
Abstract
In thermal spraying, uncoated substrates usually require roughening. As the most common roughening method, grit blasting increases the surface area and produces undercuts in almost all cases, which facilitate mechanical interlocking and thus promote the bonding between the substrate and coating. The effects of grit blasting parameters, i.e., the particle size, the blasting angle, the stand-off distance, and the pressure, on the resulting surface topography are investigated. Furthermore, the efficiency and wear behavior of the blasting media are analyzed. Influences of three different blasting media, corundum, alumina zirconia, and steel shot, on the surface roughening, are compared. By varying adjusted blasting parameters, different initial conditions (surface topography) are created. Subsequently, the substrate is coated, and the coating bond strength is measured. One of the main results of this publication is that alumina zirconia and steel grit show a longer lifetime than pure alumina as a blasting media. Moreover, it has been shown that the blasting parameters such as grain size, working pressure, and history (wear status) of the abrasive particles have a significant effect on the resulting surface topography. Additionally, systematical analysis in this study shows that the blasting parameters such as stand-off distance and blasting angle have a small influence on the results of the blasting process. Another important conclusion of this study is that the conventional surface parameters that have been analyzed in this study did not turn out to be suitable for describing the relationship between the surface topography of the substrate and resulting bond strength.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
To be coated surfaces that require in almost all cases, an adequate pre-coating treatment is to ensure a successful coating application. Among all the treatment operations, such as cleaning, roughening, and masking, the roughening is possibly most critical to the coating adhesion, as the mechanical interlocking is one of the most important mechanisms for the bonding of thermal spray coatings. As one of the most used roughening methods, abrasive grit blasting is economically more attractive than other roughening methods (Ref 1). The result of the roughening depends on many factors, i.e., the size, density, and composition of the blasting media, as well as its impact velocity, angle of impingement, and the stand-off distance. In order to realize a stable process, it is important to analyze influences of these process parameters on to the adhesion behavior of the coating. Furthermore, the wear behavior of the blasting media under different process configurations is also meaningful to determine an economic and ecological usage of the blasting media.
Usually, 2D roughness parameters (R-parameters), which are defined in the international standard, ISO 4287: 2010-07, are used to describe the roughness of grit-blasted surfaces. The CIRP (College International pour la Recherche en Productique, Paris, France) has carried out a survey involving 284 companies in 18 countries about the usage of these roughness parameters. This survey showed that, among all 2D parameters, Ra is used by most companies (92% of the all companies) for describing the surface roughness (Ref 2). Therefore, it can be concluded that, Ra is a common parameter used to evaluate the roughness of substrate surfaces in thermal spraying industry.
It is meaningful for thermal spraying to find out a correlation between the roughness parameters and the bond strength of the coating, so that the requirement of the surface pretreatment can be well defined, and unnecessary over roughening can be avoided. Although Ra is often used in the practice, there are some researches that show the poor correlation between Ra and bond strength. Bahbou et al. and Bobzin et al. have reported a better correlation between bond strength and the root mean-square profile slope, RΔq (Ref 3, 4). These researches indicate the necessity of further analysis of the relationship between surface topography and the bond strength, in order to find out a proper parameter or a function of parameters that can be used to predict the bond strength. Hence, besides the common parameter Ra further roughness parameters, such as Rz, RΔq, RSm, and Rvk are also considered in this paper to analyze the correlation between surface topography and coating bond strength.
Experimental Set Up
For the Roughening Process
The roughening experiments were carried out using a suction blasting system. A negative pressure is established in the blast nozzle via compressed air, by which abrasives are drawn into the nozzle and accelerated towards to the target surface. As it is mentioned above, the result of grit blasting is determined by a wide range of process parameters. Table 1 show the analyzed process parameters and the variations of these conducted in the context of this study. The ranges for the blasting parameters, e.g., the blasting angle, are taken from the literature (Ref 1). The upper and the lower limits were used to determine an operating range.
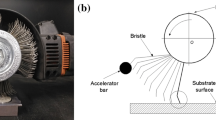
The velocity of abrasive particles is mainly influenced by the air pressure in the suction blasting system. Therefore, air pressure was considered as representative parameter for the particle velocity in the experiments. The grit size distribution was characterized according to the FEPA (Federation of European producers of abrasive products) powder size specification. The grit sizes, F16 and F24, refer to a diameter distribution of the particles of 1000-1400 and 600-850 µm, respectively. As shown in Fig. 1, the blasting angle is the angle between the central line of the nozzle and the substrate surface. Stand-off distance was defined as the distance from the exit of the nozzle to the substrate surface along the nozzle center line (Fig. 1).

