
Abstract
This paper reports the experimental and finite element analyses of the solidification behavior of Al/SiCp composites, fabricated by the squeeze casting technique. Experiments were carried out by varying the melt temperatures for cylindrical-shaped composite castings. The composite samples were produced at the following constant temperatures: melt—1023 K, 1073 K, 1123 K, and 1173 K (750 °C, 800 °C, 850 °C, and 900 °C); and die—673 K (400 °C). The pressure applied throughout the experiment is 100 MPa. The melt temperature shows significant influence on the solidification behavior of the metal matrix composite. It was observed that the solidification time was 40 seconds when the melt temperature was 1023 K (750 °C) but it increased to 51 seconds when the melt temperature was at 1173 K (900 °C). The results also showed that the cooling rate decreased on increasing the melt temperature. Cooling curves for our system, squeeze cast composites, were predicted using the finite element software ANSYS. K-type thermocouples were interfaced to the die and the microcomputer from which the experimental cooling curves were constructed. The experimental and predicted cooling curves were then compared. While both show similar trends, the finite element analysis consistently under-predicts the temperature. In addition, finite element stress analysis reveals that both radial and tangential thermal stresses increase with the melt temperature.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Aluminum alloy, reinforced with ceramic particles such as SiC and Al2O3, is used in the automobile and aviation industries. Generally, particle-reinforced metal matrix composites (PRMMCs) are produced by several routes, i.e., powder metallurgy, liquid-state processing, and vapor deposition processes. Among these routes, liquid-state processing techniques have been employed successfully for the production of PRMMCs in the recent past.[1] Aluminum-based metal matrix composites offer a combination of higher specific stiffness, better elevated temperature properties, and improved wear resistance.[2] Squeeze casting is a liquid-state fabrication technique, and it is often used in the fabrication of Al/SiCp composites. In squeeze casting, solidification shrinkage is eliminated by the force feeding of liquid metal into voids. Therefore, castings produced by the squeeze casting process are free of shrinkage defects and exhibit excellent mechanical properties. The mechanical properties of composites fabricated using the squeeze casting technique depend on a number of parameters including the stirring action, squeeze pressure, melt temperature, and die temperature as they all affect the final microstructure in varying degrees.[3] It is therefore important that the process parameters be carefully selected in order for the composite to achieve optimum properties.
In squeeze casting, a too low casting temperature causes inadequate fluidity to distribute the reinforcement particles into the melt; alternatively, a too high casting temperature can promote the settling of particles in the melt.[4] It is believed that the application of pressure for the period of solidification would be expected to affect the phase relationship in an alloy system.[5] Furthermore, particle agglomeration, inappropriate melt temperature, and stirring would affect the solidification rate.[6] These parameters must be maintained at their optimum levels during fabrication of the composites.
Hanumanth and Irons[7] reported that the addition of ceramic particles into the melt increased the cooling rate, and thereby decreased the solidification time. This was attributed to the increase in effective thermal conductivity of the melt resulting from the added SiC particles. Rajan et al.[8] studied the effect of varying volume fraction of SiCp and graphite particles on the solidification curves of 356 aluminum matrix composites solidifying in three molds having different heat-extracting capacities. They also reported that the addition of SiCp into the melt initially increased the cooling rate. However, cooling rate decreased at high volume fractions of SiCp owing to the reduction in the effective thermal diffusivity of the composite system. Yang[9] studied the effect of the solidification time on aluminum (LM6) and zinc (ZA3) alloys, by both gravity and the squeeze casting method. The results showed that the lower part of the squeeze cast solidified faster than the upper part of the casting. Further, the mechanical properties of the castings were related to the solidification time for both the alloys. It was suggested that a faster rate of solidification yielded superior mechanical properties.
Ramesh et al.[10] experimentally studied the solidification of chilled and un-chilled sand cast Al 6061 and Al 6061–SiCp composites with 2 to 8 wt pct incorporation of SiC particles. It was observed that the overall thermal conductivity of the composite melt decreases, with the addition of SiC particles, as compared with the un-reinforced Al 6061 matrix alloy. However, further understanding on the effect of melt temperatures on the solidification of the casting is essential. Therefore, an understanding of the solidification characteristics of MMCs under different processing conditions is necessary to optimize the mechanical properties of the composite. A finite element software (FEA)-based analysis could solve different types of engineering problems, particularly in the casting industry, as it could avoid repetitive castings. In this study, the temperature distribution and cooling curves were predicted for A356/SiC (10 vol pct) metal matrix composite by coupled field analysis using ANSYS 13.
2 Experimental Work
2.1 Materials
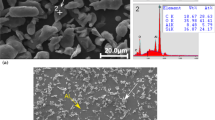
In the present study, A356 Aluminum alloy with the density of 2.68 g cm−3 was used as the matrix material, and SiC particles of 320 grit size (40 µm) and density of 3.2 g cm−3 are used as the reinforcement. The compositions of the A356 alloy are shown in Table I. The different process parameters used for the processing of the composites by squeeze casting are listed in Table II. The H13 steel die of size 150 × 120 × 25 mm3 was used for the preparation of squeeze cast samples. The temperature of the composite slurry during solidification was measured by a K-type thermocouple, from which the cooling curves were constructed. The diameter of the thermocouple was 1.5 mm. An eight-channel data logger is used to record the temperature values at every second.
2.2 Processing of Composites
A weighted quantity of the A356 aluminum alloy was melted in a graphite crucible. The temperature of the melt is maintained at 1073 K (800 °C). The melt was stirred using a mild steel impeller at a speed of 600 rpm, to create a vortex. The stirring process was carried out inside an electrical furnace. The stirrer was coated with zirconia to avoid the dissolution of the impeller material into the aluminum melt at high temperature. The calculated quantity of the SiC particles (10 vol pct), which were preheated to 1273 K (1000 °C) for 2 hours, was added to the liquid aluminum. The melt was continuously stirred for 10 minutes.
A schematic diagram of the experimental setup for the preparation of the Al/SiCp slurry through melt stirring is shown in Figure 1. After the preparation of the Al/SiCp slurry by the stirring technique, the melt was transferred to the die, which was preheated to 673 K (400 °C). The die walls are coated with graphite to provide the lubrication effect. Pressure was applied by means of a 50 t hydraulic press. The punch is used to apply high squeeze pressure to the melt, which is designed to withstand high pressure. The punch is made of H13 tool steel, with a projection at the bottom, which helps in catching the specimen along with it. A cylindrical-shaped H13 steel die is used for producing the cast specimen. Figure 2(a) illustrates the production of the metal matrix composite processed by the squeeze casting method. Three K-type thermocouple wires were inserted in the base plate—first one at the center, the second one 10 mm from the center, and the third one 20 mm from the center. Similarly, three more thermocouples were inserted into the die at a radial distance of 3, 6, and 9 mm from the inner face of the die, as shown in Figure 2(b). All six thermocouples were connected to a data logger which scanned the temperatures of the thermocouples at one-second intervals and stored them.

