
Abstract
The effects of brazing and use of composite powder mixture as interlayer material on hot corrosion resistance of brazed IN738 superalloy were studied. Brazing was observed to result in significant reduction in the hot corrosion resistance of the superalloy. However, application of composite powder mixture, which consists of additive superalloy powder, enhanced the hot corrosion resistance of brazed samples. It is also found that although the use of composite powder mixture increased hot corrosion resistance of brazed alloy, if the additive powder completely melts, which is possible during brazing, it can significantly reduce the hot corrosion resistance of the brazed joint. Elemental micro-segregation during solidification of the joint with completely melted powder mixture produces chromium-depleted zones and consequently reduces hot corrosion resistance, since a uniform distribution and adequate chromium concentration are necessary to combat hot corrosion. This has not been previously reported in the literature and it is crucial to the use of composite powder mixture for enhancing the properties of brazed superalloys.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
INTRODUCTION
Superalloys have been developed in response to the increasing demand for materials with higher resistance to corrosion and creep and also with higher mechanical strength at higher temperatures.[1] Ni-based superalloys are predominantly used in manufacturing hot sections of gas turbine engine components. This is due to their high strength and corrosion resistance in extremely high-temperature service environments which is typical for hot sections of gas turbine engines.[2] The continuous demand for higher efficiency and output has resulted in the use of higher operating temperatures and gas pressure in modern gas turbine engines.[3,4] Consequently, this has caused thermal and mechanical stresses which result in severe degradation and damage of gas turbine engine components due to creep, fatigue, and hot corrosion.[5] The decision to replace or repair damaged parts depends on the overall repair cost and expected life of the repaired components.[4] However, in most cases, it is more cost effective to repair damaged parts rather than use a full replacement.[6]
To repair wide gaps or cracks in precipitation hardened Ni-based superalloy components used in gas turbine engines, brazing has been the commonly applied method. The lower bonding temperature than base-alloy melting temperature produces a good quality joint with the least amount of detrimental effects on the substrate materials compared to conventional welding processes. In brazing, an additive powder that has a high-temperature melting point may be added to the conventional brazing filler alloy with a low-temperature melting point. This composite powder mixture is used to enhance the mechanical properties of the joint.[6,7] The brazing temperature is higher than the melting point of the conventional brazing filler alloy powder but well below the melting point of the additive powder. Therefore, it is generally believed that the additive powder does not completely melt during brazing. However, recent studies show that it is possible to completely melt the additive powder during brazing.[8,9,10]
It is important to mention that due to the significance placed on safety in the aerospace industries, the reliability of brazed joints must be demonstrated to eliminate possible damage and degradation that may take place in the hot section components of gas turbine engines. It is well known that one of the most common types of degradation that takes place in the hot section components of gas turbine engines is caused by hot corrosion. Hot corrosion resistance of such components is therefore very important since corrosion can cause their failure.[11,12,13,14,15,16,17]
Only a few scientific investigations have studied the effect of brazing parameters on hot corrosion behavior of brazed IN738 and none has reported the effect of the recent finding that additive powder can melt completely, in terms of hot corrosion. Therefore, the objective of this research is to determine the effect of brazing on hot corrosion behavior of brazed IN738 joints and how this is influenced by the type of interlayer alloy for brazing. The results are reported and discussed in this paper.
MATERIALS AND EXPERIMENTAL PROCEDURE
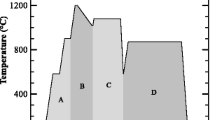
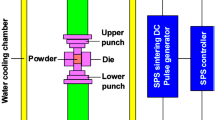
The base material Inconel 738 polycrystalline in the as-cast condition, with nominal composition listed in Table I, was sectioned into coupons with a dimension of 13.70 mm × 9.30 mm × 4.54 mm by means of wire-cut electro discharge machining (EDM). The EDM was also used to create 0.3-mm gap size and these mating surfaces were subsequently grounded and then ultrasonically cleaned in acetone. The conventional brazing filler alloy used was AMDRY 775 (Ni-15Cr-3.5B, melting point: 1323.15 K), which was in the form of gas atomized powder. IN738-325 meshed powder was selected as the additive powder with the same composition as the IN738 base alloy (see Table I). The mixture ratio in composite powder mixture is 70 wt pct conventional brazing filler alloy powder + 30 wt pct additive powder. Two other additive powders, Haynes 282 and Nicrogap 108 with chemical compositions listed in Table I, were also used to confirm the results obtained with the use of IN 738 additive powder. The brazing cycles used in this study are schematically shown in Figures 1 and 2. The brazed samples were prepared using standard procedure for metallurgical examination under optical microscope (OM) (ZEISS Axiovert 25 inverted-reflected light microscope equipped with CLEMEX Vision 3.0 image analysis software) and a JEOL 5900 scanning electron microscope (SEM). The dimensions and weight of brazed samples were determined prior to carrying out the hot corrosion experiment. The samples were weighed by using a weighing scale with the precision of 0.001 mg. Samples were then immersed into ceramic crucibles with 25 pct NaCl + 75 pct Na2SO4 salt mixture. Hot corrosion experiment was done isothermally at 900 °C (1173.15 K) in a furnace in air atmosphere for different exposure times. After that, samples were air cooled to room temperature and subsequently washed to remove oxide scale. Samples were weighed after descaling and weight loss was measured.

