
Abstract
The present work investigates the formation of manganese ferrite of nanosize by oxidation of MnO- and FeO-containing slag. A horizontal resistance furnace was used as an experimental setup. The experiment was conducted in the temperature range of 1573 K to 1673 K (1300 °C to 1400 °C) in an oxidizing atmosphere. The samples were quenched to the cold end of the furnace and were analyzed by X-ray diffraction (XRD). The XRD patterns of the products showed the presence of two phases—manganese ferrite and calcium silicate. The particle size of the manganese ferrite was estimated by the Scherrer formula to be in the range of nanometers.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The spinel-type, transition-metal ferrites have obtained increasing interest because of their wide area of technological applications in magnetic recording,[1] energy conversion and storage,[2] gas sensing,[3] and biotechnology.[4–6] To produce the ferrite nanoparticles, different methods have been used (e.g., thermal decomposition of organometallic precursors or reduction of metal salts,[7] coprecipitation method, and the sol-gel route[8]). All these methods require pure reagents and energy consumption. The present work, however, shows the feasibility of the nanomanganese ferrite precipitation from the metallurgical wastes (metallurgical slags).
Metallurgical plants produce millions of tons of slags every year. The main constituents of the slags are CaO, SiO2, Al2O3, MnO, FeO, and MgO. In Swedish and Ukrainian steelmaking practice, FeO content in the slag may reach up to 30 pct in some cases. These slags are only partially used in civil engineering, and the rest remains in dumps, increasing environmental burdens.
The current authors proposed a way to recover iron from the liquid slags in the form of magnetite.[9] The concept was based on transformation of nonmagnetic wüstite (FeO) to magnetic magnetite (Fe3O4) using an oxidizing atmosphere. Experiments on the ternary CaO-FeO-SiO2 and quaternary CaO-FeO-SiO2-MnO systems, followed by thermodynamic and kinetic modeling, were performed.[10,11] The crystal precipitation during synthetic slag oxidation was observed using confocal scanning laser microscopy.[12] Precipitated phases were magnetite and manganese ferrite in the spinel form. From the technological point of view, the slag can be subjected to oxidation or cooling. The solid slag may be crushed and the magnetic part, consisting of magnetite/manganese ferrite, can be separated by the magnetic method and can be used again. The rest of the slag (nonmagnetic) effectively will be used in the production of a cement binder or in other applications. Alternatively, magnetite/manganese ferrite can be extracted from molten slags using crossed electric and magnetic fields. The cold model simulation of the particle movement in a conducting liquid under electromagnetic buoyancy force was investigated by the present authors earlier.[13] Theoretical application of the obtained data on the real magnetite particle–liquid slag system showed that magnetite will move with an approximate velocity of 0.1 to 2.5 mm/min.
The current work focuses on investigating the processing of metallurgical slags toward the production of nanosized manganese ferrite by oxidation.
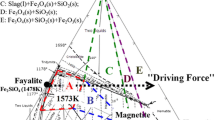
Thermodynamic calculations were performed using FactSage 6.1 (Thermfact Ltd., Montreal, Canada, and GTT-Technologies, Aachen, Germany; Fact53 and FToxide-SLAG, FToxide—SPIN databases). Figure 1 shows temperature vs partial pressure of oxygen in the system for one sample (sample no. 2 in Table I). The results of the calculations for the other slags were similar and are not shown here.

A temperature-partial pressure of oxygen diagram calculated by FactSage 6.1 where the line marked (A) corresponds to the partial pressure of oxygen in air. P(O2) presented in Pa
The calculations show that the main constituent of the spinel in the temperature range of 1300 K to 1627 K (1023 °C to 1354 °C) would be manganese ferrite (MnFe2O4, stoichiometric). In a temperature range of 1588 K to 1627 K (1315 °C to 1354 °C), spinel may be the only phase that precipitates from the liquid slag according to the calculations shown in Figure 1. The spinel phase as well as calcium silicate may coprecipitate in the liquid slag over a temperature range of 1555 K to 1588 K (1282 °C to 1315 °C). As temperature decreases, Ca3Si2O7 also may precipitate. The solid fraction would increase until all liquid disappears at a sufficiently low temperature.
