
Abstract
Crude ferronickel alloy can be produced by the carbothermal reduction of laterite ore-coal composite. The size of ferronickel particles in semi-molten state is crucial for the subsequent magnetic separation between the ferronickel and slag. Aimed to better understand the effects of reducing parameters on the size of ferronickel particles in the reduced laterite nickel ores, a series of carbothermal reduction experiments of laterite ore-coal composite in tall pellets bed was carried out. The experimental results indicated that, higher reducing temperature, longer reducing time and more CaO additive were beneficial for the aggregation and growth of ferronickel particles. Temperature (1400 °C) is the most important parameter. Less CaO additive needs longer reducing time, more CaO additive needs shorter reducing time. Excessive CaO amount (CaO = 10 pct) may prevent ferronickel particles from aggregation and growth due to its rapid melting. The importance ranking of these parameters should be temperature > time > CaO additive. The optimum reduction parameters were “1400 °C, 45 minutes, CaO = 0 pct” and “1400 °C, 30 minutes, CaO = 5 pct”. Under these conditions, all the ferronickel particles in 4 layers were clear and bigger. The percentages of + 50 μm of particles were about 65 and 59 pct respectively, and the recovery rates of Ni were about 88 and 85 pct. The findings from this work may provide guidelines for the improvement of ferronickel alloy production by laterite nickel ores.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Ferronickel alloy is one of the resources for austenitic stainless steel manufacturing. During the past 20 years, the consumption of laterite nickel ore has been increasing, because laterite is used as raw material for ferronickel alloy smelting.[1,2] The laterite nickel ore can not be concentrated like sulphide, and it must be smelted directly. Crude ferronickel alloy can be produced by the carbothermal reduction of laterite ore-coal composite in a number of commercial pyrometallurgical process,[3,4,5] including RKEF process, Krupp–Renn Process, and Oheyama process.
RKEF process has been widely used for ferronickel production from saprolitic laterite ores.[6] This process is characterized by high energy consumption. In addition, it is inappropriate for processing laterite ores with high iron content and low nickel content. Krupp–Renn process is an energy-saving technology for ferronickel production from saprolitic laterite ores.[7] Oheyama process is basically modification of Krupp–Renn process, by which the mixtures of ferronickel alloy particles and partially melted slag can be extracted. Its most prominent features include low energy consumption and ferronickel granules with little content of impurities. These features let the Oheyama process be a very advantageous method which could supply cheap and handy nickel source for stainless steel manufacturing.[8,9]
One key point for the reduction of laterite ore-coal composite is the aggregation and growth of ferronickel particles under the semi-molten state.[10] Therefore, it is necessary to have exact knowledge of the reduction behavior and melting behavior of the laterite ore-coal composite with increasing temperature, because controlling these behaviors is considered to be a key to stable operation.[11,12] Kobayashi et al.[13] investigated the melting behavior of pelletized silicate nickel ore blended with limestone and anthracite heating up to 1300 °C. Chen et al.[14] investigated the effect of bio-coal on the carbothermal reduction of laterite ore, and they found 1200 °C was the optimal reducing temperature for metallization degree. Higher temperature may result in the re-oxidation of metallic Fe and melting. Li et al.[15] investigated the effects of quaternary basicity on melting behavior and ferronickel particles growth of saprolitic laterite ores in Krupp–Renn process. Lv et al.[16] investigated the effect of sodium sulfate on the preparation of ferronickel from nickel laterite by carbothermal reduction, and they found sodium sulfate was capable of promoting the aggregation and growth of nickel-iron particles considerably. Li et al.[17] focused on the solid-state deoxidization of low-grade nickel laterite ore under various conditions using methane.
Based on the above literature review, the size of ferronickel particles is crucial, because the bigger size is beneficial for the following magnetic separation, including saving energy consumption for grinding reduced ores and higher recovery rate of Ni.[18] However, there is an inevitable contradiction between the temperature and particle size. At lower temperature, the aggregation and growth of ferronickel particles proceed slowly. Thus, higher temperature is required.[19] But at higher temperature, as mentioned in reference,[14] the newly formed metallic iron can be re-oxidized to FeO, which may result in melting of slag. This is the reason for the ring growth inside the kiln under the conditions of higher temperature and semi-molten state.[20]
Recently, a new direct reduction process (Paired Straight Hearth furnace, shorten as PSH) was proposed by Professor Lu, in which high temperature and tall pellets bed are two operational characteristics.[21] In PSH process, the newly formed metallic iron is protected from re-oxidation by the upward CO-rich gas flow generated during the reduction of pellets in the tall bed. Then the melting point of slag is increased. Therefore, the contradictory problem between temperature and particle size can be solved by increasing the temperature of semi-molten state, and letting the ferronickel particles grow at higher temperature.
Aimed to better understand the effects of reducing parameters (reducing temperature, reducing time, and the amount of CaO additive) on the size of ferronickel particles in the reduced laterite nickel ores, a series of carbothermal reduction experiments of laterite ore-coal composite in tall pellets bed was carried out. The findings from this work may provide guidelines for the improvement of ferronickel alloy production by laterite nickel ores.
Materials and Methods
Raw Materials
Chemical composition of laterite nickel ore used in the present work is listed in Table I. From the table, in addition to the ferrous oxides and nickel oxides, there were some SiO2 (39.93 pct), Al2O3 (3.71 pct), MgO (16.88 pct). XRD pattern and SEM-EDS image of the laterite ore are shown in Figures 1 and 2. From the figures, it can be seen that there were three main phases. (1) White phase represented by Point A in Figure 2 was ferrous oxides, mainly hematite. (2) Black phase represented by Point B was quartz. (3) Grey phase represented by Point C was Mg-rich silicate phase.