Brazing cycle used for samples with 100 pct conventional brazing filler alloy. This brazing cycle was also used to obtain partial melting of IN738, Nicrogap 108, and Haynes 282 additive powders

Brazing cycle used to obtain complete melting of IN738 additive powder
RESULTS AND DISCUSSION
Inconel 738 cast alloy generally consists of an austenitic face-centered cubic (FCC) crystal structure matrix, otherwise known as a gamma matrix, which can accommodate a considerable amount of solid solution strengthening elements, such as Cr, Mo, W, Co, Fe, Ti, and Al.[1] The gamma prime phase, which is Ni3(Al, Ti), can be precipitated into the gamma matrix through precipitation hardening heat treatment.[1] The microstructure of IN738 superalloy also consists of carbides. These intermetallic compounds have the role of preventing dislocation movements and grain boundary sliding at high temperatures, consequently increasing high-temperature strength and creep resistance of this material.[1,18] Figure 3 shows the microstructure of IN738 used in this study.

SEM micrograph of cast IN738 microstructure shows gamma prime precipitates
Figures 4(a) and (b) show OM and SEM micrographs representing the microstructure of the joint region produced by 100 pct conventional brazing filler alloy (Ni-15Cr-3.5B) with the brazing cycle shown in Figure 1. Ohsasa et al.[19] used Scheil simulation to numerically model the transient liquid phase bonding process of Ni by using an Ni-Cr-B ternary filler metal. They reported that during the solidification of the residual liquid in the sample held at 1100 °C, segregation of the alloying elements takes place and an Ni-rich FCC phase formed as the primary phase followed by a eutectic reaction L → FCC + Ni3B at 1042 °C. Solidification was reported to be completed with a ternary eutectic reaction L → FCC + Ni3B + CrB at 997 °C. It is important to mention that the amount and width of the eutectic constituents depend on the amount of liquid found in the joint region during brazing.

(a) OM, (b) SEM micrographs of the joint region with the use of 100 pct conventional brazing filler alloy
In this research, 100 pct conventional brazing filler alloy (Ni-15Cr-3.5B) with a melting point of 1323.15 K (1050 °C) completely melted at the bonding temperature, thus, providing a complete liquid interlayer which solidified during cooling. It can be seen from Figures 4(a) and (b) that the joint microstructure consists of eutectic constituents which are found to be an Ni-based gamma solid solution, Ni-rich and Cr-rich boride phases. The presence of boron was qualitatively detected in these phases but not quantified because the energy-dispersive X-ray spectrometry (EDS) analytical software was not able to quantify this light element due to low atomic number of Boron. However, one of the authors used TEM to check the crystal structure of these phases and it was determined that these phases are Ni-rich M23B6 and Cr-rich M5B3.[20] The EDS semi-quantitative compositional analyses of the metallic components of the phases are provided in Table II.
It has been reported that one way to improve the mechanical properties of brazed joint is to add additive powder to conventional brazing filler alloy.[6,7] To study the effect of additive powder on hot corrosion behavior of brazed IN738 samples, brazing was done using a mixture of 70 wt pct (Ni-15Cr-3.5B) + 30 wt pct IN738 additive powder with brazing cycle as shown in Figure 1. This brazing cycle was chosen to avoid complete melting of additive powder.
Figure 5 shows OM micrograph representing the microstructure of the brazed joint made of composite powder mixture. The conventional brazing filler alloy (Ni-15Cr-3.5B) completely melted during brazing while the additive powder remained largely unmelted. Therefore, the microstructure of the brazed region is composed of partially melted additive powders that are uniformly distributed in the eutectic constituents that formed from the solidification of the liquid filler alloy during brazing.

