
Abstract
Quantification of metal droplets ejected due to impinging gas jet on the surface of liquid metal is an important parameter for the understanding and for the modeling of the refining kinetics of reactions in slag-metal emulsion zone. In the present work, a numerical study has been carried out to critically examine the applicability of droplet generation rate correlation previously proposed by Subagyo et al. on the basis of dimensionless blowing number (N B). The blowing number was re-evaluated at the impingement point of jet with taking into account the temperature effect of change in density and velocity of the gas jet. The result obtained from the work shows that the modified blowing number N B,T at the furnace temperature of 1873 K (1600 °C) is approximately double in magnitude compared to N B calculated by Subagyo and co-workers. When N B,T has been employed to the Subagyo’s empirical correlation for droplet generation, a wide mismatch is observed between the experimental data obtained from cold model and hot model experiments. The reason for this large deviation has been investigated in the current study, and a theoretical approach to estimate the droplet generation rate has been proposed. The suitability of the proposed model has been tested by numerically calculating the amount of metals in slag. The study shows that the weight of metals in emulsion falls in the range of 0 to 21 wt pct of hot metal weight when droplet generation rate has been calculated at ambient furnace temperature of 1873 K (1600 °C).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
In a top blowing oxygen steelmaking converter, a large amount of droplets/splash sheets are produced due to the shearing action of supersonic oxygen jet with liquid metal. The phenomenon of splashing has been studied extensively by several researchers because of its importance to refining kinetics such as decarburization and dephosphorization.[1–7] The existence of large quantities of these small-sized drops generated from splashing along with their bloating behavior in slag-metal-gas emulsion creates a large interfacial area, that in part explains the fast refining kinetics of reactions in a BOF.[8–11]
In the recent past, several researchers attempted to simulate the physical phenomena of refining process inside the BOF by use of computational models. Those models include capturing the complex dynamic events associated with the processes such as cavity formation, droplet generation,[12,13] bloating of droplets in slag-metal emulsion[14] for simulating the overall reaction kinetics. Recently, a few researchers applied multi-zone kinetic approach, where the reactor has been divided into several zones and the rate of refining of reactions has been calculated by taking into account the dynamic change in process variables in each zone.[15–17] Dogan et al.’s two-zone kinetic model for decarburization, Jung et al.’s eight-zone model, and Sarkar et al.’s three-zone model are a few recent examples of modeling BOF reactions based on the multi-zone kinetic theory. Preliminary success of these models recognizes the importance of several real events associated with the refining process. For example, it has been recognized that the number of droplets ejected into the slag is one of the important parameters to model the decarburization reaction via slag-metal emulsion.[15,16]
Several studies have been performed to develop functional correlations to predict the drop generation due to the impinging gas jet on the liquid surface.[6,12,13,18] Standish et al.[13] developed a functional relationship between weber number and droplet generation rate on the basis of their cold model experiments employing water and mercury. Further, Deo et al.[19] applied this relationship to a real BOF process and derived a correlation between amounts of metal ejected per unit volume of blown gas as a function of weber number. Subagyo et al.[12] have proposed a new dimensionless number, blowing number, and established a correlation to quantify droplet generation rate based on their hot model experimental data. The blowing number correlation proposed by Subagyo et al. gives a better physical representation as it estimates how many times the critical velocity in Kelvin–Helmholtz surface instability criterion has been exceeded. The measurement of the amount of splash ejected is extremely difficult due to high-temperature environment as well as interconnected nature of slag and metal inside the furnace. Therefore, the validity of the predicted droplets by the models in a real BOF process is limited. However, the number of droplets formed and blowing number can be directly linked with the amount of metal available in the emulsion. There are several high temperature experimental results available in the literature, in which the amount of metal in the emulsion is measured in a real BOF process.[8,9,11,20]
In the recent study by Imphos[20] in a 6 tonne pilot scale converter, it was observed that the estimated droplet mass in emulsion calculated by using blowing number correlation only accounts for ~0.25 wt pct of hot metal weight as compared to experimentally observed value of ~21 wt pct during the entire blowing period. In addition, the authors reported that the ejected hot metal predicted from the Subagyo’s correlation is not sufficient to explain the observed phosphorus removal rate in slag-metal emulsion. Similarly, Sarkar et al.[16] pointed out that the amount of metal in the emulsion calculated based on the blowing number correlation accounts for only 1.25 to 2 wt pct of hot metal and thus the authors used a multiplication factor of 15 for correcting droplet generation rate in the modeling work to match with the reported experimental value of metal percentage in the emulsion by Meyer et al.[8]
The above evidence suggests that the current droplet generation correlation established by Subagyo et al.[12] is not adequate to explain the large amount of metal found in emulsion. Thus in the present work, the suitability of blowing number correlation for reliable estimation of droplet generation rate has been investigated. The effect of high-temperature environment on blowing number and its effect on droplet generation rate have been analyzed. Finally, a correction to the previous droplet generation correlation has been proposed for correct estimation of droplet generation rate. An attempt has been made to test the suitability of proposed droplet generation model results by comparing the predicted mass in emulsion obtained from the mathematical model with experimental data of metal found in the slag-metal emulsion.