Experimental setup of the blasting nozzle and substrate
The substrate samples were steel plate made of the carbon steel 1.0577 with the dimension of 150 × 50 × 8 mm3 (length × width × thickness). At the beginning of a blasting experiment, the nozzle was adjusted and fixed on a holder, so that a defined stand-off distance and a blasting angle are established. The substrate sample was manually guided to undertake a predefined path. The whole surface was grit blasted after one pass of this path. The duration of each pass was kept approximately to 10 s. Nine passes (blasting duration: 1 min 30 s) were executed for each sample.
In order to investigate the effects of different blasting parameters (Table 1) on the roughening and on the aging behavior of the blasting media, several tests with different parameter combinations were performed. The blasting operation as it is described above was carried out with a substrate sample (S1) for 90 s. A dummy steel plate made of the same material was blasted with the same blasting media for other 18 min 30 s, so that the total operating time of the blasting media was 20 min. The aim of this step was to simulate the aging of the blasting media with respect to time. After this step, another sample (S2) was blasted with the worn blasting media using the same experimental setup. The surface topographies of S1 and S2 at defined measuring points were observed by means of confocal laser scanning microscope. The acquired topography images were used to evaluate the roughness parameters according to the evaluation procedure defined in ISO 4288: 1997. Six measurements were carried out on each sample at different positions. This experiment procedure is repeated for each test with different blasting parameters. The evaluations of the roughness of S1 and S2 from tests enable a visualization of the influence of the process parameters on to the roughening and on to wear behavior of the blasting media as well as their interdependence to each other.
Experimental Setup for Coating and Coating Bond Strength Measurements
After identifying the grit-blasted surface topography, the substrate is coated by air plasma spraying (APS). Table 2 gives an overview of the coating parameters. For the experiments, industrial-established components and materials like a one cathode plasma torch (F4MB-XL, Oerlikon Metco AG, Winterthur, Switzerland), 1.0577 (substrate material, S355J2+N), and 1.4404 powder (−106 + 45 µm, AISI316L, GTV Verschleißschutz GmbH, Luckenbach, Germany) were used. A coarser grain size was chosen to keep the influences of the oxide lamellae small. After coating, the bond strength was measured using PAT tester (PATHandy, DFD Instruments, Kristiansand, Norway). Although this method is not standardized yet, it is established industrially because of its easy handling and satisfactory results. A schematic drawing of the PAT tester is shown in Fig. 2. In order to measure the bond strength, a stamp is glued on the coating and cut free circumferentially using a milling tool. Then the stamp is fixed into a fixture, and tensile stress is generated by using a hydraulic pump until an adhesive or cohesive failure mode occurs. In this study, one important point is the occurrence of the fracture at the interface between substrate surface and coating (adhesive failure mode), because a correlation between the coating bond strength and the surface topography is the subject of interest. For that reason, thicker coatings (350-400 µm) were produced in order to generate higher residual stresses in the coating which rather promote an adhesive failure than a cohesive failure mode. Therefore, the bond strength level of the samples investigated in this study is much lower than the typical bond strength of this type of coatings.

Schematic drawing of PAT tester
Results and Discussion
Roughness Parameters
The international standard, ISO 4287: 2010, defines various parameters to fulfill the purpose of describing a surface texture. In this paper, Rz, Ra, RΔq, Rvk, and RSm are chosen in order to describe the surface topography of grit-blasted samples. These parameters are illustrated in Fig. 3 and described in the following section.

