
Abstract
The bond strength between a thermal spray coating and substrate is critical for many applications and is dependent on good substrate surface preparation and optimized spray parameters. While spray parameters are usually carefully monitored and controlled, most surface preparation is carried out by manual grit blasting, with little or no calibration of blast parameters. Blasting is currently highly dependent on operator skill and often surface finish is only assessed visually, meaning a consistent, reproducible surface profile cannot be guaranteed. This paper presents investigations on the effect of blast parameters (including blast pressure, standoff distance, media feed rate, blast angle, traverse speed, and media size) on surface profile for seven different metallic substrates using a mechanized, robotic blasting system and employing a brown fused alumina blast medium. Substrates were characterized using non-contact focus variation microscopy. Average surface roughness was found to be most affected by blast pressure, media size, and traverse speed, while changes to media feed rate and standoff distance had a limited effect on surface profile. Changes to blast angle resulted in limited change to average roughness, but microscopy examinations suggested a change in the mechanism of material removal.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Thermal spray processes are widely used in industry to deposit a range of coatings to enhance the surface properties of components. Prior to coating, substrates are often grit blasted to roughen the surface and provide a mechanical key with which the coating can form an adhesive bond. The strength of the bond is highly dependent on the cleanliness and roughness of the substrate, and surface preparation is often considered to be a critical step in any thermal spraying operation (Ref 1-4).
Despite the known dependence of coating adhesion on grit-blasted surface finish, there is still much debate surrounding the surface topography required for application of thermal spray coatings to various substrates, and almost all grit blasting is carried out manually (Ref 4-7). Commercial grit blasting systems are not generally calibrated in terms of blast medium feed rate or compressed air flow rate, and the only controlled blast parameters tend to be air supply pressure, standoff distance, and nozzle dimensions. Grit blasting can be highly labor intensive, and assessments of surface finish are often purely visual, not guaranteeing a consistent, optimum surface finish. In contrast, thermal spray coating processes are often mechanized with some degree of process monitoring and control, e.g., via the use of mass flow control.
Many authors have attempted to determine relationships between blast parameters and surface finish, but most studies focused on a limited number of variables, were generally restricted to a single substrate material, and often only reported a single measure of surface finish, e.g., Ra (Ref 5, 8-10). This paper presents results concerning a range of metallic substrates, blasted with systematic variations in blast parameters (grit size, blast pressure, standoff distance, grit mass feed rate, angle and traverse speed), with accurate control of geometry using a mechanized, robot-mounted blast nozzle. Detailed surface characterization was performed by non-contact focus variation microscopy.
Experimental Methods
Blasting Equipment
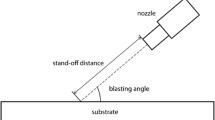
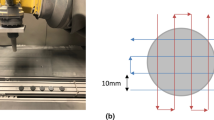
A Hodge-Clemco 2040NCSGVR pressure-type blasting pot was equipped with a 222-mm-long boron carbide lined, converging-diverging nozzle with a 12.5-mm-diameter bore (CSD8XB, Hodge Clemco Ltd UK), which was mounted on an OTC MV20 6-axis robot arm (OTC Daihen Inc, USA) with AX21 controller within a bespoke blasting cell (Fig. 1a). Samples were mounted such that the blast nozzle performed a raster pattern with a scanning increment of 20 mm, starting and finishing well above and below the samples, respectively (Fig. 1b).