Mathematical Model of Droplet Generation in a BOF Converter
Theoretical Background
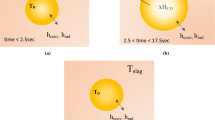
Various researchers pointed out that the onset of splashing in a steelmaking converter can be related to the instability of surface waves generated at gas/liquid interface.[18,21] As seen from Figure 1, when the surface instability occurs in such a way that the amplitude of wave increases and wavelength decreases, the drops are torn from cavity and ejected by outward deflecting gas. Li and Harris[18] proposed a mathematical formulation to analyze the onset of splashing based on Kelvin–Helmholtz instability theory. According to the authors, splashing occurs when the following instability condition is satisfied.

Schematic representation of onset of splashing due to Kelvin–Helmholtz surface instability, (Splashing photograph is being reprinted from the paper by Sabah et al.[6])
where \( \rho_{\text{g}} \) and \( \rho_{\text{l}} \) are the densities of gas and liquid, respectively, \( \sigma_{\text{l}} \) is the surface tension of the liquid metal and \( u_{\text{g}} \) is the critical tangential velocity at the liquid surface and is related to the free axial jet velocity at the jet impingement point, u j as
The ratio of critical tangential velocity to free axial jet velocity, η, has been derived from the experimental data of onset of splashing condition and Deo et al. observed that in a top blowing converter, droplet generation is almost negligible when weber number (\( N_{\text{we}} = \frac{{\rho_{\text{g}} u_{\text{j}}^{2} }}{{\sqrt {\rho_{\text{l}} \sigma_{\text{l}} g} }} \)) is approximately less than 10.[19] The value of η is taken to be 0.4471 (≈1/√5 derived from Eq. [1] by substituting the value of N we = 10) and is close to experimentally observed critical penetration depth of 2.52 cm[2,18] for splashing to occur in air-liquid Fe system.
Subagyo et al.[12] demonstrated that the left hand side of Eq. [1] can be useful to predict the droplet generation in a top blowing process and termed it as a dimensionless number “blowing number,” N B:
Further the authors developed a functional relationship based on hot[12] and cold model[22] experimental data to calculate the rate of droplet generation (R B):
where R B is the amount of droplets generated (kg/min) and F G is the volumetric gas flow rate (Nm3/min).
The empirical correlation developed by Subagyo et al.[12] as in Eq. [4] is derived under constant lance height and it does not include the effect of mode of cavity formation on amount of splashing. Several authors indicated that the amount of droplet/splash generation is directly linked with the mode of flow.[1,6,23,24] At higher flow rate or lower lance height, much deeper penetration in the bath takes place. Molly[1] termed it as penetrating mode of jet, where the amount of outwardly directed splash reduces significantly. Standish et al.[23] reported that there exists a certain lance height below which the droplet production drastically reduces. Recently, Sabah et al.[6] identified the penetrating and splashing modes of jet in their air-water system based on lance position (h/d e ratio) and blowing number (N B) as follows:
Splashing mode:
Penetrating mode:
The result of this work showed that higher blowing number does not necessarily indicate higher droplet generation rate as predicted by Eq. [4].
Arguably, in order to define the blowing number (N B) based on Kelvin–Helmholtz instability, the tangential deflected velocity (u g in Eq. [1]) and density of the gas must be calculated locally at the impingement point. However, the original correlation developed by Subagyo et al.,[12] ρ g is taken as the gas density at normal temperature and pressure [T = 273 K (0 °C) and P = 101325 Pa]. The authors explained that due to difficulty in determining the temperature of impingement point and the use of volumetric flow rate (F G) in Nm3/s, the density of the gas was kept under normal temperature. However, several studies revealed that ambient temperature greatly affects the transfer of jet momentum to the molten metal and hence can influence the amount of metal ejection from the bath, higher the ambient temperature more is the dynamic pressure of the jet at a given lance height.[25,26]
In the present study, the high-temperature jet model proposed by Sumi et al.[25] has been used to numerically calculate velocity and temperature distribution of gas jet in the axial direction of gas jet. The density of gas jet at impact point has been estimated by using ideal gas law with temperature of jet being calculated from the jet model. The mathematical model uses the local conditions of velocity and density to modify the blowing number proposed by Subagyo et al.[12] presented in Eq. [3]. The droplet generation rate has been analyzed with the experimental data obtained from hot and cold model experiments using the modified blowing number at ambient furnace temperature of 1873 K (1600 °C). The computational model to estimate the amount of metal present in slag is based on proposed droplet generation rate model and residence time model which is built on the theory of bloated droplets in slag-metal emulsion.[27]
Modeling of Jet Axial Velocity and Density at Impingement Point
A number of empirical correlations that describe the magnitude of jet axial velocity of a supersonic and subsonic gas jet are available in the literature. Table I shows different empirical equations used by several researchers to calculate the impact velocity of a top blowing converter. The majority of those correlations are derived for air-water system, assuming that the surrounding temperature is maintained at normal gas temperature. A comparative analysis of these correlations is done and their applicability in reliable calculation of jet impact velocity in the BOF is discussed in Section III-A.
Sumi et al.[28] developed empirical correlation based on Ito and Munich’s[29] jet model to calculate the temperature and velocity field for BOF process. In the present work, the equations suggested by Sumi et al.[28] are used to calculate the velocity and temperature distribution of gas jet at different ambient gas temperatures.
where u j is the jet axial velocity at distance h from the nozzle exit, u o is the nozzle exit velocity, h is the lance height, d e is the nozzle exit diameter, \( \rho_{a} \) is the density of the ambient gas and \( \rho_{\text{e}} \) is the density of the gas at the nozzle exit. α and β are experimentally determined constants, taken as 0.0841 and 0.6035, respectively.
