
Abstract
The use of fast pyrolysis oil as a potential renewable liquid transportation fuel alternative to crude oil depends on successful catalytic upgrading to produce a refinery-ready product with oxygen content and qualities (i.e., specific functional group or compound content) compatible with the product’s proposed refinery insertion point. Similar to crude oil hydrotreating, catalytic upgrading of bio-oil requires high temperature and pressure. However, processing thermally unstable pyrolysis oil is not straightforward. For years, a two-temperature, downflow trickle bed reactor using sulfided catalysts was the state-of-the art for continuous operation. However, pressure excursion due to plug formation still occurred, typically at the high-temperature transition zone, and led to a process shutdown within 140 h. A plug typically consists of polymerized bio-oil and inorganic constituents that bind catalysts at specific portions preventing liquid and gas flow through the bed, resulting to a potential pressure incursion. Recently, two factors were found to enable continuous operation by preventing reactor shutdown due to plug formation: (1) a bio-oil pretreatment process prior to the two-temperature reactor, and (2) a robust commercial catalyst for the high temperature zone reactor. Here, we report the use and characterization of bio-oil that was pre-treated at 413 K and 8.4 MPa under flowing H2 (500 L H2/L bio-oil, 0.5 L bio-oil/L catalyst bed) to enable the long-term (cumulative 1440-h) bio-oil hydroprocessing.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Modern society’s dependence on crude oil has given rise to interest in developing renewable, carbon–neutral alternatives for liquid transportation fuel. Biomass has been considered as the leading, if not the only, sustainable source of liquid fuels. Historically, both thermochemical and biochemical conversion technologies have been researched and developed; however, because of competition for biomass as a food source, biomass as a fuel source is considered by many to be unsustainable. Thus, the use of first-generation biomass (i.e., mainly starchy biomass) for fuel production has been largely overshadowed in recent years by the development of second-generation biomass technologies.
Second-generation biomass technologies involve the use of non-edible portions or whole portion of plants (i.e., lignocellulosic biomass) for liquid fuel generation. Lignocellulosics are chemically complicated, consisting mainly of intertwined macropolymers of carbohydrates (hemicellulose and cellulose) and polyaromatic lignin, with other plant constituents (e.g., proteins, pectins, and extractives). Thus, second-generation technologies are much more complicated than first-generation technologies because of the larger variety and complexity of the biomass structures. Fast pyrolysis conversion, followed by catalytic upgrading, is one of the more promising second-generation technologies available for processing lignocellulosics.
Fast pyrolysis oil, or bio-oil, is the brown liquid produced when size-reduced biomass is treated for very short times (at or below 2 s) under inert atmosphere at temperatures between 723 and 823 K [1]. Because of the non-equilibrium nature of the process, fragmentation reaction products from cellulose, hemicellulose, and lignin tend to be thermally and chemically unstable. The large amount of oxygen (i.e., as high as 45 wt% wet basis) present as water and organic oxygenates, also contributes to this instability [2]. Oxygenates present include alcohols, aldehydes, carboxylic acids, ethers, ketones, and phenols. Difficulties have been encountered trying to blend raw fast pyrolysis oil directly into refineries as whole crude oil [3]. Raw fast pyrolysis oil differs from petroleum notably by its water miscibility, corrosivity, and thermal and chemical instability, all of which need to be overcome prior to refinery use.
Thus, catalytic upgrading is needed to remove the oxygen and breakdown high molecular weight fragments in raw pyrolysis oil. In 1988, Baker and Elliott [4] reported a method for treating bio-oil through hydroprocessing, similar to the catalytic hydrotreating in the refinery to remove heteroatoms (mainly S) in crude oils. Hydroprocessing typically requires elevated temperature (>623 K) in the presence of sulfided catalysts and high H2 pressure. However, due to the thermal instability of bio-oil, a two-temperature continuous-flow process for processing pyrolysis oil was proposed, consisting of a low-temperature hydrogenation/hydrotreating (HYD/HT) fixed bed operated at less than 573 K, followed by a high-temperature deep hydrodeoxygenation/hydrocracking (HDO/HC) fixed bed operated between 658 and 678 K [5]. Several catalysts have been tested in the first bed, including Ni [4], Pd [5], Ru metal [6] and supported sulfided ruthenium (Ru x S y ) [7]. Second bed catalysts have been similar to the traditionally supported Ni- or Co-promoted sulfided molybdenum [Ni(Co)MoS] [7]. Major reactions occurring during bio-oil hydroprocessing include hydrogenation, hydrodeoxygenation, dehydration, decarbonylation, decarboxylation, repolymerization, cracking, and hydrocracking [8].
