
Abstract
High-efficiency gas turbines require high-temperature sealing by use of abradable porous ceramic coatings to increase engine efficiency. In this study, porous Al2O3 coatings were deposited by flame spraying; the coatings were applied in a semi-molten state by controlled melting of the sprayed powder particles. The effects of the degree of melting of the sprayed particles, which depends on spraying conditions, on coating microstructure and porosity were investigated. The degree of melting of the sprayed particles was characterized by use of 3D confocal laser microscopy. The porosity of the coating was estimated by image analysis. The results showed that the degree of melting of alumina particles can be changed from 70 to 30%, and thus coating porosity can be increased from 30% up to over 70%. The standard hardness test yielded no useful data for porous coatings deposited by use of sprayed particles with a degree of melting <60%, and a hardness of 32–75 HR15Y for Al2O3 coatings deposited by use of sprayed particles with a degree of melting >60%. Pin-on-disk abrasion tests, performed at room temperature by use of an Inconel 738 (IN738) nickel-based superalloy pin with a spherical tip 5 mm in diameter, were conducted on the porous alumina coating to evaluate its abrasion behavior. It was found that for coatings of hardness <32 HR15Y and porosity >40% the wear weight loss of the IN738 pin was negligible despite the high rate of wear of the coating. It is evident that flame-sprayed porous alumina coatings of high porosity prepared by this approach have potential for use as abradable coatings for gas turbines operating at high temperatures.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thermal spray coatings have been widely applied in different fields of industry to provide different mechanical parts with wear-resistance, corrosion-resistance, oxidation-resistance, and high temperature resistance. Among these applications, industrial gas turbines (IGT) and aerospace applications account for approximately 60% of the worldwide thermal spray market (Ref 1, 2). Different types of coating have been developed to enhance the performance and reliability of gas turbines; the coatings are applied to different components in a gas turbine, for example the inlet, compressor, combustor, and hot gas turbine sectors (Ref 2). In essence, two types of thermal spray coating, thermal barrier coatings and abradable sealing coatings, are used to increase gas turbine efficiency. Application of thermal barrier coatings enables the turbine inlet gas temperature to be increased; this is also gradually being increased by advances in turbine blade material, thermal barrier coatings, and cooling technology. An increase in the turbine inlet gas temperature consequently results in increased gas turbine efficiency (Ref 3).
Another fundamental concern with gas turbines is gas path sealing. As has been pointed out (Ref 4), blade-tip sealing has been a challenging problem since the development of gas turbines, because the clearance between the blade tip and the surrounding casing (shroud) tends to vary, primarily because of changes of thermal and mechanical loads on the rotating and stationary structures. However, reduction of the physical distance between rotating and stationary parts can substantially increase gas turbine operating efficiency (Ref 2). Mechanical seals, for example those found in piston engines and compressors, are not practical because of thermal expansion and the high centrifugal forces acting on rotating parts. If a porous coating of low mechanical strength is applied, the coating is machined in situ by the rotating blade tips, without any damage to the blades. Thus, very close tolerances result. Such coatings are often referred to as abradable coatings (Ref 5). Because application of thermal spray abradable coatings is one of most effective approaches to reducing clearances, different types of abradable coating material, including polymers, AlSi/polymers, MCrAlY/polymers, NiAl/polymers, metal/graphite, and metal/bentonite have been developed for application to compressor casings and stationary shrouds opposite the rotating blade tips, to reduce clearance with minimum risk of compressor and turbine blade wear during rubbing.