The density of the gas jet at the impingement point \( (\rho_{\text{g,h}} ) \)is calculated by solving the temperature field given by the following equations for enthalpy H, at impingement point of the jet:
where Pr is the Prandtl number which is taken as the value of 0.715 and H = C p T + u 2j /2, is the enthalpy of the gas. H e is the ambient enthalpy; H o is the enthalpy of gas at the nozzle exit. For a given h/d e, equating Eqs. [9] and [10], enthalpy (H) at impingement point of the jet can be calculated. It is noteworthy to mention that the enthalpy calculation of gas jet in the present model is simplistic in nature and it does not take into account for post-combustion reaction. Generally, in a top blowing steelmaking furnace, part of the CO gas resulting from the decarburization reaction is believed to entrain into the oxygen free jet region to form CO2 as a result of post-combustion (CO + 1/2O2 = CO2). This reaction can possibly enhance the temperature of the jet due to its exothermic nature. However due to complicated nature of heterogeneous reactions and unsteady state conditions of the flow field near the periphery of the gas jet, it is extremely difficult to calculate the post-combustion inside the gas jet by applying simple thermodynamics and kinetic principles. For example, the study by Hirai et al.[30] shows that for a single hole lance the combustion of CO is not uniform in transverse direction of jet and it proceeds from outer boundary to the center of the jet as the value of h/d e increases. A more rigorous approach of coupling fluid dynamics with thermodynamics and kinetics of chemical reactions may be useful to predict the gas jet temperature in steelmaking conditions with much accuracy. For simplicity, the temperature of the gas jet T h at a distance h from the nozzle exit has been calculated without taking the effect of combustion field by the following relationship:
Here H is the enthalpy of the oxygen gas at distance h from the nozzle exit, C p is the heat capacity of the oxygen gas. The density of the gas at impact point of the jet has been computed by using ideal gas law for local conditions of temperature and pressure of the jet:
where P a is the pressure of the gas jet, which is assumed to be the same as the ambient pressure (121590 Pa[19]), \( {\text{M}}_{{{\text{O}}_{ 2} }} \) is the molecular weight of oxygen and T h is the temperature of the as jet at impact point and R is the gas constant.
The centreline velocity of the gas jet has been calculated by solving the velocity field equations as in Eqs. [7] and [8] with varying lance positions. The operating conditions of exit gas velocity of the gas jet for a 200-tonne top blowing converter was used for the calculations, which is listed in Table II. The density of the gas jet has been estimated by applying local conditions of temperature and pressure to the ideal gas law as in Eq. [12]. The computed velocity and density of the gas jet at jet impingement point have been used to calculate blowing number at different lance heights. The effect of ambient temperature on blowing number is discussed in Section III-B.
Modeling of Amount of Molten Metal in Slag-Metal Emulsion
Modeling of amount of metal present in emulsion requires the reliable estimation of three important variables; (i) droplet generation rate, (ii) residence time of the metal droplets in slag, and (iii) decarburization rate of the droplets in emulsion. In the present work, the droplet generation rate is calculated based on a modified correlation, which has been discussed elaborately in Section III-C. The residence time of the droplets is calculated based on the model proposed by Brooks et al.[27] This model uses the mechanical force balance on the metal droplet in vertical and horizontal direction by applying the principle of projectile motion. The bloating behavior of the droplets due to nucleation of CO bubbles has been included in the model by using an empirical correlation as a function of decarburization rate and FeO concentration in slag proposed by Brooks et al.[27] The time of flight of the droplet trajectory is calculated as the residence time of the droplet. The detail mathematical formulation of this model can be found elsewhere.[31] The decarburization rate of a single droplet has been calculated by assuming first-order kinetics where the rate is controlled by the transport of carbon in metal phase.[27] It is assumed that all the droplets ejected from the bath have uniform size and are spherical in shape. The industrial measured data of metal composition and slag FeO given by Cicutti et al.[32] for a 200-tonne top blowing converter have been used for the numerical calculation. The input parameters used for numerical calculation of residence time and decarburization rate of a droplet in emulsion are listed in Table III. In the model, scrap is assumed to melt linearly within first seven minutes of blow. The computation is started at 2.2 minutes of blowing time due to unavailability of slag composition data during first two minutes of the blow. Residence time and carbon concentration of a droplet during its trajectory are solved by explicit forward difference method at each time step. A computational method was developed to calculate the instantaneous amount of metal present in slag based on number of droplets ejected, its residence time, and carbon content of the droplet in the emulsion. The detail algorithm for calculation of amount of metal in emulsion can be found in Appendix I.
Results and Discussion
Analysis of Jet Impact Velocity Under High-Temperature Environment
The correlation used by Subagyo et al.[12] for the calculation of jet impact velocity was compared with experimentally measured jet velocity at different ambient temperatures and lance heights. The experimental condition set by Sumi et al.[28] is used to calculate the impact velocity at different h/d e values (~21 to 55) with a nozzle diameter of 0.0092 m. The velocity of the nozzle exit, u o, is taken to be 451 m/s. It is observed from Figure 2 that the value of impact velocity calculated by the proposed formula by Subagyo et al.[12] for jet axial velocity is significantly lower than the measured value at 1002 K (729 °C) at all lance heights but it finds close similarity with experimentally measured value at low furnace temperature of 285 K (12 °C). The measured value of axial velocity at 1002 K (729 °C) is found to be ~1.5 to 2 times higher than the predicted correlation throughout all the lance height being investigated.

