
Abstract
The current work investigates dynamic phenomena at the microstructural level during iron and manganese recovery from the liquid FeO-CaO-SiO2-MnO slags using an oxidation method. A hot-stage-equipped confocal scanning laser microscope (CSLM) was used to analyze the kinetic behavior of crystallization in synthetic slags. Based on observed precipitations on cooling in the 1273 K (1000 °C) to 1873 K (1600 °C) temperature range, a time–temperature–transformation (TTT) diagram has been created. The crystallization studies were conducted in air.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Currently, a sustainable development strategy in the domain of waste use is shifting its focus from a general completeness of recycling to a more specific attention to efficiently use elements in the waste. This is well-illustrated by the steelmaking slag industries. The major waste product from the steelmaking practice is slag, and its main constituents are CaO, SiO2, Al2O3, MnO, FeO, and so on. The main field of application for the steelmaking slags is civil engineering, especially for road and waterway construction.[1] However, a significant amount of the slag remains in the dumps, which damages the environment and requires a land for secure storage.
The current authors proposed a way of iron recovery from the liquid slags.[2] The concept was based on oxidation of divalent iron (FeOslag) to trivalent state (Fe3O4,slag) in the liquid slags with subsequent quenching and magnetic separation. Experiments on the ternary CaO-FeO-SiO2 system, followed by thermodynamic and kinetic modeling, showed the possibility of “FeO” oxidation to magnetite with additional separation potential.[3,4]
This article focuses on kinetic studies of the FeO-CaO-SiO2-MnO slag system under oxidizing conditions. A possibility of iron and manganese recovery in spinel form of magnetite and manganese ferrite will be discussed.
Experimental
Materials and Sample Preparation
To produce wüstite (FeO) appropriate amounts of iron (<10 μm, purity of 99.9+ pct) and Fe2O3 (<5 μm, purity of 99+ pct) powders supplied by Sigma Aldrich Chemie (Steinheim, Germany) were mixed carefully so that the final composition would correspond to that of “FeO” in equilibrium with iron at 1273 K (1000 °C). The mixture was compacted and placed in an iron crucible (purity of 99.9 pct), which was then maintained in an argon atmosphere at 1273 K (1000 °C) in a vertical-resistance furnace. The crucible was quenched after 24 hours. Produced “FeO” was examined by X-ray diffraction method and the absence of both metallic iron and solid magnetite was confirmed. From the diffraction pattern, the lattice parameter of the “FeO” produced was computed to be 4.30 Å, which is in agreement with the literature value of 4.3088 Å.[5] Other materials used in the slag preparation included CaO powder with a purity of 99.9 pct and SiO2 powder with a purity of 99.5 pct. MnO powder with a purity of 99.5 pct was also supplied by Sigma Aldrich Chemie. SiO2 powder was dried for 24 hours at 1073 K (800 °C) and CaO powder was dried at 1273 K (1000 °C) for 2 hours in an Ar atmosphere prior to mixing. Each sample was well mixed to obtain homogeneity and was analyzed chemically by YN Nilab AB Company (Avesta, Sweden). The chemical compositions of the samples used in the experiments are presented in Table I.
Platinum crucibles for holding the slags had purity of 99.99 pct and cylindrical dimensions of 5 mm diameter × 5 mm height × 0.4 mm thickness. The gases argon (5.0) and air used in the experiments were supplied by Valley National Gas (Washington, PA). An alumina crucible-support (8 mm diameter × 5 mm height × 0.5 mm thickness) was supplied by ULVAC Technologies, Inc. (Methuen, MA).
Apparatus and Procedure
Confocal Scanning Laser Microscope (CSLM)
In the current study, the crystallization event was observed optically in situ under the CSLM, and the start of precipitation on a slag surface was recorded at various temperatures in an oxidizing atmosphere.
The experiments were performed with a CSLM (Lasertec, 1LM21H, Yokohama, Japan). The details of the CSLM are available in the literature.[6,7] A simplified schematic of the CSLM is shown in Figure 1, which indicates the experimental setup used for this study. A He-Ne laser with a wavelength of 632.8 nm was applied onto the sample surface where the focal point returned the brightest contrast and real-time high resolution images (up to 0.25 μm) can be obtained from the confocal optics. A sample is placed at one of the two focal points in the gold-coated elliptical furnace with a halogen lamp located at the other focal point. In the experimental setup used, a cylindrical platinum crucible containing approximately 0.030 g slag was placed on a high-density alumina crucible. The whole sample was then set on a platinum sampler pan (10 mm diameter) as indicated in Figure 2. Before the experiment, the chamber was evacuated for 10 minutes and was purged with argon gas for 20 minutes. Each slag sample in the Pt-crucible was then heated at the CSLM hot stage in an Ar atmosphere. To ensure to start from a completely molten slag, the sample was heated to 1773 K (1500 °C) to 1873 K (1600 °C) until it melted completely, then it was (5 grad/min) cooled down slowly to the aimed temperatures. The temperature of the samples was controlled by a computer-based program and auto-adjusted continuously to compensate exothermic and endothermic reactions. The oxygen partial pressure was changed to an oxidizing atmosphere when the atmosphere was switched from Ar to air at a flow rate of 200 ml/min. After 30 minutes of oxidizing, the sample was quenched to the room temperature in an Ar atmosphere. The sample was then analyzed by electron scanning microscopy equipped with energy-dispersive X-ray spectroscopy (EDS).

