
Abstract
The compressive yield stress of Fe-27Al-xV(-C) (x = 0 to 4 at. pct) at 1073 K (800 °C) has been determined. The increase of the yield stress of Fe-Al by increasing vanadium content is explained by solid-solution hardening. The experimentally observed values of the yield stress at 1073 K (800 °C) are compared with the strengthening given by theories evaluating the interaction between solute atoms and dislocations. The experimental results fit well the increase of the yield stress by the interaction of the solute atoms with screw dislocations. Further increase in yield strength in similar alloys due to vanadium carbides is documented. Precipitated carbides were identified by transmission electron microscopy and Kikuchi patterns. Although precipitation of vanadium carbides increases the compressive yield stress, they also could result in premature failure in tension as their highly anisotropic shape may facilitate crack nucleation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Iron aluminides were found to possess excellent oxidation and sulfidation resistance but lack room-temperature ductility and have a low high-temperature strength.[1–3] During the last decades, efforts focused on enhancing ductility, strength, and creep resistance by alloying iron aluminides. There are several approaches to improve the high-temperature mechanical properties of these alloys. Basically, solid-solution hardening (SSH) and strengthening by coherent and incoherent precipitates were considered for the strengthening of iron aluminides.[1,4,5] Elements such as Nb, Cu, Ta, Zr, B, and C were considered for precipitation strengthening; Cr, Ti, Mn, Si, Mo, V, and Ni were added for solid-solution strengthening.[2,6,7]
The Fe-Al-V alloy system is very interesting from the viewpoint of phase equilibria. The quasi-binary Fe-Al-V system has been chosen as a model system to test the SSH theories[8,9] of Fleischer and Labusch, originally derived for binary solid solutions. Fe-Al has a large solid solubility for vanadium, and the addition of vanadium markedly raises the DO3(L21)/B2 transition temperature[10–12] (L21 is the ternary ordered variant of binary DO3 Fe3Al). The formation of carbides in various Fe-Al-X-C alloys including X = V has been studied by Schneider et al.[13], and mechanical properties of these alloys have been described in Reference 14. Otherwise, there is few information about SSH and precipitation strengthening of Fe-Al-V(-C) alloys.
It is the aim of the present paper to study the SSH of Fe-Al by vanadium and to determine the additional effect of carbides on the yield stress. Therefore, the yield stress of a series of Fe-Al alloys with varying V content has been determined. These results have been used to check whether the amount SSH in Fe-Al by V can be predicted from previous theoretical approaches. Finally, the yield strength is compared with that of two Fe-Al-V-C alloys with comparable Al content but with additional carbide precipitates.
2 Experimental Procedure
Five iron aluminide alloys were produced by vacuum induction melting under argon. The alloys were cast into cold copper molds of 30-mm diameter and 300-mm length. The actual composition of the alloys was established by wet chemical analysis. For FAVC 1, the additional concentrations of impurities were determined as (in at. pct): 0.1 Cr, 0.01 B, 0.1 Mn.
Samples were prepared from the alloys by electrical discharge machining (EDM). Microstructures were studied using a field emission scanning electron microscope (SEM) Zeiss Ultra Plus equipped with energy-dispersive spectrometer (EDS) OXFORD X-MAX 20 and with a detector for electron backscatter diffraction (EBSD) OXFORD NordlysNano. For the characterization of the carbides, EDS combined with analysis of Kikuchi patterns was used. Analyses were carried out at an accelerating voltage of 20 kV, and the typical primary electron beam diameter was 2 nm. Transmission electron microscopy (TEM) and selected area diffraction (SAD) using JEOL 2000 FX at 200 kV was also used for identification of the carbides and to describe the dislocation structure after deformation of the sample. The samples for TEM were electrolytically twin-jet polished in the solution of 20 pct HNO3 in methanol at −30 °C.
Lattice constants were determined using X-ray diffraction patterns measured on a Bruker D8 diffractometer using Cu Kα radiation and an energy-dispersive detector SolX. Positions of diffraction peaks have been determined by means of profile analysis. Qualitative phase analysis was done using the PDF-2 structural database.