Comparison of jet impact velocity under different ambient furnace temperatures
There is no experimentally measured impact velocity available in the literature at steelmaking furnace temperature of 1873 K (1600 °C). However, the study by Alam et al.[25] suggested that the correlation proposed by Sumi et al.[28] can be extended to estimate the impact velocity at higher ambient temperature without the loss of accuracy.
Figure 3 shows the impact velocity of the jet as calculated by various correlations listed in Table I. The jet axial velocity has been calculated by varying lance height from 1.2 to 2.5 m and the blowing conditions are taken from a top blowing converter as shown in Table II. As seen from Figure 3, there is a wide difference in the calculated value of jet impact velocity observed from the different correlations. The jet impact velocity at furnace temperature of 1873 K (1600 °C) for both subsonic and supersonic flows is found to be significantly higher than the value of impact velocity calculated under normal atmospheric temperature. The impact velocity according to Deo and Boom was calculated by energy balance of dynamic pressure with the kinetic energy of gas jet at stagnation point in the jet cavity.[19] In this calculation, the density of gas jet at impingement point is calculated by using the temperature of the gas jet at the liquid surface from the jet model.

Comparison of impact velocity of gas calculated at different lance heights
Subagyo et al.’s[12] calculation of jet axial velocity was based on the correlation derived for cold model but with different values of correction factor for calculation of jet axial velocity at high temperatures. It is seen from Figure 3 that Subagyo’s model[12] predicts higher impact velocity compared to the velocity calculated by cold model. However, when compared with the hot model data, for both subsonic and supersonic gas jet, the calculated velocity was found to be lowered by approximately a factor of 2. When density correction of gas is made at hot environment, Deo and Boom’s correlation for jet axial velocity is found consistent with Sumi et al.’s experimental data, particularly at higher lance heights (h/d e > 50). Thus, it may be inferred that Sumi’s jet model and Deo and Boom’s dynamic pressure model can be used to predict the impact velocity for supersonic range of gas flow at steelmaking temperature, provided that the temperature correction in the calculation of gas density needs to be taken into consideration.
Effect of Ambient Furnace Temperature on Blowing Number
In Eq. [3], the calculation of the blowing number employs the density of gas being calculated at normal gas temperature and pressure. Blowing number is a dimensionless number, which is defined to measure the instability of the surface waves generated due to interaction of gas jet with the liquid surface. The forces which are responsible for creating instabilities on liquid surface are inertial, surface tension, and gravity force. The local condition of temperature and pressure can affect the magnitude of these forces to a large extent. It has been observed that the attenuation of the jet restrains and the axial velocity of the jet decay slowly when the ambient temperature increases. Therefore in order to measure the surface instability causing splashing in a gas–liquid interaction at high-temperature environment, the modified blowing number, N B,T, can be defined as
where \( \rho_{\text{g,h}} \) and \( u_{\text{j}} \) are the density and axial velocity of the gas jet at impact point of jet and are calculated from the jet model. The value of η has been taken as the same value as in Eq. [3].
In order to investigate the effect of ambient gas temperature on modified blowing number, N B,T has been calculated at various ambient gas temperatures. Cicutti’s industrial data[32] are used for estimating modified blowing number and the calculations were performed at three lance positions. It is seen from Figure 4 that blowing number is a strong function of ambient gas temperature, for example the blowing number increases by a factor of two when the ambient gas temperature has been increased from 298 K to 1873 K (25 °C to 1600 °C), at a lance height of 1.8 m in a 200 tonne converter. Further it is observed that the magnitude of N B predicted by axial velocity correlation used by Subagyo et al.[12] is found to be low value (<10) as compared to calculated blowing number at high ambient temperatures. The reason of this large variation may be explained by the physical characteristics of jet under high temperature. The gas jet tends to expand slowly in the presence of high temperature field and the physical properties like density and velocity of the gas jet decays slowly due to lowering of the density of the surrounding gas resulting in higher momentum transfer between the gas jet and the liquid at high ambient temperature. Thus, it is apparent that the correlation used by Subagyo et al.[12] did not employ the effect of ambient temperature on jet impact velocity and density. As a result, the predicted blowing number has been found to be increased by a factor of 2 or so when high temperature correction has been applied. The finding of the current study is in consistent with those of Alam et al. who found that the blowing number almost doubles its value when temperature of the surrounding gas increases from 285 K to 1800 K (12 °C to 1527 °C) at h/d e=50.[25]

Variation of modified blowing number as a function of ambient furnace gas temperature
Analysis of Droplet Generation Rate at Steelmaking Furnace Temperature
Figure 5 shows the measured value of droplet generation as a function of blowing number, N B , obtained from hot and cold model experimental results. The cold model experimental data have been taken from Standish et al.[13] and for hot model Subagyo’s[12] experimental data have been used. The Y-axis of the graph represents the amount of droplet generated per unit volume of injected gas, which is a measured value in the experiment. However, X-axis represents the blowing number, which has been calculated based on the velocity of gas at the impingement point. As discussed in the previous section, it is realized that N B,T instead of N B is an appropriate method to estimate blowing number, particularly when the gas jet discharges through a high-temperature environment. Therefore, the experimental data by Subagyo et al.[12] for droplet generation have been reanalyzed by employing the modified blowing number to evaluate the validation of Eq. [4].

