
Abstract
Both the consumption and production of crude stainless steel in China rank first in the world. In 2011, the nickel production in China amounted to 446 kilotons, with the proportion of electrolytic nickel and nickel pig iron (NPI) registering 41.5% and 56.5%, respectively. NPI is a low-cost feedstock for stainless steel production when used as a substitute for electrolytic nickel. The existing commercial NPI production processes such as blast furnace smelting, rotary kiln-electric furnace smelting, and Krupp-Renn (Nipon Yakin Oheyama) processes are discussed. As low-temperature (below 1300°C) reduction of nickeliferous laterite ores followed by magnetic separation could provide an alternative avenue without smelting at high temperature (~1500°C) for producing ferronickel with low cost, the fundamentals and recent developments of the low-temperature reduction of nickeliferous laterite ores are reviewed.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nickel is an important strategic alloying metal with wide industrial applications.1 Nickel alloys are characterized by high strength and ductility as well as excellent corrosion and heat resistances. Approximately 70% of nickel reserves are nickeliferous laterite ores, from which only about 40% of the world nickel was produced.2 Nickel is associated mostly with iron oxides or silicate minerals as an isomorphism substitution in the lattice throughout the generation of laterite ores from weathered ultrabasic rocks.3 The properties of various layers within the laterite ore body are distinct. The limonite upper layer is characterized by the presence of goethite (FeOOH) and sometimes hematite (Fe2O3), while the lower layer is rich in magnesium silicates, referred to as the saprolite layer, which is higher in nickel content as well as silica and magnesia contents.4 In addition, there is usually a transition layer between the limonite upper layer and the saprolite lower layer.5
Laterite ores are not amenable to concentration by physical beneficiation methods because of their complex mineralogy.2,6 Due to the inability to produce a high-grade concentrate, it is both complex and capital intensive to concentrate nickel from laterite ores. Thus, for laterite ores treatment, it is crucial to apply chemical methods (pyrometallurgical or hydrometallurgical) to alter the original mineralogy of laterite ores,7 such as pressure acid leaching,8–12 Caron process,13–17 atmospheric leaching,18–24 and rotary kiln-electric furnace (RKEF) process.25 These conventional pyrometallurgical and hydrometallurgical processes for nickel concentration require substantial infrastructure investments and high operational cost.26,27 Thus, finding an alternative ferronickel production method with less energy consumption is imperative.
NPI Production and Consumption
Global nickel consumption and production as well as that in China specifically are shown in Figs. 1 and 2, respectively. From 2001 to 2011, the global nickel consumption increased gradually from 1177.7 kt to 1569.4 kt with an annual average increasing rate of 2.9%. Due to the global financial crisis, the global nickel consumption dropped from 1355.5 kt in 2007 to 1292.6 kt in 2008, and then it increased rapidly to 1569.4 kt in 2011. Asia is the world’s largest regional market of nickel, accounting for 65% of the total world demand. China’s nickel consumption climbed from 91.4 kt to 680 kt, accounting for 43% of global nickel demand in 2011, while the proportion was only 8% in 2001. It shows that China’s nickel consumption had experienced a substantial increase in the first decade of the twenty-first century, with an annual average growth rate of 22.2%, which is much higher than that of the world.

Nickel consumption of the world and China (Source: World Metal Statistics Yearbook)28

Nickel output of the world and China (Source: World Metal Statistics Yearbook)28
Influenced by the nickel consumption market, global nickel output increased from 1170 kt to 1600 kt from 2001 to 2011 and also suffered a decrease in 2008. Over the last 2 years, global nickel production was higher than consumption, representing an excess supply of nickel. In contrast, the Chinese nickel market has experienced a shortage.
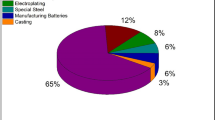
Nickel for the stainless steel production accounts for 65% of the overall primary nickel consumption all over the world, and another 24% goes for superalloys or nonferrous alloys production (Fig. 3).29,30 The rapid development of the world, especially China’s stainless steel industry, has been the main driving force for the dramatic increase in demand for nickel. As shown in Fig. 4, from 2002 to 2012, the world output of crude stainless steel increased from 20690 kt to 35363 kt, with an annual average growth rate of 5%, while over the same period, China’s nickel output ascended from 1140 kt to 16087 kt, with an annual average growth rate of 27.2%. China is the world leader in both stainless steel production and nickel consumption. In 2012, China’s crude stainless steel production accounts for 45.5% of the world crude stainless steel production.