To produce wüstite (FeO), appropriate amounts of iron (<10 μm, purity of 99.9 + pct) and Fe2O3 (<5 μm, purity of 99 + pct) reagent-grade powders supplied by Sigma Aldrich Chemie (Munich, Germany) were mixed carefully so that the final composition would correspond to that of FeO in equilibrium with iron at 1273 K (1000 °C), as described in an earlier publication by the authors.[11] Other materials used in the slag preparation, including CaO powder with a purity of 99.9 pct, SiO2 powder with a purity of 99.5 pct, and MnO powder with a purity of 99.5 pct, also were supplied by Sigma Aldrich Chemie. SiO2 powder was dried for 24 hours at 1073 K (800 °C), and CaO powder was dried at 1273 K (1000 °C) for 2 hours in an Ar atmosphere prior to mixing. The chemical compositions of the samples used in the experiments are presented in Table I.
The furnace arrangement used in the present experiments is presented in Figure 2. The premixed slag samples in platinum crucibles were placed in an alumina holder and positioned in the even temperature zone of the furnace. A detailed setup of the gas-cleaning system was presented in our earlier publications.[11]

Illustration of the horizontal furnace
Air was led into the reaction zone by a narrow alumina tube of 5-mm inner diameter at a flow rate of 0.4 L/min. An oxidizing atmosphere was delivered into the hot zone of the furnace just above the samples. The temperature of the furnace was controlled by a programmable EUROTHERM 2408 regulator (EUROTHERM, Worthing, UK) with a Pt-30 pct Rh/Pt-6 pct Rh thermocouple as a sensor with an accuracy of less than 3 K. The samples were maintained at the aimed temperature for 30 minutes. After the experiments, the slags were rapidly cooled by pulling them to the water-cooled end of the furnace with the Ar gas flowing. Alumina “runners” were provided inside the reaction tube to minimize damage to the reaction tube during quenching. The products after oxidation were analyzed by X-ray diffusion (XRD; D5000 X-ray unit; Siemens, München, Germany, with a copper Kα X-ray source). The high-purity fine silicon powder was used for the XRD calibration before the analyses.
The basicity as well as the temperature effect on the manganese ferrite formation was analyzed. The XRD pattern for all samples showed the presence of manganese ferrite (Figures 3 and 4). With increasing basicity (Figure 3), calcium silicate was observed as a separate phase.

XRD pattern for samples 1 through 3 (Table I) treated at 1673 K (1400 °C); (a) MnFe2O4 and (b) Ca2SiO4

XRD pattern for sample 3 (Table I) treated in the temperature range of 1573 K to 1673 K (1300 °C to 1400 °C); (a) MnFe2O4 and (b) Ca2SiO4
To investigate a growth trend of manganese ferrite, particle sizes were estimated using the following Scherrer formula for the X-ray particle size determination[14]:
where L is the size of the particle, k is a numerical constant for which Scherrer obtained the value 2(ln 2/π)0.5 = 0.93, λ is the wavelength of the incident X-rays (1.54 Å), B is the breadth of intensity spectrum at half value, and x/2 is the Bragg’s angle.
The particle size was dependent on the basicity of the sample. With increasing basicity, the size of the manganese ferrite particles decreased to a nanoscale. This finding can be explained from the thermodynamic point of view. With increasing basicity of the sample, the activity of FeOx and MnOy would increase, which would be a strong driving force for the formation of manganese ferrite spinel phase, and therefore, it can be expected that the precipitation of this phase would be fast. With the strong local depletion of the metal oxides, a local change in the viscosity of the remaining silicate melt would lead to the retardation of the particle movement, thus hindering the particle growth.
