutrients to achieve stipulated standard.
Table 2 also showed the regression coefficient of the chemical including the micronutrient response variables of the CbCP. The effect of WEP on the amylose content of the CbCP was significant (P ≤ 0.001) and negative at the linear level while the YfCRS effect was positive but not significant (P > 0.05). The protein content of the CbCP was significantly (P ≤ 0.001) affected by the YfCRS negatively and the WEP positively at the linear level (Table 2). The inclusion of WEP increases the protein content of the CbCP, which could be due to the high protein content of the WEP. Only WEP had a significant (P ≤ 0.001) effect on the CbCP protein content at the quadratic level, but which was negative. Besides, the interactive effect of YfCRS and WEP on the protein content of the CbCP was significant (P ≤ 0.001) and negative (Table 2). The observation could be associated with the high amount of YfCRS in the formulations, and which is very low in protein. Furthermore, the combinations of WEP and YfCRS had no significant effect (P > 0.05) on the HCN content of the CbCP at all levels of interactions. The HCN response of the CbCP had R2 that is very low, which is 18.44 %, meaning that more than 80 % of the variation could be attributed to factors not included in the models; hence, the model may not be used to predict the response.
The regression coefficient of the micronutrient response variables of the CbCP is shown in Table 2. The iron and zinc content of the CbCP were significantly (P ≤ 0.001) affected by the YfCRS negatively at the linear level. Conversely, the effect of WEP on these responses was positive and significant (P ≤ 0.001). The implication of this is that as the quantity of YfCRS increased in the formulation, there is a linear decrease in the iron and zinc of the custard powder. The small level of iron and zinc in the YfCRS could be attributed to this observation. However, there is a linear increase in the trans-β-carotene content of the CbCP as the quantity of YfCRS increased in the custard formulation. The result may be due to the high level of this carotene in YfCRS compared with the WEP. At the quadratic level, WEP significantly (P ≤ 0.001) affected the iron and zinc content negatively, and the trans-β-carotene positively (Table 2). The YfCRS, on the other hand, had a positive effect on the iron (P ≤ 0.05) and a negative effect on the trans-β-carotene (P ≤ 0.001) contents of the CbCP at the quadratic level. The regression models fitted to the micronutrient experimental data of the CbCP revealed high R2, which is >99.90 % for all the response variables (Table 2). The result showed that only 0.10 % of the variation in the CbCP micronutrient response could be attributed to factors not included in the models.
Sensory properties
The sensory attributes of the formulated CbCP are presented in Table 3. The results showed that all the sensory attributes fall within the likeness range, with CbCP containing 98 % YfCRS and 2 % WEP, 90 % YfCRS and 2 % WEP as well as that with 94 % YfCRS and 0.34 % WEP having the highest likeness based on overall acceptability. However, custard powder with 94 % YfCRS and 0.34 % WEP had the highest acceptance for taste and appearance (Table 3). Thus, the overall acceptability of the CbCP produced from 94 % YfCRS and 0.34 % WEP was based on its taste and appearance. Additionally, the overall acceptability of the CbCP gruel had significant positive correlation with the setback viscosity (P ≤ 0.05, r = 0.67) and amylose content (P ≤ 0.01, r = 0.71) (Table 4). The implication of this is that the higher the amylose content of the formulated CbCP, the higher the setback viscosity and the most acceptable the CbCP gruel. The overall acceptability of the CbCP gruel was based on its taste and appearance, because a significant positive correlation exists between the overall acceptability and the taste (P ≤ 0.01, r = 0.70) and appearance (P ≤ 0.05, r = 0.63) of the formulated custard gruel (Table 4).