Industrial consumption of nickel of the world in 2011 (Source: LME)31

Crude stainless steel output of the world and China32
In 2011, the nickel output of China amounted to 446 kt, with the proportion of electrolytic nickel and nickel pig iron (NPI) registering 41.5% and 56.5%, respectively (Fig. 5). The nickel feed source accounts for about 70% of the total cost of Ni austenitic stainless steel production.33 As a substitute for scrap steel and electrolytic nickel, NPI can reduce the cost of stainless steel production. From 2005, NPI has been produced in China, and subsequently all of the produced NPI has gone into the domestic stainless steel production. Figure 5 shows that the development of NPI production was extremely slow during the first few years, while it has been experiencing a rapid growth since 2010. In 2010, China’s annual output of NPI was 161 kt (in nickel metal), which exceeded electrolytic nickel output for the first time, becoming the major nickel product in China. As mentioned previously, the main reason for the rapid development of ferronickel market in China is the rapid development of the stainless steel industry. Besides, there are several contributory factors: (I) The market price of NPI generally is based on the price of nickel while the value-added iron is not considered, and consequently, stainless steel manufacturers prefer to use ferronickel rather than electrolytic nickel; (II) NPI production is under continuous improvement; and (III) there are limited domestic nickel resources and the production depends heavily on the import of nickel ore.34

Distribution proportion of nickel output in China32
Processes of NPI Production
Major NPI producers and planned projects in China are presented in Tables I and II, respectively.35
As shown in Table I, the vast majority of NPI producers is equipped with either blast furnace (BF) or submerged arc furnace (SAF), and the production capacity of most producers is below 10 kt per year. Moreover, more than 400 kt of new NPI production capacity has been announced, and this will have a big impact on the nickel ore markets (Table II). Generally, the existing processes for NPI production can be classified into three categories. The first is the BF smelting with similarity to SAF smelting, where sintered laterite is smelted in either BF or SAF, depending on the desired grade of nickel ore used.27 The second is the RKEF smelting, and the third is the Krupp–Renn process (well known as the Oheyama Process). These three processes were compared in terms of feed requirement, operating parameters, as well as waste management (Table III).
Blast Furnace Smelting
BF smelting of laterite ore for NPI production was invented in response to the high price of electrolytic nickel, providing a cheaper route to supply NPI as a substitute for electrolytic nickel. It is aimed to address issues such as difficult slag formation and slag–iron separation, as well as low molten iron temperature.36,37 Since 2005, private enterprises in Jiangsu province, Zhejiang province, and Shandong province of China have switched small-scale BF to produce NPI, alleviating the shortage of nickel supply. These BF have once been shut down according to national energy efficiency policy. Without too much capital cost, these BF could be restarted to produce NPI. There were more than 300 plants altogether producing NPI at the end of 2007, and their production capacities ranged from a few hundred tons to several thousand tons.34
During the BF smelting process, raw materials composed of low-grade nickel ore, coke breeze, and fluxes are used. These materials are first sintered for agglomerate before being fed to the BF with additional fluxes. Impurities and slag are then removed from the reduced Fe-Ni melt before the molten Fe-Ni is poured into the molds to form NPI. However, as the laterite ore differs greatly from high-grade iron ore for ironmaking in terms of physical and chemical properties, there are many problems during the sintering and smelting of laterite ore. As for the sintering of laterite ore, the high water content and refractory materials generated from the dehydroxylation of hydrated magnesium silicates during sintering hinder the melt generation, causing problems such as poor sinter quality [low tumbling strength (<63% ISO), high sinter return proportion (>40%), and high FeO content], low productivity, and high coke breeze consumption. Likewise, feeding laterite ore to a BF for smelting would result in the following:38,39 (I) excessive slag with low metal temperature and poor fluidity of hot metal; (II) high energy consumption; (III) high slag viscosity due to the presence of Cr2O3; and (IV) fluorite addition as an additional flux, resulting in severe erosion of refractory and poisonous gas emissions. The BF smelting process once experienced rapid development in China. Nevertheless, with the decrease in nickel price and implementation of strict environmental policy, most of the BF have been discontinued currently. Thus, the BF smelting technology for NPI production seems to be more like a flash in the pan.38,40
