
Abstract
The effect of thermal aging and test temperatures on fracture toughness (J0.2) of SS 316(N) weld material has been studied based on J-R curve evaluations. The aging of the welds was carried out at temperatures 370, 475 and 550 °C and for durations varying from 1000 to 20,000 h. The fracture toughness (J-R curve) tests were carried out at 380 and 550 °C for specimens after all aging conditions, including as-weld condition. The initiation fracture toughness (J0.2) of the SS 316(N) weld material has shown degradation after 20,000-h aging durations and is reflected in all the test temperatures and aging temperatures. The fracture toughness after different aging conditions and test temperatures, including as-weld condition, was higher than the minimum specified value for this class of welds.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Austenitic stainless steel of type SS 316L(N) is one of the material commonly used for the high-temperature structural applications owing to its acceptable mechanical properties, corrosion resistance, formability and weldability. For fabricating the high-temperature components, welding is considered to be the major manufacturing process in the industries. However, it is well known that the microstructure and the mechanical properties of the weld often differ substantially with the base material and properties of the weld metal often become critical to ensure components integrity at the operating conditions. Especially, the major concern lies with the degradation of fracture resistance of the welds while applying at higher temperature for longer durations. To this end, evaluation of the effects of aging on the fracture toughness of SS 316(N) welds is of immense importance toward ensuring the integrity of the components during their service period. Considering that many of the components of Indian Fast Breeder Reactor, manufactured with SS 316L(N), are designed with operating temperatures between 380 and 550 °C and negligible (out of core) exposure to irradiation, this investigation is focused on material properties under unirradiated conditions.
The weld microstructure of SS 316L(N) is specified to contain delta ferrite in austenite matrix to prevent hot cracking during solidification (Ref 1). It was reported (Ref 2,3,4) that at room (RT) temperature (25 °C) ferrite in the weld fusion zone is a metastable phase and transforms in to various brittle phases on exposure to high temperatures. For similar welds, it was reported (Ref 5) that brittle phases (precipitates) form as decomposition products of the delta ferrite after aging in the temperature range 550-800 °C. For duplex stainless steel (Ref 6) and austenitic stainless steel welds (Ref 2) aging at temperatures below 500 °C leads to formation of Cr-rich α′ phase. Previous studies (Ref 6, 7) on the effect of thermal aging on embrittlement of cast austenitic and duplex stainless steels have been reported. Investigations (Ref 4, 5, 8, 9) on the effect of low-temperature aging on mechanical properties of austenitic stainless steel welds have been carried out.
The effect of various factors (temperatures, type of weld) on the fracture toughness of SS 304 and SS 316 welds was previously reviewed (Ref 4). The effect of aging (400-550 °C and 50,000 h) on the microstructure and fracture behavior of austenitic welds was reported (Ref 10). No significant reduction in the fracture toughness of these welds (Ref 10) was observed after aging. For SS 308 welds (Ref 2) after aging at 475 °C (up to 20,000 h), the changes in microstructure after aging were spinodal decomposition and G-phase formation. It was observed (Ref 2) that aging-induced embrittlement resulted in increase in the ductile–brittle transition temperature and decrease in fracture toughness (J1c).
The authors have previously (Ref 11) observed decrease in Charpy impact energy and fracture toughness (J0.2) of 316(N) welds after aging (370-550 °C) up to 20,000 h (tested at RT). In continuation of the campaign, evaluation of J-R curves of SS 316(N) welds after aging treatments and test temperatures was carried out. The effect of test temperatures (380 and 550 °C) and aging conditions (370, 475 and 550 °C, 1000-20,000 h) on fracture (J0.2) properties is reported.
Experimental
The details of aging and test conditions are mentioned in Table 1. Weld pads of approximate dimensions 500 × 400 × 30 mm were prepared by shielded metal arc welding (SMAW) process. The parameters used for welding are mentioned in Table 2. The chemical composition (weight percentage, wt.%) of the weld metal included 0.05% carbon, 0.46% nickel, 1.4% manganese, 18.5% chromium, 11.1% nickel, 0.21% copper, 0.08% nitrogen, 1.9% molybdenum, 0.07% vanadium, 0.06% cobalt and iron as the balance element. Specimen blanks were subjected to thermal aging at 370, 475 and 550 °C for 1000, 2000, 5000, 10,000 and 20,000 h.
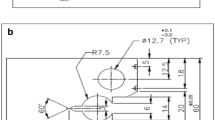
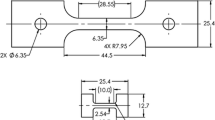
Tensile tests were done on specimens machined from the weld pads (as weld and after different aging conditions), as per ASTM E8 (Ref 12) standards at test temperatures 380 and 550 °C. Nanohardness measurements were taken on electropolished surface with a nanoindentor, and the hardness of austenite and ferrite regions of the microstructure was determined from the load–displacement curves, for SS 316(N) welds in different aging conditions at 25 °C (RT). Compact tension (CT) specimens of 20 mm thickness were fabricated from the weld pads as per ASTM E 1820 (Ref 13) specifications. The CT specimens were subjected to fatigue pre-cracking at RT (25 °C) to obtain a sharp fatigue crack ahead of the notch. The crack length at the end of pre-cracking (initial crack length a0 for the fracture test) was targeted between 25 and 28 mm. The pre-cracking was carried out in K (stress intensity factor) decreasing mode.
Then the test specimens were side-grooved to 20% net depth, and J tests were carried out at 380 and 550 °C. The load (P) and load-line displacement (LLD) were monitored and recorded by the appropriate test controls, in a servo-hydraulic machine. For determination of crack lengths, direct current potential drop (DCPD) device was used. The tested samples were then pulled to fracture, and initial and final crack lengths (ao and af) were optically determined. To address the limitations of DCPD technique, the authors (Ref 14) have reported a methodology for correcting the crack lengths (for determination of J-R curves) and this crack length correction was applied in the present investigation. The fracture surface was examined in scanning electron microscope (SEM).
Results and Discussion
The microstructure in as-weld condition (Fig. 1) revealed austenite (matrix, brighter phase) and delta ferrite (vermicular morphology, indicated in Fig. 1). The ferrite content (as measured by magnagauge) was 5-6 FN in the as-welded condition. No significant changes in microstructure (morphology of delta ferrite) were observed after aging at 550 °C, 20,000 h. The authors reported similar observations with respect to optical microstructures (Ref 11) after aging at 475 °C, 20,000 h.

