
Abstract
In thermal spraying, adherence between the coating and the substrate appears as the fundamental point. To favor a good interaction between both, it is often necessary to clean and prepare the substrate surface. Conventionally, solvents and sand blasting are applied to remove the contaminants and increase the surface roughness for a mechanical anchorage. However, according to the substrate nature (ceramic) or the substrate morphology, it can be prejudicial to apply a mechanical treatment because of peeling of the surface or a decrease in the global properties. Then, to obtain an appropriate preparation, several techniques can be investigated, such as water jet, ice blasting, and heat treatment; as well, laser ablation can be an interesting technology to prepare the substrate surface. The aim of this work was to study the modifications induced by 10 ns single or cumulative pulses of a Q-switched Nd:YAG near-infrared laser and its influence on the interface adhesion. The case of an alumina coating sprayed on a ceramic matrix composite (CMC) was studied. In these conditions, the laser treatment seems favorable from the adherence viewpoint according to the mechanical effect (induced by a conelike structure) and the chemical effect.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Among all the specifications of industrial applications, surface treatment can be adequate to provide the necessary mechanical strength with a protective surface layer with a different structure and/or chemical composition. Specific elements can then be added into the substrate surface to enhance the material environmental resistance (corrosion, wear, high temperature, etc.). However, whatever the specification, coating-to-substrate adhesion is the most important property. Conventionally, surface degreasing (by applying solvents to remove organic contaminants) and grit blasting (by spraying corundum) are carried out in two steps prior to spraying operation to ensure a mechanical anchorage of the molten particles to the substrate. However, according to the substrate nature and particularly considering the sensitivity to grit blasting especially in case of a brittle element (formation of microcracks), it is not suitable to apply such treatment in all cases because of a peeling of the surface or a decrease of the global properties (Ref 1). To bypass such disadvantages, some new treatments are also studied. Processes such as water jet, chemical treatment, and photonic cleaning present interesting potential (Ref 2-6). In recent years, short-pulse lasers have become suitable tools for a lot of cleaning applications because of their ability to deliver a high power per unit area to surface on a workpiece without damaging the bulk properties (power density of about 108 W/cm2 with a short pulse duration of 10 ns) (Ref 7-9). Layers of oxides, carbon, and oils generally constitute a surface and have to be removed before final use. The standard amount of laser energy necessary to remove contaminants is below the threshold value of substrate modifications and damages. However, the heterogeneity of the pollution, overlapping of laser spot in order to treat a large surface, means that laser irradiation concerns both contaminated and clean surfaces. Conversion of absorbed energy via collisional processes into heat is one of the important processes that occur during interaction. Nevertheless, the duration of the entire ablation process does not exceed 10−10 s, which avoids significant heat conduction in the material and then reduces the heat-affected zones. The cleaning effect of the surface is also required without material degradation.
Then, for applications of laser cleaning before coating, basic research on the effects of laser cleaning and on surface state before spraying is needed. The aim of this work was to study the modifications, induced by 10 ns single or cumulative laser impacts of a Q-switched pulsed Nd:YAG laser emitting in the near infrared (λ = 1064 nm). These investigations were carried out on silicon carbide composite, and the adhesion of Al2O3 coating generated by atmospheric plasma spraying after laser surface preparation was investigated. For these experiments, the influence of the number of laser pulses was studied.
Experimental Procedure
Materials
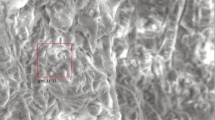
A ceramic matrix composite (CMC) composed of SiC matrix and SiC fibers was chosen as substrate for all the experiments. The reinforcement part is composed of SiC woven fibers presenting a morphology of 14 μm in diameter and 500 in number with a fiber volume fraction of 35%. The ceramic composite is composed of several superposed layers and the matrix penetrated by chemical vapor infiltration (CVI). The material presents an external layer composed of 50 μm thick element of the SiC matrix with a stoichiometric chemical composition. It consists of closing all the open porosities on the surface. Because of the brittleness of the material, SiC composites were treated without any preparation (in their initial state after the elaboration) and present a specific surface appearance (Fig. 1). Square samples 25 mm long and 4.5 mm thick were alumina plasma sprayed coated after a preliminary surface preparation with a pulsed laser treatment.

