
Abstract
The non-isothermal kinetic method was used in this manuscript to obtain the reaction models by fitting the reduction ratio of low-grade phosphate ore and the volatilization ratio of phosphorus. And the reaction mechanism of vacuum carbothermal reduction of low-grade phosphate was investigated by combining XRD, SEM, EDS, chemical analysis, and FactSage7.2. Ca5(PO4)3F first reacted with a small amount of SiO2 in the ore sample at 1080 °C to form Ca3(PO4)2, CaSiO3, and SiF4 (escaped in the form of gas). Then, Ca3(PO4)2 was reduced by C. When the temperature reached approximately 1300 °C, a large number of Ca5(PO4)3F in ore sample began to react with C to form CaO, P2(g), CO(g), and CaF2. Through the mutual verification of Coats-Redfern and Šatava-Šesták methods, it is concluded that the unitary reduction process was under the control of the shrinking core model, and the activation energy of unitary reduction was 74.54±10.39 kJ/mol. The volatilization of P was under the control of the 3-D diffusion (anti-Jander), and the activation energy was 416.43±1.81 kJ/mol.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Phosphate ore is a non-metallic mineral resource that cannot be regenerated, cannot be replaced, and has strategic significance. It is an important chemical raw material widely used in the phosphate industry, metallurgy, and agriculture.[1] The phosphate ore resource of China was low, i.e., the average grade is only 17 pct, which is one of the countries with the lowest average grade of phosphate ore.[2] At present, low-grade phosphate ore is often enriched by mineral processing, and then subsequent production was carried out, though. But mineral processing will reduce the availability of phosphorus and produce a large number of tailings. Currently, 8 to 9.5 million tons of phosphate tailings will be produced in China every year. Because phosphate tailings mainly contain MgO, P2O5, CaO, SiO2, Al2O3, and Fe2O3 oxides, in addition, it also includes a trace of heavy metals (Cd, Cr, Pd, Hg, As, etc.), resulting in a great waste of resources and heavy metal pollution.[3] Therefore, the comprehensive utilization of low-grade phosphate ore has become a hot spot in present studies.
Currently, there are three mature manufacturing technologies of phosphate, namely, wet phosphoric acid, thermal phosphoric acid, and kiln phosphoric acid.[4,5] Wet phosphoric acid requires phosphorus concentrate, and its byproduct-phosphogypsum pollutes the environment greatly. Moreover, the thermal energy consumption and cost of thermal phosphoric acid with a long process (including crushing, electric furnace reduction, cooling tower, refining pot, and hydration process) are much higher.[6,7] The issue was solved by kiln phosphoric acid, but there are also some problems in the process of kiln phosphoric acid, such as the kiln-ringing, burning loss of carbon, P2O5 desorption, and kiln body design. On this basis, some scholars[8,9] have advanced a new process of melting phosphorus refining by reference to the process of smelting iron. The melting condition was favorable to heat and mass transfer and reduced energy consumption. Li et al. and Ma et al.[10,11,12,13,14] have studied the process of melting reduction of phosphate ore and its kinetics and determined that the optimum process parameters of molten reduction phosphate ore were as follows: 1450 °C for 60 minutes, C excess coefficient was 1.5, and SiO2/CaO ratio was 2.4. According to the kinetic fitting results, the melt reduction process was a first-order reaction with an apparent activation energy of 225.106 KJ·mol−1. Tang et al.[15] studied the effect of oxide flux such as aluminum-silicon-magnesium on the melting reduction of phosphate ore and obtained the strengthening effect of three fluxes: silica > alumina > magnesium oxide. In addition, in view of applications of vacuum reduction in ilmenite concentrate, MgO, SiO2, Al2O3, ZnO, etc., and non-vacuum carbothermal reduction in ZnO, Al2O3.[16,17,18,19] Other scholars have put forward the treatment of vacuum carbothermal reduction method, which has proved that the method can effectively recover phosphorus from low-grade phosphate ore at lower temperature without pollution (the reduced yellow phosphorus was collected directly by the collector through the condensing tube under the action of the vacuum pump). Figure 1 shows variations in Gibbs free energy which may occur in the electric furnace process at different pressure. It can be seen that the initial temperature of each reaction decreased significantly with reduced pressure. Moreover, the vacuum method avoids the steps of gas washing tower and refined pot greatly shortens the technological process and reduced the energy consumption of reaction based on direct utilization of low-grade phosphate ore. Huang et al.