XRD pattern of laterite nickel ore

SEM image and EDS analyses on the laterite nickel ore
Besides laterite nickel ore, pulverized coal, bentonite and chemical reagent CaO were the other raw materials, which are listed in Table II. The pulverized coal was used as reducing agent to reduce iron oxides and nickel oxides. It should be noted that, usually anthracite coal is used in the ore-coal composite. But the bituminous coal (31.23 pct of volatile matter) was used in the present work, because in tall pellets bed, the newly formed metallic ferronickel particles at the top layer can be protected from re-oxidation by the upward gas flow (basically the gas is CO rich) generated during the reduction. The protection from re-oxidation can be enhanced by the high volatile coal in green ball, and this is also one of the benefits of PSH process. The bentonite was used as binder in pelletization process, and the amount of bentonite addition was 1.5 pct in mixed raw materials. Chemical reagent CaO was used as flux, of which the purity was above 99.99 pct.
Methods
The following experimental procedures were implemented (Figure 3)[22]:

Experimental flow chart of the present work
-
(1)
Chemical design of ore-coal composite pellets The carbon addition is the gram-atomic ratio of the fixed carbon in the coal added to the combined oxygen in iron oxides and nickel oxides, denoted as C/O (g-atomic/g-atomic). Generally, C/O should be adjusted to meet the minimum requirement of the complete reduction of ore-coal composite pellets. If more excessive residual carbon remains in the reduced pellet, the ash content increases, and the Fe content decreases. These are not beneficial for the aggregation and growth of ferronickel particles. Also, more coal may result in more CO2 emission. Therefore, based on the preliminary tests, C/O = 1.0 (if “C” was calculated based on total carbon, C/O is about 1.25) was selected in the present work, which can meet the requirement for reducing agent. Another function of carbon is carburization. Some liquid phase is necessary for the aggregation and growth of ferronickel particles. But the metallic Fe can not generate liquid without carburization. Based on Fe-C binary diagram (Figure 4), the liquid may appear at 1400 °C as [C] > 0.72 pct, and at 1300 °C as [C] > 1.22 pct. Therefore, carburization can promote the aggregation and growth of ferronickel particles. The amount of CaO additive was 0, 5, and 10 pct.
Fig. 4 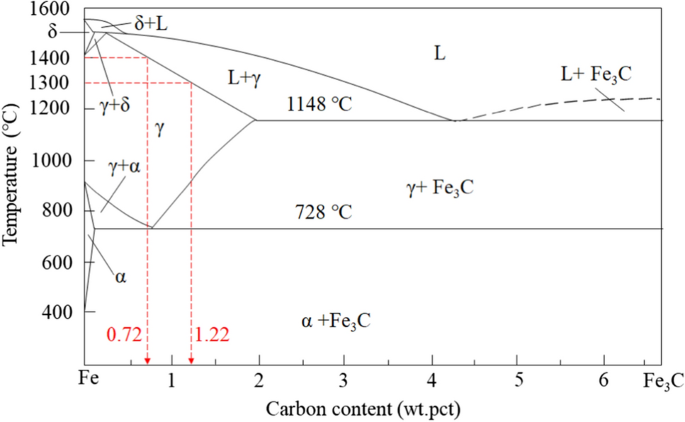
Fe-C binary phase diagram
-
(2)
Pelletization The laterite nickel ore was ground by a shatter-box down to − 0.074 mm for pelletization, and the coal was − 0.25 mm. The weighted raw materials were homogeneously mixed, and pelletization was carried out in a pelletizing disk. The diameter of pellet is an important parameter for the reduction and productivity. If the diameter is too big, it is difficult for the iron oxides and nickel oxides in the center of pellets to be reduced. If the diameter is too small, the productivity will be lower for the same layers (more layers may affect the heat transfer by radiation). Therefore, 12–14 mm was chosen for the diameter of pellets. 4 layers of pellets (about 45 mm in height of total pellets bed) were loaded in a graphite crucible for each reduction experiment.
