
Abstract
Over the last dozen of years, polymer metal hybrid (PMH) technologies have established themselves as viable alternatives for use in light-weight automotive body-in-white bolt-on as well as load-bearing (structural) components. Within the PMH technologies, sheet-metal stamped/formed and thermoplastic injection molding subcomponents are integrated into a singular component/module. Due to attending synergetic effects, the performance of the PMH component typically exceeds that attainable by an alternative single-material technologies. In the present work, a total life cycle (TLC) approach to the selection of metallic and thermoplastic materials (as well as the selection of structural adhesives, where appropriate) is considered. The TLC material selection approach considers the consequences and ramifications of material selection at each major stage of the vehicle manufacturing process chain (press shop, injection molding shop, body shop, paint shop, and assembly), as well as relation to the vehicle performance, durability and the end-of-the-life-of-the-vehicle considerations. The approach is next applied to the case of injection overmolding technology to identify the optimal grade of short glass-fiber reinforced nylon when used in a prototypical PMH load-bearing automotive body-in-white component.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to continuously rising environmental demands and ever-tougher emissions standards, lightweight engineering for the automobiles is steadily gaining in importance as a viable technological avenue. As discussed in our recent work (Ref 1), current efforts in the automotive lightweight engineering involve at least five distinct approaches. These approaches are summarized using a simple schematic in Fig. 1. A more detail description of each of these approaches can be found in Ref 1. Material lightweight engineering represented by the last pillar in Fig. 1 is based on the use of materials with a high specific stiffness and/or high specific strength such as high-strength steels, aluminum alloys and polymer-matrix composites or a synergistic use of metallic and polymeric materials in a hybrid architecture (referred to as polymer metal hybrids, PMHs). The present work deals with the selection of materials for the use in PMH automotive body-in-white (BIW) bolt-on (nonstructural) and load-bearing (structural) components.

Five major approaches to lightweight automotive engineering
In today’s automotive manufacturing practice, PMH structures are being increasingly used in variety of applications ranging from the instrument-panel cross beams via the roof-panel-cross-support to the entire front-end vehicle modules. The main idea behind the PMH technology is to use a system level approach to combine the structural and nonstructural functions of a number of components, into a singular fully optimized subassembly (typically consisting of a metal-stamping core and plastic injection-molded overcoat containing multiple ribs). This approach generally yields, due to its underlying material/structure system-integration approach, greater system-level benefits relative to those obtained by simple merging/joining of the proximate parts/components.
The subject of the present work is total life cycle (TLC) selection for the materials used in PMH bolt-on (nonstructural) and load-bearing (structural) BIW automotive components. An example of a bolt-on component is depicted in Fig. 2(a)-(c). The component in question is generally referred to as the “front-end carrier” and it is mechanically connected to the longitudinal beams at the front of the vehicle. In the “all-metal” design of this component, 12-15 individual stampings are produced separately and subsequently seam/spot welded. The PMH rendition of this component, on the other hand, involves three metal stampings with matching flared-through holes which are injection overmolded into a singular ready-to-assemble component.

An example of the front-end carrier (a nonstructural component) fabrticated using the PMH injection-overmolding technology: (a) an exploded view; and (b) the front view (c) the back view
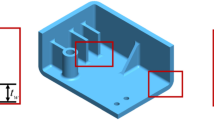
An example of the PMH load-bearing automotive BIW component is displayed in Fig. 3. The part shown in Fig. 3 is generally referred to as the “rear cross-roof beam” and connects on the sides to the C-pillars while its flanges provide support for the roof panel and the rear window. Unlike the part displayed in Fig. 2(a)-(c) which is normally attached to the painted BIW, the part displayed in Fig. 3 is welded into the BIW structure in the body shop and, hence, is subjected to the pretreatment and E-coat deposition processes in the paint shop. Consequently, materials selection for the PMH load-bearing BIW components is more demanding since it entails material’s compatibility with various pretreatment and painting processes.

An example of rear-end cross-roof carrier (a load-bearing component) fabricated using the PMH injection-overmolding technology
The main PMH technologies currently being employed in the automotive industry can be grouped into three major categories: (a) injection overmolding technologies (Ref 2); (b) metal-overmolding technologies combined with secondary joining operations (Ref 3); and (c) adhesively bonded PMHs (Ref 4). A detailed description for each of these groups of PMH manufacturing technologies can be found in our recent work (Ref 5, 6). Hence, only a brief overview of each is given below.
In the injection overmolding process, metal inserts with matching flared through-holes are stamped, placed in an injection mold and overmolded with short glass fiber-reinforced thermoplastics to create a cross-ribbed supporting structure. The metal and plastics are joined by the rivets which are formed by the polymer-melt penetrating through-holes in the metal stamping(s). Such rivets then provide mechanical interlocks between the plastics and the metal. In the metal overmolding PMH technology, a steel stamping is placed in an injection mold, where its underside is coated with a thin layer of reinforced thermoplastics. In a secondary operation, the plastics-coated surface of the metal insert is ultrasonically welded to an injection molded glass-reinforced thermoplastic subcomponent. In this process, a closed-section structure with continuous bond lines is produced which offers a high load-bearing capability. In the adhesively bonded PMH technology, glass fiber-reinforced poly-propylene is joined to a metal stamping using Dow’s proprietary low-energy surface adhesive (LESA). The acrylic-epoxy adhesive does not require pretreating of the low surface-energy poly-propylene and is applied by high-speed robots. Adhesive bonding creates continuous bond lines, minimizes stress concentrations and acts as a buffer which absorbs contact stresses between the metal and polymer subcomponents. Adhesively bonded PMHs enable the creation of closed-section structures which offer high load-bearing capabilities and the possibility for enhanced functionality of hybrid parts (e.g., direct mounting of air bags in instrument-panel beams or incorporation of air or water circulation inside door modules).