[20,21,22] studied the effects of temperature, pressure, and carbon dosage on low-grade phosphate ore during vacuum carbothermal reduction. It’s concluded that compared to the reaction temperature of 1500 °C in the traditional thermal process, carbothermal reduction temperature can be reduced to 1250 °C from 1300 °C with an additional vacuum system. Furthermore, the thermodynamic behavior and reduction kinetics of Ca5(PO4)3F were studied by Cao et al. and Li et al.[23,24,25,26,27] The study’s conclusion was Ca5(PO4)3F gave priority to defluorination reaction with SiO2 to form Ca3(PO4)2. Then, Ca3(PO4)2 was reduced by C to produce CaO, which bound SiO2 to form silicate. Finally, F was discharged in the form of SiF4 (g). But the reduction mechanism and kinetics of carbothermal reduction of low-grade phosphate ore in vacuum remain unclear. Consequently, this manuscript studied the non-isothermal kinetics and reduction process. This study is expected to lay a theoretical and experimental foundation for the comprehensive utilization of phosphate ore.

Variations in Gibbs free energy as a function of pressure
Experiment
Materials
The chemical compositions of the materials employed in this research are shown in Table I (The relative standard deviation of each component was not more than 3.6 pct). The main elements in phosphate ore are Ca, P, O, and Si, which are mainly in the form of Ca5(PO4)3F and SiO2 as the XRD diagram of raw ore shown in Figure 2. And the particle sizes of all materials used in this experiment are less than 74 µm.

XRD diagram of raw ore
Experimental Procedure
The vacuum carbon shirt-circuiting furnace used in this study is shown in Figure 3, which consists of vacuum system, furnace stack, control cubicle, electric power system, and water cooling system. The vacuum system includes a mechanical pump, a diffusion pump, and valves. Mechanical pump is used for pre-pumping vacuum of equipment. The mechanical pump and the diffusion pump work together to maintain high vacuum during reduction. The furnace stack includes base, furnace lid, furnace wall (connects with the cooling water system), insulation layer, graphite heating element, graphite cushion, reduction device (graphite crucible), and condensing collection device (graphite condensing tube and sheet glass). The reduced yellow phosphorus was collected directly by the collector through the condensing tube under the action of the vacuum pump.

Schematic diagram of vacuum carbon tube furnace
A previous study[21] showed that in the process of carbothermal reduction of low-grade phosphate ore in vacuum, with constant temperature and pressure, the reduction efficiency became best at 14 pct carbon dosage. Therefore, firstly, weigh 20g of phosphate ore powder, 14 wt pct coke (2.8g), 4 wt pct binders (methyl-cellulose) (0.8g), and 3 wt pct distilled water (0.6g), respectively, which were mixed and stirred evenly. The mixed powder was pressed to form a block (the mass of a single sample was approximately 24.14g) under a pressure of 15 MPa, and then the block was put into a loft drier to be dried for 8 hours at 105 °C. The dried samples were weighed and then heated to 1100 °C, 1150 °C, 1200 °C, 1250 °C, 1300 °C, 1350 °C, and 1400 °C, respectively, in the vacuum carbon shirt-circuiting furnace. The heating rate was set to 6 °C/min. When the temperature reached the set value, heating was stopped immediately and the samples were cooled in furnace (as shown in Figure 4, the cooling rate was 13.3 °C /min at 1000 °C to 1500 °C, 6.15 °C /min at 500 °C to 1000 °C, and 3°C /min below 500 °C). The accuracy of tungsten-rhenium thermocouples (WER-526) and digital display composite vacuum gauge (ZDF-5227A) equipped with vacuum carbon tube furnace is ±1 °C and ±1 pct, respectively. Finally, the cooled samples were weighed for the calculation of reduction ratio by Eq. [1] and prepared for chemical analysis of P content (Quinoline phosphomolybdate gravimetric method was used to determine the P content of reduced samples, and the detailed operation method refers to references.[28,29]) for calculation of volatilization ratio of P by Eq. [2], XRD analysis, SEM appearance, and EDS.