Microstructure of SS 316(N) weld (as-weld condition)
The tensile results of the aged specimens tested at 380 and 550 °C are shown in Fig. 2(a) and (b), respectively. No significant changes in yield strength and ultimate tensile strength values were observed after aging for both test temperatures. The authors reported (Ref 11) similar trends in tensile properties after aging (tested at 25 °C).

Tensile properties of SS 316(N) welds after aging at 370-550 °C for 1000-20,000 h and tested at (a) 380 and (b) 550 °C
The results of nanohardness measurements are shown in Fig. 3(a-b). After aging at 1000 h for all the aging temperatures, increase in nanohardness of delta ferrite was observed compared to as-weld condition, as shown in Fig. 3(a). After 1000-h durations and for aging temperatures of 370 and 475 °C, decrease in hardness occurred up to 20,000 h. The nanohardness of austenite showed no significant changes after aging, as shown in Fig. 3(b).

Plots of nanohardness for SS 316(N) welds, tested at RT (a) delta ferrite (b) austenite
From the load (P), LLD and a, J-R curves were determined. For the initial crack blunting line, ASTM E1820 (Ref 13) specifies, M = J/Δa · σf = 2. It was also (ASTM E1820) mentioned that any value (minimum M = 2) could be taken based on test data, tensile properties and strain hardening behavior of the material. The design rules for mechanical (French code) components (Ref 15) suggest a value of M = 4. For SS 304 and SS 316 class of stainless steels and their welds, similar equations were recommended previously (Ref 4, 16). In this study, the following equation was used:
where σYS yield strength (YS), and σf flow stress = (YS + UTS)/2.
The J-R curves were obtained for all aged conditions, and fracture toughness (J0.2) was determined. The J0.2 values for test temperatures 380 and 550 °C are shown in Fig. 4(a) and (b), respectively. The J0.2 values in as-weld condition at test temperatures 380 and 550 °C were ~ 324 and 199 kJ m−2, respectively. The J0.2 values after 20,000-h aging at 370, 475 and 550 °C (test temperature 380 °C) were ~ 145, 221 and 212 kJ m−2, respectively. The J0.2 values after 20,000-h aging at 370, 475 and 550 °C (test temperature 550 °C) were ~ 172, 165 and 191 kJ m−2, respectively.

Plots of J0.2 values for SS 316(N) welds (unaged and aged conditions) at (a) 380 and (b) 550 °C
The J0.2 values for all the test temperatures were higher than the minimum specified fracture toughness (~ 75 kJ m−2) in this class of welds (Ref 15). For welds aged up to 20,000-h durations, decrease in J0.2 values was observed for all aging (Fig. 4a, b) and test temperatures, compared to as-weld condition. Similar trends in J0.2 values were observed (tested at 25 °C) by authors (Ref 11).
The J values (after aging and tested at 380 °C) at crack extensions of 0.2, 1.0 and 3.0 mm were compared to the J values specified in the relevant (Ref 15) French code for this class of welds, as shown in Fig. 5(a-c). It was observed that all the J values after different aging conditions (including as-weld condition) were higher than the specified values (RCC-MR) (Ref 15). Similar trends in J values were observed after aging and tested at 550 °C, as shown in Fig. 6(a-c).