The compressive yield stress was evaluated using a digitally controlled testing machine (INSTRON 1186R). Cylinders of 7-mm diameter and 10-mm height or parallelepipeds 6 × 6 × 10 mm were cut by EDM. The deformation rate was 1.2 × 10−4 s−1. The temperature of 1073 K (800 °C) was chosen because this temperature is well above the yield strength anomaly, which is an unusual increase of the strength with increasing temperature, typically observed for Fe-Al-based alloys with a maximum at about 773 K to 873 K (500 °C to 600 °C).[15] Also, 1073 K (800 °C) is high enough a temperature that the vacancy concentration will be in thermal equilibrium. This is noteworthy, as at and below 673 K (400 °C), the strength of Fe-Al-based alloys is markedly influenced by quenched-in thermal vacancies,[16] i.e., depends on processing of the alloys. All investigated alloys are B2 ordered at 1073 K (800 °C), which allows direct comparison of their yield strength.
3 Results and Discussion
3.1 Solid-Solution Hardening: Experiments
The analyzed compositions of the investigated alloys are given in Table I. They all do have comparable Al contents, and the C content in the FAV alloys is so low that it should have no noticeable effect on the yield strength. It is noted that the V content in the FAV alloys has been double checked by wet chemical analysis at Research and Testing Centre Plzen and Max Planck Institute for Iron Research, and that the results were in excellent agreement. All FAV alloys are single phase and show a polygonal grain structure with large grains with the size of 150 to 500 μm.
The experimental values of the yield stress σ 0.2 at 1073 K (800 °C) are summarized in Table II and shown in Figure 1. The increase of σ 0.2 with increasing V content is due to the SSH effect of vanadium in Fe-Al. The present results confirm the strong SSH effect of V in Fe-Al, and results for FAV 2 and FAV 4 are in good agreement with previously reported data.[8,9]

The dependence of the compressive yield stress σ 0.2 at 1073 K (800 °C) on the concentration of V. The experimental data (σ 0.2 exp) of the ternary alloys are compared to values calculated (σ 0.2 calc) according to Fleischer[8] and to Labusch.[9] In addition, σ 0.2 exp of two alloys containing additional carbides are shown
3.2 Solid-Solution Hardening: Calculations
In classical approaches describing SSH, the following parameters are used to characterize the interaction between the solute atom and the dislocation:
-
(1)
The size misfit measured by the percentage change in the lattice parameter a on alloying (concentration c): δ = 1/a ∂a/∂c.
-
(2)
The change of the shear modulus G with alloying as a measure of the change in binding on the introduction of the solute atom: η = 1/G. ∂G/∂c.
The effect of the solute in the alloy, called SSH, is described by formulas derived by Fleischer[8] and by Labusch.[9]
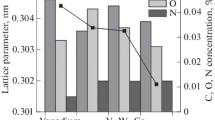
On the basis of the SSH theory by Fleischer[8] and by Labusch[9], the theoretical values for σ 0.2 for the present alloys were evaluated. The lattice parameters of the three iron aluminides (FAV 0.5, FAV 2, FAV 4) were used for the determination of the misfit parameter δ. The values of the elastic constant E[17] at 800 °C (1073 K) were used instead of the shear moduli G for determination of the misfit parameter η. The corresponding data are given in Table III. The accuracy of the determination of the lattice constant a0 is 0.0002 nm. The values of the misfit parameters δ and η determined by linear fit of the given data are δ = 0.058 and η = 8.3. The increase of critical resolved shear stress by SSH of single crystals Δτ is proportional according to Fleischer[8], and, respectively, to Labusch[9], the concentration of the solute c n (n = 1/2 or 2/3, respectively) and to a misfit parameter ε m (m = 3/2 or 4/3, respectively). The misfit ε combines the effects δ and η of the solute atoms described above under (1) and (2). The formula used for single crystals can be used in the following version:
where Z is the numerical constant, equal to 760 or 550, respectively, and τ o the flow stress of the pure metal.
To obtain the value for polycrystals (σ 0.2), the multiplication by Taylor factor M is necessary: M = 2.7 for body-centered cubic alloys[18] and M = 3.06 for face-centered cubic alloys.[19] We used M = 2.7 because the B2 structure of the iron aluminides at 1073 K (800 °C) is a b.c.c. structure.