For most metal-based abradable coatings, abradability can be attributed to a low matrix metal content (<50 vol.%; Ref 6–8) with loosely bonded sprayed particles, resulting from high coating porosity as a result of inclusion of pore-formers and secondary constituents, for example graphite, bentonite and polymers, the mechanical behavior of which is similar to that of the pores. Among metal-based abradable coatings, MCrAlY type coatings can operate at temperatures up to 980 °C (Ref 8, 9). With the demand for increasing turbine inlet gas temperature to increase turbine operation efficiency, application of ceramic based abradable coatings to the turbine shroud in hot section is becoming necessary (Ref 2, 10–12). Therefore, different approaches have been used in attempts to produce ceramic coatings of high porosity suitable for use as abradable coatings. One typical approach is to use polymer–ceramic blend powder to deposit porous coatings; this is similar to conventional deposition of metal-based abradable coatings. Nava et al. reported use of 7YSZ-4polymer/hBN spray powder (YSZ is yttria-stabilized zirconia) to obtain plasma-sprayed YSZ coatings with a non-YSZ fraction of 35% (Ref 9). However, with such coatings it was reported (Ref 9) that blade tip abrasion occurred, with possible tip melting as a result of highly localized heat generation during rubbing. These results imply that the porosity of the coating was not sufficiently high to enable the blade tip to abrade the ceramic coating without abrasion of the tip. By use of specially designed YSZ/PE powders containing organic solids, Sporer et al. obtained YSZ coatings of porosity ~44% deposited by use of a low-power plasma (Ref 13), in comparison with <40% porosity for most YSZ coatings deposited by use of other types of composite powder. Scrivani et al. reported that, by use of a so-called refined spray program, YSZ coatings of porosity from 16 to 29% could be deposited by use of YSZ powders without polymer filler (Ref 14, 15). Abradability testing of the porous YSZ coatings showed that porosity substantially affects wear of c-BN tipped blades, and that when coating porosity was increased from 16% to over 21% blade tip wear was substantially reduced, with low blade wear against YSZ of 29% porosity (Ref 11). Therefore, to reduce blade wear to a negligible level, ceramic abradable coatings with higher porosity are required. Although the literature on ceramic abradable coatings is limited (Ref 11, 12, 14–17), it seems that, except for the work reported by Sporer et al. (Ref 13), the porosity of plasma-sprayed ceramic coatings is limited to less than approximately 35%. When those coatings are used as the abradable coating, evident blade-tip wear occurs, even with c-BN-tipped blades. This suggests that the porosity of ceramic coatings should be further increased to make them applicable as abradable coatings.
Recently, a novel method of producing porous materials with adjustable porosity has been proposed (Ref 18). This method, based on the critical bonding temperature concept (Ref 19, 20), has been used to fabricate porous materials from Mo (Ref. 21) and stainless steel (Ref 22, 23). It was found that metal deposits with porosity >50% can be produced by controlling the degree of melting of the sprayed particles. In an investigation reported in our previous paper (Ref 24) it was demonstrated that porous Al2O3 can be deposited by flame spraying. In the work discussed in this paper, the effect of spraying conditions on the degree of melting of the sprayed particles, on coating microstructure, and on abrasive wear behavior were investigated, and the relationships between the degree of melting of the particles, coating porosity, and abrasive wear were examined.
Experimental
Materials
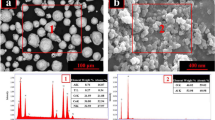
Commercially available fused and crushed Al2O3 powder (Ronghua, Shenyang, China) of irregular shape was used as the starting feedstock powder. Before spraying, the powder was spherulitized by passage through a plasma jet to make it easy to control the degree of melting of sprayed particles with a limited particle-size distribution during spraying. Figure 1 shows the morphology of the spherulitized Al2O3 particles. The powders were then sifted to a size range from 40 to 50 µm for spraying. Sintered alumina of diameter 20 mm and 2 mm thick was used as the substrate for single-particle deposition in this study to investigate the deposition behavior of surface-melted Al2O3 particles on flat dense surface. Stainless steel was used as a substrate for deposition of porous Al2O3 coatings.

