
Abstract
The Fe3Al iron aluminide alloyed by low concentrations of Nb and C (c Nb, c C) is studied. The influence of the c Nb/c C ratio on the structure and high-temperature yield strength of iron aluminide was investigated. The structure and phase composition were studied by scanning electron microscope equipped with EDS and EBSD. The strengthening mechanisms are detected as strengthening by incoherent precipitates of NbC and as a solid solution hardening by Nb atoms.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Iron aluminide-based alloys are ideal candidates for the development of new structural materials with improved performance in petrochemical, power-generation, and aeronautical applications.[1,2] They have excellent resistance to oxidation and sulfidation. Their density is about two thirds of the steel density. Moreover, they have high electrical resistance. The input raw materials are relatively cheap due to their occurrence in the earth’s crust. The main drawbacks of these alloys are a bad workability at room temperature and low high-temperature (HT) strength. The low-temperature plasticity can be improved by the off-stoichiometric compositions, ternary additives (chromium, molybdenum, and manganese), and grain-refining agents (TiB2 and Ce). Improvements in the creep resistance and strength are given by solid solution hardening and/or precipitation hardening.
The HT mechanical properties of Fe3Al-type alloys can be enhanced using a variety of methods (for an overview see e.g., References 3 and 4). Especially, effective method is the addition of elements with a low solubility in the Fe3Al-matrix.
Niobium has a potential for both solid solution hardening and precipitation strengthening of Fe3Al aluminide. The beneficial effect of niobium addition on e.g., creep resistance was first reported by McKamey and Maziasz.[5,6,7] The results obtained in a complex alloy FA-180 containing 28Al, 5Nb, 0.8Mo, 0.025Zr, 0.05C, 0.005B (atomic percent is given throughout) are summarized in Reference 7. The annealing for 1 hour at 1423 K (1150 °C) followed by quenching was successfully used to obtain the longest creep rupture live-time and the slowest minimum creep rate in creep tests at 866 K (593 °C). The microstructural analysis revealed that the strengthening was due to a dispersion of fine Nb- and Zr-rich carbides in the matrix and along grain boundaries.
Extensive study of niobium additions to Fe3Al-based alloys was reported by Morris et al.[8,9,10,11] The improvement of mechanical properties at elevated temperatures was disappointingly small. On the other hand, it was shown by Yu and Sun[12] that addition of 0.5 at. pct Nb to Fe-28Al-4Cr (at. pct) alloy increased creep rupture live-time by one order of magnitude. A similar beneficial effect on high-temperature strength and creep resistance was observed for a small (0.83 at. pct) addition of niobium to Fe-16Al-0.43C (at. pct) alloy.[13] On the contrary, the same author reported that addition of niobium up to 1.1 at. pct to Fe-19Al-3.65C (at. pct) alloy “did not exhibit any significant improvement in either creep life or minimum creep rate.”[14]
The influence of 9.5 at. pct Nb on Fe-26Al (at. pct) alloy was studied in both directionally solidified and as-cast states. Creep properties of directionally solidified alloy were comparable to those of P92 steel.[15] The structure[16] and mechanical properties[17] of Fe–26Al (at. pct) based alloys with alloying additions of Nb (2 and 4 at. pct) and C (1 at. pct) were also investigated. The presence of NbC carbide and Laves phase (Fe, Al)2Nb was identified both in the as-cast and annealed alloys.
It is the purpose of the present paper to study the structure and HT mechanical properties of Fe3Al-based alloy with niobium and carbon additions. Since the contamination by carbon is inevitable in industrial production of this type of alloys, the alloys with different content of carbon were examined. The HT strength is related to the presence of particles of phases in the investigated alloys.
2 Experimental
Two alloys—FA0.2C (c Nb/ c C = 6) and FA0.8C (c Nb/ c C = 1.38) were investigated. Their chemical compositions were determined by the wet analysis and are given in Table I. The samples were prepared using vacuum induction melting and casting and after that they were hot--rolled at 1473 K (1200 °C) with total reduction 50 pct in several steps with 15 pct thickness reduction for each pass. The hot-rolled samples were used for structure investigation and compression tests.
The surface of alloys for the study of microstructure and phase identification was prepared by standard metallographic methods followed by mechanical–chemical polishing using OP-S suspension (Struers). Scanning electron microscope (SEM) Zeiss Ultra Plus equipped with an Oxford 20 mm2 detector for energy-dispersive X-ray analysis (EDX) was used for structure investigation. Phase identification and grain sizes (step size 3 µm, HV 20 kV) were determined by electron backscatter diffraction (EBSD) using Oxford NodlysNano detector. The Nb amount dissolved in the matrix was determined by EDX. The volume fractions of the observed phases were evaluated by means of image analysis NIS—Elements of SEM—images taken in backscattered electrons (BSE) contrast.
The samples (prisms 6 × 6 × 8 mm) for HT compression tests were prepared by spark machining. The compression yield stress σ0.2 was measured using INSTRON 1186 at temperature 473 K, 673 K, 873 K, and 1073 K (200 °C, 400 °C, 600 °C, 700 °C, and 800 °C) with the initial strain rate 1.5 × 10−4 s−1.
3 Experimental Results and Discussion
3.1 Structure of FA0.2C Alloy
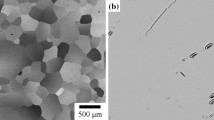
The grains of alloy FA0.2C are coarse and of hundreds of micrometers in size (Figure 1). A few oval-shaped (size 1 to 5 μm) precipitates were observed inside the grains (Figure 2) and they were identified by EBSD as NbC. The volume fraction (f v) of NbC precipitates is 0.6 pct. The rest of Nb (0.9 at. pct) measured by EDX is dissolved in the matrix.

