
Abstract
The very low-pressure plasma Spray (VLPPS) process has been developed with the aim of depositing uniform and thin coatings with coverage of a large area by plasma spraying. At typical pressures of 100-200 Pa, the characteristics of the plasma jet change compared to conventional low-pressure plasma-spraying processes (LPPS) operating at 5-20 kPa. The combination of plasma spraying at low pressures with enhanced electrical input power has led to the development of the LPPS-TF process (TF = thin film). At appropriate parameters, it is possible to evaporate the powder feedstock material providing advanced microstructures of the deposits. This technique offers new possibilities for the manufacturing of thermal barrier coatings (TBCs). Besides the material composition, the microstructure is an important key to reduce thermal conductivity and to increase strain tolerance. In this regard, columnar microstructures deposited from the vapor phase show considerable advantages. Therefore, physical vapor deposition by electron beam evaporation (EB-PVD) is applied to achieve such columnar-structured TBCs. However, the deposition rate is low, and the line-of-sight nature of the process involves specific restrictions. In this article, the deposition of TBCs by the LPPS-TF process is shown. How the evaporation of the feedstock powder could be improved and to what extent the deposition rates could be increased were investigated.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Thermal barrier coating (TBC) systems for gas turbines are usually composed of three parts. The substrate, mostly a high temperature-resistant nickel-based alloy, is coated with a metallic bond coat (BC), on which a ceramic top layer is deposited. The BC is carried out to accomplish a better bonding with the top layer and furthermore to prevent the substrate from oxidation. The ceramic layer (the actual TBC) reduces the thermal load of the substrate and is frequently made from yttria-stabilized zirconia (YSZ).
The bond coat, consisting of a metallic alloy like MCrAlY (M = Ni, Co), can easily be manufactured by LPPS (Ref 1) (Low-Pressure Plasma Spraying, also known as VPS—Vacuum Plasma Spraying) or frequently by HVOF (High Velocity Oxy-Fuel) (Ref 2), recently being employed because of lower production costs. The TBCs can be deposited by APS (Atmospheric Plasma Spraying) or by EB-PVD (Electron Beam Physical Vapor Deposition), which results in very different microstructures of the coatings. An APS coating is built up of solidified droplets, whereas in EB-PVD, the material condensates from the vapor phase and produces feather-like columnar structures. Both processes have their advantages. On the one hand APS TBCs have lower manufacturing costs and a lower thermal conductivity, on the other hand EB-PVD TBCs have a higher strain tolerance.
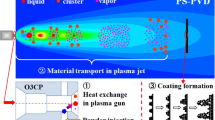
The new process of LPPS-TF enables vaporization of the injected spraying powder to a great extent and generation of EB-PVD-like structures. This feature combines the low costs of a plasma spray process with the strain tolerance of columnar structures (Ref 3). Because of the lowered pressure in the spraying chamber, the atomic collision rate is decreased and the plasma jet becomes faster and larger (Ref 4). The dimension of a LPPS-TF plasma stream is up to 2 m in length and 0.3 m in diameter. Thereby, the plasma jet footprint covers the sample and allows coating of areas which are not in the line of sight of the plasma torch. This allows formation of unique microstructures and enables coating of complex substrate geometries, e.g., turbine blades.
Experimental
All coatings were carried out on a Sulzer Metco LPPS-TF Multicoat System, which in our case is an upgraded LPPS System, Fig. 1. To achieve the low working pressure of 100 Pa and a power input of 150 kW, a reconstruction of the vacuum pump system and the power supply was necessary. To make use of the increased power level, the O3CP gun was employed.

New LPPS-TF facility at the Forschungszentrum Jülich
The sprayed powder for the BC was a spherical NiCoCrAlY powder from Praxair GmbH, Germany with d 10, d 50, and d 90 of 11, 30, and 62 μm, respectively. The particle sizes were measured by laser diffraction. The applied powder for the TBC was an agglomerated zirconia powder from Sulzer Metco, Switzerland with 7% by weight of yttria and d 10, d 50, and d 90 of 2, 8, and 19 μm, respectively. The MCrAlY-coated substrates were preheated immediately before coating by the plasma jet up to temperatures above 900 °C.
Results and Discussion
Spraying Parameters
Initially, some gas mixtures, power inputs, and spraying distances were tested. The authors found that the secondary plasma gases like hydrogen and helium (argon is always primary gas) have very big influence on the melting and vaporizing behavior of the YSZ particles. While layers with mainly splat structures were achieved with an Ar-H2 mixture, more PVD-like structures were obtained with an Ar-He gas mixture. As both plasma gas mixtures are applied at the same electrical input power, the plasma temperature is lower in the Ar-H2 case because a considerable part of the energy is needed to dissociate the molecular hydrogen and to ionize it partly. In contrast, helium is only hardly ionized, thus just a small part of the energy is consumed for this. Furthermore, helium exhibits a higher viscosity than hydrogen so that the plume is more constricted compared to Ar-H2, and the enthalpy density is larger in the Ar-He jet. By adjusting the gas mixtures, it is possible to spray dense splat-structured layers (helium leakage of a 50-μm layer is less than 10−3 mbar·l/s·cm2), mixed structures with splats and condensed material, Fig. 2, and solely vapor-deposited coatings.