The misfit parameter is \(\varepsilon=|\eta^{\prime}-\alpha\delta|\), whith \(\eta^{\prime}=\eta/(1+|\eta|/2)\) and α = 3 for screw and 16 for edge dislocations. Both values for screw and edge dislocations (α = 3 and 16 resp.) were tested. The values obtained for the interaction with edge dislocations are about 1/3 lower than the measured experimental values while the values taking into account screw dislocations fit well. That screw dislocations are formed in B2-ordered Fe-Al at the temperatures in question is supported by TEM observations.[20]
The experimental values for σ 0.2 are compared in Table II with values calculated on the basis of Eq. [1] for screw dislocations with values for ε m and c n, see columns 3 and 4. Calculated values of σ 0.2 were obtained by adding the experimental value of σ 0.2 of the binary alloy (23 MPa). The values in columns 3 and 4 differ only little from the experimental values in column 2. The values by Fleischer[8] are preferred because the extrapolation of σ 0.2 values to the value of σ 0.2 of unalloyed material FAV 0 fits better for the c 1/2 than for the c 2/3 proportionality, see Figure 2.

The dependence of the compressive yield stress σ 0.2 at 1073 K (800 °C) on the concentration of V. The experimental data (σ 0.2 exp) of the ternary alloys are related to c1/2 according to Fleischer[8] and to c2/3 according to Labusch.[9] The extrapolation of the line for[15] fits to the compressive stress 0.2 for FAV 0
3.3 Precipitation Strengthening by Carbides
Precipitation strengthening of iron aluminides by carbides has been extensively studied, and strengthening by vanadium carbides has been previously investigated in References 13, 14 and 21. In the present work, one alloy has been investigated (FAVC 1, Table I), and the results are compared with the data obtained for a carbide-strengthened Fe-Al-V alloy of similar Al content[13,14] and with the alloys only strengthened by SSH.
The microstructure of FAVC 1 consists of a coarse-grained Fe-Al matrix comparable to those of the FAV alloys in which two types of carbides are observed. The carbides were identified by Kikuchi patterns obtained using the EBSD technique. The rod-like particles of 1 to 2 μm length were identified as being V8C7 with monoclinic structure (space group P4332). Fine particles of 20 to 50 nm size are VC with cubic structure (space group Fm-3m).
The value for σ 0.2 measured at 1073 K (800 °C) for FAVC 1 is given in Table II. The V content of the matrix has been measured by EDS as 0.85 at. pct V. Therefore, the value for σ 0.2 for FAVC 1 is plotted in Figure 1 at 0.85 at. pct V. The experimental errors are 2 pct. Since the length of error bars would be, even for the highest values of stress, comparable with the size of the symbols, the bars were not plotted. It is obvious, that for FAVC 1, the value for σ 0.2 is about the value expected due to SSH alone. Apparently, the volume fraction of 0.14 vol. pct of carbides in FAVC 1 at 1073 K (800 °C) is too low to enhance σ 0.2 by precipitation hardening as the average distance between particles is too large. This was confirmed by post-mortem investigation of the deformed sample by TEM (Figure 3). No pronounced locking of dislocations is observed for both types of carbides.

TEM micrographs (The most strong spots correspond to the matrix and g = 220) of alloy FAV 2 after compression deformation at 1073 K (800 °C). (a) Carbide VC pole 001 (carbide spots are denoted by circles), space group Fm-3m. (b) Needle of carbide V8C7, pole 148 (carbide spots are indexed), space group P4332
Above results can be compared to those obtained for Fe-26Al-2V-1C.[11] The microstructure of this alloy consists of a coarse-grained Fe-Al matrix, comparable to those of the present alloys with a volume fraction of about 20 vol. pct of coarse cubic V4C3 precipitates of up to 20 μm length. The composition of the matrix after long time anneals for 720 hour at 1273 K (1000 °C), and subsequent water quenching was 26.4 at. pct Al and 1.3 at. pct V.[13] The compressive yield stress of the alloy is about 90 MPa at 1073 K (800 °C).[14] This is markedly higher than what would be expected from SSH alone (Figure 1) and can therefore be related to additional precipitation strengthening by the high volume fraction of carbides. However, when tested in tension, the same alloy showed only a yield stress of about 45 MPa.[12] This premature failure of the alloy under tensile load may be connected with the needle-shaped morphology of the V4C3 precipitates, which could act as sources for crack nucleation.