Because of competing thermal polymerizations, treatment of bio-oil at the high temperatures required for deoxygenation can be challenging. Organic condensation products can cause catalyst deactivation due to fouling [9, 10]. This, in turn, can result in lower product quality; increased bed fouling; and ultimately, a high pressure drop across the bed due to plug formation that leads to a process shutdown. In an industrial setting, a regular shutdown is not acceptable. Rather, a sustainable, reliable process is required for economical operation of the system.
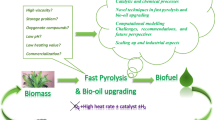
In 2013, the Pacific Northwest National Laboratory (PNNL) reported a series of experimental campaigns that extended the operation of the catalytic upgrading system in between process shutdowns [11–13]. Prior to this, a 5-day (~140-h) operation was the longest operation possible in between plugs (Fig. 1a). In 2013, the series of multi-step, multi-catalyst hydrotreating campaigns led to a composite 60-day (1440-h) operation without replacing the catalyst charge of the high-temperature deep hydrotreating bed (Fig. 1c). Severe plugging had historically occurred in the upper portion of this bed, in the transition zone from the low-temperature catalyst bed (Fig. 1b). Note that deactivation of the 1st zone bed still occurred and it required replacement after about 750 h operation. In the cumulative 1440-h experimental campaign that finished in 2013, two factors were found to enable process: (1) a more robust and active catalyst in the high-temperature bed; and, (2) the addition of a low-temperature (413 K) pretreatment of the bio-oil feed. Thus, three discrete catalyst steps were used to upgrade the bio-oil.

Comparison of bio-oil hydroprocessing campaign results at PNNL that ended in 2011 and 2013. a Product density versus time-on-stream (TOS) results of hydroprocessing campaigns up to 2011; b schematic of two-zone reactor and typical plug location; c product density versus TOS of hydroprocessing campaigns up to 2013
This paper reports the observed enabling effect of the pretreatment stage on the established two-temperature treatment of pyrolysis oil to upgraded blendstock. Liquid analysis, especially through functional group characterization and quantification, provide insight into important reactions that need to occur to enable long-term continuous operation of the process.
2 Experimental
The following section describes the materials and methods used in the production of pretreated bio-oil for subsequent high-pressure/high-temperature processing.
2.1 Pyrolysis Oils
Several pine-derived pyrolysis oils were used in the course of this work. The pyrolysis oils used in the comparative run between hydrotreating of pretreated and non-pretreated oil were softwood-derived pyrolysis oils produced at the bench-scale pyrolysis unit at PNNL. A brief description of the process follows: size-reduced biomass is fed through a metered feed system into an auger screw feeder connected to the bottom of the fluidized bed. The pyrolyzer consists of 1-kg/h fluidized bed reactor heated with pre-heated N2 to between 723 and 823 K. Vapor, char, and non-condensable gases are produced after the <2 s residence time. First, char is de-entrained through two sequential cyclones. Next, vapor is quenched using an open, co-current spray tower charged with cool Isopar V. Liquids (i.e., bio-oil and Isopar V) are collected in the collection tank at the bottom of the tower. The Isopar V separates above the oil and is recovered through a weir, cooled, and then recycled into the spray tower. The remaining condensable liquid entrained in the gas phase goes through a second countercurrent packed tower and coalescing filter to maximize liquid product recovery. Light components in the gas stream are captured through a dry ice bed. Then, the gas stream passes through a wet-test meter, for metering, and out to the vent line.
Subsequent pretreatment experiments used a batch of pyrolysis oil produced by the Technical Research Center of Finland (VTT) from softwood forest residues.
2.2 Catalysts
The pretreatment catalyst used in these studies was a 7.8 wt% Ru on carbon (Ru/C). Synthesis at PNNL was as follows. The support was a commercially available carbon extrudate (Norit ROX 0.8 mm extrudate, Norit North America). In general, the as-received carbon was washed with hot, deionized water; screened to remove fines and unwanted water soluble material; and then dried (~1600 m2/g surface area and ~1 cc/g pore volume) prior to the addition of the catalyst precursor. A commercially available, assayed ruthenium nitrosyl nitrate solution obtained from BASF was used as the source of the Ru for this catalyst preparation.