In the present work, a new methodology is proposed for the PMH materials selection. The methodology is based on consideration of the TLC of the PMH component in question as well as the TLC of the vehicle. According to the discussion presented above, up to three classes of materials may be used in automotive PMH components: metals, thermoplastics, and structural adhesives (in the case of adhesively bonded PMH components). The TLC material selection approach proposed in the present work will address all the aforementioned classes of materials. The TLC material selection approach differs from the more conventional material selection approach (Ref 7) which primarily emphasizes material contribution to the component function and performance. The TLC approach, on the other hand, considers the potential consequences and ramifications associated with the material selection to various stages of the vehicle manufacturing process chain, vehicle performance and durability (while in service), as well as the analysis of various end-of-the-life-of-the-vehicle (ELV) issues (e.g., disassembly, suitability of the material for shredding, and segregations, potential for economic recycling, etc.). A schematic of the major stages in the life of a PMH component for which the materials are being selected (using the TLC approach) is depicted in Fig. 4. A relatively detailed discussion pertaining to the TLC stages can be found in our previous work (Ref 8). It should be noted that, as indicated in Fig. 4, bolt-on and structural BIW components have somewhat different life cycles. These differences are caused by the fact that, since structural components are integrated into the BIW frame in the body shop, they have to pass through the paint shop. In sharp contrast, bolt-on components can be attached to the painted BIW frame in the assembly shop.

Key life cycle stages for a typical PMH automotive BIW component
Within the TLC material selection approach, suitability of various materials for use in the PMH components is presented. To quantify such suitability, a number of suitability constraints and criteria have been developed. Some of these constraints/criteria are related to the PMH-component manufacturability, others with respect to the long-term performance, reliability and durability of the PMH-component while the remaining ones with respect to the compatibility of the PMH-component/process with the BIW/vehicle manufacturing process chain (including the ELV issues).
As stated earlier, the objective of the present work is to propose a new TLC-based material selection methodology for use in conjunction with the PMH bolt-on and load-bearing BIW components. One of the new ingredients in such methodology is consideration of the compatibility of materials to be selected (and their fabrication processes) with the BIW/vehicle manufacturing process chain. In traditional all-metal BIW manufacturing practice, components are stamped in the press shop, joined (typically by welding) in body shop and the constructed BIW pretreated and painted in paint shop. In the case of injection overmolding BIW PMH components, as shown in Fig. 4, stamped metal subcomponents are “hybridized” with thermoplastic ribbing structure in injection molding shop. Hence, to assess the suitability of various materials for use in the PMH automotive BIW applications, their compatibility with various processes taking place in press shop, injection molding shop, body shop and paint shop will be considered.
It should be also noted that the present paper is part of the ongoing research which deals with a TLC approach to the selection of both materials and manufacturing/processing technologies in the light-weight engineering of the automotive BIW nonstructural and structural applications. Within such an approach, all the key BIW manufacturing process steps are considered. These steps include, metal-subcomponent manufacturing by stamping in the process shop, PMH component or thermoplastic-subcomponent manufacturing in the injection-molding shop, BIW construction by various joining processes in the body shop, BIW pretreatment and painting in the paint shop, component performance and durability in service, and ELV considerations including disassembly, shredding, materials segregation, separation, and recycling.
The organization of the paper is as follows: In Section 2, a brief description is given for the life cycle of a prototypical PMH component. The TLC material-selection constraints and criteria for metallic stampings, structural adhesives and injection-molded thermoplastics used in PMH components are identified and discussed in Sections 3-5, respectively. A simple case study pertaining to the selection of an optimal grade of glass-fiber reinforced nylon is presented in Section 6. A brief discussion and the key conclusions resulted from the present work are summarized in Section 7.
PMH-Component Life Cycle Materials-Selection Analysis
Traditionally, materials selection is based on the consideration of geometrical, mechanical, physical, esthetic, economical, service environment, and manufacturing considerations. These traditional material-selection criteria emphasize the importance of the manufacturing and consumer-use stages of the product life cycle. However, increasing emphasis on sustainability, dwindling material supplies, increasing producer responsibility, product take-back legislations, and marketing of recycled material-content claims, entails the development of more-comprehensive TLC product-design materials-selection criteria. Within this new approach, the traditional materials-selection criteria are complemented with the considerations of product refurbishment, product dis-assembly, materials extraction and procurement, and end-of-life product management. In the remainder of this section, a brief description is presented regarding the role of ELV and environmental-impact considerations on material selection in automotive components.
Material sustainability is generally defined as the ability to meet the current worldwide materials needs without compromising the ability to meet future needs. The use of recycled materials has become increasingly important for a number of reasons: (a) uncertainty regarding the materials sustainability; (b) fluctuations in world supplies of virgin raw materials; (c) product take-back and producer-responsibility legislations; etc. Consequently, worldwide, numerous certified labeling criteria and manufacturer self-declarations exist to help identify environmentally conscious products and services. Product labels generally contain information such as recycled material content, recyclability, national center addresses or toll free numbers for take-back, and information pertaining to manufacturing environmental impact and toxicity of materials. However, the achievement of recyclability goals still remains a major challenge. It is important to note that when analyzing materials-recovery possibilities, both volume and concentration of materials of value are compared against recovery costs. As an example, while mixed-plastics are very abundant, they are worth only approximately $0.01-$0.03 per pound, making their recovery economically quite unattractive. Consequently, the use of mixed-plastics is highly limited when materials selection is based on the TLC design guidelines. These guidelines should be followed when selecting plastic materials for PMH automotive BIW components.