Magnified detail of a cross section; YSZ layer with mixed structures; splats are dense and vapor deposition is porous; spraying distance 1 m
The power input is not the crucial factor for the extent of evaporation of the powder. As mentioned above, the plasma gas composition is rather more important. Applying different mixtures, molten particles and predominantly vaporized particles were, respectively, found at 140-kW and at 110-kW power input. The spraying distance controls the amount of molten particles in the coating layer and the heat load of the substrate.
Columnar Structures
The authors found that, at the beginning of the growth of a columnar-structured layer, there are several nuclei, which make the interface look very dense. With further vapor deposition, some crystal orientations grow faster than others, and so specific crystal orientations are selected, which grow further to columns. The slower growing crystals stop when they are close to another crystal and the gaps remaining between them create the porosity.
A bit of a surprise was the fact that, with an effective vaporizing spraying parameter, the powder already got vaporized completely at very short spraying distances, Fig. 3. Therefore, in this case, the spraying distance depends only on the heat resistance of the used substrate. These tests were also made for spraying distances of 0.55, 0.8, 1.0, and 1.2 m. There was complete vapor deposition over the whole distance. It is also obvious, from Fig. 4, that a high deposition rate was also observed at the side of the sample.

Fracture surface of a vapor-deposited YSZ layer on a graphite substrate; short spraying distance, 0.3 m; spraying time, 1 min

The cross section of a vapor-deposited YSZ layer on a graphite substrate; spraying distance 1 m; spraying time 2 min
The thickness at the side is nearly as large as on the top side, and at the edges it is even thicker. This shows the character of the “non-line of sight” coating. It was also noticed that the columns do not really grow perpendicular at the substrate side; but they grow shifted by an angle of 10-20° toward the plasma source. There is also a columnar layer on the back side of the substrate with a thickness of a quarter of the top layer. However, this depends on the size of the sample (here a 20 × 20 × 20 mm3 substrate was used). The bigger the sample, the thinner the backside layer. The opposite edge (not shown) looked similar.
Figure 5 shows the columns of a YSZ layer on a 50 × 50 × 1 mm3 tungsten substrate. The columns are continuous from the substrate surface to the layer top, are thin, and exhibit relatively wide cleaving between each other. The specific surface area of such a coating is about 10 m2/g, measured via BET. The feathery-structured needles of such a column are shown in Fig. 6. These needles are some micrometers long and less than 100 nm thick.

The cross section of a vapor-deposited YSZ layer on a tungsten substrate; spraying distance 1 m; spraying time 1 min

Magnified detail of a cross section of a vapor-deposited YSZ layer with feather-like structures. The thermal conductivity of a LPPS-TF-made YSZ coating is with about 0.8 W/mK between an APS-made one and an EB-PVD-made one (Ref 5)
TBC Systems
The first cycling test samples were sprayed on an Inconel 738 steel substrate (30 mm in diameter and 3 mm thick) with a standard LPPS-sprayed MCrAlY BC layer commonly used for APS TBCs. The YSZ was deposited with a mixed structure of splats and vapor deposition, as shown in Fig. 2. The intention was to combine the mechanical stability of a splat structure with the strain tolerance of a columnar structure. Different fractions of splats and vapor-deposited structures showed unsatisfactory results in the cycling tests. The vapor-deposited zones could not resist the thermal stress in the coating. They act like predetermined breaking points between the splats. Finally, it seems that mixed structures are not preferable for TBCs.
Next, we focused on pure vapor-deposited layers. Parameters with a much higher amount of helium and less hydrogen yielded acceptable amounts of powder vaporization. The standard substrate, as mentioned above, was initially used. To avoid overheating of the substrate, the samples were rotated, so that the surface was coated half the time in line of sight of the plasma source and half the time out of line of sight. The geometry of the sample holder showed a big influence on the coating structure. A sample holder with a small cross section is preferable, so that the plasma stream can cover the sample and is hardly deflected. A micrograph of such a TBC system is given in Fig. 7.

The cross section of a TBC system on a nickel-based alloy with bond coat layer made by LPPS and columnar TBC on top made by LPPS-TF
It is also obvious that condensation of material takes place faster on elevated structures, because more concentrated vapor is available, and underlying areas are shielded. Thus, elevated substrate structures are getting enhanced during coating. TBCs with rough BCs showed no good cycling stability, because there are stress peaks at the rough BC tips. Initial cracks can be found at these BC tips, and the path of crack is through the ceramic layer. Therefore, it was decided to polish the BC before spraying the YSZ layer [as mentioned in (Ref 4)]. If the BC is smoother, then the deposited YSZ layer also grows more evenly, Fig. 8. These samples showed better results in the cycling tests, because on the flat BC surface, there are no stress peaks. Initial cracks can be found at the interface of TGO (thermally grown oxide) and ceramic layer.