Microscopic observation of the SiC/SiC composite surface
A Medicoat (Medicoat, Etupes, France) pure alumina powder (Al2O3 Medipure), presenting a particle size in the range of 22-45 μm, was chosen as feedstock material.
Spraying Operations
The plasma sprayed coatings were deposited using a Sulzer-Metco F4 plasma gun, an Ar/H2 gas combination, and an argon carrier gas flow. Some specific parameters were applied to deposit the coatings as mentioned in Table 1.
During spraying operation, specimens were fixed on a sample holder mounted on the flange of the robot and moved in front of the spraying torch. Several passes in front of the system are necessary to reach the proper coating thickness and adjusted according to the spraying system to obtain 250 μm.
To improve the coating adherence to the SiC substrates, specific steps were carried out on the substrate before spraying. As developed for the PROTAL® process, a laser ablation was performed on the surfaces. For this, a Q-switched pulsed Nd:YAG laser operating in the near-infrared wavelength (1064 nm) with a pulse duration of 10 ns and an average power of 80 W (Quantel, Les Ulis, France, Laserblast 2000) was used. The laser beam is delivered through fiber optics to a specific laser head. Then, the laser treatment prior to spraying operation is characterized by a homogeneous rectangular (8 × 4 mm) energy distribution (“top hat”) (Fig. 2). A perfect cleaning step can also be operated on the all surfaces that have to be covered by the molten sprayed particles.

Laser surface preparation system implemented in the PROTAL® process. (a) Rectangular shape with the uniform intensity profile delivers by the laser head and (b) top hat energy profile
After identifying the optimized laser parameter for cleaning the silicon carbide surface before thermal spraying, the influence of cumulative laser impacts was studied. The irradiations consisted in cumulative laser pulses at 10 Hz frequency up to 1 and 250 pulses with an energy density of 2 J/cm2. The influence of these pretreatments was also estimated from a surface morphology viewpoint as well as from the coating adhesion.
Characterization
An analysis was carried out on the material at three levels. The first level concerns the characterization of the SiC surface morphology after laser treatment as well as the interface quality after plasma sprayed alumina. Samples were then investigated by scanning electron microscopy using a JEOL JSM-5800 LV with acceleration voltage of 5 kV.
The second level of analyses concerns the chemical composition of the materials by implementing energy dispersive spectrometry (EDS) and Raman microspectrometry (RMS). The EDS experiments were carried out with a spectrometer IGJ 068-1015 (Princeton Gamma-Tech Inc., Rocky Hill, NJ) linked to the SEM microscope with a working energy of 5 keV. It permits estimation of the different elements that compose the surface. Raman microspectrometry was used to further investigate the structural composition of the surface (precision of 1 μm2). RMS experiments were conducted using a spectrometer Ramanator U1000 (Horiba Jobin Yvon SAS, Villeneuve d’Ascq, France) with a wavelength of 514.5 nm and an effective power of 20 mW.
In the third level, the evaluation of the adherence between the coating and the substrate was investigated. Nevertheless, because of the particular morphology of the substrates (convex structure with nodules due to the fibers), it was not possible to implement the conventional adherence tests (ASTM C 633 adherence test or interfacial indentation test). Moreover, the interfacial adhesion between the ceramic composite and the external layer (composed of pure matrix) is very low. Then, only a qualitative estimation was also developed by SEM observations. Samples were observed just after spraying operations or after a thermal cyclic solicitation. For this, a thermal investigation under atmospheric conditions was carried out implementing a thermal treatment in an oven (Pyrox, Rambouillet, France) at 1100 °C for 30 min. The materials were subjected to 60 cyclic investigations (30 min at 25 °C and 30 min at 1100 °C) with a constant heating and cooling rate equal to 8 °C/min. To estimate the adherence of the coating, microscopic observations have also been realized after the cyclic thermal experiments on the cross section.
After cutting (with a constant speed) and epoxy infiltration (cold impregnation technique under vacuum), samples were polished following standard metallographic techniques (prepolishing and diamond slurry polishing) on an automatic polisher. All the details of the polishing steps were fixed to ensure the repeatability of the results (Table 2).
Results and Discussion
The aim of this work was to investigate the adhesion of an alumina coating on a silicon carbide composite. Thus, first experiments considered the alumina spraying efficiency on a clean (solvent only) composite surface without laser treatment. Macroscopic observations revealed an unsuitable interaction between both materials (substrate and coating) because no coating on the CMC surface was obtained. The surface morphology with a large convex structure (R a = 1-2 μm) and some nodules spread out all over does not permit a sufficient mechanical anchorage between the alumina coating and the CMC substrate as well as specific interaction. Then, a surface activation has to be realized to complete the material affinity without any damage of the surface. The option selected with this study concerns the laser treatments. To avoid all the disadvantages of sand blasting (peeling of the surface), a laser preparation was carried out implementing cumulative laser impacts before plasma spraying. The results of alumina coatings sprayed on CMC surfaces according to the number of laser pulses are presented (Fig. 3).