Definition of the roughness parameter: (a) Rz, (b) Ra, (c) RΔq, (d) RSm, and (e) Rvk (Ref 5)
A common used average surface roughness Rz is illustrated in Fig. 3(a). This parameter is determined by averaging the distance between the highest peak and lowest valley in each sampling length. Another well-established parameter Ra, which is the arithmetical average of all values of the ordinate within all measuring sections, is illustrated in Fig. 3(b). This parameter gives information about the average amplitude of the roughness profile. It describes the roughness profile in vertical direction but gives no details about the spatial structure. Nevertheless, it still can be used as an indicator of the roughening results. The RΔq parameter is illustrated in Fig. 3(c) and is calculated from the local profile slopes within the predefined measurement segment. It describes the mean slope or the profile angle of a roughness profile. RSm is a so called horizontal parameter, which is the mean width of the profile elements in a measurement segment. Xsi is the width of i-th profile element, as illustrated in Fig. 3(d). The reduced score depth Rvk can be computed from the abbot curve which is illustrated in Fig. 3(e). Rvk is a parameter that describes the material fraction of a surface.
The confocal laser scanning microscopy (CLSM) was used as the measuring method for the roughness analysis. The measurement system is able to obtain high-resolution images of surface topologies with depth selectivity, which allows a three-dimensional reconstruction of topologically complex objects, such as roughened surfaces observed in this paper. The evaluation of the 2D roughness parameters was performed using the images obtained with CLSM.
Effect of Process Parameters and Their Interaction on the Roughness Parameters
In order to investigate effects of process parameters (Table 1) on the roughening process, different combinations of parameters were tested. As the first step, 32 experiments were carried out, in which the pressure and stand-off distance were varied according to the values shown in Table 1, while the blasting media, angle, and main grit size were set to be alumina, 75° and F16, respectively. The aim of this step is to investigate the effect of the air pressure and its interaction with the stand-off distance. The results gathered with S1-samples (blasted with fresh blasting media) are shown in Fig. 4. Both the mean values of Ra and RΔq increase with increasing pressure. This is probably due to the higher speed of blasting particles as a result of the adjusted higher pressure. In case of Ra, the difference resulting due to the pressure increase from 5 to 6 bar is smaller than that resulting due to the pressure increase from 4 to 5 bar. Especially in case of a stand-off distance of 200 mm, this is more evident. This indicates a possible saturation of the roughness increase with the increasing pressure. In contrast to the influence of pressure, the stand-off distance shows in most case only a slight influence on resulted Ra and RΔq. The reduction measured for Ra-values at 4 bar air pressure when the stand-off distance was increased from 150 to 200 mm may be explained with the particle velocities at this parameter combination. It might be the case that, for this parameter combination, the particles do not reach to a certain amount of critical velocity when they are reaching to the near proximity of substrate surface. It can be assumed that a minimum value of particle velocity is needed to induce higher Ra-values as it is the case with other parameter combinations (higher pressures, lower stand-off distances). Further experiments with additional parameter combinations will be conducted to confirm this assumption.

Roughness parameters of S1 from tests with different pressures and stand-off distances: (a) Ra, (b) RΔq, (c) RSm
In case of RSm, the results show a very high standard deviation. This suggests to a strong dependence of the measurement results to the measuring location. As a result of that, the tendency of changes in this roughness parameter with respect to the air pressure and stand-off distance cannot be determined. The same phenomenon was also observed at experiments with other parameter combinations. Hence, in this paper, the results for RSm will not be discussed further.
Two typical surface topographies corresponding to the used grit size distributions F16 and F24 are illustrated in Fig. 5 which shows that rougher surfaces result from a coarser grit size. In order to investigate the influence of grit size distribution on roughness parameters and its interdependence with air pressure, further experiments at air pressures of 5 and 6 bar using alumina with the size F24 were carried out. The blasting angle and stand-off distance were set to 75° and 100 mm, respectively. In Fig. 6, it is evident that the increase of Ra due to the change in grit size distribution is higher than that due to pressure increase. It can be seen, increases of Ra- and RΔq-values due to the pressure increase from 5 to 6 bar are almost identical at both grit size distributions. This indicates a minor or no interdependence between effects of pressure and grit size distribution on these two roughness parameters.