Morphology of spherulitized Al2O3 powder
Coating Deposition by Flame Spraying
Flame spraying was adopted in this study to generate partially molten Al2O3 sprayed particles. Al2O3 coatings were deposited by use of a modified flame torch. A detailed description of the flame torch can be found elsewhere (Ref 22). To change the degree of melting of sprayed particles, flames of different combustion intensity and, consequently, different heating ability were generated by changing the flow rate of acetylene (200, 300, or 400 L/h). During spraying, the torch was set to move over the substrate at a traverse speed of 60 mm/s. The spray distance between the torch and the substrate was varied (20, 30, 40, or 60 mm). The pressures of both acetylene and oxygen were fixed at 0.1 and 0.4 MPa, respectively. On the basis of our previous study (Ref 25), bonding between flattened Al2O3 splats can be increased by controlling substrate surface temperature. Thus, when alumina as substrate is kept at a temperature >400 °C before impact of the Al2O3 droplets, the resultant splat is well bonded to the underlying substrate, on the basis of a critical deposition temperature of 300 °C for bonding of alumina droplets during spraying (Ref 19, 20). Therefore, to ensure bonding of sprayed particles after impact on the substrate, in this study the surface temperature of the substrate was maintained at >500 °C during spraying and monitored by use of a pyrometer (RAYRPM 30L3U; Raytek, Santa Cruz, California, USA). For deposition of isolated Al2O3 particles, the torch traverse speed was set at 300 mm/s. Table 1 shows the spraying conditions for single-particle deposition and coating deposition.
Characterization of Coating Microstructure
The cross-sectional microstructure and surface morphology of coatings were characterized by scanning electron microscopy (SEM; MIRA3 LMH; Tescan, Czech Republic). To avoid possible destruction of the pore structure during preparation processes including cutting, grinding, and polishing, the porous coatings were infiltrated with epoxy adhesives before metallographic sample preparation. Image analysis was used to estimate the porosity of the porous coatings; images of cross-sections of the samples were acquired in the back-scattering mode; the same magnification, 500×, was used.
The degree of melting of sprayed particles was examined by use of SEM and 3D confocal laser microscopy (VK-9710K; Keyence, Japan). Figure 2 shows two typical single particles deposited on alumina substrate. Because the molten part of the sprayed particle flows to the impact region on impact and the solid core maintains its spherical shape, the height of the deposited particle is equal to the diameter of the solid core of the sprayed particle (d = 2r) because of the low particle velocity. On the basis of measurement of particle volume by use of a 3D confocal laser, the diameter of starting powder (D = 2R) can be estimated. The degree of melting, defined as the ratio (D − d)/D, can then be obtained.

Typical single particles deposited with different degrees of melting: (a) nearly non-melted particle, (b) semi-molten particle
Characterization of the Mechanical Properties of the Coating
HR15Y hardness was tested as an indication of the mechanical properties of the coating. The diameter of the indentation steel ball was 12.7 mm. The test was performed at a load of 15 kg and with a dwell time of 30 s. The hardness was the average of five tests for each sample. The pin-on-disk test was used to evaluate abrasion behavior, to examine the abradability of the coating in this study. The coatings were deposited on the alumina substrate to a thickness of >1 mm for hardness and wear tests. The pin, made from IN738 nickel based alloy, had a spherical shape 5 mm in diameter. The test was performed at two different loads of 10 and 40 N. After wear testing the surface morphology of both the coating and the IN738 pin was examined by SEM.