Within the TLC material selection approach, the accompanying environmental impacts are of particular importance. That is, materials used in products, as well as the products design and production, should be selected in such a way that minimal environmental impact is incurred during their lifetime. The main environmental impacts include material consumption, energy consumption, and process waste generation for both the component/vehicle manufacture/assembly and the ELV life cycle stages. The TLC approach proposed in the present work reaches beyond the product manufacturing process to include the environmental impacts of the entire product life. The materials selection guidelines pertaining to the environmental impact and the ELV are generally categorized as component-level and product-level guidelines. In the remainder of this section, both of these types of guidelines will be discussed briefly.
Component-Level Material Selection
Environmentally conscious component-level materials selection criteria typically include: (a) the use of recycled material content; (b) ensuring product-material recyclability; (c) minimization of hazardous waste content; (d) extension of the product life, etc. The recommended use of postconsumer raw materials typically poses a number of challenges such as: contamination, inaccurate labeling for material composition or source, and insufficient quantities.
Product-Level Material Selection
When materials selection is considered at the product level and environmental impacts are of concern, supply chain must be coordinated. Furthermore, it is important to evaluate and re-evaluate materials selections throughout the design process before progressing to the next stage. Material replacement considerations often require careful analyses of the material availability and material affects on manufacturing, reliability, and end-of-life management. Also, multidisciplinary teams are typically needed to consider interrelated production, use, recycling, and disposal issues for product-level material evaluation and the perspectives of suppliers, manufacturers, consumers, resource recovery, waste managers, and legal regulators may all need to be taken into consideration. In other words, product-level material selection is based on a holistic view of life cycle design in which re-engineered materials from the waste stream, separation technologies, and disassembly strategies are all considered before production and during product redesign.
Labeling and communication of environmental information (e.g., energy consumption and disposal options) regarding the materials in products is highly critical. It is important that the product is considered as a whole. That is, while every component within a product may exemplify “green” material selection, the assembled product may be difficult to package, disassemble, reuse, or recycle. In other words, there may be conflicts between specific environmental attributes over time. For example, minimizing consumption of materials of dwindling supply may conflict with maximizing reliability and durability for refurbishment, repair, and life extension. Another problem is that addressing and minimizing one environmental burden (e.g., minimizing waste) may increase the burden in another area (e.g., an increase in energy use).
One must also recognize the availability of different material recyclability options. For example, the materials in a product may be separated through dis-assembly, shredding, both dis-assembly and shredding or using other techniques. Thus, different material-selection guidelines are generally applied for end-of-life management based on “Design for Recycling” and on “Design for Disassembly.” Recycling-based guidelines will typically focus on materials compatibility and easy discrimination and separation, while disassembly based guidelines focus on components reuse and may emphasize modularity and snap-fit fasteners.
Despite the importance of product-level material selection described above, the emphasis in the present work is placed on component-level material selection for PMH automotive BIW components. The reason for this is that the present work will deal with a prototypical (and hypothetical) load-bearing PMH component in a generic BIW. Without a detailed knowledge of the basic construction of the entire BIW-frame and of the materials used in other components, it is not possible to carry out the product-level material selection process described above. Furthermore, it is well established that PMH load-bearing BIW components will be most-likely cut-off from the BIW frame and shredded. Hence, the ELV materials-selection criteria will be based on the design-for-recycling guidelines.
In the next three sections, separate TLC material-selection constraints and criteria for sheet-metals, structural adhesives, and injection-molded thermoplastics used in PMH automotive BIW components are developed.
Sheet-Metal Material-Selection Constraints and Criteria
As discussed earlier, a typical PMH component contains a sheet-metal subcomponent, whose main role is to ensure the required level of strength in the PMH component. While the sheet-metal subcomponent can be processed using a number of technologies, it is customary to have such a component processed using conventional stamping (drawing, stretching, piercing, blanking, etc.) technology. This assumption will be made throughout this paper. In the remainder of this section, a set of material-selection constraints and criteria is proposed to guide the selection of sheet-metal for use in the PMH metal-stamping subcomponents. These constraints/criteria are developed by considering the key stages in the TLC of the component, as displayed in Fig. 4. It should be noted that, in general, vehicle assembly stage does not impose significant material-selection requirements (as long as the component in question is fabricated and processed successfully). Consequently, this TLC stage is not considered in the present work.
Sheet-Metal Subcomponent Manufacturing in Press Shop
A schematic of the typical metal-subcomponent manufacturing process chain in the press shop is presented in Fig. 5. Table 1 contains a list of material selection constraints and criteria for the PMH sheet-metal subcomponent derived by carrying out a basic analysis of sheet-metal stamping manufacturability. The basic definition of the terms used in Table 1 is given below:

Press shop manufacturing process chain
-
Thinning resistance (R ratio): a measure of the ability of a sheet metal to resist thinning when subjected to in-plane force during deep drawing. It is defined as a ratio of the true strain in the width direction to the true strain in the through-the-thickness direction.
-
In-plane anisotropy (ΔR): a measure of the differences in properties of a sheet metal in different in-plane directions.
-
Strain hardening exponent (n): a measure of stretch formability of sheet metal with respect to the onset of localized deformation (necking). It is defined as a rate of change of the material strength with a change in equivalent plastic strain.
-
Spring back extent: a measure of the tendency of sheet metal to undergo elastic recovery of its shape upon the release of the forming force. It is controlled by material strength and stiffness as well as by sheet-metal thickness, bend radius, and bend angle.
-
Tendency for producing stretcher strain marks: a measure of the tendency of a sheet metal to develop elongated surface markings or depressions appearing in patterns caused by nonuniform/discontinuous plastic yielding.
-
Gall resistance: a measure of the ability of a sheet metal to resist the effects of adhesive wear.
-
Generation of galvanic debris during blanking, piercing and deep drawing: self-explanatory, so no farther explanation is provided.