-
(3)
Reduction experiments In the present work, the furnace temperature was ranged from 1300 °C to 1400 °C. The reducing time was ranged from 20 to 50 minutes to explore the semi-molten state of reduced ores. After reduction, the crucible loading pellets were put in a container with cooled Ar gas flow, and then the reduced pellets were quenched. There are three states for the reduced pellets: un-molten state, semi-molten state, and molten state, which are shown in Figure 3 too. If melting occurs, the reducing time will not be prolonged. The reduced ores in semi-molten state would continue the following X-ray diffraction (XRD) tests, morphology tests, size analyses, and magnetic separation. It should be noted that all the reduced ores for XRD tests and Morphology tests were selected in the 2nd layer in the pellets bed unless otherwise specified.
The reduction reactions of FeO and NiO are listed below,
$$ {\text{FeO}} + {\text{C}} = {\text{Fe}} + {\text{CO}} \, \Delta G_{1}^{0} = 111,100 - 127.1T,\;{\text{J}}\;{\text{mol}}^{ - 1} $$(1)$$ {\text{NiO}} + {\text{C}} = {\text{Ni}} + {\text{CO}}\;\Delta G_{2}^{0} = 121 ,200 - 171.9T,\;{\text{J}}\;{\text{mol}}^{ - 1} $$(2)$$ {\text{FeO}} + {\text{Ni}} = {\text{Fe}} + {\text{NiO}}\;\Delta G_{3}^{0} = 10 ,100 - 44.8T,\;{\text{J}}\;{\text{mol}}^{ - 1} $$(3)Under the standard conditions, as T > 874 K, the FeO can be reduced to Fe (based on reaction [1]); as T > 705 K, the NiO can be reduced to Ni (based on reaction [2]). Also, based on reaction [3], the \( \Delta G_{3}^{0} > 0 \) at the experimental conditions, which means the reaction moves to the right. Therefore, NiO is easier to be reduced than FeO. If metallic Fe is generated, theoretically all NiO has been completely reduced to be metallic Ni.
-
(4)
XRD tests XRD analyses were carried out for the raw laterite nickel ore, metallic ferronickel phase and slag phase after magnetic separation. First, the samples were ground into a fine powder using an agate mortar and pestle, and then sieved completely through a sieve with 45 μm pores. Then, the powder XRD tests were carried out using a Rigaku Ultima IV X-ray diffractometer (Rigaku Corporation, Tokyo, Japan). Cu Kα was used as the radiation source (40 kV, 400 mA) with a graphite monochromator in the diffraction beam path. The XRD data were collected by using a continuous scanning mode, of which scanning speed was maintained at 10 °/min.
-
(5)
Morphology tests The reduced laterite nickel ores were polished by setting them into an ethylenediamine-doped epoxy resin for the preparation of SEM-EDS analyses. SEM was performed using a JSM-6510LV scanning electron microscope (JEOL Ltd., Musashino, Akishima, Tokyo, Japan). The accelerating voltage was 20 kV. Energy-dispersive spectroscopy (EDS) was performed on this instrument.
-
(6)
Magnetic separation 10 g of reduced semi-molten laterite nickel ore in the whole pellets bed at different reducing parameters are the feed materials for magnetic separation test. First, the ores were ground to powder with 80 pct of − 50 μm. A magnetic tube with 1.0 A of current was used for magnetic separation. The density of magnetic field in the present work is kept at 107 mT