Results and Discussion
Effect of Spray Conditions on Degree of Melting of the Sprayed Particles
Figure 3 shows typical results obtained by use of 3D confocal laser microscopy. Figure 3(a) shows an image of two isolated particles and Fig. 3(b) shows the 3D profiles of the particles. The profiles across the top of the two particles as marked in Fig. 3(b) are shown in Fig. 3(c), from which the diameter of the unmelted solid core is measured. On the basis of the 3D profile of a particle, its volume can be measured and, subsequently, the initial diameter of the sprayed particle can be calculated and the degree of melting of individual particles can be obtained. Figure 4 shows the degree of melting of alumina particles obtained under different spray conditions as a function of acetylene flow rate and spray distance. It is clearly apparent that the degree of melting of Al2O3 particles increases with increasing acetylene flow rate and spray distance. Under the spray conditions used in this work it was found that the molten states of Al2O3 particles vary from limited surface-molten to semi-molten. The degree of melting varied in the range 35–80% under these conditions. When the spray distance was 20 mm it was noticed that with increasing acetylene flow rate variation of the degree of melting data increased substantially. This can possibly be attributed to high dependence of the degree of melting on sprayed particle size, because the heating time to the on-set of melting of a spray ceramic particle is substantially affected by particle size (Ref 26, 27). When the Biot number of a sprayed particle is much lower, i.e. usually less than 0.01, the sprayed particle will be heated uniformly (Ref 28). Under such conditions, the time taken to heat a particle to specific temperature, for example the melting point of the sprayed material, without phase change or change of thermophysical properties with particle temperature, is proportional to the square of particle diameter (Ref 29). Thus, the smaller the sprayed particle, the more rapidly it can be heated to the molten state. This clearly indicates the substantial effect of particle size on heating of the sprayed particle, even though these results involving semi-molten particle deposition evidently reveal significant temperature gradients within ceramic sprayed particles during heating. However, numerical simulation of ceramic LSGM sprayed particle heating during plasma spraying clearly reveals that heating time before on-set of melting increases with increasing particle size (Ref 27). Therefore, for short spraying distances, at the early stage of heating smaller particles can be heated to a surface-layer melting state with a higher degree of melting whereas larger particles will remain in the solid state. Accordingly, only a fraction of surface-molten particles of smaller sizes can be deposited, which could account for the increase of the degree of melting of particles at short spray distances.

(a) Top views of two typical particles obtained by 3D confocal laser microscopy, (b) 3D Image of two particles, (c) cross-sectional profiles cross the tops of the particles

Effect of flame spray conditions on the degree of melting of sprayed alumina particles
At higher acetylene flow rates sprayed particles are heated in a more intense flame in less time. As a result, the degree of melting of the sprayed particles varies in a wider range with different particle diameter, as indicated in Fig. 4. As the acetylene flow rate was increased to 400 L/h, the increase of particle velocity might lead to rebounding of larger particles with limited melting. As a result, mainly small particles with a high degree of melting were deposited. This test resulted in unreasonable variation of the degree of melting, i.e. larger than that for a spray distance of 40 mm. Thus, the data were not plotted in Fig. 4.
Effect of Spray Conditions on the Microstructure of Flame-Sprayed Porous Alumina Coatings
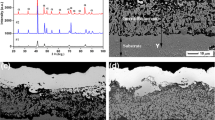
Figure 5 shows the typical effect of spray distance on coating microstructure for flame-sprayed alumina coatings at an acetylene flow of 300 L/h. It is clear that the deposits have a porous structure and that coating porosity decreases with increasing spray distance, as shown in Fig. 6, because the degree of melting increases with increasing spray distance (Fig. 4). For a spray distance of 30 mm, coating porosity was approximately 60%. When the spray distance was increased to 60 mm, the porosity of the coating was reduced to approximately 30%. Figure 7 shows the effect of acetylene flow on the cross sectional microstructure of flame-sprayed coatings. Because the degree of melting of the sprayed particles increased with increasing acetylene flow rate, the coating apparently became denser at higher acetylene flow rate. Thus, the porosity of the coating decreases with increasing acetylene flow rate, as shown in Fig. 8; this is consistent with results reported in the literature (Ref 26).

Effect of spray distance on the microstructure of flame-sprayed porous coatings (acetylene flow rate: 300 L/h)

Effect of spray distance on the porosity of flame sprayed porous alumina coatings

Effect of acetylene flow rate on the microstructure of flame-sprayed porous alumina coatings (spray distance: 60 mm)

Effect of acetylene flow on the porosity of flame sprayed porous alumina coatings
Figure 9 shows the relationship between coating porosity and the degree of melting of sprayed particles. The figure reveals that coating porosity increases almost linearly as a function of the degree of melting of the sprayed particles. During deposition of semi-molten particles at low velocity, the solid core in the semi-molten particle forms the porous skeleton of the porous coating whereas the molten part fills the space between the solid particles in the porous skeleton (Ref 22). When the molten fraction of the sprayed particles increases, more space between the solid skeleton will be filled, leading to reduction of the porosity of the deposit. Measurement yielded a porosity of approximately 70% for the coating deposited at a spray distance of 30 mm and with an acetylene flow rate of 300 L/h (Fig. 5a). This porosity agrees well with that estimated from the relationship shown in Fig. 9. Clearly, coating porosity can be adjusted by controlling the degree of melting of the spray powder particles.