(a) Image of the robotic grit blast cell and (b) diagram outlining blasting variables investigated
Substrate Samples and Blast Media
Seven metallic substrates (a CoCr alloy (ASTM F75), Ti-6Al-4V, nickel Alloy 718, 304-grade stainless steel, EN 10025 S355 steel, 6055-T4 Al, and copper) were selected to provide wide ranging mechanical properties. Hardness was measured on all samples using a Struers Duramin-A300 automatic hardness machine (5 kg load, 10 s dwell) from a minimum of 10 measurements, and results are summarized in Table 1. Four sizes (F100, F80, F60, and F36) of angular brown fused alumina (Al2O3) (Guyson International Ltd, UK) were selected for use as blast media (Table 2). To eliminate effects of grit breakdown, all blasting was performed with fresh grit. Grit mass flow was altered using an abrasive metering valve.
Blasting Trials
Blasting variables were systematically varied from a benchmark set of initial parameters (Table 3). Unless explicitly stated otherwise, all trials referred to in the present study used these parameters.
Trials were undertaken to investigate the combined effect of pressure and standoff distance by blasting at five pressures (138, 241, 345, 448, 552 kPa) for five different standoff distances (100, 150, 200, 250, 300 mm) to produce a total of 25 coupons of each substrate composition.
Trials were also undertaken to investigate the combined effect of pressure and grit size by blasting at five pressures (138, 241, 345, 448, 552 kPa) for four different grit sizes (F100, F80, F60, F36) to produce a total of 20 coupons of each substrate composition.
Trials were undertaken at a single standoff distance (200 mm) and pressure (345 kPa) to investigate the effect of altering grit mass feed rate (500, 650, 800, 950, 1100 g/min), robot traverse speed (50, 100, 150, 200, 250, 350 mm/s), and blasting angle (90°, 75°, 60°, 45°, 30°).
Surface Roughness Characterization
The surface topography of all blasted samples was characterized by non-contact focus variation microscopy using an Alicona InfiniteFocus SL. Sa (area average height) and Ssk (area skewness—a measure of the symmetry of the peaks about the average surface) values are reported, which are defined as
where A is the measured area, x and y are the measurement directions, and Z is the height at the measured points (Ref 12).
Microscopy and Embedded Grit Analysis
Scanning electron microscopy was performed using a Zeiss 1455EP SEM operating at an accelerating voltage of 25 kV. Images of surface topography were taken using secondary electron imaging. The area fraction of embedded grit was estimated by thresholding of at least ten backscattered SEM micrographs in a method based on ASTM E2109-01 (2007) and BS 7590:1992. The property used to differentiate embedded grit from its surroundings was its apparent contrast under backscattered scanning electron microscopy.
Due to the large number of samples generated, only a subset of EN10025 S355 steel and Ti-6Al-4V samples was analyzed in detail for embedded grit. Trends were investigated by examining samples blasted using conditions outlined in Table 3 and varying
-
Standoff distance (100, 150, 200, 250, 300 mm) for Ti-6Al-4V and (100, 200, 300, 400, 500 mm) for EN10025 S355 steel.
-
Blast pressure (138, 241, 345, 448, 552 kPa).
-
Grit size (F100, F80, F60, F100).
Experimental Results
Pressure and Standoff
As blast pressure was increased, the measured surface roughness (Sa) rose for each of the seven metallic substrates investigated (Fig. 2a, shown for a single standoff distance of 200 mm), with a maximum increase in average roughness of ~5 μm as pressure was increased from 138 to 552 kPa. Increased blast pressure also resulted in higher levels of embedded grit, with estimated area fractions of embedded grit rising from 1 to 13 and 5 to 48% as blast pressure was increased from 138 to 552 kPa for EN10025 S355 steel and Ti-6Al-4V, respectively (Fig. 2b).

(a) Plot of surface roughness (Sa) against blast pressure (with all other blast parameters as given in Table 3) showing strong positive correlation; and (b) plot of estimated area fraction of embedded grit as a function of blast pressure for Ti-6Al-4V and EN10025 S355 steel substrates at all pressures investigated and copper, stainless steel, Ni alloy 718, and ASTM F75 at pressures of 241 and 553 kPa
Average roughness obtained using the benchmark blast conditions (Table 3) showed some correlation with hardness of substrate materials (Fig. 3a).The rate of increase of roughness with respect to pressure (Fig. 3b) also appeared to show some correlation with the hardness of the substrate material, with softer materials exhibiting greater changes in roughness as pressure was increased (Fig. 3c).

(a) Plot of average surface roughness (Sa) against substrate material hardness for coupons blasted using parameters given in Table 3 showing negative correlation; (b) example calculation of average slope with respect to roughness for a sample of EN10025 S355 steel blasted at five different pressures and five different standoff distances; and (c) plot of rate of average slope of roughness with respect to blast pressure against material hardness showing a negative correlation with material hardness
At low blasting pressures, most substrates exhibited a negative skewness (Ssk) that increased toward zero as blast pressure was increased. However, Ti-6Al-4V exhibited a positive skewness at lower pressures, which also trended toward zero as blast pressure was increased (Fig. 4).