Heating and cooling curves of samples
Generally speaking, the weight loss ratio can characterize the degree of reduction without metal volatilization for the carbothermal reduction of solid-solid reaction. However, in this study, the reduced phosphorus volatilized in gaseous form, so the volatile phosphorus was taken into account when calculating the reduction ratio.
where θ is the reduction ratio of phosphate ore (pct), \( m_{1} \), \( m_{2} \) , and \( m_{3} \) are masses of samples before heating, samples after heating, and binder (g). \( \eta \) is volatilization ratio of P (pct), and M0 and \( M \) are masses of P in samples after reduction and P in samples before reduction (g). \( \left( {M - M_{0} } \right) \) is the mass of phosphorus which has evaporated.
Results and discussion
Effect of Temperature on Reduced Samples
Variations in reduction ratio, volatilization ratio of P, and pressure as a function of temperature are shown in Figure 5. The gas (mainly phosphorus vapor and CO) produced by the reduction reaction would cause the change of the pressure in the furnace. As can be seen from Figure 5, the reaction began to take place in large quantities after 1250 °C. The reduction ratio of the sample and volatilization ratio of P increased with temperature at the range of 1100 °C to 1400 °C. And this tendency accelerated evidently above 1250 °C. The reduction ratio and volatilization ratio of P were 28.07 and 36.5 pct at 1400 °C.

Variations in reduction ratio, volatilization ratio of P, and pressure as a function of temperature
SEM and EDS Analysis of Reduced Samples
The surface appearance and EDS analysis of reduced samples are shown in Figure 6. Four EDS analyses were carried out on the points of different regions with the same composition, and then the average atomic percentage of each element was obtained. In reduction samples at different temperatures, there was no obvious change in the percentage of each atom in A, B, and C three areas. It can be seen that the areas of A were unreacted Ca5(PO4)3F and some calcium salts, the areas of B composition were ferrophosphorus and some ferroalloy, the areas of C were silicate and a small part of magnesium oxides, and the black areas were coke. A area and coke in the sample at 1200 °C showed obvious blocky structure. With the increase of temperature and the deepening of reduction, the particles of A area and coke in the reduced samples at 1300 °C and 1400 °C were obviously finer, and the coke was reticulated in the A area. This is due to the reduction at the two-phase interface and the formation of gas, which lead to the decomposition and refinement of the A area and coke particles. B and C areas, as the products, were mainly scattered at the particle contact interface of A area and coke.

The surface appearance and EDS analysis of the reduced samples
X-ray Diffraction Analysis of Reduced Samples
XRD analysis results (based on the results of SEM and EDS analysis) are shown in Figure 7 and Table II. The diagram shows that the main phases in the raw ore were Ca5(PO4)3F and SiO2. The SiO2 diffraction peak disappeared at 1100 °C to 1250 °C, the main phases of samples after reduction were Ca5(PO4)3F, Ca3(PO4)2, and CaSiO3, and the intensity of each diffraction peak showed no obvious change. At 1300 °C, the CaO diffraction peak appeared, and the main phases of samples after reduction were Ca5(PO4)3F, Ca3(PO4)2, CaO, and CaSiO3. There was no new phase forming above 1300 °C. The diffraction peak of Ca5(PO4)3F decreased gradually, whereas the diffraction peak of CaO increased gradually.