Table 5 revealed the regression coefficient of the sensory response variables. The result showed that WEP had negative but significant (P ≤ 0.01) effect on the taste, appearance and overall acceptability of the CbCP. Therefore, the likeness of the CbCP taste, appearance and overall acceptability decreased as the quantity of WEP increased in the blends. At the quadratic level, the YfCRS had a significant (P ≤ 0.01) and negative effect on the taste, appearance and mouth-feel, while WEP had a significant (P ≤ 0.05) effect only on the mouth-feel (Table 5). Additionally, the interactive impact of the independent variables on the CbCP sensory attributes was positive but not significant (P > 0.05). The R2 of all the CbCP sensory characteristics indicates that the regression models could explain more than 81 % of their variation, except for overall acceptability, which is 79 % (Table 5).
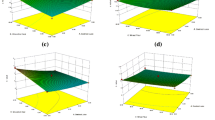
In order to produce an acceptable CbCP, which may not weep easily after cooking, and with high protein and micronutrient contents; the response values of peak viscosity, protein, iron, zinc, trans-β-carotene and the overall acceptability were maximally optimized, while the setback viscosity, peak time, pasting temperature, amylose and HCN contents were minimized. The YfCRS and WEP were kept within range as the independent variables while optimizing the dependent variables. By using these criteria, CbCP of sound quality could be formulated by blending 93.13 % YfCRS and 7.56 % WEP (Fig. 3).

Overlay plots for optimum combinations of yellow-fleshed cassava starch and whole egg powder (Color figure online)
Conclusion
The result of this study showed that the formulations with the high quantity of WEP had low pasting properties, and all the formulated CbCP might form paste below the boiling point of water at an average peak time of <5 min, thus reducing the cost of energy. Additionally, the CbCP blends with the high quantity of WEP had the highest protein, iron and zinc contents, but with low amylose and trans-β-carotene contents. Although, all the sensory attributes of the CbCP gruel fall within the likeness range; the optimum combinations of YfCRS and WEP for CbCP of sound quality could be 93.13 % YfCRS and 7.56 % WEP. Therefore, to adequately replace maize starch with cassava starch in the production of quality custard powder, the best combination of cassava starch and WEP could be 93.13 % YfCRS and 7.56 % WEP.
References
O.B. Wurzburg, Modified starches: properties and uses (CRC Press, Boca Raton, 1989). 277
R.N. Echebiri, M.E.I. Edaba, Production and utilization of cassava in Nigeria: prospects for food security and infant nutrition. J. Prod. Agric. Technol. 4(1), 38–52 (2008)
J.T. Nyerhovwo, Cassava and the future of starch. Electron. J. Biotechnol. 7(1), 5–8 (2004)
J.I. Okoye, A.C. Nkwocha, A.O. Agbo, Nutrient composition and acceptability of soy-fortified custard. Cont. J. Food Sci. Technol. 2, 37–44 (2008)
J. Ndife, U.C. Ejikeme, N. Amaechi, Effect of oven drying on the functional and nutritional properties of whole egg and its components. Afr. J. Food Sci. 4(5), 254–257 (2010)
A.V. Vaclavik, W.E. Christain, Essentials of Food Science (Springer, New York, 2008), pp. 205–230
H.G. Bueschelberger, Lecithins, in Emulsifiers in Food Technology, ed. by J.R. Whitehurst (Blackwell Publishing Ltd, Oxford, 2004), pp. 1–22
H.E. Gana, R. Karima, S.K.S. Muhammad, J.A. Bakara, D.M. Hashima, R. Abd. Rahmana, Optimization of the basic formulation of a traditional baked cassava cake using response surface methodology. LWT Food Sci. Technol. 40, 611–618 (2007)
F.J. Colmenero, G. Barreto, N. Mota, J. Carballo, Influence of protein and fat content and cooking temperature on texture and sensory evaluation of bologna sausage. Leb. Wiss. Technol. 28, 481–487 (1995)