Experimental Results
State of Reduced Laterite Nickel Ore
As mentioned above, the ferronickel particles are easy to grow in semi-molten state. Therefore, the first thing in the present work is to choose the semi-molten state under different reducing parameters, including the reducing temperature, reducing time, and the amount of CaO additive. The state of reduced laterite nickel ore is shown in Table III. In the table, the semi-molten states were marked in grey. It can be seen that higher reducing temperature, longer reducing time, and more CaO additive were beneficial for the presence of semi-molten state.
Aimed to better understand the phases in the reduced laterite nickel ore, the SEM-EDS analyses were carried out. A typical SEM image and energy spectrum of reduced ore with semi-molten state (1400 °C, 30 minutes, CaO = 5 pct) is shown in Figure 5. From the figure, one can conclude that there were two main phases in the reduced ore: white phase (represented by Point A) and grey phase (represented by Point B). Based on the EDS analyses of Point A and Point B, the white phase was ferronickel particles, and the grey phase was Mg-rich silicate slag phase.

A typical SEM image and energy spectrum (1400 °C, 30 min, CaO = 5 pct)
Effects of Reducing Temperature on the Ferronickel Particles
Temperature is one of the important influence parameters for the reduction reaction of laterite nickel ore. Under the condition of 25 minutes of reducing time and CaO = 0 pct, the effects of reducing temperature on the ferronickel particles in the reduced ores are shown in Figure 6. From the figure, it can be seen that the size of ferronickel particles increased with the increase of reducing temperature. At 1300 °C, basically there was no big ferronickel particle. At 1400 °C, there were some obvious big ferronickel particles.

Effects of reducing temperature on the ferronickel particles in the reduced ores (25 min, CaO = 0 pct); (a) 1300 °C, (b) 1350 °C, and (c) 1400 °C
Effects of Reducing Time on the Ferronickel Particles
Reducing time is also an important influence parameter for the reduction reaction. Under the condition of 1400 °C and CaO = 5 pct, the effects of reducing time on the ferronickel particles in the reduced ores are shown in Figure 7. From the figure, it can be seen that the size of ferronickel particles increased with the increase of reducing time. For 25 minutes, there were only some small ferronickel particles. While for 35 minutes, the size of ferronickel particles significantly increased.

Effects of reducing time on the ferronickel particles in the reduced ores (1400 °C, CaO = 5 pct); (a) 25 min, (b) 30 min, and (c) 35 min
Effects of the Amount of CaO Additive on the Ferronickel Particles
Under the condition of 1400 °C and 25 minutes, the effects of the amount of CaO additive on the ferronickel particles in the reduced ores are shown in Figure 8. From the figure, it can be seen that the effect of CaO additive on the size of ferronickel particle was not as important as reducing temperature and reducing time. In case of CaO = 0, 5, and 10 pct, the size of ferronickel particles slightly increased, but not obviously.