Measurement of droplet generation rate as a function of blowing number for cold and hot model data (Data have been adapted from the paper by Subagyo et al.[12])
Figure 6 is reconstructed with the experimentally measured droplet generation rate data as a function of N B,T. In Subagyo et al.’s[12] experiment, the distance between the lance tip and liquid metal has been kept between 0.04 and 0.06 m. For a lance nozzle diameter of 0.003 m, the h/d e ratio is calculated to be in the range of ~ 13 to 20. The potential core length of the jet at ambient furnace temperature of 1873 K (1600 °C) has been calculated for the same blowing conditions as in Subagyo’s experiment and is shown in Table IV. It is clearly seen from Table IV that the impingement point of the gas is located well within coherent length of the gas jet. Potential core or coherent length is the region close to the jet exit which is unaffected by the diffusion of surrounding eddies. As a result, the property of the jet such as axial velocity, density, and pressure remains constant in a distance of its potential core.

Effect of modified blowing number on droplet generation rate
As the lance height in Subagyo’s experiments is located within the distance of potential core, the velocity and density of the gas at the impact point can be assumed to be same as the nozzle exit.
At T = 1873 K (1600 °C) and h/d e < 20
Equations [14] and [15] are inserted into Eq. [13], and the modified blowing number, N B,T, has been revaluated for the experimental condition of Subagyo et al.[12]
As shown in Figure 6, when the modified blowing number, N B,T, was plotted with the observed droplet generation rate, a wide mismatch from the cold model experimental data has been observed. The mismatch in droplet generation rate is found to be 2 to 15 times lower than the cold model result reported by Standish et al.[13] in splashing mode of jet interaction with the bath surface. However, the amount of droplet generated in Subagyo’s[12] hot model experiment corresponds to the modified blowing number in Figure 6 which finds close similarity with the cold model experimental data obtained by Sabah et al.[6] in penetrating regime of jet interaction which is expressed by Eq. [6]. It is to be noted that Sabah’s experiment was limited up to the blowing number of 6.71 and for higher blowing numbers the mode of jet interaction cannot be evaluated by using Eq. [6].
This lowering in droplet generation can be in part explained by analyzing the mode of jet interaction and its effect on droplet generation. As indicated by several authors, there exists a critical lance height for which the droplet generation gets its maximum value. Based on Molly’s[1] classification, the droplet generation rate finds a large variation when it changes from splashing to penetrating mode. The recent study by Sabah et al.[6] also confirms the same observation in their water modeling experiment. As shown in Figure 6, it is apparent that the Subagyo’s measurement[12] of droplet generation was performed under penetrating mode of jet interaction. One possible explanation for this is that the experiment was performed under a small crucible and the jet was very close (h/d e < coherent length) to the melt surface. As a result, it is appeared that the gas jet was not expanded before it impacted with the melt surface and a more concentrated jet resulted in utilizing more energy for penetration of jet inside the melt. It is interesting to note that Sabah et al.’s[6] cold model result of droplet generation in penetration mode found excellent similarity with the hot model experimental data, which explains further the lowering in the number of ejected droplets from liquid bath in Subagyo’s experiment.
Unfortunately, in the absence of any other hot model experimental data in splashing mode of jet interaction, the droplet generation rate at steelmaking furnace temperature has been calculated based on the cold model data for splashing (Standish et al.[13]) as a function of modified blowing number. In order to apply the cold model data for evaluating the droplet generation rate under high temperature, similarity criteria must be applied to modify the parameters in Eq. [4] under steelmaking furnace conditions. Thus Eq. [4] at steelmaking temperature is written as
where F G,T and N B,T are the temperature corrected volumetric flow rate and modified blowing number, respectively, and R B,T is the amount of droplet generated per volume of gas. If the mass flow rate is held constant over temperature and pressure, F G,T can be calculated as
Therefore,
Solving for F G,T yields
where Ph is the pressure of the gas at the impact point, P NTP is the pressure of the gas at normal temperature T NTP, and F G is the inlet gas flow rate. In the present model, the pressure of the jet at impact point is taken to be the same as the pressure of CO gas inside the furnace (~121590 Pa).[19]
Combining Eqs. [16] through [19], the droplet generation rate can be calculated as a function of modified blowing number. The plot of R B,T/F G,T versus modified blowing number is shown in Figure 7. It is noteworthy to mention that the present calculations give a theoretical basis on how the cold model data can be used to predict the generation of droplets for a real system involving high temperature.

Droplet generation rate as a function of modified blowing number at ambient furnace temperature = 1873 K (1600 °C)
It has to admitted here that the approach described here to calculate the droplet generation rate is totally based on cold model experimental data, and therefore, the behavior of the jet interaction and amount of splash formation needs validation with pilot and industrial scale high-temperature experiments. Considering the fact that there is no experimental data available to ascertain the amount of droplet formation at high-temperature environment with different models of jet interaction, the applicability of the present model is indirectly validated by the reasonable estimation of metals in the emulsion phase, which has been discussed in the next section.