Plot of skewness as a function of pressure (with all other blast parameters as given in Table 3) showing anomalous behavior for Ti-6Al-4V
Variations in standoff distance between 100 and 300 mm showed less significant trends for any of the metallic substrates or any of the five pressures (138, 241, 345, 448, 552 kPa) studied. To determine the limits at which standoff distance started to have an effect, further EN 10025 S355 steel coupons were blasted at 345 kPa static pressure at standoff distances of 50, 350, 400, 450, 500 mm (Fig. 5a). Increasing blasting distance to these extremes showed a weak negative correlation between standoff and surface roughness. Only modest changes in roughness were observed, with <1 μm change in Sa as the standoff was increased from 50 to 500 mm, compared with changes of ~4 μm when static pressure was increased from 138 to 552 kPa. These trends were mirrored in the estimates of embedded grit, with no significant variation in the estimated area fraction of embedded grit for EN10025 S355 steel or Ti-6Al-4V as standoff distance was altered (Fig. 5b). These results support the findings of Bobzin et al., who found that the roughness (Ra) of carbon steel blasted with F16 alumina abrasive showed little dependence on standoff distance (Ref 13).

Plots of (a) surface roughness (Sa) of EN10025 S355 steel and (b) estimated area fraction of embedded grit of Ti-6Al-4V and EN10025 S355 steel substrates as a function of standoff distance, showing only minor correlations
Pressure and Grit Size
Surface roughness (Sa) of blasted substrates increased as the average size of the blast media was increased (Fig. 6a). For low blasting pressure (241 kPa), Sa increased slowly with increasing grit size, with Sa rising by 5.7 μm (from 4.0 to 9.6 μm) as grit size was altered from 129 μm (F100) to 525 μm (F36) for a copper substrate. At higher blast pressure (552 kPa), Sa increased more rapidly with increasing grit size, with Sa rising by 11.3 μm (from 5.9 to 17.2 μm) for the same change in grit size.

Plots of (a) surface roughness (Sa) of Cu and F75 substrates and (b) skewness (Ssk) of Cu and Ti-6Al-4V substrates as a function of average blast media particle size for five different blast pressures (with all other blast parameters as given in Table 3)
While similar overall trends were observed for all seven metallic samples, the magnitude of the effect scaled with the hardness of the substrates. Softer metals showed larger variations and harder metals exhibited less variation in roughness for a given change in blast parameter (Fig. 6a).
Again, Ti-6Al-4V substrates exhibited significant differences in skewness trends compared with the other substrates investigated. Blasting Ti-6Al-4V with larger diameter particles resulted in large positive skew, which was more pronounced as the pressure was decreased (Fig. 6b).
Estimates of embedded grit showed little dependence on grit size for EN10025 S355 steel, with coupons blasted using F100, F80, F60, and F36 grit, all showing approximately 12% area fraction of embedded grit. However, Ti-6Al-4V substrates showed less embedded grit as grit size increased, with coupons blasted using F100 grit exhibiting an estimated area fraction of 35%, while coupons blasted with F36 only had 21% embedded grit (Fig. 7).

Estimates of area fractions of embedded grit as a function of blast media particle size (with all other blast parameters as given in Table 3) for Ti-6Al-4V and EN10025 S355 steel showing little dependence for steel and a decrease in embedded grit as particle size increases for Ti-6Al-4V
Blast Media Mass Feed Rate
Harder substrates were largely insensitive (Ti-6Al-4V, nickel Alloy 718, stainless steel) or showed small positive correlations (steel, F75) to grit mass flow rate, compared with negative correlations exhibited by the two softer substrate materials (Al, Cu) (Fig. 8).

Plot of surface roughness against grit mass flow rate (with all other blast parameters as given in Table 3) for each of the seven metallic substrates
Robot Traverse Speed
For each of the seven metallic substrates, roughness decreased as the traverse speed of the blast nozzle increased. An increase in traverse speed from 50 to 350 mm/s resulted in an approximate decrease of 1.5 μm for each of the compositions, with the exception of Cu, which resulted in a lower decrease of only ~0.5 μm (Fig. 9).

Plot of surface roughness against robot traverse speed (with all other blast parameters as given in Table 3) showing a decrease in Sa as the traverse speed was increased
Blast Angle
As blast angle was increased from 30° to 90°, surface roughness increased by approximately 1.25 μm for all samples. For the majority of samples, roughness increased more rapidly between 30° and 60°, with lower changes in roughness seen between 60° and 90° (Fig. 10).