Plastic Subcomponent and PMH Component Manufacturing in Injection-Molding Shop
A schematic of the plastic-subcomponent/PMH component manufacturing process chain in the injection-molding shop is displayed in Fig. 6. Table 2 lists the basic constraints and criteria for the selection of sheet-metal material relative to the performance and manufacturing-process compatibility requirements in the injection-molding shop. These criteria and constraints are mainly related with achieving to minimal danger for injection-molding tool damage and with having minimal metal-stamping surface-pretreatment requirements. The basic definition of the terms used in Table 2 is given below:

Injection molding shop manufacturing process chain
-
Hardness: a measure of the surface strength of a material, i.e., the ability of a material to resist indentation/surface-damage when in contact with another material.
-
Surface preparation requirements: The physical and/or chemical preparation to render a surface suitable for adhesive bonding.
PMH Component Integration into BIW Frame in Body Shop
A schematic of the manufacturing process chain associated with integration of a PMH component in the BIW frame in the body shop is displayed in Fig. 7. Table 3 lists the basic constraints and criteria for the selection of sheet-metal material relative to the performance and manufacturing-process compatibility requirements in the body shop. The material selection constraints and criteria listed in Table 3 are highly dependent on the process used to integrate/fastened the PMH component to the remainder of the BIW frame. In the case of welding, distinctions are made between resistance, fusion, and laser welding processes. In each case, the parameters identified material-selection constraints and criteria which pertain to the ease of welding (as measured by the weld current and weld pressure), retention of the heat at the place of welding (as measured by thermal-resistance), ability to generate the heat at the place of welding (as measured by contact resistance in the case of spot-fusion welding and by surface reflectivity, in the case of laser welding). In the case of adhesive bonding, the primary concerns are related to the surface-preparation requirements and with the potential adhesive/adherent thermal-expansion mismatch. In the case of mechanical fastening, high shear strength and low notch sensitivity are required to ensure structural integrity of the mechanical joint. The basic definition of the terms used in Table 3 is given below:

Body shop manufacturing process chain
-
Welding compatibility with adjoining components: the ability of a material to be joined by welding with the adjoining material.
-
Welding current: the minimal electrical-current amperage required to produce a high-quality weld.
-
Electrode pressure: minimal normal stress applied to the weld electrodes needed to produce a high quality weld.
-
Weld gap: an optimal distance between the electrode-tip and the base material.
-
Heat-affected zone sensitivity: a measure of the tendency of the base material to undergo a loss in the mechanical properties due to metallurgical changes caused by the welding heat in a region neighboring the weld.
-
Oxidation tendency: a measure of the tendency of a material to undergo oxidation during welding which may produce a weld with inferior mechanical properties.
-
Reflectivity: fraction of incident radiation reflected by a surface, averaged over different radiation incidence angles.
-
Thermal conductivity: a measure of the ability of a material to transfer the heat by conduction under steady-state conditions.
-
Clamping force to obtain required gap: self-explanatory.
-
Thermal expansion coefficient: a measure of the tendency of the material to undergo dimensional changes in response to the changes in its temperature.
-
Shear strength: the ability of a material to withstand shear loads/stresses without undergoing extensive plastic deformation or fracture.
-
Tensile-normal strength: the ability of a material to withstand tensile-normal loads/stresses without undergoing extensive plastic deformation or fracture.
-
Notch Sensitivity: a measure of the increased tendency of a material to fracture in the presence of a surface in homogeneity such as a notch, a sudden change in section, a crack, or a scratch.
BIW Pretreatment and Painting in Paint Shop
Schematics of the manufacturing process chain associated with the BIW pretreatment and phosphate-coat deposition; the BIW E-coat deposition and the BIW primer, base-coat and clear-coat deposition process chains are displayed in Fig. 8, 9, and 10, respectively. All these processes take place in the paint shop. Table 4 lists the basic constraints and criteria for the selection of sheet-metal material relative to the performance and manufacturing-process compatibility requirements in the paint shop. The material selection constraints and criteria listed in Table 4 are relative to attaining minimal sheet-metal surface pretreatment and painting/corrosion protection requirements. The cases of single-metal and mix-metal BIWs are identified, since in the case of mix-metal BIW, galvanic corrosion may become an issue and, hence, may dominate sheet-metal material selection. It should be also noted that, once the BIW is properly degreased and rinsed, contaminant of the painting baths by sheet-metal stamping is not generally a problem and, does not significantly affect sheet-metal material selection, likewise, chemical and thermal exposures in the paint shop are not deemed critical when sheet-metal material-selection is considered. As will be shown later, painting-bath contamination and chemical/thermal degradation of the structural adhesives and thermoplastics used in PMH components may play major role in the selection of these materials.

Body-in-white pretreatment and phosphate-coat deposition process chain

Body-in-white E-coat deposition process chain

Body-in-white primer, base coat and clear coat deposition process chain
PMH Component and Vehicle In-service
Table 5 lists the basic constraints and criteria for the selection of sheet-metal material relative to the performance of the PMH-component/vehicle in-service. These constraints and criteria are primarily associated with the parameters affecting: (a) vehicle performance (as controlled by metal density and metal distribution, and static stiffness); (b) Noise Vibration and Harshness (NVH) performance (as controlled by the dynamic stiffness); (c) economics (as controlled by material/manufacturing cost); and (d) crashworthiness (as controlled by material toughness). As far as durability of the BIW is concerned, the factors controlling material selections include the possibility that durability may be controlled by either fatigue or corrosion. The basic definition of the terms used in Table 5 is given below:
-
Static and dynamic material strength: a measure of the ability of a material to resist deformation/fracture under static-dynamic loading conditions.
-
Static and dynamic material stiffness: a measure of the ability of a material to withstand elastic deflections under static loading conditions and low-frequency vibrations under dynamic loading conditions.