Macroscopic observations of alumina plasma coatings sprayed on CMC surfaces after a laser treatment with cumulative impacts (laser energy density of 2 J/cm2)
An improvement of the coating morphology, which is more and more uniform when increasing the number of laser impacts, can easily be observed. As observed in Fig. 4, a conelike structure appeared progressively with the number of laser impacts (Ref 10-12). As measured from the SEM cross-section observations, the maximum height of the peaks varies from 2 to 5 μm. The geometric surface state can then be characterized by a roughness bigger than the initial state of the composite, which tends to improve the interfacial adherence. Such tendency can particularly be confirmed by microscopic observations on the cross section of the samples (Fig. 5). When increasing the intensity of the laser treatment, an increase of the substrate surface roughness becomes visible. No fracture can be noticed at the interface treated by 250 laser impacts whereas cracks can be detected after 100 laser pulses. In samples prepared with a fixed procedure (Table 2), such variations can only be linked to the laser treatment efficiency rather than the cutting, grinding, and polishing process.

SEM observations after laser treatment at 2 J/cm2 with several numbers of successive impacts

Cross-section SEM observations of alumina coatings sprayed on CMC surfaces after several cumulative laser impacts (laser energy density of 2 J/cm2)
A correlation between the surface roughness and the coating/substrate interface quality can also be easily detected as demonstrated by several authors (Ref 13-16). As illustrated, a good adhesion of the alumina coating on the SiC substrate can be observed when the substrate surface is rough, whereas cracks can be noticed for a smooth surface (Fig. 6).

SEM observation on the cross section of an alumina coating sprayed on SiC composite surface. Influence of the surface roughness on the interface quality
If the dimensions of the peaks are lower than the characteristics of the particle (in particular the diameter), a mechanical anchorage can be suggested to improve the interface adhesion. The microscopic observations (Fig. 7) have shown some peaks with a micrometric size compared with the sprayed particles (splats) with a diameter of 90 μm (Ref 17). Then, alumina particles can benefit from several peaks to be linked to the substrate surface. Nevertheless, due to the laser treatment, the silicon carbide surface undergoes a change from a chemical aspect viewpoint. By implementing EDS analyses on the initial surface and on the peaks, an evolution of the surface composition elements has been observed after the laser treatment (Fig. 8). According to the Monte-Carlo simulations (CASINO v2.42 software), a volume depth of 0.15 μm was estimated corresponding to the analysis of the extreme surface of the material (and to one peak). The spectra reveal mainly the elements of carbon, silicon, and oxygen. Of course, the quantitative analysis of the light elements is not adapted by such a technology, but a qualitative evaluation is acceptable. Then, after a normalization of the results to the silicon peak of the spectrum, a lower content of carbon at the extreme surface of the peak (and then after the laser treatment) has been noticed. By Raman microspectrometry (RMS) analysis, an evolution of the material structure has also been detected at the surface of the peak (Ref 17). Indeed, the optical system used for the experiments (lateral resolution around 1 μm with an interaction depth of 15 nm) induces analyses of the extreme surface and more precisely of the peak. Then, by decreasing the peak width before and after the treatment, an improvement of the crystalline structure of the material can be observed on the peak surface. More precisely, a perfect crystalline pure silicon structure induced by the laser process can be noticed. Because of the plasma formation, which occurred during the ablation process, the silicon carbide can be dissociated, inducing the generation of carbon dioxide gas (which is dissipated during the process) and silicon (which condensates on the extreme surface of the cones) (Ref 18, 19). Then, an evolution of the surface wettability as well as the interaction mode can be considered. As demonstrated by several authors, interactions between alumina and silicon carbide were detected according to the environmental temperature (promoting new arrangements between main elements) (Ref 20-22) or to the presence of oxide layer (which can easily be imagined with thermal spraying process under atmospheric conditions) (Ref 23). Moreover, the wettability of the silicon carbide surface by the alumina particle seems difficult because of the low surface energy of the substrate (ΔG° = −800 kJ/mol) (Ref 24-26). Nevertheless, as illustrated previously (Fig. 4), whatever the surface modifications induced by the laser irradiation, the chemical aspect is not sufficient to explain the improvement of the interface adhesion. A combination between surface roughness and physicochemical interaction seems necessary to permit the contact between both materials.