Plot of surface roughness against blast angle (with all other parameters as given in Table 3) showing an increase in roughness as the blast angle approached 90°
Discussion
Within the limits of the present investigation, five factors were identified that were considered to have effected a change in the surface finish and topography of the substrate:
-
1.
Particle velocity (determined by blast pressure and standoff distance, Fig. 2 and 5)
- 2.
-
3.
Number of particle impacts (determined by grit mass flow, traverse speed and particle size, Fig. 8 and 9)
-
4.
Angle of impingement (Fig. 10)
-
5.
Substrate material properties (Fig. 3)
Particle Velocity
The major factor that determined the velocity of the blast media particles was the velocity of the air stream at the exit of the blast nozzle. This was largely affected by the air pressure at the end of the blast hose, which was in turn related to the static chamber pressure of the system. Fast moving particles carry more kinetic energy and are thus capable of greater modifications to the substrate surface.
Standoff distance is also expected to have an effect on particle velocity, as aerodynamic drag forces slow the particles. As the standoff distance was increased, drag forces slowed the particles and resulted in a small drop in surface roughness (Fig. 5a). However, this effect was less significant than changes to blast pressure (Fig. 2a), and substantial increases in standoff had to be made for an appreciable difference in roughness to be observed.
Similar trends were also observed for the levels of embedded grit in the two substrates investigated. Both EN10025 S355 steel and Ti-6Al-4V showed increasing levels of embedded grit as blast pressure was increased, yet little dependence on the standoff distance used during blasting.
Particle Size
If a particle is to impact the substrate surface, leaving behind a crater, then the maximum depth of crater must be approximately the particle radius to prevent grit embedding in the surface. Therefore, larger particles are inherently more able to create rougher surfaces than finer ones.
Number of Particle Impacts
Prior work in the field has suggested that roughness increases rapidly with blasting time (and therefore number of impacts) before reaching a saturation level, where further blasting does not result in increased roughness and in some cases, even decreases roughness (Ref 8, 10, 14).
The most straightforward effect involving number of impacts was achieved by examining the effect of traverse speed on the roughness. As the traverse speed was increased, the number of impacts decreased, and a corresponding drop in roughness was measured. Limited evidence was observed for any saturation in roughness, with the substrate roughness continuing to rise as the traverse speed was lowered, with the exception of Cu substrates, where there did indeed appear to be a plateauing. However, further decreases in robot traverse speed might have been necessary to observe any ‘over-blasting’ effects, where substrate roughness plateaus and drops.
Changing the grit mass flow rate also altered the total number of impacts each substrate received. Results showed less obvious trends, with steel and F75 substrates exhibiting higher roughness values as grit mass flow was increased, while Al and Cu showed the reverse (Fig. 8). The complex behavior observed was attributed to the competing effects of
-
an increasing number of impacts resulting in increased roughness,
-
over-blasting, where blasted peaks are flattened as the number of impacts increases (Ref 10),
-
an increase in particle-particle interactions as more rebounding particles collide with the incident jet (Ref 15).
Grit size also altered the number of impacts each substrate received. The mass flow rate was set at 800 g/min for each size of grit used. The number of impacts per seconds can be approximated by
where \(\dot{n}\) is the number of impacts per second, r the average particle radius, \(\rho\) the particle densityand \(\dot{m}\) the mass flow rate.
Therefore, for a given mass flow rate, as particle size increases, the number of impacts per second dramatically decreases. However, it should be noted that while the number of impacts decreases, the size of each individual impact will increase due to the larger particle size.
Angle
Changes to blast angle resulted in minor changes to average surface roughness, with no significant changes observed at blast angles between 60° and 90°. However, at low angles, impacting abrasive particles grazed the surface of the substrate and removed material via a ‘micro-cutting’ action (Ref 14, 16). Sharp, angular edges of abrasive media cut into the substrate and leaving behind characteristic tracks, with material folded over at the edges (Fig. 11a). These formed shallower surface features when compared with particles that impact the surface orthogonally and form ‘indentation’ features, where the angular particles plastically deform the substrate and leave behind a crater (Fig. 11c).