-
Material toughness: a measure of the ability of a material to absorb energy during plastic deformation and rupture.
-
Material density: quantitative expression of the amount of mass contained per unit volume of a material.
-
Material cost: quantitative expression of the total cost per unit volume of a material.
-
Fatigue strength: a measure of the ability of a material to withstand high-cycle alternating loading without failing.
-
Corrosion resistance: a measure of the ability of a material to withstand the exposure to different chemical substances without suffering property degradation or failure.
-
Aging resistance: a measure of the ability of a material to retain its properties after prolonged service.
-
Galvanic-coating adhesion strength: a measure of the bond strength between the galvanic coating and the metal substrate.
End-of-the-Life-of-the-Vehicle Stage
A schematic of the BIW ELV and recycling process chain is displayed in Fig. 11. Table 6 lists the basic constraints and criteria for the selection of sheet-metal material relative to the recovery- and recycling-process requirements at the ELV stage. As mentioned earlier, it is well established that a typical PMH load-bearing BIW component will be cut-off from the BIW frame and shredded. Hence, the main factor controlling sheet-metal material selection with respect to the ELV stage is the ability of the material to be readily shredded (as controlled by lower hardness) and separated from the plastics residue (as controlled by the metal/plastic density ratio or magnetic properties of the sheet-metal). The basic definition of the terms used in Table 6 is given below:

Body-in-white end-of-the-life-of-the-vehicle and recycling process chain
-
Ferromagnetic materials: materials with high value of magnetic susceptibility.
Structural-Adhesive Material-Selection Constraints and Criteria
As discussed earlier, in the case of adhesively bonded PMH components, structural adhesive is used to join sheet-metal stamping with the injection-molded plastic subcomponent. In the remainder of this section, a set of material-selection constraints and criteria is proposed to guide the selection of structural adhesives for use in the adhesively bonded PMH components. These constraints and criteria are derived by considering the key stages in the TLC of the component, as displayed in Fig. 4. As discussed earlier, the present TLC material-selection approach does not include the vehicle assembly stage.
Sheet-Metal Subcomponent Manufacturing in Press Shop
No material-selection constraints and criteria can be identified for the structural adhesives, since these materials are not introduced in the sheet-metal stamping manufacturing stage in the press shop.
Plastic Subcomponent and PMH Component Manufacturing in Injection-Molding Shop
Table 7 lists the basic constraints and criteria for the selection of structural adhesives relative to the performance and manufacturing-process compatibility requirements in the injection-molding shop. These constraints and criteria are mainly concerned with the ability of the adhesive to wet joining surfaces, to displace contaminants without degrading, and to produce strong and durable polymer/metal bonding. The basic definition of the terms used in Table 7 is given below:
-
Surface energy: the access energy associated with the free material surface. Low surface-energy materials tend to readily wet/coat high surface-energy materials.
-
Viscosity: a measure of the internal resistance of a fluid to deformation when subjected to shear stress.
-
Curing temperature: temperature at which thermosetting resin undergoes polymerization/cross linking.
-
Working time for two-part thermoset adhesive: total working time available for the use of mixed two-part adhesive.
-
Softening temperature: minimal temperature at which a thermoplastic experiences a significant decrease in its viscosity.
-
Handling time: minimal time required before an adhesively bonded component can be handled without compromising the strength of the bonded joint.
-
Full-strength time: minimal time required before an adhesively bonded component has acquired a full strength of the bonded joint.
-
Emission and toxicity: self-explanatory.
PMH Component Integration into BIW Frame in Body Shop
Table 8 lists the basic constraints and criteria for the selection of structural adhesives relative to the performance and manufacturing-process compatibility requirements in the body shop. The material selection constraints and criteria listed in Table 8 are primarily concerned with the ability of the adhesive to withstand welding-induced high-temperature exposures. The basic definition of the terms used in Table 8 is given below:
-
Maximum service temperature: the maximum temperature at which a material/component can be used for a prolonged period of time without suffering undesirable degradations of its structural integrity.
-
Bond strength: a measure of the ability of a bonded joint to support normal and/or shear loads without failing.
BIW Pretreatment and Painting in Paint Shop
Table 9 lists the basic constraints and criteria for the selection of structural adhesives relative to the performance and manufacturing-process compatibility requirements in the paint shop. The material selection constraints and criteria listed in Table 9 deal primarily with the ability of structural adhesive to withstand mechanical, thermal and chemical attacks in the paint shop without degrading and without contaminating the paint baths. The basic definition of the terms used in Table 9 is given below:
-
Chemical resistance: a measure of the ability of a material to withstand exposure and attack by various chemical species without suffering significant loss of its structural integrity.
PMH Component and Vehicle In-service
Table 10 lists the basic constraints and criteria for the selection of structural adhesives relative to the performance of the PMH-component/vehicle in-service. These constraints and criteria concern primarily the ability of an adhesive to produce stiff, strong and durable bonded joints. The basic definition of the terms used in Table 10 is given below:
-
Fogging, emissions, and odor: a measure of the tendency of an organic material to emit/release chemical species.
End-of-the-Life-of-the-Vehicle Stage
Table 11 lists the basic constraints and criteria for the selection of structural adhesives relative to the recovery- and recycling-process requirements at the ELV stage. Since the adhesives are of a thermosetting nature and are not expected to be recyclable, the constraints and criteria listed in Table 11 are mainly concerned with the ecological impact associated with the disposal of the adhesive-containing shredded residues.
Thermoplastics Material-Selection Constraints and Criteria
In this section, the procedures outlined in Sections 3 and 4 are used to develop a set of material-selection constraints and criteria for injection-molded thermoplastics used in PMH components. These constraints and criteria are derived by considering the key stages (except for the vehicle-assembly stage) in the TLC of the component, as displayed in Fig. 4.