4 Conclusions
The yield stress σ 0.2 of Fe-Al alloys increases markedly by alloying with vanadium. At 1073 K (800 °C), the yield stress increases four times when Fe-26Al is alloyed with 4 at. pct V. This increase is due to SSH and can be well described by models of the interaction of the solute vanadium atoms with screw dislocations. Further strengthening may be obtained by precipitates, e.g., carbides. However, to be effective, a marked volume fraction of precipitates is needed. In case of carbides, this can lead to the formation of coarse, anisotropic-shaped precipitates which may act as sources for crack nucleation.
References
D. Hardwick and G. Wallwork: Rev. High Temp. Mater., 1978, vol.4, pp. 47–74.
C.G. McKamey, in Physical Metallurgy and Processing of Intermetallic Compounds, N.S. Stoloff and V.K. Sikka, eds., Chapman & Hall, New York, 1996, p. 351.
D.G. Morris and M.A. Munoz-Morris: Adv. Eng. Mater., 2011, vol. 13, pp. 43–47.
M. Palm: Intermetallics, 2005, vol. 13, pp. 1286–1295.
D.G. Morris: Intermetallics, 1998, vol. 6, pp. 753–758.
K. Vedula: in Intermetallic Compounds Vol. 2, Practice, J.H. Westbrook and R.L. Fleischer, eds., Wiley, Chichester, 1995, p. 199.
M.G. Mendiratta, Mat. Res. Soc. Symp. Proc., 1987, vol. 81, pp. 393–404.
R.L. Fleischer: in The Strengthening of Metals, D. Peckner, ed., Reinhold, New York, 1964, p. 93.
R. Labusch: phys. status solidi (b), 1970, vol. 41(2), pp. 659–669.
Y. Nishino, C. Kumada, and S. Asano: Scripta Mater., 1997, vol. 36(4), pp. 461–466.
T. Maebashi, T. Kozakai, and M. Doi: Z. Metallkd., 2004, vol. 95(11), pp. 1005–1010.
V. Raghavan: J. Phase Equilib. Diffus., 2006, vol. 27(3), pp. 283–283.
A. Schneider, L. Falat, G. Sauthoff, and G. Frommeyer: Intermetallics, 2003, vol. 11, pp. 443–450.
L. Falat, A. Schneider, G. Sauthoff, and G. Frommeyer: Intermetallics, 2005, vol. 13(12), pp. 1256–1262.
D.G. Morris and M.A. Munoz-Morris: Intermetallics, 2005, vol. 13(12), pp. 1269–1274.
G. Hasemann, J.H. Schneibel, and E.P. George: Intermetallics, 2012, vol. 21(9), pp. 56–61.
M. Friák, J. Deges, R. Krein, G. Frommeyer, J. Neugebauer: Intermetallics, 2010, vol. 18, pp. 1310–1315.
G. Gottstein, Physical Foundations of Material Science, Springer, Berlin, 2004.
J.M. Rosenberg and H.R. Piehler: Metal. Trans., 1971, vol. 2(1), pp. 257–259.
D.G. Morris and M.A. Munoz-Morris: Mater. Sci. Eng., 2012, vol. A552, pp. 134–144.
W.L. Xu, Y.S. Sun, and S.S. Ding: Acta Metall. Sin. (Engl. Lett.), 2001, vol. 14(4), pp. 248–252.
Acknowledgments
The paper is based on the research supported by the Grant Agency of the Czech Republic within the Project No. 108/12/1452. The FAVC 1 alloy was supplied by I. Çelikyürek of Eskişehir Osmangazi University in Turkey and by O.Torun of Afyon Kocotepi University in Turkey.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted March 2, 2015.
Rights and permissions
About this article

Cite this article
Kratochvíl, P., Pešička, J., Král, R. et al. Evaluation of Solid-Solution Hardening of Fe-27 at. pct Al by Vanadium and Comparison to Precipitation Strengthening by Vanadium Carbides. Metall Mater Trans A 46, 5091–5094 (2015). https://doi.org/10.1007/s11661-015-3106-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-3106-y