Relationship between the porosity of flame-sprayed alumina coatings and the mean degree of melting of the sprayed particles
Abrasive Wear Behavior of Porous Alumina Coatings
The hardness of flame sprayed alumina coatings is shown in Table 2, with porosity data. Hardness measurement revealed that it is difficult to obtain effective hardness numbers for porous coatings deposited when the degree of melting of the sprayed particles is <60% and thus the porosity is higher than approximately 50%. According to the relationship between hardness and porosity for CoNiCrAlY-BN abradable coatings reported by Irissou et al., when the porosity is increased to approximately 50% a small further increase in porosity leads to an abrupt drop in hardness (Ref 8). For example, as the porosity of CoNiCrAlY-BN abradable coatings increased from 50 to 57%, the HY15Y value decreased from approximately 70 to almost zero. Therefore, this test result is consistent with the relationship reported by Irissou et al. The hardness changes in the range from 32 to 75 HR15Y for abradable Al2O3 coatings deposited by use of sprayed particles with a degree of melting >60%. It is evident that coating hardness increases with increasing coating density, i.e., decreasing coating porosity. However, it should be noticed that the hardness data range tested for porous abradable Al2O3 coatings in this study is, coincidently consistent with that reported for CoNiCrAlY-BN abradable coatings (Ref 8). This may suggest that for abradable porous coatings with porosity >30% the HR15Y hardness number is predominantly determined by porosity, and the effect of materials on the hardness is limited.
Figure 10 shows the wear rate of typical coatings deposited by use of different spray conditions. It was found that the rate of wear of the coatings varied by two orders of magnitude. Compared with a wear rate of approximately 2.5 × 10−3 cm3/(N m) for the coating deposited at an acetylene flow of 400 L/h and a spray distance of 60 mm, the wear rate reached approximately 225 × 10−3 cm3/(N m) for the coating deposited at acetylene flow of 400 L/h and a spray distance of 40 mm. This is in good agreement with coating hardness data, because the hardness of the former coating is 32 HR15Y in comparison with 75 HR15Y for the latter coating.

Effect of spray conditions on the wear rate of flame sprayed coatings at different spray distances and acetylene flow rates
Figure 11 shows the wear track of the coating deposited at an acetylene flow of 400 L/h and a spray distance of 40 mm. It is evident that a deep furrow was ploughed by the pin during the test. Examination showed that primary wear occurred by debonding of sprayed particles during ploughing of the coating by the superalloy pin, because the morphology of the side surface of the wear track (Fig. 11c) was similar to that of the as-sprayed surface (Fig. 12). It was found that at the bottom of the wear track the cavities, which are supposed to appear on the surface, were partially filled with the scars from the pin and fractured Al2O3 particles.