OM micrograph showing uniform distribution of partially melted IN 738 additive powder in joint region of brazed sample with mixture of 70 wt pct (Ni-15Cr-3.5B) + 30 wt pct IN738 additive powder
Figure 6 shows the hot corrosion behavior of IN738 base metal and brazed IN738 with 100 pct conventional brazing filler alloy (Ni-15Cr-3.5B). It was observed that up to 110 hours exposure time used in this study, the IN738 base alloy did not show any considerable amount of weight loss. After carrying out a visual inspection, a thin layer of protective oxide scales was observed on the surface of the IN738 base alloy. Considering that the nature and composition of oxide scales, which form on the surface of a material during hot corrosion, depending on the composition of the alloy, it has been well established that IN738 which contains 16 pct Cr and 3 pct Ti produces protective and dense Cr2O3 and TiO2 oxide scales. Figure 7 shows the SEM-EDS X-ray mapping from the oxide scale formed on the surface of the alloy. The depletion of Cr from exterior surfaces of substrate and formation of oxide scale which is rich in Cr and Ti is shown.

Hot corrosion behavior of IN738 base metal and brazed IN738 with 100 pct conventional brazing filler alloy (Ni-15Cr-3.5B)

SEM-EDS X-ray mapping from oxide scale on IN738 base alloy. The oxide scale is mainly Cr and Ti oxide
According to the literature, the duration of hot corrosion initiation stage can determine the susceptibility of an alloy to hot corrosion attacks. The transition from the initiation stage to the propagation stage takes place due to the breakdown of the protective oxide scales.[21] Therefore, the length of the initiation stage highly depends on the protectiveness of the oxide scales that form on the substrate.[22] Moreover, Fryburg et al.[23] reported that the initiation period is mostly defined as the time when an abrupt change occurs in the slope of the corrosion curve. Therefore, materials have slow linear oxidation behavior during the initiation stage and a sharp change in the slope of the plot of the weight loss vs. time can determine the transition from the initiation stage to the propagation stage. Based on this explanation, the initiation stage of the brazed joint made from the 100 pct filler alloy powder is about 30 hours long. During this period, the sample shows slow linear oxidation and the amount of weight loss is insignificant. The transition from the initiation to the propagation stage took place after this time frame (50 hours) with concomitant significant amount of weight loss (around 50 mg/cm2) due to the oxide scale being no longer protective. The visual inspection of a brazed sample after 50 hours of exposure showed considerable hot corrosion attack and the corrosion attack primarily occurred within the brazed region, and this region is covered with Cr2O3 and TiO2 oxide while the base-alloy material did not experience any hot corrosion attack. Consequently, the initiation stage of the brazed joint made from the 100 pct filler alloy powder is about 30 hours long while initiation stage for IN738 base alloy is up to 110 hours or more. This observation signifies that brazing caused reduction in hot corrosion resistance of IN738 samples.
It has been reported that Cr is the most effective alloying element used to address hot corrosion in Ni-based superalloys due to the formation of highly protective Cr2O3 scales.[24] However, if the Cr content in Ni-based superalloys are less than about 15 pct, the Cr2O3 scale may no longer be sufficiently protective[24,25] Analysis of the chemical composition of the phases formed in the joint region shows that one of the phases formed within the joint contains less than 10 pct Cr. This region can render the brazed joint susceptible to hot corrosion attack and produce significant weight loss as observed after 50 hours of exposure time. It should be noted that although the filler alloy used for the brazing contains adequate concentration of Cr (15 pct), however, due to melting of the filler and subsequent elemental segregation that occurs during its solidification, a Cr-deficient region (Ni23B6) which is known to be susceptible to hot corrosion[24,25] was produced in the joint region. The formation of the Cr-lean (Ni23B6) within the brazed joint, is thus, a key factor that can explain the lower resistance of brazed joint to hot corrosion compared to the base-alloy material.
Figure 8 shows the hot corrosion behavior of IN738 brazed samples with composite powder mixture. The initiation stage is observed to be around 80 hours for IN738 additive powder. After carrying out a visual inspection, it was found that only a thin layer of oxide scales formed on the surface of the joint and no hot corrosion attack was observed. The transition to the propagation stage took place after 80 hours with a sharp change in the slope of the plot and the corresponding weight loss after 90 hours of exposure time is 48 mg/cm2 which indicates a severe hot corrosion attack. After a visual inspection of the coupon, it was observed that the joint region was significantly corroded, while base metal suffered minimal corrosion. This indicates that the weight loss observed occurred mainly due to hot corrosion of the brazed joint.

