
Abstract
Coating for corrosion protection of metallic substrates such as steel and alloys has attracted tremendous attention and interest in the offshore industry. The main reason for coating importance is to prevent external corrosion, and corrosion management is a vital issue in the oil and gas industry. Although previous studies have emphasized coating applications, failures, and surface preparation, it is worth dedicating this study to surface preparation methods, particularly for industrial valves in the offshore oil and gas industry before coating implementation to prevent coating failure. Surface preparation is one of the crucial factors concerning the performance of any coating system in terms of coating durability, permeability, and adhesion. The motivation for this research is to prevent coating pre-mature failure. Coating failure has severe negative impacts, including financial loss, substrate mechanical or corrosion damage, costly rework costs, and downtime. Various surface contaminants such as mill scale, dirt, dust, rust, salt, etc., and four cleaning methods of chemical cleaning, water jet, blast cleaning, and mechanical cleaning, are included in this review. A proper sequence and selection of mentioned methods are discussed in this study to provide effective metal surface cleanliness before coating.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Background
Coating external surfaces of various components and facilities in the offshore environment to prevent external corrosion is not new. Coating for corrosion protection of metallic substrates such as steel and alloys has attracted tremendous attention and interest in the offshore industry [1]. One reason for coating is to prevent external corrosion, and corrosion management is vital in the oil and gas industry [2]. Corrosion causes significant damage to facilities, including industrial valves, such as environmental pollution, loss of human life, loss of assets and production, increasing the operation cost, jeopardizing the safety and reliability, and required maintenance [3]. The global cost of corrosion in 2019 is approximately 3 trillion USD, and between 15 and 35% of this cost is preventable by adopting a correct corrosion prevention strategy [4, 5]. Lack of coating on the offshore structures and facilities, including valves, especially on non-corrosion resistant materials carbon steel, is considered the main reason for the failure of structures, facilities, including valves in recent research [6, 7]. The other current study states that the proper external coating of the valves in an offshore environment is known as the best strategy to prevent external corrosion [8, 9]. Two essential types of valve coating used for the offshore environment are epoxy and thermal spray aluminum. Another study has demonstrated that usage of these two types of coating enhances the corrosion resistance of the substrate substantially [10]. Oil and gas companies dealing with offshore projects rely mainly on coating to prevent external corrosion protection of steel assets [11]. Applying coating on the facilities adds cost and time to the projects by spending money, labor hours, and required facilities to apply the coating, so it is not desirable for the operator companies to experience coating failure, maintenance, and replacement. Therefore, research has focused on coating inspection management and coating breakdown assessment (CBA) to prevent unnecessary maintenance costs and a higher risk of failure [11]. Other recent research has stated that researchers and engineers have written many articles over recent years. Most of these articles describe poor surface preparation and wrong coating application as the main reasons for coating failures [12]. The last study focuses mainly on the details of coating failure and its negative consequences. Many coating failures result in reducing or losing coatings bonding and a substrate [13]. Figure 1 illustrates a coating defect very similar to blistering, but the better term for that is coating swelling and peeling off [14]. Swelling is a kind of defect related to the presence of moisture on the substrate or applying a wet-to-wet coating [15].

Coating defect (Courtesy: Shutterstock)
All coatings have a specific lifetime and will break eventually [16]. Dangerous coating failures occur before the predicted service life ends for the following reasons. These are poor surface preparation of the substrate or metal surface, poor coating application procedure, poor quality of coating, poor coating system selection, and improper coating formulation [16].
Research Problem, Contribution, and Motivation
Although previous studies have emphasized coating applications, failures, and the reasons [1, 8, 10,11,12,13,14,15,16], failures, and surface preparation, it is worth dedicating this study to surface preparation methods, particularly for industrial valves in the offshore oil and gas industry before coating implementation to prevent coating failure. Surface preparation is the most important factor concerning the performance of any coating system in terms of coating durability, permeability, and adhesion [15, 17].