Sheet-Metal Subcomponent Manufacturing in Press Shop
No material-selection constraints and criteria can be identified for the injection-molding thermoplastics, since these materials are not introduced in the sheet-metal stamping manufacturing stage in the press shop.
Plastic Subcomponent and PMH Component Manufacturing in Injection-Molding Shop
Table 12 lists the basic constraints and criteria for the selection of injection-molding thermoplastics relative to the performance and manufacturing-process compatibility requirements in the injection-molding shop. These criteria and constraints are mainly related with the ability of the thermoplastic melt reinforced with short glass fibers to flow within narrow sections of the injection mold cavity. The basic definition of the terms used in Table 12 is given below:
-
Melt flow index: a measure of the ease of flow of the melt of a thermoplastic polymer. It is defined as the weight of polymer in grams flowing in 10 minutes through a capillary of specific diameter and length by a pressure applied via prescribed alternative gravimetric weights for alternative prescribed temperatures.
-
Melt temperature: minimal initial temperature of the molten thermoplastics being injected into a mold cavity.
-
Injection pressure: an average pressure required to fully fill the mold cavity with the molten plastic.
-
Shrinkage: reductions in the part dimensions accompanying a decrease in temperature and/or solidification of melt.
-
Maximum allowable reinforcement fiber length: reinforcement length beyond which melt viscosity becomes unacceptably high for injection-molding processing.
-
Heat staking: a joining process in which, a stud protruding from one plastic-component into a hole in the second component and is subsequently thermally softened and deformed to form a rivet which connects the two parts.
-
Specific heat: a measure of the heat required to increase the temperature of a unit mass of a material by one degree.
PMH Component Integration into BIW Frame in Body Shop
Table 13 lists the basic constraints and criteria for the selection of injection-molding thermoplastics relative to the performance and manufacturing-process compatibility requirements in the body shop. The material selection constraints and criteria listed in Table 13 are primarily concerned with the ability of the thermoplastics to withstand welding-induced high-temperature exposures.
BIW Pretreatment and Painting in Paint Shop
Table 14 lists the basic constraints and criteria for the selection of injection-molding thermoplastics relative to the performance and manufacturing-process compatibility requirements in the paint shop. The material selection constraints and criteria listed in Table 14 deal primarily with the ability of thermoplastics to withstand mechanical, thermal, and chemical attacks in the paint shop without degrading and without contaminating the paint baths. The basic definition of the terms used in Table 14 is given below:
-
Creep relaxation resistance: the ability of a material to resist plastic deformation/fracture when subjected to prolonged loading at elevated temperatures.
-
Stress relaxation resistance: the ability of a material to resist the loss of preloads when subjected to prolonged exposures to elevated temperatures.
PMH Component and Vehicle In-service
Table 15 lists the basic constraints and criteria for the selection of injection-molding thermoplastics relative to the performance of the PMH-component/vehicle in-service. These constraints and criteria are primarily associated with the parameters affecting: (a) vehicle performance (as controlled by material density and material distribution, and static stiffness); (b) NVH performance (as controlled by the dynamic stiffness and damping); (c) economics (as controlled by material/manufacturing cost); and (d) crashworthiness (as controlled by material toughness). As far as durability of the BIW is concerned, the factors controlling material selections include the possibility that durability may be controlled by either fatigue or moisture-induced microstructural degradation. The basic definition of the terms used in Table 15 is given below:
-
Damping coefficient: the ability of a material to attenuate vibrations through energy absorption and dissipation.
-
Hydroscopicity: a measure of the tendency of a material to absorb and retain moisture.
End-of-the-Life-of-the-Vehicle Stage
Table 16 lists the basic constraints and criteria for the selection of injection-molding thermoplastics relative to the recovery- and recycling-process requirements at the ELV stage. Considering the fact that a typical PMH load-bearing BIW component will be cut-off from the BIW frame and shredded and that thermoplastics can be readily shredded, the main factors controlling thermoplastic material selection with respect to the ELV stage, are the ability of the material to be segregated and recycled with a minimal ecological impact and cost.
A Case Study: Glass-Reinforced Nylon Optimal-Grade Selection
In the previous three sections, a number of TLC material selection constraints and criteria have been developed for sheet-metal, structural (low-surface energy) adhesive, and injection-molding thermoplastic materials used in the PMH applications. In the case of the material selection criteria, it was identified if the criterion in question should be defined as a minimum or maximum. In the case of the constraints, it was also identified if the constraint in question should be defined as either “>=” or “<=”. However, for the constraints the critical values of the parameter in question were not defined since such values will vary from component to component in the BIW. Also, which of the material/process parameters is selected as a constraint and which as a criterion may vary as different BIW components are considered. In this section, a simple case study is presented of material selection for a thermoplastic polymer used in the overmolded PMH load-bearing BIW component displayed in Fig. 3.
Since polyamide (PA) (nylon) possesses a relatively high maximum service temperature (required for the PMH-technology compatibility with the E-coat curing treatment), it is frequently used for fabrication of the polymer subcomponents of the injection-overmolded PMH BIW components. The question to be answered in this section is then: “Which grade of (glass-reinforced) nylon is best suited for this application”?
The family of nylons consists of several different types, e.g., nylon 6, nylon 6/6, nylon 6/12, etc. The numbers refer to the number of methyl units (-CH2-) residing on each side of the nitrogen atoms (amide groups) which influences the property profiles of the material. Polarity (and, hence, moisture absorbance) decreases with an increase in the separation and with a decrease in location regularity of the very polar amide groups. At the same time, thermal stability is lowered due to higher flexibility and mobility in these methyl unit sections of the main chain. As these units increase in length making the molecules appear more like polyethylene, as is the case of nylon 6/12, the properties of the nylon shift slightly toward those of polyethylene. Consequently, nylon 6/12 possesses lower modulus, higher elongation, lower strength, lower thermal distortion temperature, lower hardness, and lower melting point than nylon 6/6. At the same time, moisture absorption in nylon 6/12 (more expensive than nylon 6/6) is approximately half of that of nylon 6/6 ensuring that the properties of the former are much more consistent and experience less humidity-induced fluctuations and degradation.