SEM observation of alumina splats plasma sprayed on laser treated SiC composite surface (after 250 laser impacts)

EDS spectra of CMC material before and after the laser treatment at 2 J/cm2 and 250 pulses
If these results were as favorable as possible from the coating substrate adherence viewpoint (the interface observations appear favorable), it was not possible to estimate the adherence value. Then, to obtain first a qualitative approach, thermal solicitations by cyclic treatment were investigated on both materials (substrate and coating). Figure 9 illustrates the SEM observations on the sample cross sections after thermal treatment.

SEM observation on the cross sections of alumina coating sprayed on CMC after the cyclic thermal treatment
No influence of temperature can be detected at the interface. No cracks at the interface as well as inside the coating were observed. More precisely, however, a thin intermediate layer between the alumina and the SiC substrate was revealed. Because samples were prepared as usual (with the automatic procedure and where no intermediate layers were observed previously), a real modification induced by the thermal treatment can be supposed. This layer presents a good interaction with both materials (alumina and silicon carbide). EDS analyses carried out in the transverse direction (from the coating to the substrate) confirmed such tendency (Fig. 10).

EDS elementary profile at the interface between alumina coating and silicon carbide substrate after thermal treatment
Conclusion
The aim of this study was to observe the influence of a laser cumulative treatment on the interface quality between a coating and a substrate. The case of an alumina coating plasma sprayed on a ceramic matrix composite (CMC SiC/SiC) was particularly studied. If no coating was realized on a clean rough machined SiC material (by using solvent), the laser cumulative treatment has demonstrated a significant effect on the adhesion process. According to the number of laser impacts, the alumina coating appeared more and more adherent to the substrate. By SEM observations on the substrate surface, formation of micrometric peaks (cones) that tend to progress on the surface by increasing the number of laser impacts could be observed. Then, an improvement of the coating/substrate interaction (adherence) occurs that was observed by SEM analyses on the cross sections. The more the roughness increases by increasing the laser treatment, the more adherence there is. A mechanical anchorage may occur at the alumina/silicon carbide interface to facilitate the material bonding. However, such phenomenon does not correspond to the only factor influencing the adhesion effect. A chemical modification of the substrate surface (decrease of the carbon element at the extreme surface of the peaks) was demonstrated by implementing EDS and RMS analyses. Then, a combination of both factors (morphological and chemical) seems to control the interaction between alumina particles and SiC substrate. An intermediate oxide layer, developed after cyclic thermal treatments, tends to confirm the influence of the chemical interaction on the interface adherence.
References
C. Leinenbach and D. Eifler, Fatigue and Cyclic Deformation Behaviour of Surface-Modified Titanium Alloys in Simulated Physiological Media, Biomaterials, 2006, 27(8), p 1200-1208
A.A. Syed, A. Denoirjean, B. Hannoyer, P. Fauchais, P. Denoirjean, A.A. Khan, and J.C. Labbe, Influence of Substrate Surface Conditions on the Plasma Sprayed Ceramic and Metallic Particles Flattening, J. Surf. Coat. Technol., 2005, 200, p 2317-2331
Y. Danlos, S. Costil, H. Li, H. Liao, and C. Coddet, Combining Effect of Ablation Laser and Laser Preheating on Metallic Substrates Before Thermal Spraying, J. Surf. Coat. Technol., 2008, 202, p 4531-4537
H. Li, S. Costil, V. Barnier, R. Oltra, H. Liao, and C. Coddet, Surface Preparation by Laser Cleaning in Thermal Spray—An Introduction to the PROTAL® Process, J. Laser Appl., 2008, 20(1), p 12-21
M.K. Kulekci, Processes and Apparatus Developments in Industrial Waterjet Applications, Int. J. Mach. Tools Manuf., 2002, 42(12), p 1297-1306
T.A. Taylor, Surface Roughening of Metallic Substrates by High Pressure Pure Water Jet, J. Surf. Coat. Technol., 1995, 76-77(part 1), p 95-100