A pre-weighed amount of the washed and dried carbon extrudates was placed into a rotary coating container. The precursor solution was prepared by calculating the amount of metal in a solution volume equal to ~98 % of the available pore volume of the pre-weighed support. Following impregnation of the support, the container was covered, and the impregnated support allowed to age by continuous tumbling for ~1 h to ensure uniform solution distribution onto the support particles. Following the aging process, the catalyst was initially dried with a heat gun, followed by overnight drying in a vacuum oven (348 K; 101 kPa vacuum). The catalyst was designated as dried only at this point. Reduction was done in situ.
For the initial comparative full hydroprocessing experiments, commercial catalysts were used for both the first (Ru/C) and second (promoted Mo catalyst supported on oxide) beds. A PNNL-synthesized Ru/C catalyst was used in the third experiment for comparison with the commercial Ru/C.
2.3 Reactor Set-Up
The system used to pretreat and to fully hydroprocess the bio-oil has been described elsewhere [5, 14]. Briefly, a nominal 400-mL (High Pressure Equipment Company, 1 in. inside diameter, 32 in. long, Hastelloy C276) two-temperature jacketed reactor was used. During pretreatment experiments, the temperature of the heating oil for both zones was maintained at a single target temperature (i.e., 353 or 413 K). For hydroprocessing, the top temperature was maintained between 413 and 473 K, and the bottom high-temperature bed was maintained between 658 and 678 K. An exotherm in the upper portion of the lower bed was observed during hydroprocessing.
The type of experiment determined the type of catalyst to be used. For pretreatment during the 2013 long-term hydroprocessing campaigns, only the PNNL-made Ru/C catalyst was used. The in situ reduction was done by flowing approximately 8 L/h H2 into a N2-filled reactor as the reactor bed was heated to 423 K. Following 1 h at 423 K, the flowrate was increased to 100 L/h and the reactor bed temperature was raised to 523 K and the catalyst was allowed to soak for 1 h. Next, the bed temperature was lowered to the target pretreatment temperature.
For full hydroprocessing experiments, two types of catalysts were used. The upper zone of the reactor was filled with the 7.8 wt% Ru/C catalyst (both commercial and PNNL-synthesized Ru/C) and the lower half was filled with the commercial HDO/HC catalyst (non-sulfided form). Sulfidation was performed in situ by flowing a sulfidation solution comprised of 35 wt% di-tert-butyl-disulfide (DTBS) in decane at 45 mL/h under flowing H2 (100 L/h, 13.9 MPa). Temperature increases were performed as follows: (a) increase temperature from room temperature to 423 K; (b) hold at 423 K for 1 h; (c) increase temperature from 423 to 523 K; and (d) hold at 523 K for 1 h. Next, the lower bed temperature was increased to 663 K and held for 4 h. Upper bed temperature was increased to 583 K and held for 4 h. Afterwards, the temperatures were adjusted to the target operating temperatures. The bio-oil feed was also added with DTBS at a concentration of 0.45 g/kg bio-oil, to approximate 150 ppm S.
A simplified illustration of the complete hydroprocessing flow is shown in Fig. 2. Bio-oil was fed at pressure into the reactor using a syringe pump (Isco Teledyne 500 D). H2 was mixed at a tee above the reactor before both liquid and gas feeds entered the reactor. Pretreatment liquid hourly space velocity (LHSV) was typically 0.5 L bio-oil/(L catalyst bed-h) while an overall full hydroprocessing LHSV was typically around 0.1 L bio-oil/(L catalyst bed-h). The gas–liquid disengagement zone separated the two-phase liquid and gas streams at pressure. The liquid products were collected alternately in one of two 500-mL pressurized vessels arranged in a parallel configuration. This allowed for atmospheric pressure sampling of one vessel while the other collection vessel was online with the reactor and is at pressure. The two liquid phases (organic and aqueous streams) were separated offline using separatory funnels. The density of the product oil was measured using a 10-mL volumetric flask to monitor oil quality during the experiment. The gas stream from the reactor was manually sampled for offline gas chromatography analysis. Ultimately, the gas stream went through a wet-test meter and into the vent.