Plots of J values for SS 316(N) welds aged (a) 370 (b) 475 and (c) 550 °C and tested at 380 °C compared to RCC-MR values

Plots of J values for SS 316(N) welds aged at (a) 370 (b) 475 and (c) 550 °C and tested at 550 °C compared to RCC-MR values
The fractographs of tested (25 °C) specimens are shown in Fig. 7(a-b). No significant changes in morphology of dimples were observed after aging (Fig. 7b) at 550 °C (20,000 h), compared to as-weld condition (Fig. 7a). The authors reported (Ref 11) similar observations in fractographs after aging at 475 °C up to 20,000 h.

Fractographs of SS 316(N) welds (a) as-weld and (b) aged 550 °C, 20,000 h
The effect of aging on changes in microstructure, tensile properties and fracture (J0.2) properties of SS 316(N) welds can be summarized as follows. The effect of aging on tensile properties (Fig. 2) was not significant. The effect of aging on changes in microstructure and nanohardness can be summarized as follows. The effect of aging on Hardness of austenite was not significant. The hardness of delta ferrite after aging at 1000 h was higher for all aging temperatures. The decrease in hardness of delta ferrite up to 20,000 h was similar in trend with respect to decrease in fracture toughness up to 20,000 h. The increase in hardness of ferrite after aging was (Ref 2) explained based on changes in microstructure (decomposition within delta ferrite). The authors (Ref 11) observed similar changes in microstructure, after aging at 475 °C. Similar changes in microstructure were observed after aging up to 20,000 h at 335, 360 and 400 °C (Ref 8).
The effect of aging on the decrease in toughness was not predominant in SMA welds (Ref 4), since it was the inclusion content that primarily controlled the toughness. For clean welds, as in the case of GTA welds (Ref 4), aging-induced microstructural changes are expected to influence the toughness. The effect (Ref 10) of long-term aging (400, 450 and 550 °C, 50,000 h) in both SMA and GTA welds of SS 316 with 5-7 vol.% ferrite was reported. The changes in microstructure included precipitation of various phases after aging. These microstructural changes did not cause any significant reduction of fracture toughness (Ref 10). The ferrite content in the present work was similar to that reported by O’Donnel (Ref 10). It was reported that aging of SS 316(N) welds (Ref 1) up to 4200 h at 650 °C, and caused decrease in fracture toughness. The comparison of results in the present investigation with respect to previous (Ref 1, 10) findings can be relevant for limited conditions, considering differences in test (aging and test temperatures) conditions. The results of this investigation compared with other studies are described as follows.
The effect of aging (Ref 17) on the fracture toughness of SS 316 and SS 304 (base and welds) was reported. For SS 316 welds, aging was done at 482 and 566 °C up to 10,000 h and fracture toughness was reported at test temperatures 482 and 538 °C. The fracture toughness of SS 316 and SS 308 welds was decreased after 10,000-h aging durations for different aged and test temperatures. The decrease in fracture toughness of the welds was explained based on changes (formation of precipitates) in microstructure. It was concluded (Ref 17) that the decrease in fracture toughness of the welds after 10,000-h aging was not a major concern with respect to structural integrity. The ferrite volume fraction was not reported (Ref 17) in the previous work and it was also mentioned that aging beyond 10,000 h could decrease the fracture toughness. In this investigation, the authors observed similar trends in fracture toughness for all test temperatures (after 20,000 h) and the decrease in fracture toughness was within the acceptable limits (Ref 15).
The summary of effects of aging, neutron irradiation on fracture toughness and fatigue crack growth of various stainless steel (base and welds) was published (Ref 18). The minimum fracture toughness (Ref 18) reported for austenitic stainless steel welds (without aging) at 288 °C was ~ 73 kJ m−2. For this class (SMAW) of welds, the minimum fracture toughness after 20,000-h aging (test temperature 288 °C) was ~ 40 kJ m−2.
The mechanical properties of SS 316 class of steels were recommended with respect to weld metal design data specifications (Ref 19). The investigation recommended minimum fracture toughness of the welds (unirradiated) in the range 200-300 kJ m−2 for temperatures between 20-425 °C. Hence, it can be summarized that the J0.2 values in this investigation (all aging and test temperatures) were within the acceptable values, reported by other investigators (Ref 18, 19).
