
Abstract
This paper presents test results from a study on the locking performance of jack bolt nuts with and without added secondary locking. A Junker-type test apparatus is used to apply dynamic transverse force loading to induce loosening. The test data reveal there are two mechanisms of loosening for jack bolt nuts, namely slip of the nut body and slip of the jack bolts. Furthermore, the data show the dominant mechanism of loosening in jack bolt nuts is nut body slip. Since the only currently available option for secondary locking for these types of fasteners is holes in the jack bolts heads for lockwire, additional methods for secondary locking for both mechanisms of loosening are developed and tested. For the test parameters used in this study, it is found that even without any secondary locking, loosening occurs only at relatively low preload levels. The effect of introducing secondary locking to only the jack bolts is a modest decrease in the rate of loosening. The effect of adding secondary locking to only the main nut body is a significant decrease in the rate of loosening. Adding mechanical or adhesive secondary locking to the main nut body and mechanical locking to the jack bolts eliminates loosening even at low preload levels.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Primary locking in threaded fasteners refers to the friction at the thread and bearing interfaces that acts to prevent slip and loosening [1]. This is an inherent feature, and its value depends on preload level. Secondary locking refers to any added feature that provides additional resistance to slip and loosening [2]. It is generally desirable and in some applications required [3] to be independent of preload. Examples of secondary locking features used in threaded fasteners that are independent of preload include mechanical features such as lockwire and cotter pins [4], prevailing torque features such as distorted threads and interference nylon rings [5], and adhesive features such as anaerobic threadlocker [6]. Examples that are dependent on preload include split and serrated lock washers [1].
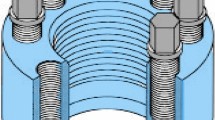
Invented in 1980s [7], jack bolt nuts differ from hex nuts in that they use jack bolts to introduce preload. Figure 1 shows an example jack bolt nut. It consists of a nut body, jack bolts, and a hardened washer. The jack bolts are spaced evenly around the nut body and thread through it with their pintle ends against the hardened washer. Assembly of a jack bolt nut onto a stud or bolt is performed by firstly hand-turning the nut body down and then applying torque in a crisscross pattern to the jack bolts.

Jack bolt nut
Large preload can be achieved with large jack bolt nuts with much less assembly torque than is possible with comparably sized hex nuts. This is one of their primary benefits and is a direct result of the torque being applied to several small jack bolts instead of one large nut. However, even though jack bolt nuts are used in more applications, there are very few publications on their performance under dynamic conditions.
Torque equilibrium analyses of tensioner fasteners during and after assembly were provided by Hess [8]. Despite the absence of torsional twist during assembly compared to standard fasteners, analysis of the loosening process showed slip at the nut body bearing interface occurred before slip at the threads for both types of fasteners.
A comparative assessment of the dynamic loosening behavior of jack bolt nuts and heavy hex nuts was performed by Hess [9]. Only primary locking was assessed, and no secondary locking was introduced. Test data and analysis showed jack bolt nuts to have a slightly better resistance to loosening than the heavy hex nut.
In a study involving an aerospace separation mechanism using several jack bolt nuts, loss of preload ranging from eleven to fifty-one percent in the jack bolt nuts was reported during vibration testing [10]. The joint in this case was designed to allow minute slip motion. The vibration testing induced cyclic slip and the resulting preload loss. Even though lock wire was used on the jack bolts and torque stripes indicated they did not unwind, the nut body did unwind during the test.
Currently, the only option for secondary locking for jack bolt nuts consists of holes in the jack bolt heads for lockwire. This was used in the aerospace separation mechanism since secondary locking is required in aerospace applications [3]. However, this option did not provide adequate locking to prevent loss of preload [10].
To address this issue, this paper identifies and tests additional methods for secondary locking. Using a controlled dynamic transverse force loading apparatus [11, 12] to induce loosening, the mechanisms of loosening of jack bolt nuts are determined and used to develop additional secondary locking methods. Tests are conducted to assess the locking performance of jack bolt nuts with and without various secondary locking methods. The results of this work include comparative data for various locking configurations.
Apparatus
Figure 2 presents a sketch of the test apparatus used in this work. It consists of a top plate positioned over a fixed base with rolling element bearings in between for minimum friction. A load cell is attached to the underside of the fixed base to measure preload. A cone fixture is fitted into the top plate, and a flanged fixture is fitted into the preload load cell in the fixed base. A test nut, washer, and bolt clamp the top plate to the fixed base. The inside diameter of the fixtures is sized for the bolt under test. A motor-driven eccentric connects to the top plate through an arm to apply a cyclic transverse force. A second load cell is attached between the arm and top plate to measure the transverse force applied to the plate. The right side of the top plate is fitted with an LVDT to measure the horizontal displacement of the plate. The preload, transverse force, and displacement are measured with a data acquisition system.