Schematic description of CSLM with gold-coated heating chamber

Platinum sample holder in the current setup
In the current work, basicity, B, was defined as follows:
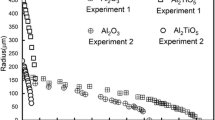
Before experiments, the temperature calibration for the sample holder was conducted (Figure 3). The second thermocouple was introduced close to the platinum crucible bottom. The reading from this thermocouple was assumed to be the actual temperature, whereas the built-in sample holder thermocouple was the set temperature. The sample (actual) temperature showed a negative deviation as compared to the holder temperature (set).

Temperature calibration for the Pt sample holder
Results and Discussion
Successive CSLM images (top-down view) in Figure 4 show a typical crystal evolution at the gas/liquid interface, which was found to occur a certain time after argon gas was switched to air. The time delay before the air reached the sample after switching was estimated to be approximately 30–40 seconds for a flow rate of 200 ml/min.

CSLM images of sample number 3, treated at 1333 K (1060 °C): (a) original powder form, (b) molten, (c) first crystals observed, (d) and (e) crystals grow, and (f) approaching equilibrium
With time, the particles at the gas/liquid interface were found to grow and agglomerate (Figures 4(c) through (e)). The growth eventually slowed down as the system was approaching equilibrium, Figure 4(f). Different types of crystals were observed in the size range of 1–50 μm. Below 1473 K (1200 °C), crystals had a shape as presented in Figure 4, whereas above 1473 K (1200 °C), observed crystals had complicated geometry (Figure 5). For all the samples at higher temperatures, the observed crystals were larger compared with those corresponding to lower temperature and were of a different shape.

CSLM images of the samples treated at temperatures higher than 1473 K (1200 °C). (a)-(b), Sample number 1, 1523 K (1250 °C); (c) sample number 2, 1523 K (1250 °C)
A variation of time before the crystal precipitation took place was observed in situ using the CSLM and recorded for various temperatures and compositions. The corresponding TTT diagram was then constructed as shown in Figure 6. Basicity seemed to have an influence on the crystal precipitation (Figure 6(a)). In Figure 6, it is observed that kinetics is slow for B = 0.59 at 1473 K, whereas it is fast for B = 1.05 at the same temperature. The effect of the MnO content in slag samples with the similar basicity was limited (Figure 6(b)).