Experimental setup for the preparation of the Al/SiCp slurry through melt stirring

(a) Schematic sketch of the squeeze casting process. (b) Schematic sketch of the cylindrical die with thermocouples
The temperature data were converted to ‘temperature–time’ curves for all the thermocouples with the help of Visual Basic and .Net software. Glass wool insulation was used between the metallic die and the base plate to prevent axial heat transfer. The cooling curve and the cooling rate of the squeeze cast MMC were studied from both the experimental and predicted cooling curves.
2.3 Methodology of the Numerical Simulation
Studies dealing with the computer simulation of the solidification process of the metal matrix composite during the squeeze casting process are limited. In this study, coupled field analysis is used to identify the temperature distribution and thermal stresses and to predict the cooling curves of the A356/SiCp metal matrix composites. A non-linear transient thermal analysis with two-dimensional, four-node quadrilateral element (PLANE 13) is considered for this analysis. Figure 3 shows the schematic representation of the geometry of the casting which is a cylinder. The analysis was done for half of a radial cross section of the model due to the axial symmetry of the problem. A total number of 762 elements were used initially to compute the results. Subsequent refinements of the mesh revealed hardly any difference in the computed results. Initially, an ambient temperature 303 K (30 °C) was applied on the outside die wall, and the melt and die temperatures considered were 1023 K (750 °C) and 673 K (400 °C), respectively. Convection boundary conditions were enforced on the top, bottom, and left vertical sides of the die model.