Test machine
For the tests in this paper, a test bolt is inserted into the flanged fixture in the fixed base up through the cone fixture in the top plate. Then, a test jack bolt nut and washer are assembled onto the test bolt as shown in Fig. 2.
Preliminary Tests
The jack bolt nuts tested in this work have a UN thread size of ¾-10. Superbolt manufactures this size as a nut style mechanical tensioner in both a standard option without any locking feature, model MT-075-10 UN/W, and a lockwire option with holes in the jack bolt heads for lockwire, model MT-075-10 UN/W-LW. These are mated with ¾-10 x 4-1/4 ASTM A193 Grade B7 heavy hex head bolts in the test machine. Before each test, the fasteners and fixtures are cleaned with MEK and allowed to air dry; then, Molykote P37 lubricant is applied to all thread and bearing surfaces.
Assembly for each test consists of inserting a test bolt into the machine base up through the top plate and fixture and then hand turning the test jack bolt nut with hardened washer onto the end of the bolt. Torque is applied to the jack bolts in a crisscross pattern in small increments of torque until the desired preload is reached. For disassembly after testing, the jack bolts are incrementally turned loose in a crisscross pattern such that the load on each jack bolt is reduced evenly.
For the lock wire option, 0.032” diameter stainless steel lock wire specified by NASM20995C32 [13] is used. Since there are four jack screws, lock wire is applied to pairs of jack bolts using the double twist method with pigtail termination specified in SAE AS567K [14] as shown in Fig. 3.

Assembled jack bolt nut with lock wire on jack bolts
Preliminary tests are run for jack bolt nuts with and without lock wire for different preloads starting as low as 1000 lb and increased in increments of 1000 lb. Both were found to loosen for preload levels between 1000 and 4000 lb. The effect of using lock wire on the jack bolts was a slight decrease in the rate of loosening. Torque stripes showed turn in the nut body in the loosening direction but no turn in the jack bolts with lock wire. This indicates that even though lock wire provides sufficient locking for the jack bolts for the conditions tested, locking of the nut body is needed to prevent loosening. To address this need, this paper explores and tests options for nut body locking.
Secondary Locking
The preliminary test data indicate loosening of jack bolt nuts can occur from slip of the nut body and slip of the jack bolts. To better understand these mechanisms of loosening, testing is performed with different locking configurations introduced to the jack bolts and the nut body. Locking of the jack bolts is accomplished using lock wire as described in Preliminary Tests section. Locking of the nut body is accomplished by either mechanical locking or adhesive locking.
The mechanical locking method uses a cotter pin through the nut body and the bolt as shown in Figure 4. SAE AS567K [14] specifies a 1/8” diameter cotter pin for the test fastener size. A 2” long stainless steel cotter pin of this diameter is used as specified by NASM24665-377 [15]. This pin requires a 0.126” to 0.132” diameter hole in the nut body and the bolt per SAE AS567K. The jack bolt nut manufacturer added this custom feature for a nominal cost. The assembly process is the same as described in Preliminary Tests section, except that when the jack bolt nut is hand-turned onto the bolt, its angular position is set so the holes in the nut body and bolt are aligned.