The motivation for this research is to prevent coating pre-mature failure. Coating failure has severe negative impacts, including financial loss, substrate mechanical or corrosion damage, costly rework costs, and downtime. When coating failure occurs, the substrate is exposed to the environment until the defect is detected [15]. The unprotected substrate could be corroded and be at risk of metal loss [15]. The structure's integrity could be jeopardized by corrosion if the coating defect remains undetected for a long period [15]. It is essential to consider the cost of substrate repair due to coating failure [15]. Due to the significance of coating failure mainly owning to poor substrate surface preparation, which is costly, time-consuming, and potentially disastrous, performing this study is essential.
The current section reviews the relevant literature on this topic to present the background and context of the present research. An article about coating design and processing states that the substrate must be appropriately prepared to provide adequate bonding to the coating; however, it does not offer a practical way to prepare the metal surface [18]. Although another study focused on steel surface preparation before painting and has studied five surface preparation methods, it does not explicitly address the industrial valves offshore oil and gas industry [19]. However, the previous study reviews sand or abrasive blasting, a standard surface preparation for industrial valves before coating in the offshore sector [19, 20]. Coating of the industrial valves could be referred to as the internal hard facing of the valves with hard facing materials like stellite or tungsten carbide to prevent friction and wear [21] which is outside the scope of this study. Another study has focused on hard facing and coating to minimize the friction between the valve stem and packing [22].
It can conclude that there is no concrete research on substrate preparation for industrial valves before coating application in the offshore industry. These valves are made of various materials, including carbon steel, austenitic and duplex stainless steel, and 6 Molybdenum (Mo) super austenitic stainless steel. Most of these valves handle oil and gas fluid services. Industrial valves play an essential role in piping systems to control the flow. The present research concentrates on types of contaminations that exist on the valves’ steel surfaces that should be removed prior to coating application and surface preparation methods to prevent pre-mature costly failure. The main research questions are summarized as follows:
-
1.
What do surface contaminations exist on the surface of the valves?
-
2.
What methods are applied to remove the surface contaminations?
-
3.
How should these methods be combined to provide adequate surface preparation?
Research aim, Objective
Surface preparation is defined as the treatment of a metal surface before applying any coating [15]; it can be divided into two major categories: surface cleaning and surface profile or roughness preparation [15]. Without proper surface preparation, even a coating with the highest adhesion will not be durable or cling well [15]. Surface preparation is more important than applying the coating itself. 95% of coating failures result first from poor surface preparation and second from poor application [15]. Notably, 85% of these failures occur within the first and second years of coating life during operation [15]. The presence of even a tiny amount of surface contamination, such as oil or grease, can damage the coating and prevent its proper adhesion to the substrate [15].
Thus, the present study mainly aims to provide a practical approach to achieving suitable surface preparation of industrial valves offshore. The research hypothesis is that various cleaning methods based on the type of contaminants should be applied to the substrate of industrial valves to be used offshore for oil and gas projects to prevent coating pre-mature failure. In this light, the study has the following research objectives:
-
1.
Identifying different initial surface conditions
-
2.
Explain why surface preparation is essential in the coating industry
-
3.
To provide information about the different types of contaminants that prevent metal surface cleanliness
-
4.
Explain different methods to be used to remove contaminants from the substrate before coating;
-
5.
Combining various methods to achieve a very clean and smooth surface on the metal before coating application;
Figure 2 summarizes the research question, aim, and objectives.

Formulation and summary of research questions, aims and objectives
Contribution and Structure of the Research
In light of the above explanations, the contributions of the present study are summarized as follows:
-
Preventing the coating pre-mature failure and re-work to repair or replace the coating;
-
Preventing the possible external corrosion of the valve external surface owning to the coating damage;
-
Prevention of negative consequences of possible corrosion damage after coating failure such as loss of asset (valve), loss of production, environmental pollution, increasing the operation cost, and health, safety, and environmental (HSE) issues;
Figure 3 illustrates heavy external corrosion of an uncoated check valve in the offshore environment.

