
Abstract
The depletion of fossil fuels and the negative impacts of their extraction and combustion on the environment have encouraged scientists and industrial stakeholders to explore the development of alternative, renewable energy resources such as bio-oil, which can be produced from biomass by fast pyrolysis. The main disadvantages of crude bio-oils derived from fast pyrolysis are their poor quality caused by the presence of water and oxygen compounds, high viscosity, instability during storage, and their low heating value and high acidity (corrosiveness). To overcome these shortcomings and improve the properties of bio-oils, several techniques have been proposed. The present review provides an in-depth survey of recent studies in the field of fast pyrolysis of biomass and bio-oil upgrading. Different methods and various processes, including novel techniques such as those making use of plasma reactor and microwave-assisted approach, the use of algae as biomass, and pyrolysis under supercritical conditions, are reviewed to explore and critically assess the proposed improvements. We also examine recent advances in the field of bio-oil upgrading, focusing on chemical and catalytic processes such as the combination of fast pyrolysis, bio-oil upgrading utilizing zeolite and nonzeolite catalysts, and computational simulation methods. Finally, we assess recent progress in the improvement of the properties of the ultimate product and review the pros and cons of pyrolysis and upgrading techniques for bio-oils. We conclude with a section examining future challenges, perspectives, as well as the commercial feasibility/viability of fast pyrolysis and bio-oil upgrading.

Due to energy crisis and environmental issues, biofuel production is inevitable in the near future. In this regard, one of the most significant methods is fast pyrolysis of biomass (lignocellulosic materials such as woody biomass, agricultural waste, and algae) and bio-oil upgrading. Various physical and chemical techniques such as hydrodeoxygenation, in situ and ex situ catalytic upgrading, plasma reactor, and microwave-assisted process are reviewed by taking a look at the challenges and solutions.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
There is hesitation that conventional fuels such as coal, oil, and natural gas will remain the main source of worldwide energy. The energy crisis and concerns over increasing the amount of carbon dioxide in the atmosphere have made biomass a worthy source of nongreenhouse energy. Increasing fuel usage, environmental concerns, and traditional fossil fuel reduction resources are such important facts which require development of renewable and clean energy source. Using biofuel derived from biomass recycles atmospheric carbon, which is dissimilar from the conversion of fossilized carbon which only produces carbon dioxide. In biofuel production process, carbon dioxide is in a cycle which is produced (by transportation system and industries) and consumed (during biomass generation) frequently, and leads to reduce the emissions of NOx, SOx, and heavy metals [1].
Biomass as a source of lignocellulosic material is a plentiful and renewable source of energy, though a cost-effective technique for hydrocarbon production from it is still a challenge [2]. There are several alternatives to produce biofuel as clean energy. Figure 1 gives an overall view of product formation by different approaches such as pyrolysis, fermentation, transesterification, and gasification processes. Biomass has lower carbon content and higher hydrogen to carbon ratio than coal. Bio-oil, obtained from fast pyrolysis of lignocellulose biomass, is an alternative to fossil fuels [3].

Various methods applied to biomass conversion to value-added products (main products are shown)
Several methods for biomass pyrolysis have been suggested and investigated by researchers in recent years. Process integration (by combination of several processes) could reduce the consumption of energy and material or environmental emissions [4]. Moreover, various methods for bio-oil usage are under consideration, such as the extraction of chemical compounds (like phenolic, volatile organic acids, levoglucosan, hydroxyacetaldehyde); emulsification with petroleum diesel, biodiesel, and bio-ethanol (because of the low average cetane index (5.6) and low average heating value (16.57 MJ/kg) of the bio-oil); and catalytic upgrading of the crude bio-oil [5]. Catalytic upgrading as a promising method for bio-oil upgrading can improve the properties of bio-oil by removing oxygenated compounds, reducing molecular weight, and modifying chemical structures by cracking, decarbonylation, decarboxylation, hydrocracking, hydrodeoxygenation, and hydrogenation [6]. Hydrodeoxygenation (HDO) technique is the favorable method for the upgrading of bio-oil due to its oxygen reduction ability and feasibility (production costs are equivalent to conventional crude oil), although there are no definite inference and reaction pathway on the process chemistry and no specific catalyst for the exact compound upgrading [7]. Generally, around 100 types of biomass have been used in the literature to produce bio-oil. Defining standard processes is challenging due to the complication and variability of feedstocks. In pyrolysis processes, biomass can alternatively be combined with other types of feeds such as waxes, petroleum residues, waste plastics, oxidized oils, and/or municipal wastes, to produce liquid or gaseous fuels [8].