Assembled jack bolt nut with cotter pin through nut body and bolt
An alternative mechanical pin locking approach that does not require a nut body hole is to place the pin across the top of the nut body through the bolt hole and lock the pin against the sides of the jack bolts. This approach offers less locking torque due to pin bending.
It was found that the assembly process for the jack bolt nut allows for precise adjustment of the circumferential angular position of the nut with respect to the bolt such that there is no gap between the locking pin, nut body (or jack bolt for alternative approach), and bolt in the loosening direction. This provides a desirable condition for preserving preload. In contrast, circumferential clearance between castellated nuts and cotter pins in drilled shank bolts results in an assembly condition where the pin and nut are not in direct contact. This condition allows angular turn before the pin and nut are in direct contact which can result in a loss of preload. The amount of preload loss is dependent of the amount of bolt stretch and can be significant for short bolts [4].
The adhesive locking approach uses medium strength Loctite 242 anaerobic threadlocker on the nut body main threads. Prior to assembly, the fasteners are cleaned with MEK and allowed to dry. Then, Molykote P37 lubricant is applied to the jack bolt threads and all bearing surfaces, but not to the main nut body threads or the main bolt threads. Instead, several drops of Loctite 242 are applied to the main nut body threads or the main bolt threads. The jack bolt nut is assembled as before, and the threadlocker is given 24 hours to cure before testing. The addition of threadlocker to the main threads requires an additional step for disassembly after testing. The jack bolts are gradually turned loose in a crisscross pattern as before, but then a wrench is needed to remove the nut body from the bolt due to the threadlocker. For this purpose, wrench flats are machined into the nut body changing it from a cylindrical to hexagonal shape as shown in Fig. 5. The manufacturer added this custom feature for a nominal cost.

Assembled jack bolt nut with added nut body wrench flats for removal with threadlocker
Using the above three locking methods, tests are performed for the following four configurations of secondary locking:
-
1.
Locking only jack bolts with lock wire
-
2.
Locking only nut body with pin
-
3.
Locking jack bolts with lock wire and nut body with pin
-
4.
Locking jack bolts with lock wire and nut body with anaerobic adhesive
Test Parameters
For consistency and comparison with tests previously performed without secondary locking features [9], the tests in this work are performed at preload levels of 1000–6000 lb in 1000 lb increments. Although these preload values used are relatively low, i.e., up to about thirty percent of the capacity of the test jack bolt nut, they provide conditions for complete loosening of the test jack bolt nuts without secondary locking and observation of the effect of different locking configurations tested.
The test machine is set up with a drive frequency of 15Hz and an eccentric setting of ± 0.06.” The data are collected at 51.2 samples/second for a total of 2048 data points providing 40 s or 600 cycles of data for each measured variable for each test. The measured variables for each test include preload, transverse force, and transverse displacement.
Six replicate tests are performed for each of the six preload levels and for each of the four locking configurations for a total of 144 tests. The order in which these tests are run is randomized.
Test Data
Figure 6(a) shows sample raw data of preload against applied transverse loading cycles from a single test for the lock wire on the jack bolts configuration with initial preload of 4000 lb. The data contain a 15 Hz fluctuation in preload from the loading cycle as indicated by the width of the curve. To improve the clarity and reduce overlap in plots with multiple curves, this 15 Hz cyclic fluctuation is removed using a centered moving average of ten values as shown in Figure 6(b). Ten values correspond to about 3 cycles for the 15 Hz variation and 51.2 samples/second sampling rate.

Preload data from a sample test for lock wire on jack bolts with initial preload of 4000 lb: (a) raw data and (b) data with center moving average of 10 values
The preload data from all six replicate tests for the lock wire on the jack bolts configuration with initial preload of 4000 lb are presented in Fig. 7(a). The variation between these replicate tests is moderate and representative of the variation between replicate tests for the other preload levels and locking configurations tested. The curve in the plot in Fig. 7(b) is the average of the six replicate curves in Fig. 7(a). This reduces the test data for a given initial preload level and locking configuration to a single curve representing on-average behavior.

Preload data from all tests for lock wire on jack bolts with initial preload of 4,000 lb: (a) six replicate tests and (b) average of replicate tests
This approach is extended for all initial preload levels in Fig. 8 for the jack bolts with lock wire configuration. It includes all 36 tests for this locking configuration with each curve representing the average of six replicate tests for each initial preload level. To provide concise representations for comparison, the data for all test configurations are presented in this form.