Metal in Emulsion
The predicted value of hot metal present in slag-metal-gas emulsion as a function of blowing time is illustrated in Figure 8. Cicutti’s[32] heat data for a 200-tonne converter have been used for this model. The simulations have been made by assuming that the ejected droplets are of uniform size of 0.002 m in diameter. This is a reasonable assumption as the average size of metal droplets is reported to be in the range of 0.001 to 0.003 m.[8,10,32–34] Detail algorithm for developing the metal in emulsion model can be found in Appendix I. As shown in Figure 8, the amount of metal in emulsion has been found to be varied between 0 and 5 wt pct of hot metal weight, when the droplet generation rate was calculated based on the correlation suggested by Subagyo et al.[12] (R B correlation). However, the amount of metal in emulsion when the ambient furnace temperature has increased to 1873 K (1600 °C) is found to be between 0 and 21 wt pct of total hot metal weight, which is approximately four times more than the predicted value by R B correlation. Further it is observed that the weight of metal in emulsion is found to be in the range of 0 to 5 tonne when the calculations were performed at ambient furnace temperature of 293 K (20 °C). Thus, it is apparent that ambient furnace temperature has a strong effect on the amount of metal present in emulsion; higher the temperature, more is the mass of metal accumulate inside the emulsion zone. The discrepancy between the present model and Subagyo’s[12] predictions is found to be large during the middle blow period when the decarburization rate is at peak. There are two main factors responsible for the amount of metal accumulates in emulsion: (i) droplet generation rate and (ii) residence time of droplets. The low prediction of metal in emulsion by Subagyo’s relationship[12] may be due to inability to incorporate the temperature effect of jet characteristics on prediction of droplet generation rate and time of droplet residence in the slag-metal emulsion during splashing regime of jet interaction.

Model prediction of amount of metal present in emulsion as a function of ambient furnace temperature
Figure 9 summarizes the amount of metal present in slag-metal emulsion based on experimental results obtained from both high- and low-temperature studies. In all the results apart from Schoop et al.,[10] reported in the literature, the proportion of metals in the emulsion is considerably high, but a wide scattering of the results has been observed. The reason of this large variation may be due to the following two reasons: first it varies three dimensionally with the location of the sampling position and second the way sampling is made (e.g., bath sample, splash sample).[6] The recent result of metal in emulsion, reported by the pilot plant experiment by Millman et al.,[35] is being raised by many questions about the way emulsion samples are being collected, particularly in terms of its position and time of dipping in the slag. Therefore, it is difficult to draw a general conclusion regarding the exact amount of metal in the emulsion based on the previous experimental results. However, the laboratory studies of glycerine-Hg and water model[13,36] results are having general agreement with the experimental observation made by Meyer et al.,[8] Price et al.,[11] Kozakevitch et al.[9] of 0 to 40 wt pct metal being present in emulsion. Further, pilot-scale and industrial scale experiments must be necessary to pin point the exact amount of metal ejection to the emulsion.

The result obtained from the present numerical analysis is found to be in consistent with several experimental results where the amount of metal has been observed to be in the range of 0 to 25 wt pct of hot metal.[8,11] In a top blowing steelmaking process, the amount of metal is expected to be maximum during peak decarburization period which is reflected from Figure 8. About 21 wt pct of hot metal have been predicted in the emulsion during mid-blow period, which is similar to Meyer et al.’s[8] reported result of 20 to 25 wt pct of metal during decarburization period. The recent work by Sarkar et al.[16] showed that the Subagyo’s[12] formula for droplet generation does not collaborate well with the experimental observed metal in emulsion, and thus, the authors used the formula for R B by a factor of 15 to match the experimental results obtained by Meyer et al.[8] The calculated metal in emulsion by Sarkar et al.[16] is plotted in Figure 8, and remarkably similar proportion of metals as predicted from the present model calculations has been observed. It is to be noted that the residence time calculated by Sarkar et al.[16] is different from the approach in present model and therefore the multiplication factor of R B cannot be compared with the present model results.
Conclusions
Previous studies on prediction of droplet generation rate in a top blowing steelmaking converter are critically analyzed. The following conclusions have been drawn from the present work:
-
1.
An improved theoretical model to calculate the droplet generation rate per unit volume of gas at high temperature has been developed. A modified blowing number, N B,T, has been proposed to correct the temperature effect on droplet generation rate and has been found to be suitable for the prediction of droplet generation rate (R B,T).
-
2.
Temperature was observed to have a significant effect on droplet generation. It has been found that the modified blowing number increases a factor of ~2 when the calculation was performed under the ambient temperature of 1873 K (1600 °C) compared to normal gas temperature.
-
3.
The amount of metal in emulsion predicted by R B,T was found to be 0 to 21 wt pct of the total hot metal weight when N B,T is calculated under the ambient gas temperature of 1873 K (1600 °C).
-
4.
The measured experimental data of Subagyo et al. were plotted with N B,T and it was found that the amount of ejected droplet observed is significantly less than that of cold model data in splashing mode. However, the data find excellent similarity with the recent water model study by Sabah et al. in penetrating mode of the jet. This shows that the experiment conducted by Subagyo et al. might have accidently fallen into penetrating regime, which resulted in less droplet generation compared to the droplets generated in splashing mode.