Heavy corrosion on the bottom of a check valve (DNV)
The remainder of this paper is organized as follows. Section “Literature Review and Methods” describes the literature review on the type of contaminants and the methods used to remove contaminants from the metal surface. Section “Findings and Discussion” summarizes the main findings and discusses the problems addressed in “Literature Review and Methods” section. Section “Conclusions” presents the conclusions of this study. Section “Recommendations” discusses the best solution for preventing coating pre-mature failure. Section “Implementation” explains what should be done by which party and when to prevent coating failure due to the poor substrate surface preparation, including the possible time and cost impacts.
Literature Review and Methods
Rust grades address the initial surface condition of metal before applying the surface preparation. Rust grades are defined in the ISO 8501-1 standard [23] as follows:
-
Grade A Steel surface is covered completely with adherent mill scale and little rust [23, 24].
-
Grade B Steel surface has begun to rust, and the mill scale has begun to flake [23, 24].
-
Grade C Steel surface on which the mill scale has rusted away or from which it can be scraped, but with little pitting visible to the naked eye [23, 24].
-
Grade D Steel surface on which the mill scale has rusted away and on which considerable pitting is visible to the naked eye [23, 24].
The initial surface of a metal in the form of a pipe or steel structure in preparation for being coated is typically rust grade A or B as per ISO 8501-1. Rust grades C and D are pitted, so these two rust grades should be avoided as much as possible.
This section aims to briefly explain coating bonding mechanisms and how they can be disrupted. Coating is a product in the form of a liquid, gas, solid, or powder that is applied to the surface of an object, usually called the “substrate,” to form a protective or decorative film. Coating may cover the whole surface or cover it partially. The corrosion protection provided by coating involves three main features: The first is barrier protection, which reduces the ability of water, oxygen, and contaminants from reaching the substrate. The second is inhibitive protection, in which chemicals such as lead and chromate are added to the coating to provide a layer between the coating and substrate and prevent their reaction. The third and final protection coating is cathodic protection, in which the coating sacrifices itself to protect the steel. The coating bonding failure can be due to several factors such as poor coating formulation and application, lack of adhesion between the coating and substrate owing to the poor surface preparation. The next section explains different surface contaminations that should be removed from the metal surface before coating application.
Grease and oil prevent the coating from adhering to the surface. A recent study says that pipes are typically pass through a flame to burn off any surface oil and grease as a part of steel surface preparation [25]. Oil and grease may be used sometimes on the valve components for easier assembling and reducing friction. The first surface preparation task on the valve steels to be coated is to remove grease and oil. Rust is an iron oxide with a reddish-brown color formed by the reaction between iron and oxide in the presence of water and oxygen or air and moisture [15, 26]. Rust may adhere firmly to a metal surface, or it may be loose. Rust represents one of the most severe problems for iron and steel as it can cause corrosion [15, 26]. The amount of rust on a metal surface initially depends on the length of time that the steel is exposed to the environment [15]. The presence of moisture and water can increase rust corrosion. The first danger associated with rust is that it can expand and corrode the steel substrate [15]. In addition, rust contains oxygen, moisture, and soluble salt [15]. Soluble salts can remain on a surface where they have been deposited even after abrasive cleaning of the surface, such as sandblasting, and cause paint blistering, as illustrated in Fig. 1 [15]. Mill scale or scale is known as another substrate surface contamination. It is formed due to hot rolling or heating processes when a metal is heated up to a temperature as high as 1000 °C [15, 27]. Dirt and dust are the other two crucial steel surface contaminants that prevent coating adhesion [28]. Repair coating means to re-coat portions of steel that were coated previously, and it is damaged [29]. In that case, old paints are surface contaminations and should be removed from the substrate before a new coating. Figure 4 summarizes all the metal surface contaminants in a chart. The following section concentrates on cleaning methods.