Process flow of catalytic upgrading fast pyrolysis bio-oil through pretreatment and two-temperature zone hydroprocessing
2.4 Characterization
2.4.1 Bio-oils and Upgraded Product
Bio-oils and upgraded products were analyzed using the following methods: (1) CHN (D5373/D5291); (2) O (D5373 mod); (3) S (D4239/D1552) for upgraded products and by elemental difference for pyrolysis oil and intermediates; (4) Water-Karl Fischer (D6869); (5) acid number (D3339); (6) viscosity (D7042, with density); (7) inductively coupled plasma-optical emission spectroscopy (ICP-OES); (8) 13C nuclear magnetic resonance (NMR) spectroscopy; and (9) carbonyl titration. PNNL employed the services of an external analytical laboratory (i.e., Columbia-ALS in Tucson, Arizona) for methods (1)–(5). However, O contents reported herein were calculated by difference. All other tests were done at PNNL.
For viscosity and density measurements, a Stabinger viscometer (Anton Paar SVM 3000) was used. Prior to use, the system was equilibrated to 313 K.
Elemental analysis by ICP-OES was done using Optima 7300 DV (Perkin-Elmer). Bio-oils were digested in nitric acid in sealed Teflon vessels (i.e., easy prep vessels) using a MARS-CEM microwave. The digestion program consisted of a ramp to 483 K and a 30 min hold at temperature. Typical oil digests were colorless and no undissolved solids were present.
13C NMR spectra were taken in a 500-MHz Varian Unity Plus spectrometer with a 5-mm HX DB Doty probe. About 250 mg of the bio-oil was dissolved in about 500 mg of deuterated dimethyl sulfoxide (d 6-DMSO) saturated with chromium (II) acetyl acetonate, which was used as the relaxant. Approximately 4000 scans were taken for each sample. An inverse-gated protocol was used with a relaxation delay of 10 s to ensure maximum 13C nuclei relaxation. Spectral integration was done using MestreNova software.
The carbonyl content of the bio-oil was determined using a modified method developed at PNNL based on the method reported by Nicolaides [15]. In the modified method, two solutions were made: Solution A contained 13.0 g of hydroxylamine hydrochloride, 40 mL of deionized water, and enough ethanol to bring the solution volume to 250 mL; solution B contained 15 mL of pyridine and enough ethanol to bring the solution volume to 500 mL. Approximately 1 g of bio-oil was dissolved in 50 mL of solution B and then added with 25 mL of solution A. The solution was stirred for at least 14 h and then titrated with 1.0 N sodium hydroxide (NaOH) solution.
2.4.2 Fresh and Spent Catalysts
The chemical compositions of fresh and spent catalysts were analyzed by ICP-OES using a modified version of the procedure described previously for bio-oils. Solid Ru/C catalysts were digested in aqua regia (3:1, HCl:HNO3 by volume) utilizing the same digestion program described previously. Typically, catalyst digests had undissolved black solids remaining because the carbon catalyst support was insoluble in aqua regia. The textural properties of the fresh and spent catalysts were analyzed using a Quantachrome Autosorb 6-B gas sorption system. Sample catalysts were degassed under vacuum at 423 K followed by N2 physisorption at 77.4 K. The volumes of N2 adsorbed/desorbed by each sample at specific partial pressures were recorded. Specific surface areas were calculated using the 5-point Brunauer–Emmett–Teller (BET) method. Pore volumes were measured using the Barrett–Joyner–Halenda (BJH) method and micropore volumes were measured using the t-method.
3 Results and Discussion
3.1 Full Hydroprocessing Experiments
The effect of pretreatment on the continuous processing of bio-oil was tested by performing similar hydroprocessing experiments, using the same bio-oil feed source, catalyst composition (sulfided Ru/C followed by sulfided commercial HDO/HC), and process conditions (T1 = 443 K, T2 = 675 K). In Fig. 3, the experiment using pyrolysis oil directly is designated as RAW, and the experiment using pretreated oil as feed into the two-zone hydroprocessing reactor is designated as STABLE A. A third experiment in Fig. 3, STABLE B, was another hydroprocessing experiment that used pretreated bio-oil. However, STABLE B used a different source of RuS x /C for the low-temperature HYD/HT catalyst bed and a different pretreated pyrolysis oil batch (see Table 1). STABLE B was the first experiment included in the PNNL long-term hydroprocessing campaign and had a cumulative run time of 1440 h. Both STABLE A and STABLE B used as feed bio-oil pretreated at 413 K under 8.4 MPa of H2 flowing at 100 L/h and bio-oil LHSV = 0.5 h−1. Run conditions and feed and product analyses are summarized in Table 1.