TTT diagram for the quaternary FeO-CaO-SiO2-MnO system: (a) basicity effect and (b) MnO effect
With increasing basicity in the system, the crystal precipitation occurred faster. It is, therefore, likely that it was an increase in activity of FeO and MnO in the slag, which facilitated the precipitation of FeO x - and MnO x -based phases. At the same time, an increase in basicity in the studied range may decrease viscosity of the molten slag, which would aid mass transport and, thus, precipitation kinetics.
Scanning Electron Microscope (SEM)-EDS Results of the Quenched Samples
The SEM images in Figure 7 show the presence of magnetite/manganese ferrite in spinel and calcium silicate as determined by EDS. For sample number 3 treated at 1333 K (1060 °C), the SEM image shows the presence of a crystal phase (Figure 7(a)) represented by small crystals, which are similar in size and shape. For the samples treated at 1523 K (1250 °C), the crystals of spinel, as well as calcium silicates with various size and shape, were observed (Figures 7(b) and (c)). The EDS analyses on crystals are presented in Table II. The crystals, which are shown by arrows, have similar chemical results. In Figure 7(c), the magnetite/manganese ferrite crystal (spinel) likely formed first, followed by calcium silicate precipitating around it.

SEM images of (a) sample number 3 treated at 1333 K (1060 °C); (b)-(c) sample number 2 treated at 1523 K (1250 °C)
Thermodynamic Calculations on Experimental Slag Systems using FactSage 6.1 (Thermfact Ltd. (Montreal, Canada) and GTT-Technologies (Aachen, Germany))
To investigate the effect of MnO, FactSage 6.1 calculations were conducted for constituents in the spinel phase. The number of moles of magnetite and manganese ferrite in the spinel was correlated to temperature. Figures 8 through 11 show that for samples 1–3, the maximum amounts of manganese ferrite and of magnetite can be found in the spinel phase around 1423 K (1150 °C) through 1523 K (1250 °C). For sample number 4, two peaks were found (Figure 11): one corresponding to 1373 K (1100 °C) where the maximum amount of manganese ferrite can be obtained in the spinel phase, and the other corresponding to 1523 K (1250 °C), where magnetite dominates in the spinel. For the sample with maximum MnO and basicity equal to 1, maximal yield of manganese ferrite was determined by FactSage calculations (Figure 9).

Number of moles of constituents in spinel vs temperature for 31.0 pct CaO-29.5 pct SiO2-27.9 pct FeO-11.5 pct MnO (sample number 1, Table I)

Number of moles of constituents in spinel vs temperature for 28.8 pct CaO-28.7 pct SiO2-26.5 pct FeO-15.8 pct MnO (sample number 2, Table I)

Number of moles of constituents in spinel vs temperature for 27.4 pct CaO-34.0 pct SiO2-27.3 pct FeO-11.1 pct MnO (sample number 3, Table I)

Number of moles of constituents in spinel vs temperature for 21.9 pct CaO-37.0 pct SiO2-29.5 pct FeO-11.5 pct MnO (sample number 4, Table I)
Kinetic Analyses of the Crystal Growth
Crystals can grow on the slag surface in three possible ways. First, the gas/solid interface can grow into gas when metallic species travel through the crystal to the interface where they react with oxygen. Second, when oxygen anions move through the crystal to the liquid/solid interface, such an interface moves into slag by interacting with metallic species. In the third scenario, the triple point where gas, liquid, and solid meet can grow laterally without solid state diffusion involved. The growth can occur when the sufficient amount of metallic species and oxygen anions interact at the interface.
Provided that dissociation rates are comparable in all the three cases, growth at the triple point may occur most easily because of: a) larger interfacial energy; and b) faster diffusion in the gas phase (gas-phase mass transport) and in the liquid phase (liquid-phase mass transport). There are three possible rate-controlling steps for this growth:
-
(a)
Gas-phase mass transport control: If it is assumed that Fex+/Mny+ is always sufficiently available at the interface, diffusion of O2 controls the reaction rate.
-
(b)
Liquid-phase mass transport control: If Fex+/Mny+ requires long-range diffusion and its supply is slow, the gas flow rate and gas-phase mass transport rate have a negligible effect on growth of crystals compared with diffusivity of Fex+/Mny+.
-
(c)
Mixed control of item (a) and (b).
If we assume that the sufficient amount of iron/manganese species are at the slag–gas interface, then the crystal formation would depend on a mass transfer in the gas phase. However, kinetics cannot be explained by the gas-phase mass transport alone. To form crystals, a supply of both oxygen anions and iron/manganese species must be sufficient. Then, the diffusion of iron/manganese species through the liquid slag to the surface is an important step as well. Therefore, the nucleation event must be influenced by a balance of the gas-phase mass transport and liquid state diffusion of the mobile species, which counteract with one another over the temperature. The TTT diagram has a C-shape and the basicity has an influence on it, supporting the mixed control of the crystal growth.
The measured growth rates of the crystals during oxidation of the liquid FeO-CaO-SiO2-MnO slags are shown in Figure 12.