-
5.
Further, we recommend that careful high-temperature experiments, taking into account the jet characteristics under high ambient temperature along with different modes of jet interaction, need be conducted to understand the droplet generation rate mechanism in a steelmaking furnace.
Abbreviations
- C p :
-
Heat capacity of oxygen gas (J/K)
- d e :
-
Nozzle diameter at exit (m)
- d t :
-
Throat diameter of the nozzle (m)
- F G :
-
Volumetric gas flow rate at pressure 101325 Pa and 273 K (0 °C) (Nm3/s)
- F G,T :
-
Volumetric gas flow rate at steelmaking furnace temperature (Nm3/s)
- g :
-
Gravitational constant (m/s2)
- h :
-
Lance height (m)
- H o :
-
Enthalpy of the nozzle exit (J/kg)
- H a :
-
Enthalpy of the ambient furnace (J/kg)
- \( \,M_{{{\text{O}}_{2} }} \) :
-
Molecular weight of oxygen (kg/mol)
- N B :
-
Blowing number (-)
- N B,T :
-
Modified blowing number (-)
- P a :
-
Ambient pressure of the furnace (Pa)
- P NTP :
-
Pressure of the gas jet at NTP (=101325 Pa)
- P d,h :
-
Dynamic pressure of the gas jet at impingement point (Pa)
- P h :
-
Pressure of the gas jet at impingement point (Pa)
- P o :
-
Back pressure of the nozzle (Pa)
- Pr:
-
Prandtl number (-)
- R :
-
Gas constant (J/ (mol K))
- n :
-
amount of gas (mole)
- R B :
-
Droplet generation rate (kg/s)
- R B,T :
-
Modified droplet generation rate (kg/s)
- T h :
-
Temperature of the gas jet at distance h from the nozzle exit
- T NTP :
-
Temperature of the gas jet at NTP (=25 °C)
- u o :
-
Jet centerline velocity at nozzle exit (m/s)
- u j :
-
Jet centerline velocity at impingement point (m/s)
- u g :
-
Critical tangential jet velocity at impingement point (m/s)
- ρ g :
-
Density of gas at pressure 101325 Pa and 273 K (0 °C) (kg/m3)
- ρ l :
-
Density of liquid metal (kg/m3)
- ρ a :
-
Density of ambient gas (kg/m3)
- ρ e :
-
Density of gas at nozzle exit (kg/m3)
- ρ g,h :
-
Density of gas at a distance h from the nozzle exit (kg/m3)
- σ l :
-
Surface tension of molten metal (N/m)
- η :
-
Constant (-)
- α :
-
Constant (-)
- β :
-
Constant (-)
- a :
-
Constant (-)
- k :
-
Constant (-)
References
N. A. Molloy: J. Iron steel Inst., 1970, vol. 208, pp. 943-50.
A. Chatterjee and A. V Bradshaw: J. Iron steel Inst., 1972, vol. 210, pp. 179-87.
H. Qinglin: Fluid dynamics and droplet generation in the BOF steelmaking process, Ph.D. Thesis, University of Wollongong, 1990.
E. T. Turkdogan: Chem. Eng. Sci.,1966, vol. 21, pp. 1133-44.
H. Y. Hwang and G. A. Irons: Metall. Mater. Trans. B, 2012, vol. 43B, pp. 302-15.
S. Sabah and G. Brooks: Metall. Mater. Trans. B, 2014, vol. 46B, pp. 863-44.
W.G. Davenport, A.V.B. Bradshaw, and D.H. Wakelin: in Heat and Mass Transfer in Process Metallurgy. A.W.D. Hills, ed., IMM, London, 1967, pp. 207–44.
H. Meyer, W. Porter, G. Smith, and J. Szekely: J Met., 1968, vol. 20., pp. 35-42.
P. Kozakevitch: J. Met., 1969, vol. 22, pp. 57–67.
J. Schoop, W. Resch, and G. Mahn: Ironmak. Steelmak., 1978, vol. 2(1), pp. 72-78.
D.J. Price: in Process Engineering of Pyrometallurgy Symposium. M.J. Jones, ed., The Institution of Mining and Metallurgy, London, 1974, pp. 8–15.
Subagyo, G. Brooks, K. Coley, and G. Irons: ISIJ Int., 2003, vol. 43 (7), pp. 983-89.
N. Standish and Q. He: ISIJ Int., 1989, vol. 29 (6), pp. 455-61.
C. L. Molloseau and R. J. Fruehan: Metall. Mater. Trans. B, 2002, vol. 33B, pp. 335-44.
N. Dogan, G. A. Brooks, and M. A. Rhamdhani: ISIJ Int., 2011, vol. 51 (7), pp. 1086-92.
R. Sarkar, P. Gupta, S. Basu, and N. B. Ballal: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 961-76.
I.H. Jung, P. Hudon, M.A. Van Ende, and W.Y. Kim: AISTech—Iron and Steel Technology Conference Proceedings, 2014, vol. 1, 1257–68.
R. Li and R. L. Harris: In Pyrometallurgy 95 Conference Proceedings, 1995, pp. 107–24.
B. Deo and R. Boom: Fundamentals of Steelmaking Metallurgy. Prentice-Hall, New York, 1993, pp. 169–78.
M. S. Millman, A. Kapilashrami, M. Bramming, and D. Malmberg: Imphos: improving phosphorus refining, European Union, Luxembourg, 2011.