Schematic diagram of the model with boundary conditions (squeeze pressure P is 100 MPa)
The thermo-physical properties of the matrix reinforcement are given in Table III. The thermal conductivity of the composites was calculated by the rule of mixture. The enthalpy of the composites was assumed to be that of the matrix alloy, as the ceramic particles do not undergo phase change.[10] Table IV shows the properties of the SiC. The initial condition for the die was the environmental temperature 303 K (30 °C) applied on the outer wall of the die. Table V shows the properties of the die materials. A time-history post processor is used to plot the cooling curves of temperature with respect to time. Solution control is used to establish the time-step increments to converge the phase change non-linearity. The temperature and structural inputs were taken for the coupled field analysis. The analysis did not take the effects due to the interfacial reaction between the SiC and the molten aluminum, the presence of an air gap during solidification, the metal flow velocity, rheological behavior, porosity, and particle agglomeration into consideration.
3 Results and Discussion
3.1 Effect of the Melt Temperature on the Cooling Curves and Cooling Rates
This investigation compared the experimental and analytical studies of solidification behavior of the A356/SiCp composite in a cylindrical die. The time and temperature curves are drawn from the temperature value taken at the center of the casting. It is theoretically possible to calculate the solidification time of the castings[9] according to
The heat transfer coefficient can be determined from Eq. [2]
In the above equation, t s is the solidification time (s); ρ is the density of molten metal (kg m−3); H is the latent heat of fusion (kJ kg−1); c is the specific heat (J kg−1 K−1); T p is the molten metal super heat temperature K (°C); T 1 is the mean melting temperature K (°C); V is the volume of the casting (m3); A is the area of the mold wall (m2); h is the heat transfer coefficient (W m−2 K−1); T 0 is the initial mold temperature K (°C); K 1 is the thermal conductivity of the molten metal (W m−2 K−1); L 1 is the half the length (thickness) in the direction of the heat flow (m); L m is the thickness of the mold in the direction of the heat flow (m); and K m is the thermal conductivity of the mold (W m−2 K−1).
Four sets of specimens were fabricated for different melt temperatures of 1023 K, 1073 K, 1123 K, and 1173 K (750 °C, 800 °C, 850 °C, and 900 °C) while keeping the die temperature value constant at 673 K (400 °C). From this experimental result, cooling curve and cooling rate are predicted. Figure 4 shows the experimental and predicted cooling curves of the Al A356/SiCp composites, with increasing melt temperatures. It can be seen from the experimental cooling curves that the solidification time has considerably increased upon increasing the melt temperature from 1023 K to 1173 K (750 °C to 900 °C). The solidification time varies from 40 seconds at 1023 K (750 °C) to 51 seconds at 1173 K (900 °C), respectively. The values of experimental and theoretical solidification time are shown in Table VI. It is clear that an increase in the melt temperature increases the solidification time. This was anticipated since an increase in the temperature of the ceramic clusters leads to the slowing down of the solidification front. This, in turn, increases the solidification time.[12]

Experimental and predicted cooling curves of the Al A356/SiCp composites at the end of 800 s
The experimental cooling rates are 276.45 K s−1, 276.05 K s−1, 275.75 K s−1, and 275.7 K s−1 (3.45 °C s−1, 3.05 °C s−1, 2.75 °C s−1, and 2.7 °C s−1) for 1023 K, 1073 K, 1123 K, and 1173 K (750 °C, 800 °C, 850 °C, and 900 °C), respectively. The presence of the SiC particles in the matrix always affects the temperature–time parameters of its cooling. From this FEA analysis, the predicted cooling rates are 275.21 K s−1, 274.98 K s−1, 274.71 K s−1, and 274.28 K s−1 (2.21 °C s−1, 1.98 °Cs−1, 1.71 °Cs−1, and 1.28 °Cs−1) for 1023 K, 1073 K, 1123 K, and 1173 K (750 °C, 800 °C, 850 °C, and 900 °C), respectively. It can be seen that there is a considerable decrease in the cooling rate upon increasing the melt temperature. This trend is consistent with that reported by Jagadeesh et al.[13] In this study, increasing the SiCp in the matrix material decreases the cooling rate of the composite.
3.2 Predicted Temperature Distribution and Thermal Stresses
The simulation of the solidification process was carried out to 800 seconds. Figure 5 shows the melt temperature distribution in the solidified casting for different melt temperatures at the end of 800 seconds. The rate of solidification in a squeeze casting process is controlled by the rate at which heat is transferred from the melt to the die which, in turn, is significantly influenced by the thermal resistance at the interface between the melt and die. Once the pressure is applied, the heat transfer is increased and subsequently, the temperature of the cast metal increases.[14] When temperature is increased, the viscosity of the melt decreases, thereby displacement of the melt within the composite is high. Further, the solidification starts from the die wall surface and ends at the center of the casting. In addition, the melt temperature is increased from 1023 K to 1173 K (750 °C to 900 °C), which results in decrease in the cooling rate. From the predicted results, the maximum melt temperatures are 594 K, 595 K, 596 K, and 597 K (321 °C, 322 °C, 323 °C, and 324 °C) at the end of 800 seconds with the applied pressure of 100 MPa.