Typical surface morphology of the wear track after wear test at 10 N for the coating deposited at an acetylene flow of 400 L/h and a spray distance of 40 mm: (a) overview, (b) bottom surface, (c) side surface

Typical surface morphology of the as-sprayed coating deposited at an acetylene flow of 400 L/h and a spray distance of 40 mm
Figure 13 shows the wear track of the coating deposited at an acetylene flow of 300 L/h and a spray distance of 60 mm. Compared with the coating of hardness 32 HR15Y shown in Fig. 11, this coating has a hardness of 66 HR15Y. It is clear that the morphology of the wear track is very different. It is clearly apparent that substantial transfer of pin materials to the worn coating surface occurred, which covered the wear track more densely. On the basis of examination of tracks worn in the porous Al2O3 coatings, as mentioned above, it is evident that the pin ploughed into the porous ceramic coating under applied load because of low hardness of the coating. With relative movement of the pin against the coating, wear of the coating occurs by pin ploughing. The rate of wear depends on the depth at that the pin is pressed into the coating, which depends on coating hardness. The harder the coating, the shallower the indent, and, consequently, the less the rate of wear. However, because the pin is brought into contact with the coating within the indent during the test, movement of the alloy pin against porous the Al2O3 causes abrasion of the pin to occur. Table 3 shows wear weight losses of the pin for coatings deposited under different conditions. For the coating deposited at an acetylene flow of 300 L/h and a spray distance of 40 mm, no detectable weight loss was observed. For the coating with a hardness of 32 HR15Y deposited at an acetylene flow of 400 L/h and a spray distance of 40 mm, only very limited weight loss occurred at a test load of 10 N. It is clear that with increasing coating hardness the wear weight loss of the pin increased. Figure 14 shows the appearance of the pins after wear testing. The worn surface morphology of the pins is in good agreement with the wear weight loss of the pin after the test as listed in Table 3. The wear weight loss of the pin changed by a factor of several orders with changing coating hardness. Therefore, on the basis of the relationship between porosity, hardness, and wear behavior, it is clear that with increasing coating porosity the wear rate of the porous alumina coating increased substantially and the wear weight loss of the pin decreased substantially. However, for the coating of hardness <32 HR15Y the wear weight loss of the pin was negligible. The hardness of the coating can be adjusted by adjusting the degree of melting by changing the spray conditions. Therefore, ceramic coatings of porosity >40% have potential for use as abradable coatings.

Typical surface morphology of wear track after wear test at 10 N for the coating deposited at acetylene flow of 300 L/h and a spray distance of 60 mm. (a) overview, (b) bottom surface, (c) side surface

Appearance of typical IN738 pins after wear tests against flame-sprayed porous alumina coatings obtained by use of the conditions corresponding to the test numbers in Table 3: (a) No. 1; (b) No. 2; (c) No. 5; (d) No. 7; (e) No. 9
Conclusions
In this study, flame spraying was used to produce porous abradable Al2O3 ceramic coatings by deposition of ceramic spray powder particles in the semi-molten state. The effects of the degree of melting of the sprayed particles on coating microstructure and properties were investigated by changing the flame power and spray distance. It was found that alumina coatings with porosity from 30% to >70% can be deposited. The porosity of the coating is well defined by the degree of melting of the sprayed particles, which can be controlled by varying the spraying conditions. The results showed that coating hardness increased with decreasing porosity. When the porosity was increased to greater than approximately 50%, reliable hardness testing became difficult. This is consistent with data reported by Irissou et al. (Ref 7) for abradable CoNiCrAlY-BN coatings. By use of the pin-on-disk test it was found that the rate of wear of porous alumina coatings can vary substantially, depending on coating porosity. The rate of wear of the coatings was inversely related to the wear weight loss of the IN738 pin. For coatings of hardness <32 HR15Y and porosity >40% the wear weight loss of the IN738 pin was negligible, despite a high rate of wear of the coatings. Therefore, flame-sprayed alumina coatings of high porosity obtained by use of this approach have potential for use as abradable coatings in gas turbines operating at high temperatures.