Rotary Kiln–Electric Furnace Smelting
RKEF smelting is widely used in ferronickel production to treat saprolite laterite ore. The RKEF process is a two-stage pyrometallurgical process that involves the calcination and the partial reduction of the saprolite ore in a rotary kiln, followed by high-temperature smelting in an electric arc furnace.26 The final product is a ferronickel alloy containing 20 wt.% to 40 wt.% nickel. It is uneconomic to process laterite ore with high iron content and low nickel content via the RKEF route. The RKEF process was first used in the Doniambo plant of New Caledonia in the 1950s, and so far it has become the dominant technology for ferronickel production in the world. Moreover, in April 2011, the National Development and Reform Commission (NDRC) of the People’s Republic China published the “Guiding Catalogue of Industrial Structure Adjustment (2011 version),” in which the RKEF technology for efficient utilization of nickeliferous laterite ore is listed as one of the encouraged projects.41 Large-scale application of the RKEF process is expected to be implemented in China in the near future, and this tendency is confirmed in Table II, which shows the RKEF process has been chosen in all of the planned NPI projects in China.42–44
Krupp–Renn (Oheyama) Process
The Krupp–Renn process is an alternative path to sponge iron from low-grade, poorly dressable, or polymetallic iron ores in rotary kilns instead of BF.45 Based on the Krupp–Renn process, the Nippon Yakin plant in Oheyama, Japan started to produce ferronickel lumps (luppen form) from laterite ore in 1942. The ferronickel luppen is used for producing stainless steel.46
A flowsheet of the Oheyama process is shown in Fig. 6. The saprolite laterite ore comes from New Caledonia, Indonesia, and Philippines, and limestone is used as a flux. After crushed and ground, the laterite is mixed with pulverized coal and limestone for briquetting. Briquettes are then subjected to heating and reduction in a rotary kiln, which is heated with pulverized coal and excess air. The kiln product is quenched in water and then ground, screened, and separated by gravity and magnetic separators. The Oheyama process has advantages on the NPI production such as: (I) low energy cost compared with the RKEF process, approximately 90% of the overall energy consumption is provided by the coal, and coal consumption per ton of dry laterite ore is about 140 kg;46 (II) no metallurgical coke needed; and (III) high-quality NPI obtained for crude steel production.47

Flowsheet of the Oheyama process in principle
Figure 7 shows the temperature curve and reduction situation inside the rotary kiln. There are three recognized zones during the operation of kiln, namely preheating or drying zone, reduction zone, and luppen zone. In the preheating zone, the mixture of laterite ore, fuel, and limestone is heated and dried by waste gases, which are produced from heating of flame and burning of reductants. After adequate preheating of the charge, the iron and nickel oxides are converted in the reduction zone to particles of sponge ferronickel, which remain finely dispersed in the unmelted gangue. Finally, when reaching the luppen zone, the reduction is practically complete and only a small amount of CO is released. The air and oxidizing heating gases introduced from the discharge end of the kiln impinge on the surface of the charge. This causes a vigorous reoxidation of the sponge iron exposed at the surface and results in a sudden increase in temperature and local formation of a ferrous-oxide-bearing slag. This slag segregates from the sponge iron of which the metallic skeleton weld together at the same time to form a solid luppen.51

For the Oheyama process, laterite ore is smelted in the semi-fused state within the rotary kiln of 4.2 m in diameter and 70 m in length. A sufficiently high temperature (~1400°C) in the luppen zone is necessary for the partial melting of the matrix to allow the growth of ferronickel granules. Temperature control is critical because excessive temperature may lead to kiln ring formation. Commonly, slag ring (SR, about 30 m away from the discharge end of the kiln) and metal ring (MR, about 8 m away from the discharge end) are formed inside the kiln, which are harmful to the kiln operation. Slag ring in the reduction zone would increase the fuel consumption and influence airflow through the kiln, resulting in the abnormal movement of the charge and insufficient reduction of iron and nickel oxides. It would also slow down or even stop the movement of charge, leading to a serious deterioration in furnace conditions, reducing the kiln capacity. As for the metal ring, it will undermine the normal flow of the melt and reduce the volume of the kiln, resulting in the difficulty of discharging. Currently, China’s enterprises of NPI production by using this process have been suspended, and the most important reason is related with the ringing of the kiln.