Metal surface contaminants in a chart (photograph by author)
Cleaning methods include water or gas, mechanical cleaning, and sandblasting. Freshwater cleaning (WC) is a suitable method for removing salts, fouling, and any loose paint or other contaminants from the substrate [15]. The pressure of the water cleaning should be 7–10 bar. As a rule, the cleaning process becomes faster and more effective with increasing water pressure [15]. Additionally, increasing the water pressure results in using less water [15]. Water jet cleaning involves using water for substrate cleaning with more than 700 Bar pressure. High-pressure water jetting is popular because it can remove soluble salts from a steel surface [15, 30]. The metal surface conditions after the water jet are outside this review's scope. Steam cleaning is a cleaning process that involves using low-pressure steam to remove soluble substances from a metal surface. It can be used to remove surface contaminants such as oil, grease, salt, and dirt. The detergent may be added to the steam for better cleaning [31]. Chemical cleaning removes oil, grease, salt, dirt, and other contaminants through the emulsion, alkaline, organic solvents, or other chemicals. Pickling and passivation are types of chemical cleaning, more precisely acid cleaning, that are common for stainless steel [15, 32]. The stainless-steel surface should be clean, smooth, and faultless [15, 32]. The stainless-steel cleaning is essential because it increases the material’s corrosion resistance, prevents contamination, and achieves the desired appearance [15, 32]. Electropolishing (See Fig. 5) is an electrochemical process in which the workpiece is submerged in an electropolishing electrolyte and connected to a positive terminal [15].

Electropolishing process (Courtesy: SubsTech)
Abrasive blasting also called sandblasting or shot blasting, is a generic term for the high-speed application of abrasive materials against the surface of a metal to smooth a rough surface, roughen a smooth surface, shape a surface, or remove surface contaminants and metal dust for better coating adhesion [15, 33]. Sandblasting could be done by dry or wet blasting. Dry blasting involves two elements: blasting components and compressed air [15]. Wet blasting includes a third element, which is a liquid [15]. Table 1 summarizes the advantages and disadvantages of dry and wet blasting.
Mechanical cleaning means using machines such as steel brushes, grinding equipment, or processes such as machining. It is important to note that mechanical cleaning cannot provide surface cleanliness as clean as that achieved by blast cleaning. Mechanical cleaning can be divided into hand tool cleaning and power tool cleaning. Hand wire brush and sandpaper are two types of hand tool cleaning, whereas abrasive disk and mechanical wire brush are machine tools. Table 2 summarizes the type of contaminants that can be removed by each cleaning method discussed.
The Society for Protective Coatings (SSPC) is an American National Standards Institute accredited standards development organization. The SSPC develops and publishes widely used industry standards for surface preparation, coating selection, coating application, painting contractor certification and testing. The National Association of Corrosion Engineers (NACE) international industry standards mainly address material selection and corrosion evaluation, but some of the NACE standards are related to industrial coating. The American Society for Testing and Materials (ASTM) is another international standard that addresses coating. ISO standards for coating are the other standards that are widely used, especially in Europe. Some of the main ISO coating standards are listed as follows:
-
ISO 8501: Visual assessment of surface cleanliness;
-
ISO 8502: Tests for assessment of surface cleanliness;
-
ISO 8503: Surface roughness characteristics of blast-cleaned steel surfaces;
-
ISO 8504: Surface preparation methods;
-
ISO 12944: Paint and varnishes—Corrosion protection of steel structures by protective paint systems.
NORSOK M-501, surface preparation and protection coating, is the main coating standard used in the Norwegian offshore industry. This standard was introduced in 1994. The NORSOK standards are developed by the Norwegian petroleum industry to ensure sufficient safety, value added and cost effectiveness for the oil and gas industry. There are different references to ISO standards in the NORSOK coating standard. In addition to the NORSOK coating standard, NORSOK M-501 identifies a series of coating requirements, including surface preparation, different coating material specifications and coating application procedures. A technical and professional requirement (TR 042), surface preparation and protective coating, has been developed by Equinor, a major operator company in Norway, and other project specifications may be used.