Product density versus time-on-stream (TOS) of catalytic hydroprocessing runs. RAW no pretreatment; STABLE A and STABLE B with pretreatment at 413 K
Periodic measurement of product density may give a snapshot of catalyst health while ensuring that the target oil quality is still being achieved [3]. Furthermore, density is an important characteristic for ascertaining crude oil quality [16]. RAW produced product oils with densities between 0.79 and 0.86 g/mL. Based on elemental analysis performed by ALS, this translates to an oxygen content of less than 1 wt%. Despite the acceptable quality of the oil being produced, RAW had to be terminated after 48 h because of rapid pressure build-up. Subsequent recovery of the spent catalyst revealed that a 0.5 inch long, compacted solid build-up (plug) across the cross section of the reactor had caused the pressure increase. STABLE A oil also showed a density increase; however, at a much slower rate than RAW. After 75 h, when the available pretreated feed ran out, the oil density was only at 0.84 g/mL. Analyzed oil products showed less than 1 wt% oxygen content. The reactor did not show a pressure drop increase that indicated a build-up during its operation. STABLE B showed a trend similar to STABLE A and ran for a week without shutting down. STABLE B was shut down due to lack of pretreated oil feed.
Overall, only RAW produced a build-up in the reactor bed that resulted to an increased pressure drop and eventual process shutdown. Furthermore, RAW had the shortest TOS. Note that the product quality was still acceptable, which suggests that most of the catalyst beds were still active. This indicates that high quality (i.e., pretreated) feed is necessary for successful long-term processing.
The increasing densities of the upgraded products suggest that catalyst deactivation still occurred. This may be due to a combination of incomplete stabilization (varying degrees of feed stabilization at increasing TOS of the pretreatment bed) and carbon and inorganic deposition (see discussion below). Research is currently being performed to identify more robust (e.g., more active, sulfur-resistant, and non-carbon fouling) pretreatment catalysts.
3.2 Pretreatment of Bio-oil
Considering the important contribution of the pretreatment step to the long-term hydrotreating campaign, there is a need to better understand the underlying chemistry to mitigate catalyst deactivation. Two bio-oil pretreatment temperatures were tested (i.e., 353 and 413 K) in the presence of reduced Ru/C at 8.4 MPa of flowing H2 (about 100 L/h). These temperatures were chosen based on the results of earlier PNNL experiments and research from applicable literature [17]. Corollary to this, 353 K had been used for testing the thermal stability of bio-oil, with changes to the bio-oil exhibited as viscosity change [18] and other chemical changes. These were sequential experiments, i.e., the feed for the 413 K experiment used the product that was produced by the experiment done at 353 K. A fresh Ru/C catalyst bed was used in each experiment. The LHSV used for these pretreatment studies was approximately 0.5 L bio-oil/(L catalyst bed-h).
Table 2 shows the elemental analysis of the pyrolysis oil feed and the products. As shown, the pretreatment did not result in a significant change in the product oil’s over-all elemental composition. However, uptake of H by the bio-oil was reflected in increasing H/C ratios. On the other hand, O/C ratios were approximately the same for the feed and pretreated oils.
Other characterizations were also used, focusing on functional group analysis instead. Characterizations included 13C NMR, carbonyl titration and carboxylic/total acid determination.
Figure 4 shows the 13C NMR spectra of the feed, the oil pretreated at 353 K, and two oils pretreated at 413 K (at different reaction TOS). The spectra have been normalized to the solvent peak, d 6-DMSO. Pyrolysis oil 13C NMR peaks have been assigned as follows: (1) 0–36 ppm: alkyl groups; (2) 45–85 ppm: heteroatom-containing groups (e.g., alcohol, ether, and methoxy groups); (3) 85–100 ppm: hemiacetals in carbohydrates; (4) 105–165 ppm: aromatic and olefinic carbons; (5) 170–185 ppm: carboxylic groups; (6) 200–220 ppm: carbonyl groups [19], [20, 21]. The shaded regions in Fig. 4 show important changes in specific functional groups as discussed below.