Low-Temperature Reduction Followed by Magnetic Separation
With regard to the existing commercial NPI production processes including the BF and RKEF processes, laterite ore is first mixed with fluxes and then presintered or prereduced to prepare feedstock for the subsequent smelting operations either in BF or EAF. Smelting is conducted in the temperature range of 1500–1600°C to separate ferronickel from the silica-magnesia slag.52–54 The above-mentioned ferronickel processes of laterite ores are energy intensive, especially when laterite ores with low nickel content are treated. This is because the presintered or prereduced feedstock is of a limited amount of ferronickel product and a fairly large amount of slag. Thus, the RKEF process is unprofitable for processing laterite ore with a nickel content less than 1.5%. Because the average nickel content of reported laterite mines worldwide is about 1.45%, this means more than 50% of the known laterite ores cannot be processed using the processes mentioned above.55 Moreover, as laterite deposits are often located in remote areas where access to power and transportation may be difficult, the power intensive RKEF process is infeasible in the remote areas.27
As for the Oheyama process, it is less energy consumable compared to the RKEF process. Approximately 90% of the overall energy consumption is provided by the low-cost coal, and laterite ore is smelted in the semifused state in the rotary kiln without full melting likes the operations in BF or EAF. The obtained luppen ferronickel is separated by jigs and magnetic separators, dispensing with smelting to separate ferronickel from the gangue. However, a sufficiently high temperature (1200°C to 1400°C) in the luppen zone is still necessary for partial melting of the matrix, which facilitates the growth of ferronickel granules.38–41 Moreover, another major problem encountered by the Oheyama process is the ringing of the reactor wall caused by the hot, sticky agglomerates. It sometimes becomes so severe that processing has to be terminated.
To minimize the problems associated with, e.g., intensive energy consumption and sticking, reduction could be conducted at a lower temperature. Thus, it would be attractive to reduce the oxidic nickel in the ore to metallic nickel or ferronickel and to liberate the desired products from the far greater quantity of gangue with the aid of magnetic separation. This is practical provided the particle growth of the ferronickel phase proceeds to a stage where the particle size is sufficiently large for effective magnetic separation to be applied. The desired particle growth can take place when the reduction is carried out (I) at a high temperature or (II) in the presence of effective additives.
A new avenue of research has been the selective reduction of nickel oxides from lateritic ores, followed by physical upgrading via magnetic separation. Extensive research has been focused on the low-temperature reduction of nickeliferous laterite ores, followed by magnetic separation to produce ferronickel.56–66 Although there are few examples of commercial applications, the low-temperature reduction of laterite ores followed by magnetic separation could provide an alternative method for processing laterite ores, especially for those with low nickel content.
One key issue of the low-temperature reduction process is to selectively reduce the oxidic nickel from the ore with limited reduction of iron oxide. Although the reduction of iron is of secondary importance and the complete iron metallization should be avoided, metallic iron acts as a carrier of metallic nickel by forming ferronickel, which is readily beneficiated with the aid of magnetic separation as metallic nickel disperses in the ore.
Theoretically, the temperature and the reducing atmosphere should be suitable enough to reduce all the nickel oxide with little iron oxide reduced, producing a high-grade ferronickel alloy.67 With a gas mixture containing CO and CO2 in a ratio between critical limits, the selective reduction of NiO over Fe3O4 or FeO can be achieved. This is possible from a thermodynamic perspective as shown in Fig. 8.