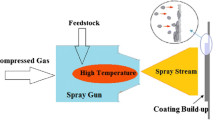
In summary, nine coating systems are defined in the NORSOK standard. However, the focus of this section is to introduce those coating systems that are applicable for piping, valves, actuators, and accessories in the offshore industry. These are coating systems 1, 2 (2A and 2B), 5 (5A), 6 (6A, 6B, 6C) and 7 (7B, 7C). The main coating systems used for industrial valves are 1, 2A, and 6C, which are explained as follows: Coating system 1 contains a coat of zinc-rich primer, and the minimum number of coats is three. Coating system 2A is a thermal spray aluminum. Finally, coating system 6C is a phenolic epoxy.
The initial substrate before surface cleaning and blasting as part of surface preparation is called steelwork. All sharp edges should be rounded and smoothed by grinding to a minimum radius of 2 mm, since coating adhesion is reduced in sharp areas. Gas-cut edges are sharp and should be ground down before applying the primer to improve the coating adhesion. Weld flux or slag, which is a part of the electrode used during welding, provides shielding gas but can increase contamination on the metal surface. All welding spatters which are droplets of molten metallic material that are scattered and splashed during the welding process, should be ground off. Metal surface defects such as lamination should be removed by grinding during the steelwork activity. Rough manual welds should be ground off and removed.
There are potential hazards associated with painting implementation that jeopardize safety, health, and the environment (SHE). In general, there are fewer health hazards associated with water-based compared to oil-based coating. Some of the potential hazards are listed as follows:
-
1.
Rashes and swelling on skin due to contact with the paint;
-
2.
Dizziness from a short period of inhaling, eye irritation, sore throat, cough, fatigue and vomiting;
-
3.
Solvents that are evaporated from the coating can cause headaches and drowsiness. Solvents contain different types of volatile organic compounds (VOCs). VOCs are compounds with high vapor pressure and low water solubility and many of them are human-made. The emission of VOCs, also called fugitive emission, into the environment is undesirable as it causes environmental pollution. The other important consideration about coating solvent is that it is heavier than air and can spread on the floor and catch fire eventually.
-
4.
Coating can cause fire, especially if it is applied in unventilated areas. Coating areas should be free from ignition sources, such as cigarettes, sparks, static electricity and high heat. Solvent-based coating requires particular care with regard to safety issues, as the solvent that evaporates from the coating is flammable. The fire can cause blasts and explosions consequently. The flammability of the paint depends on the flash point. The flash point and flammability of a given coating can be found on the material safety data sheets (MDS).
The location of the paint job has a direct impact on safety considerations. There is a big difference between working outside and working in a closed space, such as a coating room or coating booth. When coating is applied outside in the open air, the fresh and open air is usually sufficient to prevent coating vapor accumulation at a harmful and unhealthy level.
Findings and Discussion
The main finding from the literature review is to initially perform steam or chemical cleaning on substrates containing oil and grease initially to remove those contaminants. It is possible to eliminate water jet cleaning because steam or chemical cleaning had removed the salt from the substrate. The next step of cleaning is required to be performed by blast cleaning. Why should water jet cleaning be deleted from the cleaning process in this case rather than blast cleaning? Blast cleaning is always needed as the last surface preparation step to achieve required surface roughness and cleanliness. The final surface condition should be clean, dry, free from grease and oil, and with the required surface roughness. The other important finding is that steam or chemical cleaning is not required for metal surfaces without oil and grease. If steam or chemical cleaning is eliminated from the cleaning process, water jet cleaning should be performed before blast cleaning if the substrate is contaminated with salt. The third finding is that mechanical cleaning cannot provide surface cleanliness as clean as that achieved by blast cleaning. In general, a mechanical cleaning can remove loose rust, mill scale, and paint [34]. The remaining contaminants, which adhere tightly to the metal surface, cannot be removed by wire brush, sandpaper, or coated abrasive disk [34]. In addition, unlike sandblasting, no surface profile can be achieved by the hand tool cleaning methods mentioned above. Therefore, surface cleaning employing hand tools such as wire brushes and sandpaper is not entirely practical for removing rust and mill scale. The last finding is that mechanical cleaning can be deleted from the surface preparation of industrial valves before coating, owing to its ineffectiveness in removing rust, mill scales, and old paints completely.