Several reviews have been published on fast pyrolysis to cover the recent advances and future perspectives and recommendations. Based on the other review, there are some challenges for pyrolysis, such as compromising between the pyrolysis plant size and raw biomass and industrial/practical applications of this technology; thus, the economic study of pyrolysis for biofuel production is required [9]. A review of fast pyrolysis and bio-oil upgrading in China showed that the hydrogenation-esterification (OHE) method by utilizing bifunctional catalysts is more efficient than the conventional process, and cost-effective catalysts (like amorphous catalysts) for HDO of bio-oil should be further developed. Although catalytic pyrolysis leads to the enhancement of the production and quality of bio-oils, some issues are still existing, such as catalyst deactivation, reactor clogging, coke formation, and high water content in the final product. The combined process (catalytic pyrolysis and catalytic cracking) results in rising the product yield and quality. Moreover, steam reforming is a suitable method for bio-oil upgrading; however, it requires proper catalysts. Molecular distillation can also be suitable for bio-oil upgrading, but it has to overcome high-energy consumption. The supercritical fluids (SCFs) technique is not applicable to an industrial scale because of the high cost of the organic solvents [10]. Innovative incorporated processes are required to upgrade bio-oils into fuels, reaction pathways, mechanism and kinetics development, and construction of pilot plant scale units [11].
In another review by comparing physical and chemical methods of upgrading, it was concluded that using physical approaches such as solvent addition and emulsification need extra research on the recovery of solvents and surfactants, even though these methods are effective to reduce viscosity. Catalytic fast pyrolysis (CFP) can be a favorable way to produce high stable liquid fuels (than the traditional one) [12]. In a review of a large pilot scale of the pyrolysis process, mathematical models of the reactor, reaction mechanisms of woody biomass, and heat of pyrolysis process were discussed. Even though there are several models which can predict the pyrolysis products, the models have some limitations for application in a broad range [13]. Cracking paths for cellulose, cleavage of typical linter-unit linkages during lignin pyrolysis, reactions of the aromatic compounds, and thermal conversion of a guaiacol-type compound were investigated. Further research in the following subjects such as developing a method for detecting and quantifying heavy tar fraction like phenolic oligomers and theoretical modeling such as quantum simulation for the production of oxygenated compounds and their probable reaction pathways is necessary [14]. A review on the mathematical modeling of biomass pyrolysis has considered the particulate hydrodynamic models and their interactions with chemical reactions. It was concluded that the feedstock characteristics and residence times of the solid and gas phases are the main factors, and catalyst selection for optimal product yields is an important aspect of the pyrolysis process [15].
In general, the published reviews focused on the physicochemical properties and the characteristics of the compositions of biomass pyrolysis oil [16], characteristics of major individual components of biomass (using developed experimental technologies, such as Py-GC–MS/FID, TG-MS/TG-FTIR, in situ spectroscopy, 2D-PCIS, isotopic labeling method, in situ EPR, and PIMS) [17], scientific and technical progresses toward improving bio-oil yield and quality, principal problems associated with bio-oil from biomass [11], comparison of physical and chemical upgrading methods [12], reaction networks and models [13,14,15], investigation of challenges such as understanding the trade-off between the dimension of the pyrolysis plant and feedstock, and reactor schemes to commercial applications [9]. In this review, we focus on the chemical and catalytic pyrolysis as a process and catalyst points of view and found out the novel recent techniques such as microwave-assisted methods, plasma and pulse-current reactors, novel catalysts used for bio-oil upgrading or combined chemical processes, computational analysis, challenges, and recommendations. Performing a literature review in order to get an update on the latest developments in this area and identify avenues for new developments and future research projects is valuable. This review sheds light on the recent advancements in the pyrolysis production pathways and bio-oil upgrading for fossil fuel alternative biofuels from forest, agriculture, and/or wastes.
2 Fast pyrolysis
2.1 General view
Fast pyrolysis (FP) is a process which is known to convert biomass into valuable biofuel and chemical feedstocks. FP is a cracking process which is carried out at temperatures ranging 400–800 °C in the absence of oxygen with short residence time (0.5–3 s) for bio-oil production. Longer residence time with lower temperature results in more biochar formation. Biomass with less than 10% moisture, particle size less than 3 mm, and rapid quenching of pyrolyzed vapor are favored. Pyrolysis results in three separate products: biochar, bio-oil, and noncondensable gases (flue gas) like CO2 and CO (more common), H2, volatile carboxylic acids, and hydrocarbons such as methane [18]. The higher moisture content leads to higher energy costs and reduction in fuel yield and quality, and the larger particle size results in incomplete pyrolysis due to the limitation of heat and mass transfer, and rapid quenching prevents further oxidation and cracking.