Plot of temperature versus gas equilibrium composition of carbothermic reduction of iron and nickel oxides68
In addition to the desirable reduction of nickel oxides, the reduction of iron oxides will also occur. The reduction of hematite to magnetite occurs at a lower reducing potential than the reduction of nickel oxide:
At higher temperatures, further reduction of magnetite to wustite is also possible:
However, as nickel and iron are incorporated into the serpentine structure as substitutes for magnesium,69,70 reduction of saprolite laterite is much more complicated and difficult. The major challenge with the reduction of the saprolite laterite is ensuring that the nickel is in a reducible form. Nickel may exist in several different forms, e.g., the olivine solid solution (Mg,Fe,Ni)2SiO4 and pyroxene solid solution (Mg,Fe,Ni)SiO3. During roasting, the serpentine within the laterite ore will undergo a dehydroxylation reaction, and the newly formed phases during roasting are crucial to nickel reduction and reaction kinetics. The overall nonstoichiometry suggests that forsterite and enstatite are formed according to the following reaction:26,71–75
From the thermodynamic perspective mentioned above, nickel metal formation from NiO is possible at an extremely low reduction potential. However, Hallett found that a very strong reduction potential is required to achieve nickel metallization from olivine.76 This difference could be due to the role of the iron on lowering the activity of nickel.26
A better understanding of the role of temperature and additives on ferronickel particle growth would be useful for improving the ability of the technology to produce a ferronickel concentrate. However, a dilemma emerged for the selective reduction and ferronickel particles coalescence when applying the low reduction temperature.56 A low temperature is unfavorable for the mass transfer during ferronickel aggregation, whereas a higher reduction temperature not only promotes the growth of larger metallic particles but also results in an excessive reduction of wustite (FeO) to metallic iron and then dilute nickel in ferronickel.71 During solid-state reduction, submicron nuclei grow into ferronickel particles.77 The recovery of these particles by physical upgrading is so difficult that various additives should be used to promote the Fe-Ni particle growth.
Table IV shows a comparison of experimental runs both with and without additives.
Many sulfide-bearing materials including pyrrhotite, sodium sulfate, calcium sulfate, and elemental sulfur contained in the fuel oil are found to be able to enhance the reduction of laterite ores and the coalescence of ferronickel particles.78 Improved nickel grade and recovery of the concentrate after magnetic separation are achieved with various reducing agents over a wide range of reduction temperatures. It appeared that low-temperature reduction is quite possible, and nickel metallization and separation are achievable particularly with the use of sodium sulfate.
It was found that sodium sulfate can be used to intensify the reduction of nickel and iron by liberating the majority of them from silicates.57 Besides, an eutectic of Fe-S might be generated to accelerate mass transfer of metal ions and to facilitate ferronickel particle coalescence during the reduction of laterite ore.81 The distribution of troilite and ferronickel shown in Fig. 9 indicates that ferronickel is enwrapped by troilite due to the prior precipitation of ferronickel on troilite from the molten Fe-S eutectic.82 The molten phase is responsible for the rapid grain coarsening where smaller particles will enter into solution preferentially and precipitate on larger particles, increasing the mass transfer rate as liquids diffuse much faster than solids.83

Occurrence relationship between Fe-Ni and FeS grains after solidification from the reduced laterite with sodium sulfate82
With regard to the effect of elemental sulfur, the intensification mechanisms of sulfur may occur as follows: (I) Sulfur lowers the surface tension of the metallic ferronickel allowing agglomeration of the particles,48 and (II) sulfur helps to suppress the forsterite phase, allowing nickel to be in an active stage where it can be reduced.26,84 Calcium carbonate was used by Nestoridis to keep the pellet porous and reactive through the release of carbon dioxide, and it was hypothesized that the residual interacted with the magnesium silicates, preventing their recrystallization,85 likewise the role of calcium sulfate.56 From the above studies, it is obvious that there is still some fundamental research that could be done to help determine the role of additives play on both the mineralogy and the reduction behavior of laterite ores. Further work is also needed to understand the thermochemistry of M-S-O (where M is Fe, Ni) systems.57–59,85–87
Conclusions
In the past 2 years, global nickel production was higher than consumption, representing an excess supply of nickel. In contrast, the market of nickel in China has faced a supply shortage. The rapid development of the global especially China’s stainless steel industry has been the main driving force for the dramatic increase in demand for nickel. China is the leader in both stainless steel production and nickel consumption. In 2012, China’s stainless steel production accounts for 45.5% of the world crude stainless steel production.
The BF smelting process of NPI production once experienced rapid development. Nevertheless, with the decreases in nickel prices and implementation of strict environmental policy, most of the BF have been discontinued since 2012. Large-scale application of the RKEF process is expected to be implemented in China in the near future, as it has been listed as one of the encouraged projects by the NDRC of the People’s Republic of China.