The present study's findings indicate that sand or abrasive blasting shall always be used for surface preparation to achieve cleanliness and roughness. The study demonstrates a correlation between the types of contaminants on the substrate and the selected cleaning method. In addition, the results of the case study support the research hypothesis stating that various cleaning methods based on the type of contaminants should be applied to the substrate of industrial valves to be used offshore for oil and gas projects. The findings and result of this study are significant because they help engineers in the industry from multiple departments like piping, mechanical, and material and corrosion to select the best strategy and surface preparation method for eliminating the contaminations on the substrate. This will eventually increase the life of coating systems and prevent their failures. The limitation of this study is that it does not focus on the steelwork and surface roughness that are other essential factors in coating adhesion. In addition, it does not provide any review on existing coating standards like NORSOK M-501 [35], the standard for surface preparation, and ISOs [36,37,38,39]. Therefore, the present author recommends a separate study to address the influential coating performance factors.
Conclusions
Ninety-five percentage of the coating failures result first from poor surface preparation and second from poor application [15]. Notably, 85% of these failures occur within the first and second years of coating life during operation [15]. The presence of even a small amount of surface contamination, such as oil or grease, can damage the coating and prevent its proper adhesion to the substrate. The principal factors that affect clean surface preparation are as follows: removal of rust and mill scale; removal of surface contaminants, including salts, dusts, oils and grease; and finally, the surface profile of the substrate. This study summarizes substrate surface contaminations, cleaning methods and combines these methods to achieve a contaminant-free surface for the substrates. Cleanliness includes the following requirements: no oil and grease should be present on the metal surface [15]. Oil and grease should be removed before removing rusts and mill scale [15]. The presence of even a small amount of oil and grease can reduce coating adhesion and physically damage the coating [15]. Failure to remove the contamination before blast cleaning results in distributing of the oil and grease on the metal surface and contamination of the abrasives [15]. Rust is another surface contaminant that causes corrosion and poor adhesion and resulting in paint bubbling or blistering [15]. Soluble salts on the metal surface should be removed, as they cause corrosion and paint blistering or bubbling [15]. Mill scale, an iron oxide product like rust, is formed in high-temperature conditions, and it is more noble than steel, so it can cause galvanic corrosion if it is not removed from the substrate [15]. In addition, the mill scale can cause poor coating adhesion to the metal surface. Dust is another contaminant that prevents paint adhesion to the substrate [15]. Water jet cleaning can effectively remove water-soluble surface contaminants that cannot be removed by a dry abrasive method [15]. Water jet cleaning can help remove grease and oil, rust, welding spatter, and existing coating and lining from a metal surface. Steam cleaning, emulsion cleaning, alkaline cleaning, and organic solvent cleaning are all methods of chemical cleaning used to remove unwanted grease, oil, dirt, salt, and other contaminants, such as paint, from a material surface. Abrasive blasting also called sandblasting or shot blasting, is a generic term for the high-speed application of abrasive materials against the surface of a metal to smooth a rough surface, roughen a smooth surface, shape a surface, or remove surface contaminants and metal dust for better coating adhesion [15]. Sandblasting can eliminate substances such as rust, paint, oil, etc.
Recommendations
Two topics are recommended for future studies by the present author:
-
1.