K.D. Peaslee, D.K. Panda, and D.G.C. Robertson: 76 th Steelmaking Conference, 1993, pp. 637–44.
Q. L. He and N. Standish: ISIJ Int., 1990, vol. 30 (4), pp. 305-309.
Q. L. He and N. Standish: ISIJ Int., 1990, vol. 30 (5), pp. 356-61.
H.Y. Hwang and G.A. Irons: AISTech—Iron and Steel Technology Conference Proceedings, 2009, vol. I, pp. 769-79.
M. Alam, J. Naser and G. Brooks: Metall. Mater. Trans, 2010, vol. 41B, pp.636-645.
Q. Li, M. Li, B. S. Kuang and Z. Zou: Can. Metall. Q., 2014, vol. 53 (3), pp.340-351.
G. Brooks, Y. Pan, Subagyo and K. Coley: Metall. Mater. Trans, 2005, vol. 36B, pp.525-35.
I. Sumi, Y. Kishimoto, Y. Kikuchi, and H. Igarashi: ISIJ Int., 2006, vol. 46 (9), 1312-17.
S. Ito and I. Muchi: J Iron Steel Inst Japan–Tetsu-to-Hagane, 1969, vol. 55, pp. 1152–63.
M. Hirai, R. Tsujino, T. Mukai, T. Harada. and M. Omori: Trans. Iron Steel Inst. Japan, 1987, vol. 27 (10), pp. 805–13.
B. Allemand, P. Bruchet, C. Champinot, S. Melen, and F. Porzucek: Rev. Metallurgie, 2001, vol. 98, pp. 571-87.
C. Cicutti, M. Valdez, T. Pérez, J. Petroni, A. Gómez, R. Donayo, and L. Ferro: Sixth International Conference on Molten Slags, Fluxes and Salts, ISS, Warrandale, PA, 2000.
N. Dogan, G. A. Brooks, and M. A. Rhamdhani, ISIJ Int., 2011, vol. 51 (7), pp. 1093-1101.
R. C. Urquhart and W. G. Davenport: Can. Metall. Q., 1973, vol. 12 (4), pp. 507-16.
M. Millman, A. Overbosch, A. Kapilasharmi, D. Malmberg and M. Bramming: Ironmak. Steelmak., 2013, vol. 40 (6), pp. 460-69.
G. Turner and S. Jahanshahi: Trans. Iron Steel Inst. Japan, 1987, vol. 27 (9), pp. 734-39.
Acknowledgement
The authors would like to thank Tata Steel for providing financial support for this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted June 15, 2016.
Appendices
Appendix I: Algorithm for Calculation of Metal in Emulsion
Modeling of Metals in Emulsion
In the present work, residence time of the droplets was calculated based on the theory of bloated droplet given by Brooks et al.[27] The total blowing time was divided into small time steps, ∆t. At each time step, a set of droplet generated and their residence time were calculated from the residence time model. Thus, the amount of metals in the emulsion phase at a given time is calculated by adding all the metal droplets present in the emulsion. It is to be noted that the droplets present in the emulsion at a particular time are different in their size mass and density due to the bloating phenomena caused by decarburization reaction. Here, it is assumed that the number of droplet remains same in the emulsion. Computational methodology to calculate the metal in emulsion is shown in Figure A1.

Algorithm to calculate the amount of metal in emulsion
A matrix W em is constructed to keep the track of the change in droplet mass due to decarburization reaction at a given time step and time of residence in emulsion phase.
where w m is the mass of the single droplet at the time of ejection and n k is the number of droplet generated at each calculation time. W em is a j × k matrix and j, k values are calculated as
The instantaneous value of total metal in emulsion at each time of blowing has been calculated from the matrix W em by summing up the diagonal elements (both off diagonal and main diagonal), which is shown below:

Appendix II: Sample Calculation for Droplet Generation for Steelmaking Conditions
The modified blowing number is calculated according to Eq. [13] and the density of the gas and velocity of the jet at the impingement have been corrected by applying Eq. [12]. At ambient temperature of the furnace of 1873 K (1600 °C), T h is estimated to be 1060 K (787 °C).
At lance height h = 1.8 m, ambient temperature T = 1873 K (1600 °C), Pa = 101325 Pa, P0 = 1180436.3 Pa, Q O2 = 10.33 Nm3/s, the density and jet velocity of the gas have been estimated to be
Substituting η = 0.4421, ρ l = 7000 Kg/m3, σ l = 1.7 N/m, the modified blowing number is
The modified droplet generation rate is calculated based on Eq. [16] by applying temperature effect on volumetric expansion of the gas. Assuming pressure of the gas jet remains constant, the volume expansion of the gas at furnace environment is calculated as
Substituting \( F_{\text{G,T}} \) and \( N_{\text{B,T}} \) values in Eq. [16], R B,T can be estimated to be ~1783 kg/s.
Rights and permissions
About this article

Cite this article
Rout, B.K., Brooks, G., Subagyo et al. Modeling of Droplet Generation in a Top Blowing Steelmaking Process. Metall Mater Trans B 47, 3350–3361 (2016). https://doi.org/10.1007/s11663-016-0773-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-016-0773-z