SEM images of stainless steel blasted at (a) and (b) 30°, showing evidence of ‘micro-cutting’ and embedded grit, respectively, and (c) and (d) 90°, showing evidence of ‘cratering’ and embedded grit
Substrate Material Properties
In general, harder substrates exhibited a lower surface roughness for a given set of blasting parameters. This result agrees with prior studies, which observed a decrease in roughness as the substrate hardness increased (Ref 8, 10, 14). Hardness measures the size of the impression left in the surface of a material when an indenter of know dimensions is loaded for a given length of time. A single grit impact can be considered analogous to the indent made during hardness measurement, and such indents will be related to the roughness of the surface. Therefore, material hardness will strongly affect how the substrate responds to grit blasting.
However, other material properties are also expected to contribute to the substrate response to grit blasting, such as the work hardening rate of the material being blasted. As multiple grit impacts deform the surface of a material with a high work hardening rate, dislocation density rapidly increases and the surface layer increases in hardness. This may lead to subsequent grit impacts forming shallower indents and may be a contributing factor to ‘over-blasting’ effects, where roughness decreases as grit blasting progresses noted in previous studies (Ref 8, 10, 14). Repeated particle impact may also lead to changes in deformation mechanisms, for example, surface fatigue may play a larger role, the substrate may begin to behave in a more brittle manner, or increasing levels of embedded grit affecting the impact behavior of subsequent impacts.
Material properties will also affect how the surface responds to grit impacts and influences the levels of embedded grit. The anomalous skewness data for Ti-6Al-4V surfaces were attributed to one such effect. This material showed a positive skewness distribution, whereas most other surfaces exhibited a negative one (Fig. 4). This effect was attributed to grit embedding in the surface more readily for Ti-6Al-4V substrates and creating large artificial peaks in the height distribution (Fig. 12). Estimates of embedded grit showed that Ti-6Al-4V had a greater area fraction of the blasted surface covered with abrasive particles than EN10025 S355 steel under identical blast conditions, with EN10025 S355 exhibiting ~10% under standard blast conditions (Table 3) and Ti-6Al-4V showing ~30%.