Reviewing International and European standards about metal surface preparation before coating implementation
-
2.
A separate research about steelwork and metal surface roughness preparation
Implementation
The required coating system for industrial valves, cleanliness level, and roughness values shall be determined by the coating engineer(s) from the contractor company and/or end user in the coating specification of the project. It is the responsibility of the valve manufacturer/supplier to apply the required substrate requirements in terms of cleanliness and roughness. If a valve sub-supplier (coating subcontractor) is responsible for coating implementation, the valve manufacturer must clearly define the coating requirements for the coating subcontractor.
References
A.A. Olajire, Recent advances on organic coating system technologies for corrosion protection of offshore metallic structures. J. Mol. Liquids. 269, 572–606 (2018). https://doi.org/10.1016/j.molliq.2018.08.053
M.G. Roche, An experience in offshore pipeline coatings. Proceeding paper at corrosion. New Orleans, Louisiana. Paper Number: NACE-04018 (2004)
K. Sotoodeh, Optimized material selection for subsea valves to prevent failure and improve reliability. J. Life Cycle Reliab. Saf. Eng. (2020). https://doi.org/10.1007/s41872-020-00152-x
L.H. Bennett et al., Economic effects of metallic corrosion in the United states: a report to the congress. (The National Bureau of Standards, 1978)
G. Koch, Cost of corrosion, trends in oil and gas corrosion research and technologies (Woodhead publishing, 2017), p. 3–30
K. Sotoodeh, A review and analysis of industrial valve material failures due to corrosion and proposals for prevention measures based on industrial experiences in the offshore sector of the oil and gas industry. J. Fail. Anal. Prev. 21, 261–267 (2021). https://doi.org/10.1007/s11668-020-01064-9
A.W. Momber, P. Plagemann, V. Stenzel, Performance and integrity of protective coating systems for offshore wind power structures after three years under offshore site condition. Renew. Energy. 74, 606–617 (2015). https://doi.org/10.1016/j.renene.2014.08.047
K. Sotoodeh, A review on subsea process and valve technology. Marine Syst. Ocean Technol. 14, 210–219 (2019). https://doi.org/10.1007/s40868-019-00061-4
B.S. Mann et al., Corrosion and erosion performance of HVOF/TiAlN PVD coatings and candidate materials for high pressure gate valve application. Wear. 260(12), 75–82 (2006)
A.L. Ortega, R. Bayon, J.L. Arana, Evaluation of protective coatings for offshore applications: corrosion and tribocorrosion behavior in synthetic sea water. Surf. Coat. Technol. 349, 1083–1097 (2018)
L. Liu et al., An integrated coating inspection system for marine and offshore corrosion, in proceeding paper in 15th International Conference on Control. Singapore. IEEE (2018)
S. Raymond, R. Harpel, Premature failure of an intumescent coating: truth and consequences. J. Prot. Coat. Linings. 37(5), 8–13 (2020)
S.J. Bull, Failure modes in scratch adhesion testing. J. Surf. Coat. Technol. 50(1), 25–32 (1991). https://doi.org/10.1016/0257-8972(91)90188-3
S. Effendy et al., Blistering failure of elastic coatings with applications to corrosion resistance. Soft Matter. 17, 9480–9498 (2021)
K. Sotoodeh, Coating application for piping, valves and actuators in offshore oil and gas industry, 1st edn. (CRC Press, 2022)
K.B. Tator, Coating deterioration. Protective organic coatings. ASM Handbook, 5B (2015)
A. Bahadori, Essentials of coating, painting, and lining for the oil, gas and petrochemical industries. (Gulf Professional Publishing, 2015)
R.C Tucker, Introduction to coating design and processing. Thermal spray technology. ASM Handbook. 5A (2013)
S. Jamali, D.J. Mills, Steel surface preparation prior to painting and its impact on protective performance of organic coating. Prog. Org. Coat. 77(12), 2091–2099 (2014)
NORSOK M-501, Surface preparation and protective coating. Edition 6. Lysaker, Norway (2012)