References
M. Dorfman, Challenges and Strategies for the Growth of Thermal Spray Markets: The Six-Pilar-Plans, J. Therm. Spray. Technol., 2013, 22, p 559-563
C.U. Hardwicke and Y.C. Lau, Advances in Thermal Spray Coatings for Gas Turbines and Energy Generation: A Review, J. Therm. Spray. Technol., 2013, 22, p 564-576
D.R. Clarke, M. Oechsner, and N.P. Padture, Thermal-Barrier Coatings for More Efficient Gas Turbine Engines, MRS Bull., 2012, 37, p 891-898
S.B. Lattime and B.M. Steinetz, High-Pressure-Turbine Clearance Control Systems: Current Practices and Future Directions, J. Propuls. Power, 2004, 20, p 302-331
J.R. Davis, Handbook of Thermal Spray Technology, ASM International, Materials Park, OH, 2004, p 178
H.I. Faraoun, T. Grosdidier, J.-L. Seichepine, D. Goran, H. Aourag, and C. Coddet, Improvement of Thermally Sprayed Abradable Coatings by Microstructure Control, Surf. Coat. Technol., 2006, 201, p 2303-2312
J. Matejicek, B. Kolman, J. Dubsky, K. Neufuss, N. Hopkins, and J. Zwick, Alternative Methods for Determination of Composition and Porosity in Abradable Materials, Mater. Charact., 2006, 57, p 17-29
E. Irissou, A. Dadouche, and R.S. Lima, Tribological Characterization of Plasma Sprayed CoNoCrAlY-BN Abradabe Coatings, J. Thermal Spray Technol., 2014, 23, p 252-261
Y. Nava, Z. Mutasim, and M. Coe, Ceramic Abradable Coatings for Applications up to 1100 °C, Thermal Spray 2001: New Surfaces for a New Millennium, C.C. Berndt, K.A. Khor, and E.F. Lugscheider, Ed., ASM International, Materials Park, 2001, p 119-126
A. Ang, N. Sanpo, M.L. Sesso, S.Y. Kim, and C.C. Berndt, Thermal Spray Maps: Materials Genomics of Processing Technology, J. Therm. Spray. Technol., 2013, 22, p 1170-1183
U. Bardi, C. Giolli, A. Scrivani, G. Rizzi, F. Borgiolli, K. Partes, T. Seefeld, D. Sporer, and A. Refke, Development and Investigation on New Composite and Ceramic Coatngs as Possible Abradable Seals, J. Therm. Spray. Technol., 2008, 17, p 805-811
S. Ebert, R. Mucke, D. Mack, R. Vasen, D. Stove, T. Wobst, and S. Gebhard, Failure Mechanisms of Magnesia Spinel Abradable Coatings Under Thermal Cyclic Loading, J. Eur. Ceram. Soc., 2013, 33, p 3335-3343
D. Sporer, M. Dorfman, L. Xie, R. Refke, I. Giovannetti, and M. Giannozzi, Processing and Properties of Advanced Abradable Ceramic Coatings, Thermal Spray 2007: Global Coatings Solutions, B.R. Marple, M.M. Hyland, Y.C. Lau, C.-J. Li, R.S. Lima, and G. Montavon, Ed., ASM International, Materials Park, OH, 2007, p 495-500
A. Scrivani, G. Rizzi, and C.C. Berndt, Enhanced Thick Thermal Barrier Coatings That Exhibit Varying Porosity, Mater. Sci. Eng. A, 2008, 476, p 1-7
A. Scrivani, G. Rizzi, U. Bardi, C. Giolli, M. Miranda, S. Ciattini, A. Fossati, and F. Borgioli, Thermal Fatigure Behavior of Thick and Porous Thermal Barrier Coatings Systems, J. Therm. Spray. Technol., 2007, 16, p 816-821
T. Steinke, G. Mauer, R. Vassen, D. Stover, D. Roth-Fagaraseanu, and M. Hancock, Process Design and Monitoring for Plasma Sprayed Abradable Coatings, J. Thermal Spray Technol., 2010, 19, p 756-764
J. Medricky, N. Curry, Z. Para, M. Vilemova, T. Chraska, and J. Johansson, Optimization of High Porosity Thermal Barrier Coatings Generated with a Porosity Former, J. Thermal Spray Technol., 2015, 24, p 622-628
C.-J. Li, G.J. Yang, C.X. Li, A Method to Produce Porous Materials, Chinese Patent, ZL 201210038361.6