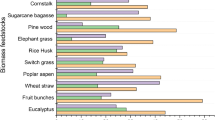
Various types of biomass can be used as feedstock in FP, such as woody biomass, agricultural biomass, aquatic biomass (algae), and industrial residue (hydrolysis residue (when producing ethanol/butanol), a major by-product of biomass hydrolysis) [19, 20]. Elemental analysis of different types of biomasses showed that they typically comprise atomic carbon, hydrogen, oxygen, nitrogen, and sulfur (Table 1) [21]. The foremost operating parameters of a pyrolysis process affecting bio-oil yield and properties include temperature, neutral gas flow rate, vapor residence time, heating rate of biomass, mineral matter, size of biomass particles, fluidization variables, and particle mixing in a fluidized bed pyrolyzer. The results showed that the (H/C)eff increased with the decrease in O/C. The following equation shows the effective H/C of a feedstock containing heteroatoms:
Also, the effective hydrogen to carbon ratio (H/C)eff during feedstock conversion to bio-oil from biomass pyrolysis can be defined by the following equation:
In addition to the mentioned effective parameters, other factors, such as various atmospheres, types of feed, and especially catalyst types, also affect the yield and properties of the final products of pyrolysis [31]. Subject to heating rate and residence time, pyrolysis of biomass is divided into different classes: slow or conventional pyrolysis (carbonization) and fast or flash pyrolysis (to obtain the maximum of either the biochar or bio-oil yields) [32]. Pyrolysis can also be used as a recycling method of feedstock for hydrocarbon wastes (derived from engine oil, transmission oil, hydraulic, and cutting oil) which are cracked into hydrocarbon oils, gases, and char. Furthermore, this technology can be applied in treating wastes of high hydrocarbon content in which the long hydrocarbon chain (> 50) can be cracked into shorter hydrocarbon chain (C1–C12) (to be used as a petrochemical or chemical feedstock) [33]. Some waste materials like crude glycerol can also be used in the pyrolysis process. Figure 2 illustrates the process of catalytic fast pyrolysis in a fluidized bed reactor consisting of different equipments.

Schematic of catalytic pyrolysis in a fluidized bed reactor. The system comprises a mass flow controller, stainless steel pyrolyzer (FB), screw feeder, cyclone, and condensers (it can be more than one condenser). Nitrogen gas is preheated in the air plenum to 450–600 °C before injecting to the reactor. A distributor is installed at the bottom of the reactor. Fluidized bed is heated by electric field. The condenser works with refrigerants which is recirculated by a chiller system. The gas was sampled by a gas sampler. He biomass is converted to fatty oxygenate, aliphatic, phenol, alcohol, and N-containing compound (aromatics, amines, amides, etc) [21, 25]
2.2 Bio-oil
Bio-oil is a complex mixture which may contain water and fine solid particles. The molecular weight of bio-oil can be varied from 370 to 1000 g/mol which highly depends on biomass source [34]. Generally, it contains various chemicals such as organic acids, alcohols, aldehydes, ketones, phenols, esters, ethers, furans, nitrogen, sulfur compounds, etc. The typical characteristics of crude bio-oil from fast pyrolysis are listed in Table 1. The products are varied by changing the feedstock and operating conditions. Permanent gases (such as CO, CO2, CH4, and H2), water vapor, carbonyls, and alcohols are the most important products [20].