W.M. Steen, Laser Material Processing, 3rd ed., Springer, London, UK, 2003
J.P. Boquillon, P. Bresson, and H. Berger, Procédé de nettoyage de surface par laser impulsionnel, French Patent No. 8,900,496, U.S. Patent No. 5,151,134, European Patent No. 904,001,229, January 17, 1989
P. Delaporte, M. Gastaud, W. Marine, M. Sentis, O. Uteza, P. Thouvenot, J.L. Alcaraz, J.M. Le Samedy, and D. Blin, Dry Excimer Laser Cleaning Applied to Nuclear Decontamination, Appl. Surf. Sci., 2003, 208-209(1), p 298-305
R. Singh and J. Fitz-Gerald, Surface Composites: A New Class of Engineered Materials, J. Mater. Res., 1997, 12(3), p 769-773
R. Singh and J. Fitz-Gerald, Laser Induced Formation of Micro-Rough Structures, Nucl. Instrum. Methods Phys. Res. B, 1997, 121(1-4), p 363-366
H.K. Tönshoff and H. Kappel, Surface Modification of Ceramics by Laser Machining, CIRP Ann. Manuf. Technol., 1998, 47(1), p 471-474
S. Amada and T. Hirose, Influence of Grit Blasting on the Adhesion of Plasma Sprayed Coatings: Fractal Analysis of Roughness, J. Surf. Coat. Technol., 1998, 102, p 132-137
B.J. Griffith, D.T. Gawne, and G. Dong, The Role of Grit Blasting in the Production of High-Adhesion Plasma Sprayed Alumina Coatings, Proc. Inst. Mech. Eng. B: J. Eng. Manuf., 1997, 211(B1), p 1-9
T. Maruyama and T. Kobayashi, Influence of Substrate Surface Roughness on Adhesive Property of Sprayed Coating, Proceedings of the International Thermal Spray Conference (ITSC 2004), May 10-12, 2004 (Osaka, Japan), ASM International, Materials Park, OH, 2004
V. Oliveira, O. Conde, and R. Vilar, UV Laser Micromachining of Ceramic Materials: Formation of Columnar Topographies, Adv. Eng. Mater., 2001, 3(1-2), p 75-81
S. Costil, S. Lukat, C. Langlade, and C. Coddet, Surface Modification of Ceramic Matrix Composites Induced by Laser Treatment, Appl. Surf. Sci. J., 2008, 255, p 2425-2432
M. Vlasova, P.A. Marquez Aguilar, M. Kakazey, M.C. Resendiz-Gonzalez, A. Bykov, A. Ragulya, and T. Tomila, Modification of a SiC-Cr5Si3 Ceramic Surface by Laser Irradiation, Ceram. Inter., 2007, 33(3), p 433-437
M. Vlasova, P.A. Marquez Aguilar, M.C. Resendiz-Gonzalez, M. Kakazey, A. Bykov, and I. Gonzalez Morales, Influence of IR-Laser Irradiation on α-SiC-Chromium Silicides Ceramics, Mater. Sci. Eng. A, 2005, 404(1-2), p 64-70
A. Gadalla, M. Elmashry, and P. Kongkachuichay, High Temperature Reactions Within SiC-Al2O3 Composites, J. Mater. Res., 1992, 7(9), p 2585-2592
A.K. Misra, Thermomechanical Analysis of the Silicon Carbide-Alumina Reaction with Reference to Liquid-Phase Sintering of Silicon Carbide, J. Am. Ceram. Soc., 1991, 74(2), p 345-351
J. Ihle, M. Herrmann, and J. Adler, Phase Formation in Porous Liquid Phase Sintered Silicon Carbide: Part I. Interaction between Alumina and SiC, J. Eur. Ceram. Soc., 2005, 7(25), p 987-995
X.F. Zhang and L.C. De Jonghe, Aluminium Containing Intergranular Phases in Hot-Presses Silicon Carbide, J. Mater. Res., 2004, 19(8), p 2510-2516
P. Fauchais, M. Fukumoto, A. Vardelle, and M. Vardelle, Knowledge Concerning Splat Formation: A Review, J. Therm. Spray Technol., 2004, 13(3), p 337-360
K. Negita, Effective Sintering Aids for Silicon Carbide Ceramics: Reactivities of Silicon Carbide with Various Additives, J. Am. Ceram. Soc., 1986, 69(12), p C308-C310
J.A. Champion, B.J. Keene, and S. Allen, Wetting of Refractory Materials by Molten Metallides, J. Mater. Sci., 1973, 8, p 423-426
Acknowledgments
The present work has been funded by a French company. The authors would like to thank the company for its financial support.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2010 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Thermal Spray: Global Solutions for Future Applications, Proceedings of the 2010 International Thermal Spray Conference (Singapore), May 3-5, 2010, B.R. Marple, A. Agarwal, M.M. Hyland, Y.-C. Lau, C.-J. Li, R.S. Lima, and G. Montavon, Ed., ASM International, Materials Park, OH, 2011.
Rights and permissions
About this article
Cite this article
Costil, S., Lukat, S., Verdy, C. et al. Influence of the Surface State on the Adherence of the Coating: Case of an Alumina Coating Plasma Sprayed on SiC Composites. J Therm Spray Tech 20, 68–75 (2011). https://doi.org/10.1007/s11666-010-9553-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-010-9553-5