The cross section of a TBC system with a polished bond coat
If the samples were mounted in a way that the surface is perpendicular to the plasma source, then the columnar structures are obtained as shown in Fig. 9.

The cross section of a TBC system with a polished bond coat and a dense columnar-structured YSZ layer after thermal cycling
The samples shown in Fig. 8 and 9 withstood 500 cycles. The finally tested samples with a BC heat pretreatment (2 h at 1120 °C at 10−4 mbar) after polishing, withstood 1000 cycles, being nearly as good as APS-made ones. Cycling tests have been carried out between room temperature and 1250 °C surface temperature, and between 1050 °C and BC temperature [details of the thermal cycling are described in (Ref 6)]. The test samples described above with mixed YSZ structures failed after approximately 100 cycles, as did the columnar YSZ layers on rough BC. On polished BCs, the columnar structures failed after around 500 cycles. For comparison, good APS TBCs withstand around 1500 cycles under these conditions. The cycling tests showed that the BC heat pretreatment is an important factor to achieve a long lifetime. Because the BCs are sprayed by LPPS, the surface is rough and has to be polished before LPPS-TF deposition of the YSZ top layer. To yield a good adhesion between BC and YSZ, the chemical compound at the surface is important. Oxides at the BC surface increase the adhesion of the ceramic layer. Therefore, the heat pretreatment should be after the polishing step. In addition, preoxidation of the BC [to get a thin alpha aluminium oxide layer at the surface (Ref 1)] is tested at present. After only a few tests, it would be too early to say which the best pretreatment is. More tests have to be conducted.
Deposition rates up to 240 μm/min were obtained, Fig. 5. However, this was on tungsten and graphite substrates, because no stainless steel could stand the high temperatures (≫1300 °C), and a cooling system was not yet tested. Thus, using stainless steel substrates, the plasma was moved and oscillated over the substrates so that the surface gets time to cool down. As a result, deposition rates of 60 μm/min were obtained. For the TBC test samples, the substrates were rotated, and a deposition rate of 15 μm/min was achieved. This is about the same deposition rate as mentioned by Von Niessen (Ref 4) for components.
Summary
Columnar-structured YSZ layers between 20 and 750 μm were deposited by LPPS-TF. Thinner and thicker layers seem to be possible. The geometry and arrangement of the sample and the sample holder showed a big influence on the coating quality. The tested columnar-structured TBCs failed at the latest after 1000 cycles, which is fairly close to the already established APS-coated ones. However, many more promising approaches have to be tested further. The cycling tests showed that smoothened BCs give better cycling results. Deposition rates for columnar YSZ from 60 μm/min on stainless steel up to 240 μm/min on tungsten substrates were obtained.
References
M. Subanovic, D. Sebold, R. Vassen, E. Wessel, D. Naumenko, L. Singheiser, and W.J. Quadakkers, Effect of Manufacturing Related Parameters on Oxidation Properties of MCrAlY-Bondcoats, Mater. Corros., 2008, 59(6), p 463-470
M. Di Ferdinando, A. Fossati, A. Lavacchi, F. Borgioli, U. Bardi, C. Giolli, A. Scrivani, and G. Rizzi, A Comparative Study of the Isothermal Oxidation Behaviour of APS, VPS and HVOF CoNiCrAlY Coatings, Proceedings of the Thermal Spray Conference 2009, 2009, p 1024-1029
A. Refke, D. Hawley, J. Doesburg, and R.K. Schmid, LPPS Thin Film Technology for the Application of TBC Systems, ITSC 2005 Conference Proceedings, 2005, p 438-443
K. von Niessen, M. Gindrat, and A. Refke, Vapor Phase Deposition Using LPPS Thin Film, Proceedings of the Thermal Spray Conference 2009, 2009, p 729-736
H.-J. Rätzer-Scheibe and U. Schulz, The Effects of Heat Treatment and Gas Atmosphere on the Thermal Conductivity of APS and EB-PVD PYSZ Thermal Barrier Coatings, Surf. Coat. Technol., 2007, 201(18), p 7880-7888
F. Traeger, R. Vaßen, K.-H. Rauwald, and D. Stöver, Thermal Cycling Setup for Testing Thermal Barrier Coatings, Adv. Eng. Mater., 2003, 5(6), p 429-432
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2010 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Thermal Spray: Global Solutions for Future Applications, Proceedings of the 2010 International Thermal Spray Conference, Singapore, May 3-5, 2010, Basil R. Marple, Arvind Agarwal, Margaret M. Hyland, Yuk-Chiu Lau, Chang-Jiu Li, Rogerio S. Lima, and Ghislain Montavon, Ed., ASM International, Materials Park, OH, 2011.
Rights and permissions
About this article
Cite this article
Hospach, A., Mauer, G., Vaßen, R. et al. Columnar-Structured Thermal Barrier Coatings (TBCs) by Thin Film Low-Pressure Plasma Spraying (LPPS-TF). J Therm Spray Tech 20, 116–120 (2011). https://doi.org/10.1007/s11666-010-9549-1
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-010-9549-1