The grains of FA0.2C alloy (EBSD)

The structure of FA0.2C alloy; Gray: Fe3Al matrix, white: NbC particles
3.2 Structure of FA0.8C Alloy
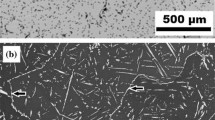
The precipitates in alloy FA0.8C are also NbC carbides. They form an eutectic configuration (Figure 3) with the matrix. The individual NbC precipitates are circular or oval-shaped with dimensions of several micrometers. The grains are clearly visible using EBSD (Figure 4). They are very coarse with dimensions ranging from hundreds of micrometers to 1 to 2 mm. The amount of niobium and carbon is similar in FA0.8C—so c Nb/ c C ratio is 1.4. Almost all Nb is forming NbC (f v = 1.7 pct) and only very few Nb atoms are left for the solid solution hardening of matrix (see also data in Table II).

The structure of FA0.8C alloy; Gray: Fe3Al matrix, white: NbC particles

The grains of FA0.8C alloy (EBSD)
3.3 The Yield Strength at HT
The values of yield strength σ 0.2 are decreasing with the increasing temperature for both tested alloys as well as for alloy Fe-26Al-2Nb-1C[17] (see Figure 5). Table II summarizes the reasons of the complex effect of low alloying of Fe3Al aluminide by Nb and C on σ 0.2 in the temperature range 473 K to 1073 K (200 °C to 800 °C). Obviously, σ 0.2 is determined both by precipitation hardening (described by f v) and by solid solution hardening due to the amount of niobium left in the matrix. Moreover, the geometry of carbides distribution and their shape is important. The result is a complex dependence of σ 0.2 on temperature for all three alloys presented in Figure 5. The combination of precipitation and solid solution hardening for both alloys FA0.2C and Fe-26Al-2Nb-1C[17] was supposed. The surprising similarity of σ 0.2 values in spite of the higher f v of niobium carbides of alloy Fe-26Al-2Nb-1C[17] is due to the improper size and shape of carbide particles in Reference 17.