Conclusion
The fracture toughness (J0.2) of SS 316(N) welds decreased after 20,000-h aging durations for all aging temperatures (370, 475 and 550 °C) and test temperatures (380 and 550 °C). The J0.2 values for all aging conditions and test temperatures were higher than the minimum specified values for this class of welds. The J values after different aging conditions (including as-weld condition) and test temperatures were higher for different crack extensions (0.2, 1.0, 3.0 mm), compared to the J values specified in RCC-MR.
References
G. Sasikala and S.K. Ray, Influence of Ageing on the Quasistatic Fracture Toughness of an SS 316(N) Weld at Ambient and Elevated Temperatures, J. Nucl. Mater., 2011, 408(1), p 45–53
J.M. Vitek, S.A. David, D.J. Alexander, J.R. Keiser, and R.K. Nanstad, Low Temperature Behavior of Type 308 Stainless Steel Weld Metal, Acta Metall., 1991, 39(4), p 503–516
H. Abe and Y. Watanabe, Low-Temperature Characteristics of Type 316L Stainless Steel Welds: Dependence on Solidification Mode, Metall. Mater. Trans. A, 2008, 39(6), p 1392–1398
W.J. Mills, Fracture Toughness of Type 304 and 316 Stainless Steels and Their Welds, Int. Mater. Rev., 1997, 42(2), p 45–82
G. Sasikala, M.D. Mathew, K.B.S. Rao, and S.L. Mannan, Creep Deformation and Fracture Behavior of a Nitrogen-Bearing Type 316 Stainless Steel Weld Metal, J. Nucl. Mater., 1999, 273(3), p 257–264
J.K. Sahu, U. Krupp, R.N. Ghosh, and H.J. Christ, Effect of 475 C Embrittlement on the Mechanical Properties of Duplex Stainless Steel, Mater. Sci. Eng. A, 2009, 508(1–2), p 1–14
J.V. Tuma, B. Sustarsic, and F. Vodopivec, The Effect of Ageing Temperature and Time on the Mechanical Properties of Fe-NiCrMo Alloys with Different Contents of δ Ferrite, Nucl. Eng. Des., 2008, 238(7), p 1511–1517
K. Chandra, V. Kain, V. Bhutani, V.S. Raja, R. Tewari, G.K. Dey, and J.K. Chakravartty, Low Temperature Thermal Ageing of Austenitic Stainless Steel Welds: Kinetics and Effects on Mechanical Properties, Mater. Sci. Eng. A, 2012, 534, p 163–175
S.A. David, J.M. Vitek, and D.J. Alexander, Embrittlement of Austenitic Stainless Steel Welds, J. Nondestruct. Eval., 1996, 15(3–4), p 129–136
I.J. O’Donnel, H. Huthman, and A.A. Tavassoli, The Fracture Toughness Behavior of Austenitic Steels and Weld Metal Including the Effects of Thermal Ageing and Irradiation, Int. J. Pres. Vessels Pip., 1996, 65(3), p 209–220
B.S. Dutt, G. Sasikala, G. Shanthi, S. Venugopal, M.N. Babu, P.K. Parida, and A.K. Bhaduri, Mechanical Behaviour of SS 316(N) Weld After Long Term Exposure to Service Temperatures, Procedia Eng., 2011, 10, p 2725–2730
ASTM E8/E8M-16a, Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2016. https://www.astm.org
ASTM E1820-17a, Standard Test Method for Measurement of Fracture Toughness, ASTM International, West Conshohocken, PA, 2017. https://www.astm.org
B.S. Dutt, G. Shanthi, G. Sasikala, M.N. Babu, S. Venugopal, S.K. Albert, A.K. Bhaduri, and T. Jayakumar, Effect of Nitrogen Addition and Test Temperatures on Elastic-Plastic Fracture Toughness of SS 316LN, Procedia Eng., 2014, 86, p 302–307
RCC-MR, Design and Construction Rules for Mechanical Components of Nuclear Installation, section I, A16, 2002, p 185
W.J. Mills, On the Relationship Between Stretch Zone Formation and the J Integral for High Strain-Hardening Materials, J. Test. Eval., 1981, 9(1), p 56–62
W.J. Mills, Fracture Toughness of Aged Stainless Steel Primary Piping and Reactor Vessel Materials, J. Press. Vessel Technol., 1987, 109(4), p 440–448
O.K. Chopra, Effects of thermal aging and neutron irradiation on Crack Growth Rate and Fracture Toughness of Cast Stainless Steels and Austenitic Stainless Steel Welds. https://www.nrc.gov/reading-rm/doc-collections/nuregs/contract/cr7185/. Accessed 10 Oct 2017
A.A.F. Tavassoli, 16–8–2 Weld Metal Design Data for 316L(N) Steel, Fusion Eng. Des., 2008, 83(10–12), p 1467–1470
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dutt, B.S., Babu, M.N., Shanthi, G. et al. Effect of Thermal Aging and Test Temperatures on Fracture Toughness of SS 316(N) Welds. J. of Materi Eng and Perform 27, 1957–1961 (2018). https://doi.org/10.1007/s11665-018-3255-4
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-018-3255-4