Diagram outlining negative skewness for low pressure blasting and zero skewness for high pressure blasting for a material with low embedding rates, and positive skewness for low pressure blasting and zero skewness for high pressure blasting for a material with high embedding rates
At low pressures, particles weakly embedded in the surface and contributed to the large positive skewness. Higher values of skewness were therefore observed when blasting using larger particles (Fig. 6b). Particle size also affected the area fraction of grit embedded for Ti-6Al-4V substrates, with larger grit particles showing a lower area fraction of embedded grit. This was attributed to the reduced number of particle impacts when using a larger grit (Eq 4). If it is assumed that the probability of a particle embedding is independent of grit size, total area fraction of embedded grit will be a function of number of impacts and the projected area of a single particle. As the number of impacts scales with the inverse cube of the average particle radius, while the projected area of a single embedded particle scales only as the square of the particle radius, the estimated area fraction of embedded grit for Ti-6Al-4V decreases as particle size increases.
However, it should be noted that no effect on levels of embedded grit was observed for changes to grit size using EN10025 S355 steel substrates. EN10025 S355 steel exhibited a lower propensity for grit embedding, and therefore, competing effects, such as grit fracture, may obscure any trends. Larger diameter particles will fracture more readily, and Bobzin et al. compared the roughness of carbon steel blasted with fresh and worn F16 (1.23 mm) and F24 (0.7 5 mm) alumina grit and found larger percentage decreases for larger diameter particles, implying larger grit sizes were breaking down more quickly (Ref 13, 16).
Ti-6Al-4V is an important alloy within the biomedical field, and grit blasting is used for improved osseointegration of implants and as a surface treatment prior to coating. Higher purity (white) or modified (pink) grades of alumina are often used, which exhibit increased toughness and reduce the levels of fractured grit particles which remain embedded in the surface. Due to the critical nature of these components, post grit blasting finishing treatments, such as ultrasonic cleaning, are also used to reduce the levels of embedded surface grit (Ref 17, 18).
Conclusions and Outlook
This study has determined that key parameters that can be used to control the roughness of blasted substrates are
-
blast media particle size
-
blast pressure
-
traverse speed.
Blast angle has a lesser influence on surface roughness. However, as blast angle is lowered, the erosion mechanism changes from an indentation to a micro-cutting mechanism, and the morphology of the resulting substrate changes.
In the present study, grit mass flow rate and standoff distance have been determined to have a minimal effect on the resulting substrate roughness.
Substrate mechanical properties have also been shown to play an important role in any grit blasting operation, with harder substrates generally exhibiting a lower average roughness for a given set of blasting parameters. However, other mechanical properties have also been shown to influence surface profile, with Ti-6Al-4V exhibiting large positive skewness, attributed to a greater tendency for embedding of grit.
Further work in this area is planned, which aims to investigate correlations between surface finish and coating adhesion. This aims to include assessing the interplay between spray process/consumable selection, spray parameters and substrate surface topography and grit contamination.
References
M.H. Staia, E. Ramos, A. Carrasquero, A. Roman, J. Lesage, D. Chicot, and G. Mesmacque, Effect of Substrate Roughness Induced by Grit Blasting Upon Adhesion of WC-17% Co Thermal Sprayed Coatings, Thin Solid Films, 2000, 377, p 657-664
M.F. Bahbou, P. Nylen, and J. Wigren, Effect of Grit Blasting and Spraying Angle on the Adhesion Strength of a Plasma-Sprayed Coating, J. Therm. Spray Technol., 2004, 13(4), p 508-514
D.J. Varacelle, D.P. Guillen, D.M. Deason, W. Rhodaberger, and E. Sampson, Effect of Grit-Blasting on Substrate Roughness and Coating Adhesion, J. Therm. Spray Technol., 2006, 15(3), p 348-355
D. Sen, N.M. Chavan, D.S. Rao, and G. Sundararajan, Influence of Grit Blasting on the Roughness and the Bond Strength of Detonation Sprayed Coating, J. Therm. Spray Technol., 2010, 19(4), p 805-815
J. Day, X. Huang, and N.L. Richards, Examination of a Grit-Blasting Process for Thermal Spraying Using Statistical Methods, J. Therm. Spray Technol., 2005, 14(4), p 471-479
M.F. Bahbou and P. Nylen, Relationship between Surface Topography Parameters and Adhesion Strength for Plasma Spraying, Thermal Spray Connects: Exploring its Surface Potential, ASM International, Materials Park, 2005, pp. 1027-1031
P. Fauchais, J.V.R. Heberlein, and M. Boulos, Thermal Spray Fundamentals: From Powder to Part, Springer, New York, 2014, p 784-785
M. Mellali, A. Grimaud, A.C. Leger, P. Fauchais, and J. Lu, Alumina Grit Blasting Parameters for Surface Preparation in the Plasma Spraying Operation, J. Therm. Spray Technol., 1997, 6(2), p 217-227
S. Seigmann and C.A. Brown, Einfluss der Haftgrundvorbereitung auf die entstehende Topogrphie und Schichthaftung: ein dreidimensionales Fraktalanalsy-Verfahren, GTV-Kolloquium, Luckenbach, 2002, p 1-11
J. Wigren, Grit Blasting as Surface Preparation before Plasma Spraying, Surf. Coat. Technol., 1988, 34(1), p 101-108
FEPA-Standard 42-1:2006, Grains of Fused Aluminium Oxide, Silicon Carbide and Other Abrasive Materials for Bonded Abrasives and for General Industrial Applications, Macrogrits F4 to F220
International Organization for Standardization, 2012: ISO 25178-2:2012 Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms Definitions and Surface Texture Parameters
K. Bobzin, M. Ote, T.F. Linke, and X. Liao, Influence of Process Parameter on Grit Blasting as a Pretreatment Process for Thermal Spraying, ITSC 2015—Proceedings of the International Thermal Spray Conference, (2015) p 506-512
E. Celik, A.S. Demirkiran, and E. Avci, Effect of Grit Blasting of Substrate on the Corrosion Behaviour of Plasma-Sprayed Al2O3 Coatings, Surf. Coat. Technol., 1999, 116-119, p 1061-1064
A. Momber, Blast Cleaning Technology, Springer-Verlag, Berlin, 2008, p 398
K. Pooner Chander, M. Vashista, K. Sabiruddin, S. Paul, and P.P. Bandyopadhyay, Effects of Grit Blasting on Surface Properties of Steel Substrates, Mater. Des., 2009, 30(8), p 2895-2902
K. Shemtov-Yona, D. Rittle, and A. Dorogoy, Mechanical assessment of grit blasting surface treatments of dental implants, J Mech. Behav. Biomed. Mater., 2014, 39, p 375-390
J.R. Davis (ed.), Handbook of Thermal Spray Technology, ASM International, 2004, p 110
Acknowledgments
This work was funded by the Industrial Members of TWI as part of the Core Research Programme. A complete set of data and results from the present study is available exclusively to Industrial Members of TWI and can be found at www.twi-global.co.uk. The authors would like to acknowledge the contributions other members of TWI’s Surface Engineering team have made to the project.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2015 International Thermal Spray Conference, held May 11-14, 2015, in Long Beach, California, USA, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Begg, H., Riley, M. & de Villiers Lovelock, H. Mechanization of the Grit Blasting Process for Thermal Spray Coating Applications: A Parameter Study. J Therm Spray Tech 25, 12–20 (2016). https://doi.org/10.1007/s11666-015-0324-1
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-015-0324-1