13C NMR spectra of (1) pyrolysis oil, (2) pretreated oil at 353 K after 6 h, (3) pretreated oil at 413 K after 4.4 h TOS and (4) pretreated oil at 413 K after 36 h
Based on the 13C NMR spectra, no distinct differences were found between the fast pyrolysis oil and the oil pretreated at 353 K. However, it may be possible that subtle changes were not captured using NMR. Conversely, three distinct changes were noted between the fast pyrolysis oil and the oil pretreated at 413 K after 4.4 h TOS: (1) a much decreased carbonyl region (208–213 ppm); (2) loss of the peaks in the region associated with the hemiacetal carbon (85–100 ppm); and, (3) formation of peaks assigned to alcohols (most prominent: 63.2 ppm). Reactions that consume sugars are present during the pretreatment at 413 K but not at 353 K. This is evidenced by the loss of the peaks between 85 and 100 ppm. Some of the reactions that sugars can undergo under these conditions were recently reported [22]. Aside from sugar chemistry, hydrogenation of aldehydes occurred in the presence of Ru/C and 8.4 MPa of H2. The appearance of the peak at 63.2 ppm coincided with the reduction of the aldehydes [Fig. 4(3)]. After a longer TOS, this peak drastically decreased and the intensity of the carbonyls increased [Fig. 4(4)]. The reappearance of the aldehyde signals indicates some form of catalyst deactivation. After 36 h, evidence shows that the active sites responsible for sugar conversion were slightly deactivated. The spectrum of PT-413 K-36 shows hints of peaks between 85 and 100 ppm, suggesting that some of the sugars may not be converted at long time on stream.
Tests for bio-oil aging involve heating the bio-oil under inert atmosphere for 24 h inside an oven set at 353 K. Changes in the viscosity of untreated fast pyrolysis oils have been reported under this inert atmosphere [18]. Treatment of the fast pyrolysis oil in an aging experiment conducted at 353 K yielded a 14 % increase in the dynamic viscosity of the oil. The relatively smaller degree of viscosity increase in this sample compared to the results in the literature [18] reflects that the bio-oil used in this study was not recently produced before processing (i.e., produced more than a year prior to experiments). In contrast, in the presence of the Ru/C catalyst and a reducing atmosphere, a small decrease (3 %) in the dynamic viscosity of the 353 K pretreated oil (Table 3) was noted. This may be due to the small extent of hydrogenation that occurred even at this low temperature (Table 2, H/C ratio).
The carbonyl-containing functional groups were quantified by titrimetric method (i.e., the modified Nicolaides method). The results are reported in Table 3. Pretreatment at 353 or 413 K resulted in carbonyl content decrease. Between the feed and the PT-353 K oil, a carbonyl reduction of 9 % was demonstrated. This was not readily evident in the 13C NMR spectra. However, a larger carbonyl reduction, about 35 %, was shown for treatment at 413 K. As such, subsequent pretreatments for catalytic upgrading processes were performed at 413 K.
ALS used ASTM D3339 to quantify the total acid number (TAN) of the bio-oil. This ASTM method was reported to measure only the carboxylic content of the bio-oil as opposed to the actual total acid groups consisting of carboxylic and phenolic functionalities [23]. Results at these conditions indicate that pretreatment has minimal effect on the amount of carboxylic functional groups in the bio-oil. Similar findings were reported in the literature [24], [25].
3.3 Effect of Time and Re-reduction of the Catalyst Bed at 413 K
To gain additional insight on the effect of catalyst deactivation on the pretreated oil quality over time, the feed LHSV was halved to about 0.25 L bio-oil/(L catalyst bed-h) at 413 K and a more periodic analysis of the oil products was performed. Table 4 summarizes the carbonyl and TAN of an experiment wherein samples taken every 6 h were analyzed up to 24 h. After 24 h (PT-236-24 h), a methanol wash was performed to remove excess bio-oil in the bed, followed by re-reduction of the bed. The total down-time in between bio-oil flow through the bed was about 9 h. After the reintroduction of the bio-oil feed in the system, the operation was extended for another 24 h and another sample was taken (PT-236-24 h’). Considering the time of initial bio-oil feed, the catalyst bed during this last sample had seen a cumulative TOS of 48 h of bio-oil feed.
As shown in Table 4, a reduction of as high as 85 % of the initial carbonyl content of the feed was measured in the presence of Ru/C and 8.4 MPa of flowing H2 at 413 K. As the experiment progressed up to 24 h, carbonyl reduction decreased to 67 %. This is still 1.9 times the carbonyl reduction that occurred after 16 h at twice the flowrate (see Table 3). After the methanol wash and re-reduction of the bed (PT-236-24 h’), only about 57 % of the carbonyl was reduced at the second 24-h mark, about 1.5 times that of PT-413 K-16 h. In plotting the rate of carbonyl reduction with respect to time, a linear trend was observed up to 24 h (PT-236-24 h) while a different slope was observed between 24 h (PT-236-24 h) and 48 h (PT-236-24 h’) of catalyst contact time with the bio-oil. From these results, it can be inferred that the activity of the catalyst site responsible for carbonyl reduction was not fully recovered through the methanol wash and subsequent re-reduction of the bed.