Hot corrosion behavior of brazed IN738 with 70 wt pct conventional brazing filler alloy powder + 30 wt pct IN738, Haynes 282, and Nicrogap 108 additive powder
The much longer initiation stage (80 hours) for brazed sample with composite powder mixture compared to the duration of initiation stage for brazed samples with 100 pct conventional brazing filler alloy, which is about 30 hours, signifies that brazed joints with composite powder mixture showed more resistance to hot corrosion. Comparison of the microstructure of these brazed joints showed that more eutectic constituents formed in the joint region of brazed sample with 100 pct conventional brazing filler alloy. This is attributed to more liquid that formed within the joint region of these samples compared to brazed samples with composite powder mixture that contained partially melted additive powders. The reduction in the amount of eutectic constituents formed in the brazed joints with composite powder mixture resulted in less amount of Cr-lean Ni23B6 formation, which would explain the better hot corrosion resistance observed in these brazed samples.
To confirm that the use of composite powder mixture as interlayer material is beneficial in terms of hot corrosion resistance, IN738 samples were brazed with two other additive powders Haynes 282 and Nicrogap 108 by using the same mixture ratio of 70 wt pct conventional brazing filler alloy powder (Ni-15Cr-3.5B) + 30 wt pct additive powder with compositions shown in Table I and the same brazing cycle shown in Figure 1 was used. The brazed samples were subjected to the same hot corrosion tests. The results confirmed that use of additive powder is indeed beneficial in terms of hot corrosion resistance of brazed material (Figure 8).
As found in this work, the use of additive powder is beneficial for increased resistance to hot corrosion. Nevertheless, it has been recently reported in the literature, that additive powder can actually melt completely instead of partial melting.[8,9,10] Therefore, some experiments were performed in this research to determine the effect of completely melted additive powder on hot corrosion behavior of brazed joint. The brazing cycle shown in Figure 2 was used to obtain complete melting of IN738 additive powder with a mixture ratio of 70 wt pct conventional brazing filler alloy powder (Ni-15Cr-3.5B) + 30 wt pct IN738 additive powder. The microstructure of the joint produced by completely melted IN738 additive powder is similar to the one shown in Figure 4(b); it contains Ni-based gamma solid solution, Ni-rich and Cr-rich boride phases.
The hot corrosion results for the completely melted IN738 additive powder are plotted in Figure 9. The initiation stage was 40 hours which is half of that of the initiation stage for partially melted IN738 additive powder. The brazed sample started to severely corrode at about 50 hours and a visual inspection showed a localized attack in the joint region which increased in severity with increased exposure time. Therefore, a considerably shorter initiation stage for completely melted IN738 additive powder indicates that if the additive powder melts completely during brazing, it can significantly reduce the hot corrosion resistance of the brazed sample. This result was confirmed with the use of completely melted Haynes 282 and Nicrogap 108 as additive powders with the same mixture ratio Figure 9. The reason can be explained from the microstructure changes that take place when the additive powder is completely melted. Complete melting of additive powder provides the joint with a larger volume of liquid compared to the partially melted additive powder. Higher volume of liquid produces larger amount of Ni-rich M23B6 which makes the joint more susceptible to hot corrosion. Consequently, even though, the use of additive powder is found to aid resistance to hot corrosion, if the additive powder completely melts, which can happen during brazing, the hot corrosion resistance of the brazed sample is considerably reduced. This finding has not been previously reported in the literature and it is crucial to the use of additive powder for enhancing the properties of brazed materials.