XRD analysis of the reduced samples
Kinetic Analysis
For the research of non-isotherm kinetics at a constant heating rate, the reaction rate of heterogeneous reaction can be obtained by Eq. [3]: [30,31,32]
where \( t \), \( \beta \), \( T \),\( A \), \( R \), \( E \) , and \( f\left( \alpha \right) \) are time, heating rate, temperature, pre-exponential factor, gas constant, activation energy, and differential mechanism function, respectively. The integral mechanism function (\( G\left( \alpha \right) \)) can be described as Eq. [4] through deformation:
where \( T_{0} \) is the initial temperature (room temperature).
Nowadays, several methods are used to verify each other to obtain dynamic parameters during the study of non-isothermic dynamics, which can determine more reliable mechanism function (G(α)) and dynamic parameters. Han et al.[33,34] obtained the most reliable kinetic parameters by mutual verification of Flynn–Wall–Ozawa and Kissinger–Akahira–Sunose methods. Lv et al.[35,36] obtained the best kinetic parameters by mutual verification of Coats–Redfern[37] and Šatava–Šesták methods.[38] Based on this, the study will use this method to character the non-isothermal kinetics of carbothermal reduction of low-grade phosphate ore in vacuum.
Coats–Redfern integral method:
Šatava–Šesták integral method:
The integral mechanism function expressions used in the work are shown in Table III.
Data Correction
Because the samples were reduced in vacuum, it is impossible to take out the samples for quick cooling after reduction. Therefore, we set the cooling rate of the vacuum furnace to the maximum (the cooling rate was very fast at this time, and the heating and cooling curves of samples are shown in Figure 4). And the reduction ratio and phosphorus volatilization ratio were corrected in the non-isothermal kinetic study. The reduction and phosphorus volatilization in the cooling process were quantified by this method and subtracted from the original data. Finally, the corrected data were brought into the non-isothermal kinetic equations. The specific methods are as follows:
Let \( \alpha \) be the change of phosphorus volatilization ratio, \( \beta \) the correction value of phosphorus volatilization ratio, \( \gamma \) the measured value of phosphorus volatilization ratio, and \( \delta \) the unit temperature. Assuming that we have determined the phosphorus volatilization ratio and reduction ratio of \( 1400/\delta \) reduction samples, and the phosphorus volatilization ratio of per unit \( \delta \) temperature stage was constant. Then each unit \( \delta \) temperature stage contains a heating process volatilization \( \alpha_{{{\text{heating}} }} \)and a cooling process volatilization \( \alpha_{\text{cooling}} \). \( {\text{t}}_{\text{heating}} \) and \( {\text{t}}_{\text{cooling}} \) are the time spent in heating and cooling processes of per unit \( \delta \) temperature stage, respectively. Then,
And,
In the same way, all the correction values of phosphorus volatilization ratio and reduction ratio of samples were obtained, as shown in Table IV. Finally, the corrected data were brought into the kinetic formula to fit.
Kinetic Analysis of Integral Reduction Samples
The reduction ratio was considered as the reduction degree of the sample. Linear fitting of integral expressions listed in Table III was carried out by Eqs. [6] and [7], respectively. As shown in Table V and Figure 8, an identical integral expression which has the highest fitting precision in fitting results was selected. And then, the kinetic parameters were obtained and listed in Table VI. Therefore, in the process of carbothermal reduction of low-grade phosphate ore in vacuum, the integral and differential mechanism function expressions of unitary reduction samples were \( G\left( a \right) = 1 - \left( {1 - a} \right)^{4} \) and \( f\left( a \right) = 1/4\left( {1 - \alpha } \right)^{ - 3} \) by mutual verification of Coats–Redfern, and Šatava–Šesták methods, respectively. The reduction process was under the control of the Shrinking core model. The activation energy of unitary reduction was 74.54±10.39kJ/mol based on the two methods. The reduction process was mainly controlled by the phase boundary reaction. CaSiO3, CaO, and other products attached between the reactant and coke were increasing with time, which limited the progress of the reaction.