Low-temperature reduction of nickeliferous laterite ores followed by physical separation could provide an alternative avenue for NPI production with low-cost from laterite ores, especially for those with low nickel content, which are unprofitable to be processed by the existing processes. It would be attractive to selectively reduce the oxidic nickel in the ore to ferronickel and to liberate the desired product from the far greater quantities of gangue with the aid of magnetic separation. This is practical provided the particle growth of the ferronickel proceeds to a stage where the particle size is sufficiently large for effective magnetic separation to be applied.
References
R.R. Moskalyk and A.M. Alfantazi, Miner. Eng. 15, 593 (2002).
A.D. Dalvi, W.G. Bacon, and R. Osborne, Proc. PDAC 2004 Int. Convention, Trade Show & Investors Exchange (The Prospectors and Developers Association of Canada, Toronto, Canada, 2004), pp. 1–27.
M. Landers, M. Grafe, R. Gilkes, M. Saunders, and M. Wells, Aust. J. Earth Sci. 58, 745 (2011).
S. Gleeson, C. Butt, and M. Elias, SEG Newsl. 54, 11 (2003).
J. Golightly, Proc. Int. Laterite Symp. (Society of Mining Engineers, American Institute of Mining, Metallurgical, and Petroleum Engineers, New Orleans, LA, 1979), pp. 38–56.
A.E.M. Warner, C.M. Diaz, A.D. Dalvi, P.J. Mackey, and A.V. Tarasov, JOM 58 (4), 11 (2006).
B.A. Wills and T. Napier-Munn, Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 7th ed. (Burlington, MA: Butterworth-Heinemann, 2006).
B. Whittington and D. Muir, Miner. Process. Extr. Metall. Rev. 21, 527 (2000).
D.H. Rubisov and V.G. Papangelakis, Hydrometallurgy 58, 13 (2000).
K. Liu, Q.Y. Chen, H.P. Hu, Z.L. Yin, and B.K. Wu, Hydrometallurgy 104, 32 (2010).
X.-Y. Guo, W.-T. Shi, D. Li, and Q.-H. Tian, Trans. Nonferr. Metal. Soc. 21, 191 (2011).
X.J. Zhai, Y. Fu, X. Zhang, L.Z. Ma, and F. Xie, Hydrometallurgy 99, 189 (2009).
G. Senanayake, A. Senaputra, and M.J. Nicol, Hydrometallurgy 105, 60 (2010).
A.N. Nikoloski and M.J. Nicol, Hydrometallurgy 105, 54 (2010).
J. De Graaf, Hydrometallurgy 5, 47 (1979).
M.B. Mourao, C. Takano, N. Alonso-Falleiros, C.A.S. Giraldo, A. Pescarmona, A.B. da Veiga, and A.A.F. Schettino, Global Symposium on Recycling, Waste Treatment and Clean Technology, REWAS 2008 (Warrendale, PA: TMS, 2008), pp. 879–885.
M.A. Rhamdhani, J. Chen, T. Hidayat, E. Jak, and P. Hayes, European Metallurgical Conference 2009, vol. 3 (Clausthal-Zellerfeld, Germany: GDMB Informationsgesellschaft GmbH, 2009), pp. 899–914.
R.G. McDonald and B.I. Whittington, Hydrometallurgy 91, 35 (2008).
R.G. McDonald and B.I. Whittington, Hydrometallurgy 91, 56 (2008).
G.K. Das and J.A.B. De Lange, Hydrometallurgy 105, 264 (2011).
G. Li, M. Rao, T. Jiang, Q. Huang, and Z. Peng, Miner. Eng. 24, 859 (2011).
W. Luo, Q.M. Feng, L.M. Ou, G.F. Zhang, and Y. Chen, Miner. Eng. 23, 458 (2010).
W. Luo, Q.M. Feng, L.M. Ou, G.F. Zhang, and Y.P. Lu, Hydrometallurgy 96, 171 (2009).
K. Liu, Q. Chen, and H. Hu, Hydrometallurgy 98, 281 (2009).
J. Nayak, Trans. Indian Inst. Met. 38, 241 (1985).
C.T. Harris, J.G. Peacey, and C.A. Pickles (Paper presented at the Pyrometallurgy of Nickel and Cobalt 2009 Proceedings of the 48th Conference of Metallurgists, Sudbury, Ontario, Canada, 2009).
T. Norgate and S. Jahanshahi, Miner. Eng. 24, 698 (2011).
World Bureau of Metal Statistics, World Metal Statistics Yearbook, http://www.world-bureau.com/services.asp.