Temperature distribution of the solidified A356/SiCp composites at various melt temperatures at the end of 800 s (a) 1023 K (750 °C) (b) 1073 K (800 °C) (c) 1123 K (850 °C) (d) 1173 K (900 °C)
Figure 6 shows the radial and tangential stress distributions of the squeeze cast specimen. It is observed that the maximum values of the radial stress are lower than those of tangential stress. Table VII shows the radial and tangential stress components of the composite for different melt temperatures. The maximum value of the tangential stress component occurs in the interface region, while the maximum value of the radial stress component occurs at the bottom of the casting. Increasing the melt temperature results in a corresponding increase in radial and tangential thermal stresses within the casting.

The thermal radial and circumferential stresses obtained with increasing melt temperatures at the end of 800 s (a) 1023 K (750 °C) (b) 1073 K (800 °C) (c) 1123 K (850 °C) (d) 1173 K (900 °C)
4 Summary
The effect of melt temperature on the solidification time and cooling rate of A356/10 pct SiCp during squeeze casting is studied. The results obtained from the experimental cooling curves are compared with those predicted by finite element analysis. The following major conclusions can be drawn:
-
1.
Solidification time increases with the melt temperature. For instance, the solidification time increased from 40 to 51 seconds when the melt temperature is increased from 1023 K to 1173 K (750 °C to 900 °C).
-
2.
Both experimentally obtained cooling curves and those predicted by the finite element analysis show similar trend. In addition, the finite element analysis consistently under-predicts the temperatures. This could perhaps be addressed by considering factors such as the effect of conduction through solid contact (interface of casting and die), gas phase, radiation, interfacial reaction, and air gap during solidification which were not considered in the analysis for simplicity.
-
3.
It is observed that the maximum values of radial stresses are lower than those of tangential stresses. Additionally, both radial and tangential thermal stresses increased with the melt temperature.
In future, additional FEM work will be carried out considering metal flow velocity, rheological behavior, porosity, and particle agglomeration. The present simulation shows that the process has great potential for use in the squeeze casting industry.
References
S. Balasivanandha Prabu, L. Karunamoorthy and S. Kathiresan: J. Mater. Process. Technol, 2006, vol. 171, pp. 268-73.
[2] M. Khakbiz and F. Akhlaghi: J. Alloys. Compd, 2009, vol. 479, p. 334-41.
[3] J. Hashim, L. Looney and M.S.J. Hashmi: J. Mater. Process. Technol, 2002, vol.123, pp. 258-63.
[4] S. Rajagopal: J. Applied Metalworking, 1981, vol.1, pp. 4-14.
[5] M.R. Ghomashchi and A. Vikhrov: J. Mater. Process. Technol, 2000, vol. 101, pp. 1-9.
[6] D.J. Lloyd: Compos. Sci. Technol, 1989, vol. 35, pp.159-79.
[7] G.S. Hanumanth and G.A. Irons: Metall. Mater. Trans B, 1996, vol. 27, pp. 663-71.
[8] T.P.D. Rajan, K. Narayan Prabhu, B.C. Pillai and B.C. Pai: Compos. Sci. Technol, 2007, vol. 67, pp. 70-8.
[9] L.J. Yang: J. Mater. Process. Technol, 2007, vol. 192–193, pp. 114-20.
[10] C.S. Ramesh, S.K. Jagadeesh and R. Keshavamurthy: J. Alloys. Compd, 2011, vol.509S, pp. S371-4.
[11] K.C.Mills: Recommended Values of Thermophysical Properties for Selected Commercial Alloys, first ed., Woodhead Publication Limited, Cambridge, England, 2002, pp. 43-9.
[12] Y.M. Youssef, R.J. Dashwood and P.D. Lee: Composites Part A, 2005, vol. 36 (6), pp.747-63.
[13] S.K. Jagadeesh, C.S. Ramesh, J.M. Mallikarjuna and R. Keshavamurthy: J. Mater. Process. Technol, 2010, vol. 210, pp. 618-23.
[14] M.S. Yong and A.J. Clegg: J. Mater. Process. Technol, 2004, vol. 145, pp. 134-41.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted February 19, 2014.
Rights and permissions
About this article

Cite this article
Gurusamy, P., Balasivanandha Prabu, S. & Paskaramoorthy, R. Prediction of Cooling Curves for Squeeze Cast Al/SiCp Composites Using Finite Element Analysis. Metall Mater Trans A 46, 1697–1703 (2015). https://doi.org/10.1007/s11661-015-2742-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-015-2742-6