The measured (μm/s) crystals growth rates during oxidation of the liquid FeO-CaO-SiO2-MnO slags vs temperature
The growth rate of the crystals increases as temperature increases. The activities of FeO and MnO in the slag increase with temperature, which facilitates the crystal growth of magnetite/manganese ferrite. Figure 13 describes the activity relationship with temperature. As can be observed from Figure 13, at the temperature range 1273 K (1150 °C) to 1523 K (1250 °C), the activity of MnO is higher than of FeO or similar to it, so in this range, obtaining of the manganese ferrite is favored. With increasing temperature, the activity of FeO increases more rapidly than that of MnO in the system; hence, the spinel is likely to contain more magnetite. For sample number 2 in the whole experimental temperature range, the activity of MnO is higher than that of FeO; hence, this composition is the most favorable to form manganese ferrite.

The relationship between activity with temperature calculated using FactSage 6.1
Conclusions
The kinetics of the crystal precipitation from the liquid CaO-FeO-SiO2-MnO slags has been investigated through high-temperature CSLM observations. Successive CSLM images showed the crystal formation during oxidation. With time, the crystals grew and agglomerated, in some cases reaching 50 μm in length. Different shapes of crystals were observed at different temperatures. The SEM-EDS results showed the presence of calcium silicate and spinel containing manganese ferrite and magnetite. The phase characterization of the spinel formed at different temperatures was explained on the basis of thermodynamic calculations.
References
L.S. Pioro and I.L. Pioro: Waste Manage., 2004, vol. 24, pp. 371-79.
A. Semykina, V. Shatokha, and S. Seetharaman: Ukraine patent 88122, C22B 2004, C22B 2005; 2009.
A. Semykina, V. Shatokha, and S. Seetharaman: Ironmaking Steelmaking, in press.
A. Semykina, O. Gorobets, V. Shatokha, and S. Seetharaman: Metall. Mater. Trans. B, unpublished research, 2009.
D.R. Lide and H.P.R. Frederikse, eds. Handbook of Chemistry and Physics, 78th ed., CRC Press, Cleveland, OH, 1997–1998, pp. 4–149.
H. Chikama, H. Shibata, T. Emi, and M. Suzuki: Mater. T. JIM, 1996, vol. 37, no. 4, pp. 620-26.
H. Yin, T. Emi, and H. Shibata: ISIJ Int., 1998, vol. 38, no. 8, pp. 794-801.
Acknowledgments
The authors thank the Swedish Foundation for Strategic Environmental Research (MISTRA) for financial support through the project Eco-Steel Production (Sub project number 88035) administered by the Swedish Steel Producers Association (Jernkontoret). The partial financial support for Anna Semykina from Swedish Institute also is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted May 4, 2010.
Rights and permissions
About this article
Cite this article
Semykina, A., Nakano, J., Sridhar, S. et al. Confocal Microscopic Studies on Evolution of Crystals During Oxidation of the FeO-CaO-SiO2-MnO Slags. Metall Mater Trans B 41, 940–945 (2010). https://doi.org/10.1007/s11663-010-9392-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-010-9392-2