Fitting diagram of the mechanism function of the unitary reduction
Kinetic Analysis of Phosphorus Volatilization
The volatilization ratio of P in the reduction process was taken as the reduction degree of P. Linear fitting of integral expressions listed in Table III was carried out by Eqs. [6] and [7], respectively. As shown in Table VII and Figure 9, an identical integral expression which has the highest fitting precision in fitting results was selected. And then, the kinetic parameters were obtained and listed in Table VIII. Therefore, in the process of P volatilization, the integral and differential mechanism function expressions were \( G\left( a \right) = \left[ {\left( {1 + a} \right)^{1/3} - 1} \right]^{2} \) and \( f\left( a \right) = 3/2\left( {1 + a} \right)^{2/3} \left[ {\left( {1 + a} \right)^{1/3} - 1} \right]^{ - 1} \) by mutual verification of Coats–Redfern and Šatava–Šesták methods, respectively. The volatilization process of P was under the control of the 3-D diffusion (anti-Jander). The activation energy of P volatilization was 416.43±1.81kJ/ mol based on the two methods. Therefore, the restrictive section was the diffusion of coke to the surface of reactants and the escaping process of phosphorus vapor through the reaction layer.

Fitting diagram of the mechanism function of P volatilization
Mechanism Analysis
Analysis of the Reduction Process
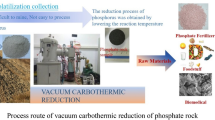
A study[23] showed that Ca5(PO4)3F is more likely to react with SiO2 compared with C. The reduction process of carbothermal reduction of low-grade phosphate ore in vacuum was obtained via the analyses above. Figure 10 shows that Ca5(PO4)3F first reacted with a small amount of SiO2 in the ore sample at 1080 °C to form Ca3(PO4)2, CaSiO3, and SiF4 (escaped in the form of gas). Then, Ca3(PO4)2 was reduced by C. When the temperature reached approximately 1300 °C, a large number of Ca5(PO4)3F in the ore sample began to react with C to form CaO, P2(g), CO(g), and CaF2.

Vacuum carbothermal reduction process of phosphate ore
The main reactions were as follows:
The reaction of Ca5(PO4)3F and SiO2 was calculated by using FactSage7.2 software’s Reaction module. A conclusion that the initial reaction temperature is 1080 °C at the pressure of 1Pa, \( \Delta {\text{G}} = - 7.3235 \times 10^{3} {\text{J}}/{\text{mol}} \) was drawn.
Analysis of the Reduction Mechanism
The reduction mechanism of phosphate ore during vacuum carbothermal reduction was shown in Figure 11. When the reaction conditions were reached, Ca5(PO4)3F first defluorinated with SiO2 to form Ca3(PO4)2, and then the reduction began at the two-phase interface of Ca3(PO4)2 and C. As SiO2 was depleted, Ca5(PO4)3F in the phosphorite directly reacted with C (the initial reaction temperature was about 1300 °C under 1Pa). The reduction was a typical gas-solid phase reaction, which was gradually advanced inward. Solid-state products such as CaSiO3 and CaO were increasing and attached to the reactant surface with reaction. And a shrinking core consisting of unreacted reactants existed in the reduced ore until the end of the reaction. The presence of this solid-state product layer reduced the contact area between Ca5(PO4)3F, Ca3(PO4)2, and carbon, limiting the reaction to proceed. Gaseous yellow phosphorus continuously diffused from the surface of reactants to the surface of the sample and escaped with CO. The diffusion of yellow phosphorus was the restrictive section of its volatilization process.

Reduction mechanism diagram of phosphate ore
Conclusion
The non-isothermal kinetics and reduction process of carbothermal reduction of low-grade phosphate ore were investigated in vacuum by XRD, SEM, EDS, chemical analysis, and FactSage 7.2. The conclusions were summarized as follows:
-
(1)
The reduction ratio of the samples and volatilization ratio of P increased with temperature at the range of 1110 °C to 1400 °C. The tendency accelerated evidently above 1250 °C and the reaction began in large quantities. The reduction ratio and volatilization ratio of P were 28.07 and 36.5 pct at 1400 °C.