The aforementioned unfavorable properties and compounds of bio-oil make several problems like corrosiveness, low heating value, and polymerization in storage stage [35]. Bio-oil derived from fast pyrolysis can be upgraded by chemical or physical processes which are reviewed in the following sections. Figure 3 displays the methods of fast pyrolysis and bio-oil upgrading in brief which can be divided into four main categories, namely catalytic upgrading, esterification, physical upgrading, and novel techniques. Table 2 illustrates the detailed chemical composition of bio-oil. Different variables affect the bio-oil composition, such as feedstock, temperature, and pretreatment. Higher temperature leads to the formation of small aldehydes and acids, along with a reduction of phenols. The low-temperature pretreatment of feedstock resulted in lightweight component production in bio-oil and higher quantities of furans, ketones, and phenols. Knowing the production of specific compounds helps a profounder understand the efficiency of the process and find ways of application of bio-oils [38]. For HDO, as shown in Table 2, the Ni-based catalysts produced groups of guaiacols in heavy oil; however, the insignificant compounds, such as esters, ketones, and other phenolics, were observed in upgraded heavy oil which exhibited a 65.7–76.4% reduction in the total compounds compared to bio-oil, due to decarboxylation and decomposition of acetic acid, furfural, vanillin, and levoglucosan or parting into the light oil phase. Moreover, the light oil phase contained typically acetic acid and acetic acid ethyl ester [39]. By comparing the chemical compositions of bio-oil by different feedstocks at a fluidized bed reactor at relatively similar temperatures, it can be seen that the feedstock can greatly affect the composition of the produced bio-oil, such as by using corncobs the ketones can be produced more, and sugars and phenols are produced less compared with using pine as biomass feed.

Different techniques for biomass fast pyrolysis and bio-oil upgrading; catalyst and property improvements
Different materials have been proposed as catalysts for the pyrolysis process. Acid catalysts have been studied extensively, such as microporous zeolites, mesoporous alumino-silicates, and metal-modified zeolites, whereas basic catalysts have not gained attention. Acid catalysts lead to dehydration, decarbonylation, cracking, and aromatization reactions. Moreover, aromatization reactions which take place over strong zeolitic acid sites result in the formation of valued monocyclic aromatic hydrocarbons and BTX. Higher quantities of polycyclic aromatic hydrocarbons (PAHs) and lower amounts of monocyclic aromatic hydrocarbons (MAHs) can be obtained by the ZSM-5 catalysts. Adding transition metals into ZSM-5 catalyst can be used to reduce the yields of PAHs and increase the production of MAHs [40, 41].
The most commonly used reactors for FP pyrolysis are fixed bed, fluidized bed, recirculating fluidized bed, rotating cone, ablative, auger, and vacuum reactors [42]. In most cases, bio-oil production in fixed bed reactors was low and performed at a laboratory scale; however, fluidized bed reactors are the most common and commercialized pyrolyzers. Recirculation fluidized bed reactors have lower heat transfer than fluidized bed reactors but have better char attrition due to higher gas velocities through recirculation/reflux. Pyrolysis process can be performed in the absence of inert gas by rotating cone reactors. Concerning ablative pyrolysis, it is still at a pilot-scale research because of its operating and scaling-up difficulties. Although by using a vacuum pyrolyzer, the controllability of vapor residence time is excellent, it suffers from lower heat and mass transfer, large equipment size, and high capital investments. Auger (screw) reactors exhibited some advantages, such as compactness and simplicity, requirement of low amount or no carrier gas, simple operation of bio-oil and char separation, and lower energy requisite, while moving parts (mechanical damage) are the disadvantages of this technology, which can be solved by material development and maintenance services.
3 Bio-oil upgrading
Improvement in the physicochemical properties of bio-oil could be performed by physical upgrading processes or chemical and thermocatalytic operations. Several favorable catalytic processes for bio-oil upgrading/pretreatment can be applied such as ketonization, aldol condensation, esterification, and HDO [43]. Other methods can be categorized as catalytic cracking and deoxygenating over zeolites, and novel technologies, such as catalytic plasma reactors. It is worth mentioning that physical upgrading methods have gained less attention compared with chemical upgrading. The following subsections review the bio-oil upgrading methods in recent years.
3.1 Physical upgrading
3.1.1 Solvent addition
The addition of polar solvents (like methanol, ethanol, and furfural) leads to homogenization and lower viscosity of bio-oil and higher stability. For instance, by the addition of 10% methanol, the rate of viscosity increase can be reduced up to 20-fold (during the long-term storage). Also, the influence of adding these polar solvents is increasing in heating value. This occurs due to the higher heating value of the solvent than those of most bio-oils [11, 44].
3.1.2 Vacuum distillation
Another procedure could be distillation at 2 kPa and 80 °C, which results in lower oxygen content (from 50.3 to 9.2 wt% by separating fractions with low oxygen content from the mixture), lower water content (e.g., from 25.2 to 0.01 wt%), increasing pH close to neutral pH, and higher heating value (around 34.2 MJ/kg) which is 2 times that of raw bio-oil. However, generally, this method gives higher oxygen content of upgrade bio-oil than hydrotreatment or catalytic cracking [45].