The brief overview of some of the property trade-offs between various nylon grades, presented above, suggests that there is an optimal grade of nylon for the given PMH application. In the present work it is recognized that the component in question (the rear cross-roof beam) is a load-bearing component, but its main structural role is to provide a lateral load-path between the two C-pillars and not to be a primary load-supporting member in the case of vehicle roll-over. In addition, the component is located in a “dry” section of a vehicle and hence, the primary source of moisture in nylon will be air humidity and not ground-level precipitation residues. These facts were not only used in both identifying the component/vehicle and process parameters which should be defined as TLC material selection constraints/criteria, but also in assigning the relative weighting factors to the selection criteria.
Before carrying out the nylon-grade TLC material selection process, one must assign the relative weights (importance) to each of the TLC stages identified earlier. For a plastic material, as mentioned earlier, only the following five TLC stages are important: injection-molding shop, body shop, paint shop, in-service performance and ELV stage. The relative importance of these five TLC stages is obtained by first obtaining their importance ranking. This was done using a pair-wise comparison procedure, Table 17, in which score 0 is assigned to two TLC stages when they are equally important and +1/−1 to a criterion which is more/less important than the other criterion with which it is compared. The results appearing in the last column of Table 17 are then used to rank the TLC stages, so that the one with the highest score is being deemed the most important.
Once the importance ranking for the TLC stages is determined their weights are assigned by apportioning the total of 100 points with the highest ranking TLC stage (the PMH component manufacturing stage) being assigned the highest (34-point) score and the lowest ranked TLC stage (the BIW construction stage) being assigned the lowest (4-point) score. It should be noted that assigning the final score to each of the TLC stages was somewhat subjective and was based on engineering judgment. Based on the procedure described above the following importance weights are assigned to the five TLC stages: the PMH component manufacturing stage, 34 points; the BIW construction stage, 4 points; the BIW pretreatment and paint stage, 29 points; in-service performance and durability stage, 19 points; and ELV stage, 14 points.
The next step is to determine, for each TLC stage, the material/process parameters which should be treated as (hard) constraints and those which should be selected as material-selection criteria. The TLC material-selection constraints and criteria chosen in the present work are denoted in Table 12-16 by bold entries. Also, in the case of the constraints, the values of the critical material/process parameters are provided. Once this step is completed, the same pair-wise comparison process is used to rank and assign the relative weights to each criterion at each of the five TLC stages. As mentioned earlier, this is somewhat subjective process and entails good engineering judgment. The results of this procedure are displayed in Column 2 of Table 18.
The final step in the optimal nylon-grade TLC materials selection process is to complete the construction of the standard decision matrix, Table 18. In Table 18, the leftmost column lists the main TLC stages and their weighting factors, while the second column lists the nylon-grade material-selection criteria (for the injection-overmolded PMH component in question) and their weighting factors. The topmost row in Table 18 lists six most frequently used 30%-glass-reinforced grades of nylon, all of which meet the selection constraints identified by the bold entries in Tables 12-16.
In the remainder of Table 18, numerical scores are assigned to each alternative nylon grade with respect to its ability to accommodate each of the TLC-material selection criteria and the relative weight of the TLC stage in question. The scores were assigned after compiling a list of the required material parameters needed to assess the numerical score for each nylon grade with respect to each of the material selection criterion, Table 19 (Ref 9, 10). Due to space limitations, only the average values of the TLC material selection parameters for the six nylon grades in question are shown in Table 19. Also, a more comprehensive overview of the main commercial nylon grades is provided in Appendix.
The last row in Table 18 lists the total scores for each of the alternative nylon grades. The larger is the value in the last row of Table 18, the more suitable is the nylon grade in question for the intended PMH-component application.
The results displayed in the last row of Table 18 show that nylon 6 is the optimal PA grade for the investigated PMH-component application, whereas PA 4/6, 6/6 are the next best choices. While there was some uncertainty associated with the values of the TLC material selection parameters and such uncertainty affects the total score for each nylon grade, the final ranking of the grades does not change. The main reasons for these nylon grades being selected for use in the PMH-component application at hand are their high maximum service temperature and the 1.8 MPa deflection temperature and a relatively high value of the melt flow index (particularly in the case of nylon 6). It should be noted that the fact that nylon 4/6, 6/6, and 6 are most widely used PA grades in automotive industry also favor these two grades at the ELV stage since they could be recycled economically by combining them with other nylon 6- and 6/6-based residues. Also, one of the main reasons that other polyethylene grades of nylon were not selected is that their low-moisture absorbance was not given a high value of the weighting factor since the PMH component in question resides in a dry section of the vehicle. In other words, other more moisture-resistant nylon grades would rank higher in the load-bearing PMH components residing in wet sections of the BIW. Finally, it should be noted that cost was not used as one of the TLC material selection criteria. The reason for this was that most nylon grades, with the exception of PA 11 and PA 12 (two of the nylon grades not recommended for the intended PMH application), are comparable in cost.
Summary and Conclusions
Based on the results obtained in the present work, the following main summary remarks and conclusions can be drawn:
-
1.
A new material selection procedure, the TLC material selection procedure is proposed for use in identifying optimal candidate sheet-metal, structural-adhesive, and injection-molding plastic materials for use in PMH automotive BIW components.
-
2.