-
(2)
Through the mutual verification of Coats-Redfern and Šatava-Šesták methods, it is concluded that the unitary reduction process was under the control of the shrinking core model, and the activation energy of unitary reduction was 74.54±10.3 kJ/mol. The volatilization of P was under the control of the 3-D diffusion (anti-Jander), and the activation energy was 416.43±1.81 kJ/mol.
-
(3)
Ca5(PO4)3F first reacted with a small amount of SiO2 in the ore sample at 1080 °C to form Ca3(PO4)2, CaSiO3, and SiF4 (escaped in the form of gas). Then, Ca3(PO4)2 was reduced by C. When the temperature reached approximately 1300 °C, a large number of Ca5(PO4)3F in ore sample began to react with C to form CaO, P2(g), CO(g), and CaF2.
References
X. Zhao, M.D. Cai, Q.Q. Dong, Y.J. Li and J.B. Shen (2018) J. Plant Nutr. Fertilizers 24(4): 1121-1130.
J. Jiang: Multipurp. Util. Miner. Resour., 2014, vol. 04, pp. 16-19.
J.Y. Li, X. Tong, B. Han, H.Z. Lv and D.D. Xie: Util. Miner. Resour., 2015, vol. 05, pp. 57-62.
J.G. Zhu and Y.L. Dai: Guizhou Chem. Ind., 2011, vol. 36(03), pp. 21-26.
M.A. Abdel-Zaher: Int. J. Miner. Process., 2008, vol. 85(04), pp. 59-84.
L.N. Ni, H.P. Li, K.B. Luo and Y. Su: Sci. Technol. Chem. Ind., 2013, vol. 21(01), pp. 58-62.
M. Gharabaghi, M. Irannajad and M. Noaparast: Hydrometallurgy, 2010, vol. 103(1-4), pp. 96-107.
R.Y. Wang, X.P. Yu, Z.C. Guo, X.M. Yang and D.G. Wang: Chin. J. Process Eng., 1997, vol. 04, pp. 76-79.
Z.C. Guo, D.G. Wang and Z.H. Xu: Chin. J. Process Eng., 1994, vol. 03, pp. 189-95.
Q. Li, B. Hu, Y.X. Wu, F. J, Q.F. Tian, Y. Li and S.F. He: J. Chem. Eng. Chin. Univ., 2014, vol. 28(04), pp. 905–10.
C. Ma, B. Hu, Y.X. Wu and F. Jin: Ind. Miner. Process., 2014, vol. 43(03), pp. 5-8.
F. Jin, Y.Z. Yang, C. Ma, X.L. Zhu, J.R. Wang and Y.X. Wu: Inorg. Chem. Ind., 2013, vol. 45(11), pp. 29-32.
Q. Li, B. Hu, Y.X. Wu, Q.F. Tian, F. Jin, Y. Li, C. Ma: Chem. Eng., 2013, vol. 41(04), pp. 51-56.
B. Hu, Q. Li, Y. Hu, F. Jin and Y.X. Wu: Ind. Miner. Process., 2012, vol. 41(12), pp.1-3.
J.W. Tang, F.J. Lan, Q.X. Hua, Y. Liu, L. Liu and B.M. Wang: Ind. Miner. Process., 2016, vol. 45(09), pp. 9–12
V. Garcia-Osorio and B.E. Ydstie: Chem. Eng. Sci., 2004, vol. 59(10), pp. 2053–64.
M.S. Walker and R.J. Fruehan: Metall. Trans. B, 2013, vol. 44(4), pp. 853–861.
M.S. Walker and R.J. Fruehan: Metall. Trans. B, 2014, vol. 45(4), pp. 1565–72.
C. Wieckert, R. Palumbo and U. Frommherz: Energy, 2004, vol. 29(5/6), pp. 771–87.
W.P. Yan, L.C. Li, R. Huang, P.S. Liu, K.S. Luo, S.L. Li and S.S. Long: Guangzhou Chem. Ind., 2017, vol. 45(12), pp. 101–103.