3.1.3 Filtration
Hot-vapor filtration is a useful technique to reduce the ash content of the oil to less than 0.01% and the content of alkali to less than 10 ppm, which is lower than bio-oils produced in the systems by using only cyclones. This process leads to the enhancement of burning rate and lower ignition delay in engines due to lower average molecular weight of filtered oil [18]. In a study, a moving bed granular filter was established for fast pyrolysis vapor using cassava rhizome as feedstock. Filtration parameters affected the yield and properties of bio-oil, and high quality bio-oil was achieved by this system. The total bio-oil yield decreased from 57.7 to 42.0–49.2 wt% (dry basis) by applying hot-vapor granular filtration unit which resulted in organic bio-oil yield reduction of 38.1 wt% (unfiltered) to 27.0–32.5 wt% (filtered), although the gas yield increased from 13.42 to 20–22 wt%. However, the bio-oil quality improved (the solids content, ash content, initial viscosity, viscosity change, and aging rate of the final products declined) [46].
It was observed that the smaller size of the granules resulted in higher performance as the different sizes in the range of 425–600, 600–850, and 850–1160 μm showed filtration efficiencies of 93.2, 90.1, and 89.5%, respectively.
3.1.4 Emulsification
Emulsion of bio-oil with other fuel sources has been recognized as a technique to produce combustion fuel. Emulsifying with diesel oil using surfactants can solve the problem of mixing bio-oil and diesel; however, it involves disadvantages such as higher level of corrosion in engines, high cost of surfactants, and high-energy requirement for emulsification [18]. Pyrolysis oil is not miscible with hydrocarbons; however, by a simple process (adding the surfactants), it can be blended with diesel oil. The final product (emulsion) demonstrated favorable ignition specifics; nevertheless, properties like heating value, cetane, and corrosivity are not acceptable. Also, high energy for production is required. Thus, designing and testing of injectors and fuel pumps are necessary for this process [11].
3.1.5 Liquid-liquid extraction (LLE)
LLE has been performed for the fractionation of bio-oils. Recently, Kanaujia et al. [47] performed research on upgrading of bio-oil from pyrolysis of Jatropha curcas seed cake using an extensive liquid-liquid extraction approach. The produced bio-oil was phase separated and then the solvent extraction method was applied in order to extract all organic compounds. Ethyl acetate, dichloromethane, carbon tetrachloride, diethyl ether, benzene, cyclohexane, and hexane were utilized for the extraction of aqueous phase and organic phase. Among them, ethyl acetate and dichloromethane were found as optimum solvents. Ethyl acetate was found out as an effective extracting solvent and polymeric phase can be extracted by hexane.
3.1.6 Solid-phase extraction (SPE)
SPE is another useful separation method which can overcome some disadvantages of LLE, such as incomplete phase separation, use of expensive breakable specialty glasswares and disposal of a high amount of organic solvent. Moreover, SPE has more efficiency, is a faster process, and is able to be automated more easily. SPE can be used to separate semivolatile or nonvolatile analytes and chemical compound or groups from a matrix. It is suitable for fractionation of bio-oil in polar and nonpolar parts due to affinity of dissolved analytes. Different types of SPE cartridge can be used for bio-oil fractionation, but the most efficient one is C18 cartridge. This cartridge can be conditioned first with methanol and water, then the extraction step is performed, and finally, the elution step should be performed with different solutions of methanol and water (0, 15, 35, 50, and 100%) to separate various groups of compounds, such as acids and furans, aromatics and aldehydes, alkyls, or alkenes [48]. In a study, the condensable vapors were collected using a condenser followed by an electrostatic precipitator (ESP); then, an extraction was performed with equal percentage of water/dichloromethane. The more active fraction of the bio-oil was fractioned into 10 separate parts using amino solid-phase extraction cartridges. Liquid chromatography separation and fraction collection of the most active hexane subfraction was performed on a liquid chromatographic system [49]. In the recent research, bio-oil was separated into pyrolytic lignin and aqueous fraction using water extraction. The aqueous fraction was then treated by SPE to isolate nonpolar compounds from the solution [50].