The procedure includes various material performance, durability, processibility and recyclability parameters and process chain compatibilities at different life stages of the PMH-component/vehicle, from the PMH-component manufacturing stage to the component disassembly and recovery of the materials at the ELV.
-
3.
The procedure is applied to identify optimal grade of Nylon for use for fabrication of a thermoplastic rib-like subcomponent in a prototypical PMH load-bearing automotive BIW component (a rear cross-roof beam) fabricated using the injection-overmolding PMH technology.
References
M. Grujicic, V. Sellappan, G. Arakere, N. Seyr, and M. Erdmann, Computational Feasibility Analysis of Direct-Adhesion Polymer-to-Metal Hybrid Technology for Load-Bearing Body-in-White Structural Components, J. Mater. Process. Technol., 2008, 195, p. 282–298.
O.J. Zoellner and J.A. Evans, Plastic-Metal Hybrid a New Development in the Injection Molding Technology, ANTEC 2002 Annual Technical Conference, San Francisco, CA, 2002, p 1–4
Plastic-Metal Hybrid Material, http://www.hbmedia.net/polymotive/polymotive/2003/01/articles/frontend1.shtml
D. Recktenwald, Advanced Adhesives Foster Hybrid Structures, Mach. Design, 2005, 77(21), 124–126.
M. Grujicic, G. Arakere, P. Pisu, B. Ayalew, N. Seyr, and M. Erdmann, Application of Topology, Size and Shape Optimization Methods in Polymer Metal Hybrid Structural Lightweight Engineering, Multi. Model. Mater. Struct., 2007, accepted for publication
M. Grujicic, V. Sellappan, M.A. Omar, N. Seyr, A. Obieglo, M. Erdmann, and J. Holzleitner, An Overview of the Polymer-to-Metal Direct-Adhesion Hybrid Technologies for Load-Bearing Automotive Components, J. Mater. Process. Technol., 2008, 197, 363–373.
M.F. Ashby, Materials Selection in Mechanical Design, 3rd ed., Elsevier Butterworth Heinemann, 2005.
M. Grujicic, G. Arakere, V. Sellappan, J.C. Ziegert, F.Y. Koçer, and D. Schmueser, Multi-disciplinary Design Optimization of a Composite Car Door for Structural Performance, NVH, Crashworthiness, Durability and Manufacturability, Multi. Model. Mater. Struct., accepted for publication, December 2007.
Cambridge Engineering Selector, http://www.grantadesign.com/
Matweb, http://www.matweb.com
Acknowledgments
The material presented in this paper is based on work conducted as a part of the project “Lightweight Engineering: Hybrid Structures: Application of Metal/Polymer Hybrid Materials in Load-bearing Automotive Structures” supported by BMW AG, München, Germany. The authors are indebted to Drs. Joshua Summers, Greg Mocko, Laine Mears, and Mohammed Omar for stimulating discussions.
Author information
Authors and Affiliations
Corresponding author
Appendix: An Overview of the Polyamide (Nylon) Grades
Appendix: An Overview of the Polyamide (Nylon) Grades
Properties of Commercial Nylon Grades
Polyamide, commonly known as nylon, is possibly the most widely used engineering thermoplastic material in automotive, electronic, and packaging applications. There are different types of PAs having different properties and, consequently, different applications. Polyamide essentially has six different commercial grades depending upon the type of monomer used and the way they are polymerized. The six nylon grades are: PA 4/6, PA 6/6, PA 6, PA 6/12, PA 11, and PA 12. A summary of the key properties of these nylon grades is provided in Table A.1. A close analysis of Table A.1 reveals the following defining features of the commercial nylon grades:
-
PA 4/6 has superior impact properties, excellent resistance to wear and friction, and has outstanding flow characteristics (i.e., high processability). Unfortunately, its stiffness is relatively low and it has a high tendency to absorb moisture;
-
PA 6/6 possesses a good balance of strength, stiffness, heat resistance, resistance to hydrocarbons, lubricity, and wear resistance. PA 6/6 is the most widely used grade of nylon, followed by PA 6;
-
PA 6 has a better creep resistance, lower processing temperature, less mold shrinkage and gives a more lustrous surface (which improves appearance) than PA 6/6. Unfortunately, it possesses lower stiffness and it absorbs moisture more readily than PA 6/6;
-
PA 6/12 has the highest stiffness, low moisture absorption and has many properties similar to PA 12. However, compared to PA 12, PA 6/12 has a higher heat-deflection temperature, and greater tensile and flexural strength;
-
PA 11 has also a relatively low moisture-absorption tendency and it features a good combination of high chemical resistance and ability to accept high concentration of fillers. However, relative to other commercial nylon grades, PA 11 has the highest cost and possesses less heat resistance;
-
Due to its relatively low concentration of amide groups, PA 12 has the lowest water absorption tendency among the commercial nylon grades. It also has good-to-excellent resistance to oils, fuels, hydraulic fluids, solvents, and salt. Stress-cracking and abrasion resistances of this material are also quite high. Unfortunately PA 12 has a relatively low resistance to creep due to its low heat-deflection temperature.
Automotive Applications of Commercial Nylon Grades
To assess the suitability of different nylon grades in PMH applications, a survey of the main automotive applications of nylon is provided in this section. The approach used in the present work is that if a nylon grade is more often used in a vehicle, it could be more economically recycled and, forms the ELV standpoint, such grade would be preferred. A summary of the main automotive areas in which different nylon grades are used is given in Table A.2.
Rights and permissions
About this article
Cite this article
Grujicic, M., Sellappan, V., He, T. et al. Total Life Cycle-Based Materials Selection for Polymer Metal Hybrid Body-in-White Automotive Components. J. of Materi Eng and Perform 18, 111–128 (2009). https://doi.org/10.1007/s11665-008-9279-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-008-9279-4