Data for jack bolt nut with jack bolt lock wire
For a baseline from which to compare the four locking configurations, previously acquired [9] test data for jack bolt nuts without any added secondary locking are provided in Fig. 9(a). Data from comparable sized heavy hex nuts are also presented in Fig. 9(b) for reference. These data reveal that the jack bolts nuts have slightly better resistance to loosening than the heavy hex nut, in that the jack bolt nuts do not loosen for initial preload levels of 5000 lb. Previous analysis [9] showed this is due to the effective nut radius of the jack bolt nut (and hardened washer) being larger than the effective nut radius of the heavy hex nut. However, the data also show that when loosening does occur, the rate of loosening of the jack bolt nuts on-average is slightly higher than that of the heavy hex nuts. A plausible explanation for this behavior is that once loosening occurs in jack bolt nuts, both mechanisms of loosening (from combined slip of nut body threads and slip of jack bolt threads) contribute. In contrast, the heavy hex nut loosens less rapidly because it has only one mechanism of loosening from slip of nut body threads.

Data for nuts without any secondary locking: (a) jack bolt nuts and (b) heavy hex nuts [9]
Since holes in jack bolt heads for lock wire are currently a standard option for jack bolt nuts, this locking configuration is examined first. The lock wire is applied to the jack bolts as shown in Fig. 3. The preload test data for this locking configuration are presented in Fig. 8. Compared to the test data for the jack bolt nuts without any secondary locking in Fig. 9(a), the jack bolt lock wire provides only a modest reduction in rate of loosening for preload levels of 1,000 to 4,000 lb. This indicates that while jack bolt slip does contribute to loosening, its contribution is relatively minor, and the dominant mechanism of loosening for jack bolts nuts is likely from nut body slip.
To examine this idea of nut body slip being the dominant mechanism of loosening further, jack bolt nuts with secondary locking provided only to the nut body with a cotter pin, as shown in Fig. 4, are considered next. The test preload data for this nut body pin locking configuration, shown in Fig. 10, reveal a significant reduction in rate of loosening for preload levels of 1000–4000 lb compared to the jack bolt lock wire configuration. However, some reduction in preload is still observed at these preload levels. These data support the idea that nut body slip is the dominant mechanism of loosening for jack bolt nuts. However, even with this nut body pin locking, the mechanism of loosening from jack bolt slip still occurs. A final observation from the data in Fig. 10 is that loosening from jack bolt slip appears to become more significant for lower initial preload levels. This is expected since in this configuration only primary locking from jack bolt thread and tip friction provides locking which is dependent on preload level.

Data for jack bolt nut with nut body pin locking
The data presented so far support the concept of two mechanisms of loosening. Therefore, to prevent loosening, secondary locking for both the nut body and jack bolts is needed. Figure 11 presents data for jack bolt nuts with secondary locking provided to both the nut body with a cotter pin and to the jack bolts with lock wire as shown in Fig. 12. These data show no loosening is found to occur even for the very low initial preload levels tested. This further supports the concept of two mechanisms of loosening and shows independently addressing each mechanism with secondary locking eliminates loosening even for very low preloads. The pin prevents nut body thread slip and loosening, while the lock wire prevents jack bolt slip and loosening.

Data for jack bolt nut with jack bolt lock wire and nut body pin locking

Assembled jack bolt nut with jack bolt lock wire and nut body pin
Use of these mechanical locking features introduces additional nominal cost for manufacturing and time for installation. The additional steps for disassembly are minor but include removal of lock wire before loosening jack bolts and pulling the pin before removing the nut body by hand.
The test data for jack bolt nuts with secondary locking provided to both the nut body with anaerobic adhesive and to the jack bolts with lock wire are given in Fig. 13. These tests used jack bolt nuts with nut body wrench flats for disassembly of nut body with anaerobic adhesive as shown in Fig. 14. No loosening is observed for any of the preload levels for this configuration. The anaerobic adhesive prevents nut body thread slip and loosening. The lock wire prevents jack bolt slip and loosening. The results are comparable to the combined pin and lock wire configuration.