The comparison of HT yield stress curves for FA0.2C, FA0.8C, Fe-28Al, and Fe-26Al-2Nb-1C
Such as the highest values of σ 0.2 of the alloy with only precipitation hardening—FA0.8C with the eutectic net consisting of very fine NbC precipitates—are well understandable.
The results of EBSD and EDX analysis indicate that the strengthening in both investigated alloys is governed by incoherent NbC precipitates. It is obvious that the alloy with higher volume fraction of carbides—FA0.8C (f v = 1.7 pct)—can make the yield stress σ 0.2 in temperature range 473 K to 873 K (200 °C to 600 °C) about 80 MPa higher than the yield stress σ 0.2 of FA0.2C in which only f v = 0.6 pct is available. For the enhancing of the strengthening by the solid solution hardening, only 0.9 at. pct Nb is available in the matrix in the case of alloy FA0.2C, which is obviously not sufficient.
The TEM microstructure investigation of FA0.2C and FA0.8C alloys[18] shows that fine and scarcely distributed NbC precipitates in FA0.2C alloy have a low ability to block of dislocation movement. On the other hand, the bigger NbC precipitates in FA0.8C[18] block of dislocation movement more effectively. This can be the reason for higher values of yield stress for FA0.8C in temperature range from low temperatures to 973 K (700 °C). At HT, the σ 0.2 are the same for both investigated alloys and also for Fe-26Al-2Nb-1C[17] and binary Fe-28Al. It can be caused by small amount of present strengthening phase (see f v Table II). Rarely distributed incoherent NbC precipitates are not able to block dislocation movement effectively at HT and the material creeps only in the matrix similarly to binary alloy.
It can be summarized that the main strengthening effect in low Nb and C-alloyed iron aluminides seems to be strengthening by incoherent precipitates of NbC. From point of view carbon affinity to carbide forming elements, the behavior of iron aluminides doped by Nb is somewhat similar to that doped by Zr.[19]
4 Conclusions
-
1.
The presence of carbon even in small concentrations must be taken in account due to very high affinity of C to the carbide forming element (Nb). The formation of strengthening Laves phase λ 1 (Fe, Al)2Nb in Fe3Al iron aluminides alloyed by C is suppressed at the expense of NbC formation.
-
2.
For small Nb concentration or similar Nb and C amount (Nb/C ≈ 1), the alloy is reinforced by incoherent NbC precipitates and/or solid solution hardening by surplus niobium. The strengthening effect by higher f v of NbC precipitates is more beneficial than the combination of strengthening by solid solution hardening and by lower fv of NbC up to 973 K (700 °C).
-
3.
The values of σ 0.2 are the same for both alloys and also for binary Fe-28Al at HT 973 K to 1073 K (700 °C to 800 °C). It can be caused by low-volume fraction of strengthening phase for effective dislocation movement blocking.
Abbreviations
- f v :
-
Volume fraction of precipitates
- c Nb :
-
Niobium concentration
- c C :
-
Carbon concentration
- σ0.2 :
-
Compression yield stress
- HT:
-
High-temperature
- SEM:
-
Scanning electron microscopy
- EDX:
-
Energy-dispersive X-ray analysis
- BSE:
-
Backscattered electrons
- EBSD:
-
Electron backscatter diffraction
References
N. S. Stoloff, C. T. Liu, S. C. Deevi: Intermetallics 8, 2001, pp. 1313 – 1320.
A. C. Lilly, S. C. Deevi, Z. P. Gibbs: Mat. Sci. Eng. A258, 1998, pp. 42 – 49.
M. Palm: Intermetallics 13, 2005, pp. 1286 – 1295.
D. G. Morris, M. A. Muñoz-Morris: Mater. Sci. Eng. A462, 2007, pp. 45 – 52.
C. G. McKamey, P. J. Maziasz, J. W. Jones: J. Mater. Res. 7, 1992, pp. 2089 – 2106.
C. G. McKamey, P. J. Maziasz, G. M. Goodwin, T. Zacharia: Mater. Sci. Eng. A174, 1994, pp. 59 – 70.
C. G. McKamey, P. J. Maziasz: Intermetallics 6, 1998, pp. 303 – 14.
D. G. Morris, M. A. Muñoz-Morris, L. M. Requejo, C. Baudin: Intermetallics 13, 2006, pp. 1204 – 1207.
D. G. Morris, L. M. Requejo, M. A. Muñoz-Morris: Scripta Mater. 54, 2006, pp. 393– 397.
D. G. Morris, L. M. Requejo, M. A. Muñoz-Morris: Intermetallics 13, 2005, pp. 862 – 871.
D. G. Morris, M. A. Muñoz-Morris: Mater.Sci.Eng. A 552, 2012, pp. 134 – 144.
X. Q. Yu, Y. S. Sun: J. Mater. Sci. Letters 20, 2001, pp. 1221 – 1223.
R. G. Baligidad: J. Mater. Sci. 39, 2004, pp. 5599 – 5602.
R. G. Baligidad: Mat. Sci. Eng. A368, 2004, pp. 131 – 138.
S. Milenkovic, M. Palm: Intermetallics 16, 2008, pp. 1212 – 1218.
A. Schneider, L. Falat, G. Sauthoff, G. Frommeyer: Intermetallics 11, 2003, pp. 443 – 450.
L. Falat, A. Schneider, G. Sauthoff, G. Frommeyer: Intermetallics 13, 2005, pp. 1256 – 1262.
F. Dobeš, P. Kratochvíl, J. Pešička, V. Vodičková: Mettalurgical and Materials Transaction A, 2015, vol. 46A, pp. 1580 – 1587.
P. Kratochvíl, V. Vodičková, R. Král, M. Švec: Metallurgical and Materials Transactions A, 2016, vol. 47A, pp. 1128 – 1132.
Acknowledgments
This publication was written at the Technical University of Liberec as part of the project “The study and evaluation of the material’s structure and properties” with the support of the Specific University Research Grant, as provided by the Ministry of Education, Youth and Sports of the Czech Republic in the year 2017. Authors also wish to thank the Centre for nanomaterials, advanced technologies and innovation for realization of EBSD analysis.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted February 24, 2017.
Rights and permissions
About this article

Cite this article
Kratochvíl, P., Švec, M. & Vodičková, V. The Effect of Low Concentrations Nb and C on the Structure and High-Temperature Strength of Fe3Al Aluminide. Metall Mater Trans A 48, 4093–4096 (2017). https://doi.org/10.1007/s11661-017-4174-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-017-4174-y