J. Johnson, B.K. Reck, T. Wang, and T.E. Graedel, Energy Policy 36, 181 (2008).
J. Kim, G. Dodbiba, H. Tanno, K. Okaya, S. Matsuo, and T. Fujita, Miner. Eng. 23, 282 (2010).
London Metal Exchange, Nickel Production and Consumption, 2011, http://www.lme.com/metals/non-ferrous/nickel/production-and-consumption.
Stainless Steel Council of China Special Steel Enterprises Association, http://www.cssc.org.cn/news_index4.php?col_id=61.
Y.P. Zhang, Y.S. Zhou, Z.Y. Li, and W.G. Li, Ferro-Alloys 38, 18 (2007).
X.J. Guo (Paper presented at the Pyrometallurgy of Nickel and Cobalt 2009 Proceedings of the 48th Conference of Metallurgists, Sudbury, Ontario, Canada, 2009).
C. Robert (Paper presented at the 3rd Euronickel Conference, Helsinki, Finland, 2012).
S. Liu, EP Patent 1,927,667 (2008).
S. Liu, EP Patent 1,927,666 (2008).
J.-M. Pang, P.-M. Guo, and P. Zhao, J. Iron Steel Res. 23, (2011).
J.-J. Liu, G.-R. Hu, and Z.-D. Peng, Rare Met. Cem. Carbides 39, 62 (2011).
X. Liu, X. Jiang, N. Lu, and L. Zhifang, Ferro-Alloys 205, 6 (2009).
National Development and Reform Commission (NDRC) of China, The National Development and Reform Commission, 2011. http://www.ndrc.gov.cn/zcfb/zcfbl/2011ling/t20110426_408008.htm.
C. Wang, F. Yin, Y. Chen, Z. Wang, and J. Wang, Chin. J. Nonferr. Met. 18, s1 (2008).
J. Chen and J. Tan, Ferro-Alloys 200, 13 (2008).
X.-M. Li, L. Tang, and S.-L. Liu, Ferro-Alloys 195, 24 (2007).
W.H. Dennis, Metallurgy of the Ferrous Metals (New York: Pitman Publishing, 1963).
R. Bergman, CIM Bull. 96, 127 (2003).
H. Tsuji, ISIJ Int. 52, 333 (2012).
T. Watanabe, S. Ono, H. Arai, and T. Matsumori, Int. J. Miner. Process. 19, 173 (1987).
T. Matsumori, T. Ishizuka, and T. Matsuda, CIM (Canada: Sudbury, 1997).
H. Tsuji, ISIJ Int. 52, 1000 (2012).
C. Southwestern Engineering and B. Zontelli, Feasibility of the Krupp-Renn Process for Treating the Lean Iron Ores of the Mesabi Range: A Digest (Washington, DC: U.S. Department of Commerce, Area Redevelopment Administration, 1964), p. 27.
M.G. King, JOM 57 (7), 35 (2005).
I. Maragkos, I.P. Giannopoulou, and D. Panias, Miner. Eng. 22, 196 (2009).
T. Norgate and S. Jahanshahi, Miner. Eng. 23, 65 (2010).
M. Gavin, Ore Geol. Rev. 38, 9 (2010).
D.Q. Zhu, Y. Cui, K. Vining, S. Hapugoda, J. Douglas, J. Pan, and G.L. Zheng, Int. J. Miner. Process. 106-109, 1 (2012).
G. Li, T. Shi, M. Rao, T. Jiang, and Y. Zhang, Miner. Eng. 32, 19 (2012).
G.-H. Li, M.-J. Rao, T. Jiang, Q.-Q. Huang, T.-M. Shi, and Y.-B. Zhang, Chin. J. Nonferr. Met. 21, 3137 (2011).
G.-H. Li, M.-J. Rao, T. Jiang, T.-M. Shi, and Q.-Q. Huang, Chin. J. Nonferr. Met. 22, 274 (2012).