C.-J. Li, G.-J. Yang, and C.-X. Li, Development of the Particle Interface Bonding in Thermal Spray Coatings: A Review, J. Thermal Spray Technol., 2013, 22, p 192-206
G.-J. Yang, C.-X. Li, S. Hao, Y.-Z. Xing, E.-J. Yang, and C.-J. Li, Critical Bonding Temperature for the Splat Bonding Formation during Plasma Spraying of Ceramic Materials, Surf. Coat. Technol., 2013, 235, p 841-847
B. Chen, C.-J. Li, G.-J. Yang, J.-T. Yao, H.-B. Huo, and C.-X. Li, Fabrication of Porous Molybdenum by Controlling Spray Particle State, J. Thermal Spray Technol., 2012, 21, p 1032-1104
J.-T. Yao, J.-Q. Ren, H.-B. Huo, G.-J. Yang, C.-X. Li, and C.-J. Li, Characteristics of Porous Metal Alloy Deposition by Flame Spraying of Semi-molten Spray Particles, J. Thermal Spray Technol., 2014, 23, p 991-999
J.-T. Yao, G.-J. Yang, C.-X. Li, and C.-J. Li, Fabrication of Porous Stainless Steel Through Semi-molten Spray Particle Deposition by Flame-Spraying, Mater. Manuf. Process., 2014, 29(10), p 1253-1259
J. Zou, C.-J. Li, H.-B. Huo, B. Chen, C.-X. Li, G.-J. Yang, Formation of Abradable Alumina Ceramic Coatings Through Deposition of Semi-molten Ceramic Particles by Flame Spray, Thermal Spray 2012: Proceedings from the International Thermal Spray Conference and Exposition,May 21-24, 2012, Houston, TX, R.S. Lima, A. Agarwal, M.M. Hyland, Y.-C. Lau, C.-J. Li, A. McDonald, F.-L. Toma, Ed, ASM International, Materials Park, pp. 126-130
S. Hao, C.-J. Li, and G.-J. Yang, Influence of Deposition Temperature on the Microstructures and Properties of Plasma-Sprayed Al2O3 Coatings, J. Thermal Spray Technol., 2011, 20, p 160-169
G.M. Nelson, J.A. Nychka, and A.G. McDonald, Structure, Phases, and Mechanical Response of Ti-Alloy Bioactive Glass Composite Coatings, Mater. Sci. Eng. C, 2014, 36, p 261-276
S.-L. Zhang, C.-J. Li, C.-X. Li, G.-J. Yang, and M. Liu, Deposition mechanism and microstructural evolution of plasma-sprayed superior La0.8Sr0.2Ga0.8Mg0.2O3 electrolyte for intermediate-temperature solid oxide fuel cells, J. Mater. Chem. A, 2015, 3, p 7535-7553
M. Boulos, P. Fauchais, A. Vardelle, and E. Pfender, Fundamentals of Plasma Particle Momentum and Heat Transfer, Plasma Spraying, Theory and Applications, R. Suryanarayanan, Ed., World Scientific Publishing Co, Singapore, 1993, p 3-57
J.M. Houben, Remarks Concerning a Rational Plasma for Thermal Spraying, General Aspect of Thermal Spraying, Proc. 9th Inter. Thermal Spray Conference, The Hague, 19-23 May 1980, Nederlands Instituut voor Lastechniek, Netherland, p 143-154
Acknowledgments
This project was financially supported by the Fund for the Doctoral Program of Higher Education of China (grant no. 20120201130002) and the National Basic Research Program of China (2012CB625100). The authors are grateful for the support from the European Program Marie Curie IPACTS (no. 268696).
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2015 International Thermal Spray Conference, held May 11–14, 2015, in Long Beach, California, USA, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Li, CJ., Zou, J., Huo, HB. et al. Microstructure and Properties of Porous Abradable Alumina Coatings Flame-Sprayed with Semi-molten Particles. J Therm Spray Tech 25, 264–272 (2016). https://doi.org/10.1007/s11666-015-0287-2
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-015-0287-2