3D surface topography of grit-blasted substrate (top: grit size distribution F16, bottom: grit size distribution F24)

Roughness parameters of S1 from tests with different pressures an main grit size: (a) Ra, (b) RΔq
In Fig. 7, dependency of the roughness parameters to the pressure and blasting angle is illustrated. In order to investigate this dependency, two further tests were conducted by changing blasting angle from 75° to 45° for two different pressures (5 bar and 6 bar). The blasting media alumina with the size distribution of F16 and the stand-off distance of 100 mm were used in these experiments. Here, it can be seen that for Ra-values, the considered blasting parameters show only minor or no interdependency. However, this observation cannot be done for RΔq. It can be seen in Fig. 7(b) that the measured RΔq-values at a high pressure of 6 bar and a low blasting angle of 45° do not follow the trend observed for Ra-values in Fig. 7(a). This might be explained with the interdependency of the blasting parameters with each other. With a decrease in the impact angle, peaks at the surface will be bended strongly causing change in local profile slopes and consequently in the mean RΔq-value. However, it seems that the way how this change occurs, depends on the particle velocities as well. The tendency that RΔq increases with increasing pressure shown already in Fig. 4 and 6 cannot be observed when the blasting angle is reduced (Fig. 8b).

Roughness parameters of S1 from tests with different pressures and blasting angles: (a) Ra, (b) RΔq

Roughness parameters of S1 from tests with different main grit size ranges and blasting angles: (a) Ra, (b) RΔq
Furthermore, the interdependency between the grit size distribution and blasting angle was investigated. The Ra- and RΔq-values of S1-sample gathered from tests with varied grit size distributions (F16 and F24) and blasting angles (45° and 75°) but same air pressure (5 bar) and stand-off distance (100 mm) are compared in Fig. 8. It can be concluded that a rougher surface can be generated by coarser blasting media. This indicates the higher efficiency of the coarse blasting media. Besides alumina, which is a common blasting media for the surface roughening at the pre-treated for thermal spraying, steel shot is also often used because of its economic advantage. According to the manufacturer, the alumina-zirconia grain is produced by fusing alumina and zirconia at extremely high temperatures resulting in an excellent resistance against wear and fracture. In order to compare the roughening effect with these three blasting media, test series using alumina, alumina zirconia, and steel shot with the same main grit size range under same process parameters and blasting time were carried out. No noticeable difference can be observed for Ra-value (Fig. 9a).

Roughness parameters of S1 and S2 from tests with different blasting media: (a) Rz and (b) Ra
Wear Behavior of the Blasting Media Under Different Blasting Parameters
In order to investigate effects of process parameters on the wear behavior of blasting media, the roughness of S2-samples (blasted with aged blasting media) was measured and compared with that of S1-samples (blasted with fresh blasting media). At first, blasting experiments with varied blasting media were conducted for this comparison. Other blasting parameters, i.e., air pressure, stand-off distance, blasting angle, and grit size distribution, were kept constant. The difference in Ra- and Rz-values of S1- and S2-samples was significantly smaller in case of alumina zirconia and steel shot as blasting media. As mentioned before, the alumina zirconia is excellent in wear and fracture resistance, which means that the occurrence of particle break is reduced in case of these blasting media, resulting in longer operating life. In the case of steel shot, particles are likely rather rounded than broken during the impact due to the better ductility of steel than that of alumina. In order to confirm this, the particle sharpness before and after wear will be investigated.
Furthermore, the percentage changes of Ra-values for S1- and S2-samples from tests with varied blasting angles (75° and 45°) and grit size distributions (F16 and F24) were compared. Other blasting parameters (air pressure: 5 bar, stand-off distance: 100 mm) and the used blasting media (alumina) were identical in these experiments. It is evident from Fig. 10 that the wear of coarser blasting media (F16) is more severe than that of finer blasting media (F24) at all blasting angles. Moreover, it can be also concluded that for the considered parameters and blasting media, the wear is more evident at higher blasting angle. This may be caused by the fact that at higher blasting angle, the impact load on particles is bigger than that at smaller angle. As a result of that, particle fracture is promoted at bigger blasting angle resulting in severer wear.