Effects of the amount of CaO additive on the ferronickel particles in the reduced ores (1400 °C, 25 min); (a) CaO = 0 pct, (b) CaO = 5 pct, and (c) CaO = 10 pct
Discussion
Morphology Analyses for Semi-molten Reduced Ore
Based on the above experimental results, the higher reducing temperature, longer reducing time and more CaO additive are beneficial for the melting of reduced laterite nickel ores. However, these parameters can not be unlimited increased, because more molten phase may result in difficulty in an actual process. In the present work, “1300 °C, 25 minutes, CaO = 0 pct” is selected as the reference experiment. The comparison of the micrographics between “1300 °C, 25 minutes, CaO = 0 pct” and the semi-molten states (refer to Table III) are shown in Figure 9. From the figure, one can conclude that, (1) under the conditions of “(a) 1300 °C, 25 minutes, CaO = 0 pct”, basically there was no melting phenomena and no obvious ferronickel particle in the reduced ore. (2) In the semi-molten reduced ore, there were obvious ferronickel particles, especially under the conditions of “(b) 1400 °C, 45 minutes, CaO = 0 pct” and “(e) 1400 °C, 30 minutes, CaO = 5 pct”.

Micrographics of (a) reference experiment and (b to g) semi-molten reduced ores
Size Analyses of Ferronickel Particles
The reducing temperature, reducing time and amount of CaO additive are the influence parameters for the size distribution of ferronickel particles in the reduced ores and the subsequent magnetic separation for metallic phase and slag phase. Usually 50 μm is a critical size for magnetic separation and is selected in the size distribution in the present work. The size distribution of ferronickel particles obtained by image processing software IPP6.0 is shown in Figure 10. From the figure, the following results can be obtained.

Size distribution of ferronickel particles in (a) the reference experiment and (b to g) semi-molten reduced ores
-
(1)
In the reference experiment “(a) 1300 °C, 25 minutes, CaO = 0 pct”, the size of ferronickel particles was very small, and there was no particles bigger than 50 μm.
-
(2)
Under the parameters of “(f) 1300 °C, 25 minutes, CaO = 10 pct” and “(g) 1400 °C, 20 minutes, CaO = 10 pct”, even though CaO additive was more (10 pct), the particle size was still small. The percentages of + 50 μm were only about 30 pct. The reason is that the melting point of slag with more CaO is lower, and results in rapid melting of slag. Then the ferronickel particles are surrounded by the molten slag, and are prevented from aggregation and growth between the particles. Therefore, the amount of CaO additive should not be excessive.
-
(3)
Under the parameters of “(b) 1400 °C, 45 minutes, CaO = 0 pct” and “(e) 1400 °C, 30 minutes, CaO = 5 pct”, the particle sizes were obviously bigger than others. The percentages of +50 μm were up to 65 and 59 pct respectively. Therefore, temperature is the most important reducing parameter. This is also an advantage of PSH process.
Based on above discussion, the results between the size distribution in Figure 10 and morphology in Figure 9 are comparable. The importance ranking of the reducing parameters for the reduction of laterite nickel ore should be temperature > time > CaO additive.
Magnetic Separation
For laterite nickel ore smelting, the most important index is the recovery rate of Ni, which is a kind of feed material for stainless steel manufacturing. The recovery rates of Ni and Fe are shown in Figure 11. From the figure, one can conclude that, (1) for the reference reduction parameters “(a) 1300 °C, 25 minutes, CaO = 0 pct” (ferronickel particle size was very small), the recovery rate of Ni was very low, only 29 pct. (2) For the reduction parameters of “(b) 1400 °C, 45 minutes, CaO = 0 pct” and “(e) 1400 °C, 30 minutes, CaO = 5 pct” (ferronickel particle size was bigger), the recovery rates of Ni significantly increased, up to 88 and 85 pct. Therefore, the results between the recovery rates of Ni in Figure 11 and the size distribution in Figure 10 are comparable.

Recovery rates of Ni and Fe by magnetic separation
As we know, (1) only metallic Ni in ferronickel particles is significant for stainless steel manufacturing, and Fe is not significant. (2) As mentioned above, NiO is easier to be reduced than FeO. If metallic Fe is generated, theoretically all NiO has been completely reduced to be metallic Ni. For one ferronickel particle, lower Fe content means higher Ni content, which is better feed for steelmaking. Therefore, the metallization degree and the recovery rate of Fe are not discussed in the present work.
Figure 12 shows the XRD pattern of metallic ferronickel phase (Figure 12(a)) and slag phase (Figure 12(b)) after magnetic separation for the ores reduced by parameters of “(b) 1400 °C, 45 minutes, CaO = 0 pct”. From the figure, it can be seen that the main phase in metallic phase was metallic Fe and ferronickel (Fe, Ni). In the slag phase, the main phases were silicate phases, basically there was no element Ni.