S.C. Murphy, D. Gilroy, J.F. Kerry, D.J. Buckley, J.P. Kerry, Evaluation of surimi, fat and water content in a low/no added pork sausage formulation using response surface methodology. Meat Sci. 66, 689–701 (2003)
S. Thakur, D.C. Saxena, Formulation of extruded snack food (gum based cereal-pulse blend): optimization of ingredients levels using response surface methodology. Leb. Wiss. Technol. 33, 354–361 (2000)
A.I. Varnalis, J.G. Brennan, D.B. Macdougall, S.G. Gilmour, Optimization of high temperature puffing of potato cubes using response surface methodology. J. Food Eng. 61, 153–163 (2004)
E. Gallagher, C.M. O’Brien, A.G.M. Scannell, E.K. Arendt, Use of response surface methodology to produce functional short dough biscuits. J. Food Eng. 56, 269–271 (2003)
O.B. Oyewole, N. Obieze, Processing and characteristics of ‘‘Tapioca’’ meal from cassava. Trop. Sci. 35, 19–22 (1995)
Design-Expert, Design-Expert® Version 7.0.0 for Product and Process Optimization. State-Ease, Inc., 2021 East Hennepin Ave., Suite 480 Minneapolis, MN 55413, USA (2005)
Newport Scientific, Applications Manual for the Rapid ViscoTM Analyzer Using Thermocline for Windows. Newport scientific pty Ltd., ½ Apollo Street, Warriewood NSW 2102, Australia, pp. 2–26 (1998)
K. Mohana, U. Asna, N.N. Prasad, Effect of storage on resistant starch and amylose content of cereal-pulse based ready-to-eat commercial products. Food Chem. 102, 1425–1430 (2007)
Foss Analytical A, Manual for Kjeltec System 2300 Distilling and Titration Unit. Kjeldahl Method of Protein Determination (2003)
A.J.A. Essers, M. Bosveld, R.M. Van der Grift, A.G.J. Voragen, Studies on the quantification of specific cyanogens in cassava products and introduction of a new chromogen. J. Sci. Food Agric. 63, 287–296 (1993)
J.R. Jones, J. Benton, C.W. Vernon, Sampling, handling and analyzing plant tissue samples, in Soil Testing and Plant Analysis, 3rd edn., ed. by R.L. Wesbermann (Soil Sci. Soc. Am. Inc, Madison WI, 1990), pp. 389–428
L.M.J. Carvalho, A.R.G. Oliveira, R.L.O. Godoy, S. Pacheco, M.R. Nutti, J.L.V. de Carvalho, E.J. Pereira, W.G. Fukuda, Retention of total carotenoid and b-carotene in yellow sweet cassava (Manihot esculenta Crantz) after domestic cooking. Food Nutr. Res. 56, 15788 (2012)
M.O. Iwe, Sensory Method and Analysis (Rojoint Communication Services, Enugu, 2002), pp. 49–72
SAS, Statistical Analysis Software (SAS) System for Windows, Version 9.1, SAS Institute Inc., Cary, NC, USA (2008)
B. Maziya-Dixon, A.G.O. Dixon, A.A. Adebowale, Targeting different end uses of cassava: genotypic variations for cyanogenic potentials and pasting properties. Int. J. Food Sci. Technol. 42, 969–976 (2007)
M.L. Dreher, J.W. Berry, Buffalo gourd root starch. Part I. Properties and structure. Starch/Starke 35, 76–81 (1983)
A.A. Adebowale, L.O. Sanni, S.O. Awonorin, Effect of texture modifiers on the physicochemical and sensory properties of dried fufu. Food Sci. Technol. Int. 11(5), 373–382 (2005)
FAO/WHO, Joint FAO/WHO food standards programme. In: Codex Alimentarius Commission XII (Suppl. 4). (FAO, Rome, 1991)
Acknowledgments
The International Institute of Tropical Agriculture (IITA) Ibadan, Nigeria, supplied the Yellow-fleshed Cassava Roots used for this work. We especially acknowledge Drs. P. Kulakow and G. Badara of IITA for their contributions to this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There is no conflict of interest.
Rights and permissions
About this article

Cite this article
Awoyale, W., Sanni, L.O., Shittu, T.A. et al. The pasting, chemical and sensory properties of biofortified cassava root starch-based custard powder. Food Measure 10, 292–301 (2016). https://doi.org/10.1007/s11694-016-9306-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11694-016-9306-3