Treatment of the bio-oil in the presence of Ru/C had some effect on its acid content. As much as 17 % of the acid was reduced in the first 24 h at 8.4 MPa at LHSV = 0.25 h−1. However, acid content reduction was as low as 6 % after 48 h. There was not much difference between the acid number at 24 and 48 h, again affirming the findings reported in Table 4.
3.4 Spent Catalyst Analysis
N2 physisorption was done on the fresh and spent PT-353 K and PT-413 K catalysts to determine the effect of bio-oil pretreatment on their textural properties. Results are summarized in Table 5. As shown, pretreatment at the higher temperature resulted in the almost complete loss of surface area (i.e., both BET and micropore surface area) and pore volume. Comparatively, the lower temperature pretreatment (i.e., PT-315 K) showed a lower amount of BET and micropore surface area and pore volume losses compared to the PT-413 K experiment. It is very likely that catalyst fouling due to carbon build-up is one cause of the observed pore and surface area loss in the spent catalyst. Because the nature of the support prevents temperature-programmed oxidation (TPO) of the Ru/C catalyst, this technique cannot be used to quantify the carbon deposited on the spent catalyst. As can be seen in Table 6, the Ru content in the PT-413 K spent catalyst is much lower than that of the fresh catalyst or of the PT-353 K spent catalyst. Since Ru was not found in the analysis of the products and considering the reported physisorption results, it is proposed that the catalyst had enough carbon deposition such that the amount of Ru was diluted compared to the fresh catalyst. Assuming that no Ru was leached off the catalyst, the deposited material on the spent PT-413 K catalyst is about 30 % of the spent catalyst weight. The carbon deposit may be due to a higher rate of thermal polymerization reactions at this temperature compared to the rate of the hydrogenation reactions [10, 22].
Table 5 shows that elemental analysis of the spent catalyst and the presence of small quantities of metals (e.g., Al, Ca, Cu, Fe, Si, Na, and Ti). Ca was identified as the most abundant inorganic compound on the PT-413 K spent catalyst aside from Ru and S. Indeed, Ca concentration increased despite the proposed dilution effect of organic deposition. Analysis of the dust-like material that accumulated at the pretreatment bed during longer TOS operation (data not shown here) showed that Ca (13 %) accounted for approximately 77 % of the inorganic elements identified by ICP. In turn, the inorganic elements accounted for less than 10 % by weight (by ICP) of the dust material. In addition, PT-413 K has a lower Ru/S ratio than PT-353 K or the fresh catalyst (Table 6). Considering these, sulfur deposition [25] together with carbon and inorganic deposition, can be sources of the Ru/C deactivation at longer reaction times.
4 Conclusion
Low-temperature pretreatment of bio-oil was found to enable the long-term hydroprocessing of bio-oil by preventing the formation of a solid plug that eventually leads to overpressure and process shutdown. Functional group analysis of the pretreated bio-oil showed that reduction reactions of sugars and carbonyls can indicate the stability of the bio-oil. These factors were not previously verified with respect to the two-zone temperature hydroprocessing system developed at PNNL. Catalyst deactivation in the pretreatment step (due to carbon, sulfur, and inorganic deposition) leads to product bio-oils that are not optimally stabilized. This contributes to hydroprocessing catalyst deactivation, which is manifested by increasing product oil density through time. Thus, improvement of the pretreatment step (e.g., through design of a more robust catalyst or optimization of stabilization pressure and temperature conditions) is an important research area in the production of alternative liquid transportation fuel through the fast pyrolysis to catalytic upgrading route.