S. Saini, G. Sahni, B. Singh, A review on hardfacing and wear reduction techniques on industrial valves. J. Res. Eng. 4(8), 23–28 (2016)
W. Ottens et al., Optimization of stiffing box stem sealings in valves by means of surface treatment and coating. Proceeding paper: ASME Pressure Vessel and Piping Conference. Washington DC. USA. Paper No: PVP2010-25043, pp. 191–120 (2011)
International Organization of Standardization (ISO) 8501, Preparation of steel substrates before application of paints and related products Visual assessment of the surface cleanliness Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coating. Geneva. Switzerland (2007)
National Physical Laboratory (NPL), Surface preparation for coating. (NPL management limited, 2020)
A. El-Sherik et al., Guidelines for investigating failures of external FBE coatings on buried pipelines. J. Pipeline Eng. 17, 105–115 (2018)
Y.S. Kim, J.G. Kim, Corrosion behavior of pipeline carbon steel under different iron oxide deposits in the district heating system. Metals. 7(5), 182 (2017). https://doi.org/10.3390/met7050182
J. Ming, J. Shi, Distribution of corrosion products at the steel-concrete interface: Influence of mill scale properties, reinforcing steel type and corrosion inducing method. Const. Build. Mater. 229, 116854 (2019)
R. Warden et al., The steel cleaning method for surface preparation prior to powder coating, in AIP Conference proceeding paper (2018)
J. Tang, Y. Bai, X. Chen, An investigation of inorganic fillers on rheological properties and tensile strength of epoxy repair coating using mixture design method. Constr. Build. Mater. 307, 124866 (2021)
H. Lee, E.H. Song, The effect of additional waterjet cleaning on surface cleanliness and coating performance. J. Protect. Coat. Linings. 36(9), 16–18 (2019)
F. He et al., Research and application of cleaning and coating for condenser. IOP Conference Series: Earth and Environmental Science, Volume 526, 2nd International Conference on Advances in Civil Engineering, Energy Resources and Environment Engineering May 22-24, 2020, Nanning, China (2020)
Y. Leng et al., Improvement of corrosion resistance and electrical conductivity of stainless steel 316L bipolar plate by pickling and passivation. World Electr. Veh. J. 12(3), 101 (2021). https://doi.org/10.3390/wevj12030101
D. Draganovská et al., General regression model for predicting surface topography after abrasive blasting. Metals. 8(11), 938 (2018). https://doi.org/10.3390/met8110938
G. Garbatov et al., Experimental assessment of tensile strength of corroded steel specimens subjected to sandblast and sandpaper cleaning. Marine Struct. 49, 18–30 (2016)
NORSOK M-501, Surface preparation and protective coating, 6th edn. (Lysaker, Norway, 2012)
International Organization of Standardization (ISO) 8504, Preparation of steel substrates before application of paints and related products– Surface preparation methods Part 2: Abrasive blast cleaning. (Switzerland, Geneva, 2019)
International Organization of Standardization (ISO) 8504, Preparation of steel substrates before application of paints and related products– Surface preparation methods Part 3: Hand and power tool cleaning. (Switzerland, Geneva, 2018)
International Organization of Standardization (ISO) 8504, Preparation of steel substrates before application of paints and related products surface preparation methods Part 4: Acid pickling. (Switzerland, Geneva, 2021)
International Organization of Standardization (ISO) 8504, Preparation of steel substrates before application of paints and related products– Surface preparation methods Part 5: Water Jetting (Water Jet Cleaning). (Switzerland, Geneva, 2019)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sotoodeh, K. Coating Failure Prevention for Industrial Valves by Substrate Surface Preparation in Offshore Oil and Gas Industry: A Literature Review. J Fail. Anal. and Preven. 22, 1059–1067 (2022). https://doi.org/10.1007/s11668-022-01394-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-022-01394-w