Decrease of Ra by S2 in comparison to S1 at tests with varied blasting angles and grit size distributions
The experiments with varied pressures and grit size distributions were also chosen to investigate the influence of these two parameters on the wear behavior of the blasting media (alumina). Other blasting parameters were also kept constantly in these experiments (blasting angle: 75°, stand-off distance: 100 mm). More severe reductions of the Ra-value can also be observed at coarser blasting media at all pressures (Fig. 11). This could be caused by the fact that more imperfections are present in particles with bigger dimensions in comparison to smaller ones. The imperfections promote the break of coarser blasting media resulting in reduction in operating life (Ref 6, 7).

Decrease of Ra by S2 in comparison to S1 at tests with varied pressures and grit size distributions
First Correlation Between the Coating Bond Strength and the Surface Topography
For the conducted investigations, the coating parameters are kept constant (Table 2). Using these coating parameters, all samples showed adhesive failure at the coating-substrate interface. These results are based on the first coating-substrate combination, 1.4404 on 1.0577, and the correlation between the coating bond strength and the surface topographies Ra, RΔq, RSm, and Rvk. These findings are exemplarily shown in Fig. 12. The standard deviation of the coating bond strength, the best-fit line, and the absolute measure R 2 are drawn in the graph. The high standard deviations of the measured bond strengths can be attributed to the limited reproducibility of the manually conducted blasting process. In the course of the project, an automatized roughening process will be used in order to minimize the deviation of the roughness parameters and to achieve more reliable results. R 2 is a dimension for the linearity of a scatter plot and was computed to show the linear variance for the surface topographies in reference to the coating bond strength. In this illustration, it is shown that Ra, which is often used to describe a substrate topography in thermal spraying, has a very small value of R 2 which means the linear correlation between the coating bond strength of the surface and Ra is poor. RSm has an even smaller R 2 than Ra, which means this value is not suitable for describing a grit-blasted surface with respect to coating bond strength for this coating-substrate combination. A much better correlation can be observed for the surface topography parameters: RΔq and Rvk. Especially Rvk has the highest R 2 in this routine test, which implies that the Rvk value describes the regarded grit-blasted surfaces much better in reference to the coating bond strength, than Ra. Although Rvk shows the best correlation in this first routine test, the R 2 of Rvk is still low, indicating that the results show a trend rather than a satisfactory correlation. One reason why Rvk shows a better correlation than other roughness parameters is probably the fact that it considers more aspects of the surface topography than other roughness parameters. For example, RΔq only describes the slope of a profile, whereas Rvk is calculated from the abbot curve which depends on the peak and valley sizes as well as on the roughness profile (Ref 5).