References
Bridgwater AV (2012) Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 38:68–94
Diebold JP (2000) A review of the chemical and physical mechanisms of the storage stability of fast pyrolysis bio-oils. National Renewable Energy Laboratory, Golden
Elliott DC (2007) Historical developments in hydroprocessing bio-oils. Energy Fuels 21(3):1792–1815
Baker, E.G. and D.C. Elliott, Catalytic upgrading of biomass pyrolysis oils. Research in Thermochemical Biomass Conversion, ed. A.V. Bridgwater and J.L. Kuester. 1988, Barking Essex: Elsevier Appl Sci Publ Ltd. 883-895
Elliott DC et al (2009) Catalytic hydroprocessing of biomass fast pyrolysis bio-oil to produce hydrocarbon products. Environ Progr Sust Energy 28(3):441–449
Wildschut J et al (2010) Insights in the hydrotreatment of fast pyrolysis oil using a ruthenium on carbon catalyst. Energy Environ Sci 3(7):962–970
Elliott DC et al (2012) Catalytic hydroprocessing of fast pyrolysis bio-oil from Pine Sawdust. Energy Fuels 26(6):3891–3896
Zacher AH et al (2014) A review and perspective of recent bio-oil hydrotreating research. Green Chem 16(2):491–515
Weber RS, Olarte MV, Wang H (2015) Modeling the kinetics of deactivation of catalysts during the upgrading of bio-oil. Energy Fuels 29(1):273–277
De Miguel Mercader F (2011) Competition between hydrotreating and polymerization reactions during pyrolysis oil hydrodeoxygenation. AIChE J 57(11):3160–3170
Olarte MV et al (2013) Towards long-term fast pyrolysis oil catalytic upgrading. Abstr Pap Am Chem Soc 246:1
Jones S et al (2014) Fast pyrolysis and hydrotreating: 2013 State of Technology R&D and Projections to 2017. Pacific Northwest National Laboratory, Richland
Zacher, A., M. Olarte, and D. Elliott. Enabling extended catalyst lifetime in fixed bed hydrotreating of bio-oil. in tcbiomass 2013. 2013. Chicago, Illinois
Zacher AH et al (2014) Pyrolysis of woody residue feedstocks: upgrading of bio-oils from mountain-pine-beetle-killed trees and hog fuel. Energy Fuels 28(12):7510–7516
Nicolaides GM (1984) The chemical characterization of pyrolytic oils, in Department of Chemical Engineering. University of Waterloo, Waterloo
Speight JG (2002) Handbook of petroleum product analysis. Wiley, New York
Gagnon J, Kaliaguine S (1988) Catalytic hydrotreatment of vacuum pyrolysis oils from wood. Ind Eng Chem Res 27(10):1783–1788
Elliott DC et al (2012) Results of the IEA Round Robin on viscosity and stability of fast pyrolysis bio-oils. Energy Fuels 26(6):3769–3776
Christensen ED et al (2011) Analysis of oxygenated compounds in hydrotreated biomass fast pyrolysis oil distillate fractions. Energy Fuels 25(11):5462–5471
Silverstein R, Webster F, Kiemle D (2005) Spectrometric identification of organic compounds. Wiley, New York
Mullen CA, Strahan GD, Boateng AA (2009) Characterization of various fast-pyrolysis bio-oils by NMR spectroscopy†. Energy Fuels 23(5):2707–2718
Sanna A, Vispute TP, Huber GW (2015) Hydrodeoxygenation of the aqueous fraction of bio-oil with Ru/C and Pt/C catalysts. Appl Catal B 165:446–456
Christensen, E., T. Alleman, and R. McCormick, Totalacid value titration of hydrotreated biomass fast pyrolysis oil: Determination of carboxylic acids and phenolics with multiple end point detection. Abstracts of Papers of the American Chemical Society, 2013. 245
Oasmaa A, Elliott DC, Korhonen J (2010) Acidity of biomass fast pyrolysis bio-oils. Energy Fuels 24(12):6548–6554
Wang H, Male J, Wang Y (2013) Recent advances in hydrotreating of pyrolysis bio-oil and its oxygen-containing model compounds. ACS Catal 3(5):1047–1070
Acknowledgments
The authors gratefully acknowledge the U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy, Bioenergy Technologies Office for funding for this work. Pacific Northwest National Laboratory is operated for the U.S. Department of Energy by Battelle under Contract DE-AC06-76RLO 1830. The authors also thank Shari X. Li (PNNL) for surface area/pore volume measurement and Todd Hart (PNNL) for aging study on the feed oil.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Olarte, M.V., Zacher, A.H., Padmaperuma, A.B. et al. Stabilization of Softwood-Derived Pyrolysis Oils for Continuous Bio-oil Hydroprocessing. Top Catal 59, 55–64 (2016). https://doi.org/10.1007/s11244-015-0505-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11244-015-0505-7