Hot corrosion behavior of brazed IN738 with 70 wt pct conventional brazing filler alloy powder + 30 wt pct IN738, Haynes 282, and Nicrogap 108 additive powders. Additive powders are completely melted
CONCLUSIONS
-
1.
Brazed samples with 100 pct conventional brazing filler alloy showed lower hot corrosion resistance compared to the unbrazed IN738 base metal. Although the conventional brazing filler alloy contains a large amount of Cr (15 pct), the segregation of the alloying elements which causes the depletion of Cr in the Ni23B6 phase results in lower hot corrosion resistance of brazed samples.
-
2.
Utilization of a mixture of additive powder and conventional brazing filler alloy enhanced the hot corrosion resistance of brazed IN738 samples compared to brazed samples with 100 pct conventional brazing filler alloy due to reduced formation of Cr-lean Ni23B6 phase. The uniformly distributed partially melted additive powders apparently also contributed to the high hot corrosion resistance of these brazed samples. Therefore, the use of additive powder for brazing is beneficial in terms of hot corrosion resistance of brazed material.
-
3.
Although the use of an additive powder increased hot corrosion resistance of brazed joints if the additive powder completely melts, which is possible during brazing,[8,9,10] it can significantly reduce the hot corrosion resistance of the brazed joint. This is due to the higher volume of liquid and correspondingly, more Cr-lean Ni23B6 phase, which increases the susceptibility of the brazed joint to hot corrosion. This finding has not been previously reported in the literature and it is crucial to the use of additive powder for enhancing the properties of brazed materials.
References
W. F. Smith: Structure and properties of engineering alloys, McGraw-Hill book company, New York, 1981.
W. Miglietti: Proceedings of the 4th International Brazing and Soldering Conference, Orlando, FL, 2009.
M Chunwei, S Kun, Y Zhishui, and X Peiquan: Acta Metall. Sin. (Engl. lett.), 2011, vol. 24, pp. 205–212.
B. Jahnke and J. Demny: Metall. Ceram. Prot. Coat., 1983, vol. 110, pp. 225-235.
L. Zhang, J. Feng and P. He: J. Mater. Sci. Eng. A, 2006, vol. 428, pp. 24-33.
L. Osoba and O. Ojo: Metall. Mater. Trans. A, 2013, vol. 44A, pp. 4020-4024.
X. Wu, R. S. Chandel, H. P. Seow and H. Li: J. Mater. Process. Technol., 2001, vol. 113, pp. 215-221.
A. Ghoneim: PhD Thesis, 2011, University of Manitoba, Winnipeg, Manitoba.
J.F. Hunedy: Master’s Thesis, 2013, University of Manitoba, Winnipeg, Manitoba.
O. Ojo: J Mater Sci, 2012, vol. 47, pp. 1598-1602.
L. Zheng, Z. Maicang and D. Jianxin: Materials and Design, 2011, vol. 32, pp. 1981-1989.
R. A. Rapp: Corros. Sci., 2002, vol. 44, pp. 209-221.
S. H. Cho, J. M. Hur, C. S. Seo, J. S. Yoon and S. W. Park: J. Alloys Compd., 2009, vol. 468, pp. 263-269.
D. Deb, S. R. lyer and V. Radhakrishnan: Mater. lett., 1996, vol. 29, pp. 19-23.
T. Sidhu, S. Prakash and R. Agrawal: J. Mater. Sci. Eng. A, 2006, vol. 430, pp. 64-78.
T. Gheno and B. Gleeson: Oxid Met, 2015, vol. 84, p. 567–584.
M. N. Task, B. Gleeson, F. S. Pettit and G. H. Meier: Oxid Met, 2013, vol. 80, p. 541–552.
S. D. Nelson, S. Liu, S. Kottilingam and J. C. Madeni: Weld. World, 2014, vol. 58, pp. 593-600.
K. Ohsasa, T. Narita and T. Shinmura: J. Phase Equilib., 1999, vol. 20, pp. 199-206.
O. A. Idowu, O. A. Ojo and M. C. Chaturvedi: Metall. Mater. Trans. A, 2006, vol. 37, p. 2787–2796.
M.N. Task: Master’s Thesis, 2010, University of Pittsburgh, Pittsburgh, Pennsylvania.
F. Pettit: Oxid. Met., 2011, vol. 76, pp. 1-21.
G. Fryburg, F. Kohl and C. Stearns: J. Electrochem. Soc., 1984, vol. 131, pp. 2985-2997.
J. Stringer: Mater. Sci. Technol., 1987, vol. 3, pp. 482-493.
C. T. Sims and W. C. Hagel: The Superalloys, John Wiley & Sons,New York, 1972.
Acknowledgment
The authors gratefully acknowledge financial support from NSERC of Canada.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted August 16, 2017.
Rights and permissions
About this article

Cite this article
Esmaeili, N., Ojo, O.A. Analysis of Brazing Effect on Hot Corrosion Behavior of a Nickel-Based Aerospace Superalloy. Metall Mater Trans B 49, 912–918 (2018). https://doi.org/10.1007/s11663-018-1201-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-018-1201-3