Correlation between the coating bond strength and (a) Ra, (b) RΔq, (c) Rvk and (d) RSm
A proper correlation between surface parameters and the bond strength might be established using hybrid parameters. These parameters can be created by coupling different standardized parameters mathematically to include different aspects of the roughness profile, e.g., peak and valley size. In the next step, more detailed investigations will be conducted, which means more coating experiments with different surface topographies and other material combinations will be analyzed as well to get a statistical certainty and to develop a general overview.
Conclusions and Outlook
In this paper, the influence of process parameters, i.e., air pressure, stand-off distance, blasting angle, main grit size range, and blasting media, on the surface roughness resulted by grit blasting and the wear behavior of the blasting particles are investigated. The following conclusions can be summarized:
-
RSm depends strongly on the measurement location and is not suitable for evaluation of the roughening result.
-
The particle velocity is affected strongly by the air pressure, which consequently influences the achievable surface roughness. Ra- and Rz-values increase with increasing pressure.
-
Variation of the blasting angle leads to the change of the sharpness of roughness peaks and thus also RΔq.
-
The operating life of finer blasting media is longer than coarser ones, which is caused by the higher fracture strength of the finer particles caused by fewer imperfections in smaller particles.
-
The durability of alumina zirconia and steel shot for grit blasting is superior to that of alumina. The reasons are the higher fracture strength of alumina zirconia and high ductility of steel grit.
-
The preliminary investigations regarding the correlation between the coating bond strength and the surface topography parameters show that Rvk and RΔq describe the surface roughness better than Ra.
In the further studies, the particle size and sharpness will be investigated in order to explain high durability of alumina zirconia and steel shot. The first correlation between different surface topography parameters and the coating bond strength consider just a small part of the R-parameters. In the next experiments, more parameters, e.g., Rk, will be regarded as well. An approach to a solution might be creating a hybrid parameter that means a combination of two or more parameters. Another point is the reckoning of a non-linear correlation between the surface topography and the coating bond strength. In the next step, it is examined if the findings are valid for other material combinations as well. Another very important aspect is the automation of the roughening process to assure the reproducibility of the roughening process. Moreover, further tests will be carried out to confirm the statistical certainty.
References
J. Knapp and D. Lemen, Precoating operations, ASM Handbook, Vol 5A, ASM International, Materials Park, 2013, p 123-129
L. De Chiffre, P. Lonardo, H. Trumpold, D.A. Lucca, G. Goch, C.A. Brown, J. Raja, and H.N. Hansen, Quantitative Characterisation of Surface Texture, CIRP Ann. Manuf. Technol., 2000, 49(2), p 635-642, 644-652; Keynote Paper
F. Bahbou and P. Nylén, Relationship Between Surface Topography Parameters and Adhesion Strength for Plasma Spraying, Proceeding of International Thermal Spray Conference & Exposition, Basel, Switzerland, May 2005, pp. 1027-1031
K. Bobzin, M. Öte, T.F. Linke, C. Schulz, C. Hopmann, and J. Wunderle, Intergration of Electrical Functionality by Transplantation of Cold Sprayed Electrical Conductive Cu Tracks via Injection Moulding, Proceeding of International Thermal Spray Conference & Exposition, Barcelona, Spain, May 2014, pp. 215-220
DIN EN ISO: 4287: 2010-07, Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; German version EN ISO 4287:1998 + AC:2008 + A1:2009, DIN Deutsches Institut für Normung e.V., Beuth Verlag GmbH, Berlin, 2010
A. Momber, Blast Cleaning Technology, Springer, Berlin, 2008, p 8-12
H. Huang, X.H. Zhu, and Q.K. Huang, Weibull Strength Distributions and Fracture Characteristics of Abrasive Materials, Eng. Fract. Mech., 1995, 52, p 15-24
Acknowledgments
This work is based on IGF-project 18.090 N (DVS-Nr.:02.095). The IGF-project of the Research Association on Welding and Allied Processes of the German Welding Society (DVS) have been, on the basis of a resolution of the Lower House of the German Parliament, promoted by the German Ministry of Economic Affairs and Technology via AiF within the framework of the program for the promotion of joint industrial research and development (IGF). The authors would like to thank all parties involved for funding and support.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2015 International Thermal Spray Conference, held May 11–14, 2015, in Long Beach, California, USA, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Bobzin, K., Öte, M., Linke, T.F. et al. Influence of Process Parameter on Grit Blasting as a Pretreatment Process for Thermal Spraying. J Therm Spray Tech 25, 3–11 (2016). https://doi.org/10.1007/s11666-015-0297-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-015-0297-0