XRD pattern of (a) metallic ferronickel phase and (b) slag phase
Optimum Reduction Parameters
Based on above discussion on the morphology, particle size, and magnetic separation, the optimum reduction parameters should be “(b) 1400 °C, 45 minutes, CaO = 0 pct” and “(e) 1400 °C, 30 minutes, CaO = 5 pct”. Higher temperature (1400 °C) is the most important parameter. CaO = 0 pct needs longer reducing time (45 minutes), and CaO = 5 pct needs shorter reducing time (30 minutes). In the case of “(b) 1400 °C, 45 minutes, CaO = 0 pct”, the micrographics of 4 layers of reduced laterite nickel ores are shown in Figure 13. From the figure, it can be seen that all the ferronickel particles in the reduced ores in 4 layers were clear and bigger. Under these reducing parameters, the ferronickel particles with high recovery rate of Ni can be obtained, which is a good feed for the stainless steel manufacturing.

Micrographics of reduced ores in 4 layers under the reducing parameters of “1400 °C, 45 min, CaO = 0 pct”; (a) 1st layer, (b) 2nd layer, (c) 3rd layer, and (d) 4th layer
Comparison between One-Layer Bed and Tall Bed
Based on above analyses and discussion, the differences between traditional one-layer bed and tall pellets bed are, (1) for one-layer bed, it is inevitable for newly formed metallic particles from re-oxidation by oxidizing atmosphere; for tall bed, metallic particles can be protected from re-oxidation by the upward CO-rich gas flow generated during the reduction of pellets in the tall bed, which can result in higher metallization degree. (2) The productivity of tall bed is obviously higher than that of one-layer bed. (3) Bituminous coal can not be used in one-layer bed, while it can be used in tall bed (31.23 pct of volatile matter in the coal of present work). Then, the coal resources are extensive. (4) Heat transfer is different. The radiation heat transfer is proportional to T4 of heat source. For one-layer bed, the heat is easy to be transferred by radiation. For tall bed, the reduced pellets in top layer will shrink under the high temperature (above 1300 °C), and the pellets shrinkage may result in a large space for the passage of radiative heat flux. Then the 2nd layer of pellets shrinks and generates the larger passage, and then the 3rd layer. Therefore, high temperature in the present work is benefit for the heat transfer from top to bottom in pellets bed by radiation.[21] In our experiments, the temperature difference between top layer and bottom layer (totally 4 layers) is about 150 °C after 40 minutes in furnace. For example, in the case of 1400 °C of top layer, the temperature of bottom layer is about 1250 °C after 40 minutes, which is sufficient for the reduction of laterite nickel ores. Therefore, the temperature of bottom layer in tall bed is similar with the temperature of traditional one-layer bed. That is why the reduced pellets can not stick on the hearth of furnace under the condition of semi-molten state.
Conclusions
In this work, the effects of reducing parameters on the ferronickel particles in the reduced laterite nickel ores were investigated. The main findings can be summarized as follows.
-
(1)