M. Jiang, T. Sun, Z. Liu, J. Kou, N. Liu, and S. Zhang, Int. J. Miner. Process. 123, 32 (2013).
D. Zhu, Z. Guolin, J. Pan, Q. Li, Y. An, J. Zhu, and Z. Liu, J. Cent. South Univ. (Sci Technol) 44, 1 (2013).
W. Liang, H. Wang, and J. Fu, J. Cent. South Univ. Sci. Technol. 42, 2173 (2011).
M. Jiang, T.-C. Sun, Z.-G. Liu, J. Kou, N. Liu, Y.-Y. Cao, and S.-Y. Zhang, Min. Metall. Eng. 32, 77 (2012).
Q. Li, Y. Cui, and D. Zhu (Paper presented at The Australasian Institute of Mining and Metallurgy 25th International Mineral Processing Congress (IMPC), Brisbane, Australia, 2010), pp. 1549–1556.
Q. Shi, G. Qiu, and X. Wang, Gold 30, 46 (2009).
D.-H. Huang, J.-L. Zhang, C.-C. Lin, and R. Mao, J. Univ. Sci. Technol. B. 33, 1442 (2011).
J. Canterford, Miner. Sci. Eng 7, 3 (1975).
M. Rao (Master’s Thesis, Central South University, 2010).
N. Brett, K. MacKenzie, J. Sharp, and Q. Rev, Chem. Soc. 24, 185 (1970).
A. Manceau, G. Calas, and A. Decarreau, Clay Miner. 20, 367 (1985).
M. Valix and W.H. Cheung, Miner. Eng. 15, 607 (2002).
F. O’Connor, W. Cheung, and M. Valix, Int. J. Miner. Process. 80, 88 (2006).
S. Li and K. Coley (Paper presented at the Fundamentals of Metallurgical Processing: The James M. Toguri Symposium as Held at the 39th Annual Conference of Metallurgists of CIM, Ottawa, Canada, 2000), pp. 179–192.
Y.F. Chang, X.J. Zhai, Y. Fu, L.Z. Ma, B.C. Li, and T.A. Zhang, Trans. Nonferr. Met. Soc. 18, 969 (2008).
J.H. Li, X.H. Li, Q.Y. Hu, Z.X. Wang, Y.Y. Zhou, J.C. Zheng, W.R. Liu, and L.J. Li, Hydrometallurgy 99, 84 (2009).
C.J. Hallett, Nickel-Cobalt 97: Proceedings of the Nickel Cobalt International Symposium (Montréal, Canada: CIM, 1997), pp. 299–312.
C. Pickels (Paper presented at the International Symposium on Nickel and Cobalt 2005, Calgary, Canada, 2005), pp. 285–304.
M.C.E. Bell and R. Sridhar, U.S. patent 4,049,444 (1977).
W.J. Crama and A.H. Baas, U.S. patent 4,490,174 (1984).
J. Lu, S. Liu, J. Shangguan, W. Du, F. Pan, and S. Yang, Miner. Eng. 49, 154 (2013).
S. Mrowec and K. Przybylski, Oxid. Met. 23, 107 (1985).
T. Shi (Master’s Thesis, Central South University, 2012).
R.M. German, P. Suri, and S.J. Park, J. Mater. Sci. 44, 1 (2009).
M. Valix and W.H. Cheung, Miner. Eng. 15, 523 (2002).
A. Nestoridis, I. Financial Mining, C. Shipping, Eds. (US, 1977), vol. 670224.
G. Li, M. Rao, T. Jiang, Y. Zhang, and Q. Li, Supplemental Proc.: Vol. 1: Materials Processing and Properties (Warrendale, PA: TMS, 2010), pp. 489–496.
C.M. Diaz, C.A. Landolt, A. Vahed, A.E.M. Warner, and J.C. Taylor, JOM 40, 28 (1988).
Acknowledgements
The authors wish to express their thanks to the Program for New Century Excellent Talents in University (NCET–11–0515) and the Fundamental Research Funds for the Central Universities and the Hunan Provincial Innovation Foundation for Postgraduate (CX2011B124) for financial support of this research. Special thanks go to Dr. Phillip J. Mackey (P.J. Mackey Technology Inc.) and Dr. Zhiwei Peng (Department of Materials Science and Engineering, Michigan Technological University) for helpful comments and suggestions.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rao, M., Li, G., Jiang, T. et al. Carbothermic Reduction of Nickeliferous Laterite Ores for Nickel Pig Iron Production in China: A Review. JOM 65, 1573–1583 (2013). https://doi.org/10.1007/s11837-013-0760-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-013-0760-7