Data for jack bolt nut with jack bolt lock wire and nut body anaerobic adhesive locking

Assembled jack bolt nut with jack bolt lock wire and nut body adhesive
Use of anaerobic adhesive on the nut body threads introduces additional cost for the adhesive and for the addition of wrench flats on the nut body needed to overcome the thread adhesive at disassembly after releasing the jack bolts. At disassembly, some of the thread adhesive breaks up into small pieces and powder, which can be difficult to contain, and therefore may not be desirable in some applications. In addition, reuse of the jack bolt nut requires removal of previously cured anaerobic adhesive from the threads.
Since anaerobic adhesives are available in low, medium, and high strength formulations, it offers a wide range of locking torque for the nut body. However, use of higher strength adhesive generally requires application of heat for removal.
The test results show that preventing dynamic loosening of jack bolt nuts requires secondary locking of both the jack bolts and the main nut body threads. In addition, the test data indicate slip of the main nut body threads is the dominant mechanism of loosening compared to jack bolt slip. This work presents locking options to address both mechanisms of loosening.
Even though the test results presented show jack bolt loosening only for low preloads, the tests presented certainly do not represent all loading conditions that can occur in practice. Therefore, regardless of preload, secondary locking for both the nut body and the jack bolts should be considered for critical applications.
Conclusions
Tests were presented to investigate the locking performance of jack bolt nuts with added secondary locking. The tests were performed on an apparatus that applies cyclic transverse force loading. Thirty-six tests were executed for each locking configuration. The test data were averaged across replicate specimens to provide summary preload versus loading cycle plots at each initial preload level for each locking configuration.
Two mechanisms of loosening for jack bolt nuts were identified. Specifically, loosening occurred from (1) slip of the nut body and (2) slip of the jack bolts. The dominant mechanism of loosening in jack bolt nuts was found to be nut body slip.
Secondary locking for the mechanisms of loosening was introduced in the form of mechanical locking or adhesive locking. For the transverse cyclic loading used in this work, loosening was found to occur only at relatively low preload levels even without any secondary locking. Adding secondary locking to only the jack bolts resulted in a modest decrease in the rate of loosening. Applying secondary locking to only the main nut body resulted in a significant decrease in the rate of loosening. The effect of adding secondary locking to both the main nut body and the jack bolts eliminated loosening even at low preload levels.
References
D. Hess, Vibration and shock induced loosening, Chapter 40 in Handbook of Bolts and Bolted Joints (Marcel Dekker, New York, 1998), p.757–824
D. Hess, Threaded fastener secondary locking requirements. J. Fail. Anal. Prev. 17, 724–730 (2017)
NASA-STD-5020B, Requirements for threaded fastening systems in spaceflight hardware, 2021
D. Hess, Threaded fastener locking with safety wire and cotter pins. J. Fail. Anal. Prev. 18, 1216–1223 (2018)
D. Hess, Prevailing torque locking in threaded fasteners. J. Fail. Anal. Prev. 18, 1562–1572 (2018)
C. Cheatham, C. Acosta, D. Hess, Tests and analysis of secondary locking features in threaded inserts. Eng. Fail. Anal. 16, 39–57 (2009)
R Steinbock, Apparatus to mechanically stress a bolt type fastener, United States Patent 4,622,730, 1986
D. Hess, Torque balance, primary locking and loosening in tensioner assembled bolted joints. J. Fail. Anal. Prev. 22, 542–549 (2022)
D. Hess, Tests and analysis on the dynamic loosening of jack bolt nuts compared with heavy hex nuts. J. Fail. Anal. Prev. 23, 2653–2660 (2023)
C DellaCorte, S Howard, D Hess, Preload loss in a spacecraft fastener via vibration-induced unwinding, NASA/TP-2018-219787, 2018
G. Junker, New criteria for self-loosening of fasteners under vibration. Trans. Soc. Autom. Eng. 78, 314–335 (1969)
ISO 16130, Aerospace series—Dynamic testing of the locking behavior of bolted connections under transverse loading conditions (vibration test), International Standard Organization, 2015
NASM20995, Wire, safety or lock, National Aerospace Standard, 1998
SAE AS567K, General practices for use of safety cable, safety wire, key washers, and cotter pins for propulsion systems, Aerospace Standard, 2015
NASM24665, Pin, cotter (split), National Aerospace Standard, 2016
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hess, D.P. Mechanisms of Loosening and Secondary Locking of Jack Bolt Nuts. J Fail. Anal. and Preven. 24, 575–582 (2024). https://doi.org/10.1007/s11668-024-01859-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-024-01859-0