X. Qian, R. Huang, P.S. Liu, X.D. Lv and J.Z. Zhang: Chin. J. Vac. Sci. Technol., 2017, vol. 37(7), pp. 739-43.
Q.H. Wu, R. Huang, X.D. Lv, X. Qian, L. Liu and J.Z. Zhang: Mater. Res. Express, 2019, vol. 6.
R.F. Cao, Y. Li, J.P. Xia, W.L. Li and W.Y. Han: J. Chem. Eng. Chin. Univ., 2019, vol. 33(02), pp. 372-79.
G.Y. Zheng, R.F. Cao, Y. Li, J.P. Xia and Z.J. Chen: Silicon, 2019.
Q.X. Li, J. Lv and B. Jin: Vacuum, 2014, vol. 51(06), pp. 56-58.
Y.C. Liu, Q.X. Li and Z.Z. Qiu: Chin. J. Vac. Sci. Technol., 2013, vol. 33(03), pp. 293-96.
Y.C. Liu, Q.X. Li and Y.C. Liu (2012) Vacuum 49(3): 84-87.
K.J. Chen, L.Y. Feng, J.J. Hu, Q. Tian, S.J. Yang and M. Chen: South China Agric. 2020, vol. 24(14), pp. 160-62.
China National Standards (Phosphate rock and concentrate–Determination of silicon dixide content–Gravimetric and volumetric methods, Beijing, 1995). http://openstd.samr.gov.cn/bzgk/gb/newGbInfo?hcno=2CD8171E5EBD83B7D2AD86855B451080, Accessed 21 Dec 1995.
M.X. Huang, C.R. Zhou and X.W. Han: J. Therm. Anal. Calorim., 2013, vol. 113(2), pp. 589–93.
M. Otero, L.F. Calvo, M.V. Gil, A.I. García and A. Morán: Bioresour. Technol., 2008, vol. 99(14), pp. 6311–19.
Y.S. Sun, Y.X. Han, X.C. Wei and P. Gao: J. Therm. Anal. Calorim., 2016, vol. 123(1), pp. 703-15.
X.L. Han, F.L. Ding, Y.S. Qin, D.Y. Wu, H. Xing, Y. Shi, K.K. Song and C.D. Cao: Vacuum, 2018, vol. 151, pp. 30-38.
T. Xu, Z. Jian, F. Chang, L. Zhuo and T. Zhang: Vacuum, 2018, vol. 152, pp. 8-14.
X.D. Lv, R. Huang, Q.Z. Wu, B.J. Xu and J.Z. Zhang: Vacuum, 2019, vol. 160, pp. 139-45
R. Huang, X.D. Lv, Q.H. Wu, Q.Z. Wu and Q.Z. Zhang: Metall. Trans. B, 2019, vol. 50B, pp. 816-24.
F. Šatava and J. Šesták: J. Therm. Anal., 1975, vol. 8(3), pp. 477–89.
A.W. Coats and J.P. Redfern: J. Polym. Sci. 1965, vol. 3, pp. 917–20.
P. Li, Q.B. Yu, H.Q. Xie, Q. Qin and K. Wang: Energy Fuel., 2013, vol. 27(8), pp. 4810–17.
P. Li, Q.B. Yu, Q. Qin and W. Lei (2012) Ind. Eng. Chem. Res. 51(49): 15872–83.
Acknowledgments
The authors acknowledge the support of the National Natural Science Foundation of China (Grant Nos. 51664003, 52064010, U1812402, and 51664004), High-level Talents Studying Abroad Program for Innovation and Entrepreneurship No. (2019)08, and Guizhou Province-Guizhou Institute of Technology Natural Science Foundation of China (LH Word No. [2016]7098)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted July 17, 2020; accepted February 8, 2021.
Rights and permissions
About this article

Cite this article
Wu, Q., Li, J., Lv, X. et al. Reaction Mechanism of Low-Grade Phosphate Ore During Vacuum Carbothermal Reduction. Metall Mater Trans B 52, 1484–1494 (2021). https://doi.org/10.1007/s11663-021-02117-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-021-02117-6