Higher reducing temperature, longer reducing time and more CaO additive were beneficial for the melting of reduced laterite nickel ores and for the growth of ferronickel particles. Higher temperature (1400 °C) is the most important parameter. CaO = 0 pct needs longer reducing time (45 minutes), and CaO = 5 pct needs shorter reducing time (30 minutes). Excessive CaO amount (CaO = 10 pct) may prevent ferronickel particles from aggregation and growth due to its rapid melting.
-
2)
The importance ranking of the reducing parameters for the laterite nickel ore should be temperature > time > CaO additive. The optimum reduction parameters were “1400 °C, 45 minutes, CaO = 0 pct” and “1400 °C, 30 minutes, CaO = 5 pct”. Under these conditions, the percentages of +50 μm of particles were about 65 and 59 pct, respectively, and the recovery rates of Ni were about 88 and 85 pct.
References
1. K. Tozawa: Tetsu-to-Hagané, 1993, vol. 79, pp. 537-547.
2. M.J. Rao, G.H. Li, T. Jiang, J. Luo, Y.B. Zhang and X.H. Fan: JOM, 2013, vol. 65, pp. 1573-1583.
3. S. Mohanty, S.K. Roy and P.K. Sen: Metall. Mater. Trans. B, 2008, vol. 39B, pp. 639-642.
4. Z.W. Peng and J.Y. Hwang: Int. Mater. Rev., 2015, vol. 60, pp. 30-63.
5. M.G. King: JOM, 2005, vol. 57, pp. 35-39.
6. M.Y. Solar and S. Mostaghel: Trans. Inst. Min. Metall. C, 2015, vol. 124, pp. 35-46.
7. T. Watanabe, S. Ono, H. Arai and T. Matsumori: Int. J. Miner. Process, 1987, vol. 19, pp. 173-187.
8. A.E.M. Warner, C.M. Diaz, A.D. Dalvi, P.J. Mackey and A.V. Tarasov: JOM, 2006, vol. 58, pp. 11-20.
9. K. Ishii: Int. J. Miner. Process., 1987, vol. 19, pp. 15-24.
10. X.M. Li, Y. Li, X.Y. Zhang, Z.Y. Wen and X.D. Xing: Metall. Mater. Trans. B, 2020, vol. 51B, pp. 925-936.
11. V.D.A. Oliveira, C.G.D. Santos and E.D.A. Brocchi: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 1309-1321.
12. B. Li, Z.G. Ding, Y.G. Wei, H. Wang, Y.D. Yang and M. Barati: Metall. Mater. Trans. B, 2018, vol. 49B, pp. 3067-3073.
13. Y. Kobayashi, H. Todoroki and H. Tsuju: ISIJ Int., 2011, vol. 51, pp. 35-40.
14. G.J. Chen, W.S. Hwang, S.H. Liu and J.S. Shiau: Mater. Trans., 2015, vol. 56, pp. 550-555.
15. G.H. Li, J. Luo, Z.W. Peng, Y.B. Zhang, M.J. Rao and T. Jiang: ISIJ Int., 2015, vol. 55, pp. 1828-1833.
16. X.M. Lv, W. Lv, M. Liu, Z.X. You, X.W. Lv and C.G. Bai: ISIJ Int., 2018, vol. 58, pp. 799-807.
17. B. Li, Z.G. Ding, Y.G. Wei, S.W. Zhou and H. Wang: Mater. Trans., 2018, vol. 59, pp. 1180-1185.
18. S.W. Zhou, Y.G. Wei, B. Li, H. Wang, B.Z. Ma and C.Y. Wang: Metall. Mater. Trans. B, 2016, vol. 47B, pp. 145-153.
19. H. Tsuji and N. Tachino: ISIJ Int., 2012, vol. 52, pp. 1951-1957.
20. H. Tsuji: ISIJ Int., 2012, vol. 52, pp. 1000-1009.
21. X. Jiang, S.H. Liu, T.Y. Huang, G.Q. Zhang, H. Guo, G.H. Shiau and F.M. Shen: ISIJ Int., 2016, vol. 56, pp. 88-93.
M.X. Chen: Northeastern University, China, 2013, Master thesis, pp. 33–41 (in Chinese).
Acknowledgment
The financial supports of National Science Foundation of China (NSFC 51874080, NSFC 62001312 and NSFC 51974073) are much appreciated.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted May 29, 2020.
Rights and permissions
About this article

Cite this article
Jiang, X., He, L., Wang, L. et al. Effects of Reducing Parameters on the Size of Ferronickel Particles in the Reduced Laterite Nickel Ores. Metall Mater Trans B 51, 2653–2662 (2020). https://doi.org/10.1007/s11663-020-01961-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-020-01961-2