For a basicity equal to 2, the calculated manganese ferrite size was approximately 25 nm (Table II) in the temperature range 1623 K to 1673 K (1350 °C to 1400 °C). However, with an additional temperature decrease to 1573 K (1300 °C), the particle size slightly increases. This can be explained by the fact that as the temperature decreases, the solid fraction increases; thus, the particle size increases.
In air at 1627 K (1354 °C), only liquid slag can be obtained thermodynamically. The XRD analysis of the samples oxidized at temperatures above 1627 K (1354 °C) showed the presence of calcium silicate and manganese ferrite. These phases are likely to have been precipitated during the cooling of the samples.
The XRD investigations on the current samples confirmed the presence of the phases shown in Figure 1.
The precipitation of nanomanganese ferrite from the CaO-FeO-SiO2-MnO slag system during oxidation was investigated. Experiments were conducted in a horizontal resistance furnace in an oxidizing atmosphere (air). The XRD analysis of the final product showed the presence of manganese ferrite for all experimental samples.
The manganese ferrite particle size was calculated using the Scherrer formula. The basicity seems to have an influence on the particle size. With increasing basicity of the sample, the particle size of manganese ferrite was decreased. At a basicity of 2, the manganese ferrite particle size was determined to be approximately 25 nm.
The potential formation of crystal phases under the present experimental condition in the quaternary CaO-FeO-MnO-SiO2 slag system was discussed based on thermodynamic calculations.
References
M. Suda, M. Nakagawa, T. Iyoda, and Y. Einaga: J. Am. Chem. Soc., 2007, vol. 129, pp. 5538-43.
B.O. Regan and M. Gratzel: Nature, 1991, vol. 353, pp. 737-40.
E. Comini, M. Ferroni, V. Guidi, G. Fagila, G. Martinelli, and G. Sberverglieri: Sens. Actuators, B, 2002, vol. 84, pp. 26-32.
L. Hi, Q. Peng, and Y. Li: Am. Chem. Soc., 2008, vol. 121, pp. 11595-96.
M. Shinkai: J. Biosci. Bioeng., 2002, vol. 94, pp. 606-13.
Y. Zhang, N. Kohler, and M. Zhang: Biomaterial, 2002, vol. 23, pp. 1553-61.
S.-J. Park, S. Kim, S. Lee, Z.G. Khim, K. Char, and T. Hyeon: J. Am. Chem. Soc., 2000, vol. 122, pp. 8581-82.
C.J. Brinker, and G.W. Scherer: Sol-Gel Science: The Physic and Chemistry of Sol-Gel Processing, Academic Press, San Diego, CA, 1990.
A. Semykina, V. Shatokha, and S. Seetharaman: Ukraine patent 88 122, 2009.
A. Semykina, V. Shatokha, and S. Seetharaman: Ironmaking Steelmaking, 2010, vol. 37, no. 7, pp 536-40.
A. Semykina, M. Iwase, V. Shatokha, and S. Seetharaman: Metall. Mater. Trans. B, in press.
A. Semykina, J. Nakano, S. Sridhar, V. Shatokha, and S. Seetharaman: Metall. Mater. Trans. B, 2010, vol.41B, pp. 940-45.
A. Semykina, O. Gorobets, V. Shatokha, and S. Seetharaman: Steel Res. Int., in press.
A.L. Patterson: Phys. Rev., 1939, vol. 56, pp. 978-82.
The authors are thankful to the Swedish Foundation for Strategic Environmental Research (MISTRA) for financial support through the project Eco-Steel Production (Sub project no.: 88035) administered by Swedish Steel Producers Association (Jernkontoret).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted September 2, 2010.
Rights and permissions
About this article
Cite this article
Semykina, A., Seetharaman, S. Recovery of Manganese Ferrite in Nanoform from the Metallurgical Slags. Metall Mater Trans B 42, 2–4 (2011). https://doi.org/10.1007/s11663-010-9457-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-010-9457-2