3.2 Catalytic and chemical processes of bio-oil upgrading
In catalytic pyrolysis/upgrading, three major points are very important: catalyst type, heating rate, and catalyst to feed ratio. The use of catalyst during or after the pyrolysis process can greatly improve the composition of bio-oil [51]. The major groups of catalysts used for catalytic pyrolysis are metal oxides, molecular sieves (such as HZSM-5, ZSM-5, SBA-15, MCM-41, HUSY, REY), minerals, bimetals, and transition metals. Generally, homogeneous catalysts (such as KOH, Na2CO3, and alkaline salts) and heterogeneous catalysts (such as Pd/C, Pt/C, Ru/C, Ni/SiO2-Al2O3, CoMo/γ-Al2O3, zeolite, and Fe) have been used in catalytic pyrolysis/upgrading of biomass. The latter one is preferred due to higher catalytic activity and capability of easier separation.
Moreover, monodispersion of nanocatalyst makes it possible to having accessibility of oxygen atoms of the cellulose. Application of nanocrystalline zeolite demonstrated the high conversion of feedstock. Also, the usage of the NiW-nano-hydroxyapatite (NiW-nHA) composite in hydrocracking of bio-oil showed that 100% conversion is possible at high temperature [52]. Reductions in residence time, temperature, and pressure in such a process are the results from using catalyst in direct pyrolysis.
Thermal upgrading followed by catalytic upgrading is also known as a suitable method for bio-oil upgrading. Figure 4 shows the scheme of typical lignin-derived bio-oil upgrading process in two steps (thermal and catalytic upgrading). The first part of the reactor (thermal treatment) was filled by glass spheres which carbonaceous matters are produced by the polymerization of bio-oil, while the catalytic reaction takes place in the second part [53].

Schematic of continuous two-step pyrolytic lignin removal and crude bio-oil upgrading (feedstock is lignocellulosic biomass) at atmospheric pressure in a U-shape reactor [5, 53]: the first step is thermal treatment section (polymerization of phenolic derivatives); the second step is catalytic upgrading (valorization of crude bio-oil combined with methanol co-feeding to minimize deactivation of the HZSM-5 zeolite catalyst)
3.2.1 Catalytic hydrodeoxygenation and hydrotreating (HDT)
Hydrotreating involves hydrodesulfurization, hydrodenitrogenation, and HDO in order to remove the sulfur, nitrogen, and oxygen heteroatoms of oil, respectively, by the reactions between element containing compounds with hydrogen. While more attention has been paid to the hydrodesulfurization as compared with HDO for petroleum refining due to the low oxygen content in oils (< 0.3 wt%), the high oxygen content in bio-oils (20 to 50 wt%) is the main reason of the HDO process for bio-oil upgrading [54]. HDO is usually carried out at high pressures (about 20 MPa) and medium temperatures (around 400 °C). Compared with the other hydroprocesses, HDO is a low-hydrogen consumption and effective process in stabilizing pyrolytic lignin oil. Several pathways have been recognized for oxygen removal by reaction with H2. Direct hydrodeoxygenation (DDO) results in the formation of aromatics and water. Hydrogenation of the phenolic ring and dehydration in the next step lead to form cyclohexene derivatives and rehydrogenation to produce cyclohexane derivatives. Besides, methoxy groups from phenolic compound removal can be performed by demethylation (DME) and demethoxylation (DMO) that comprise C–O bond breaking and producing methane and methanol [26, 51]. Recent studies of fast pyrolysis followed by catalytic upgrading for HDO of bio-oil are mentioned in Table 3.
The influences of nanostructured CoMo catalysts (activated carbon, alumina, HZSM-5, MCM-41, and SBA-15) and a commercial catalyst of Ru/C were studied for HDO of fast pyrolysis oil in supercritical ethanol. The study showed that CoMo/MCM-41 had the highest yield of oil products by reducing the molecular weight of bio-oil with the highest H/C molar ratio. In comparison with raw pyrolysis oil, the upgraded bio-oil included light and heavy oils with more carbon and hydrogen contents and less oxygen content [55]. The HDO process can also be combined with esterification methods. Figure 5 depicts the HDO process in the presence of supercritical ethanol. The upgrading of bio-oil in the presence of Ni2P/SiO2 catalyst led to reducing in oxygen content to around half of the untreated one, while the O element decreased with increasing catalyst ratio. Furthermore, in contrast to the other metallic catalysts such as Ni/SiO2 and acid catalysts (ZSM-5 zeolite, silica-alumina, and FCC-catalyst), the activity of Ni2P/SiO2 for deoxygenation of pyrolysis oil was relatively higher [27]. Recently, HDO of phenol in the presence of nickel nanoparticles (of different sizes 5–22 nm) supported on SiO2 has been investigated. Interestingly, hydrogenation and deoxygenation reactions were dependent on the particle sizes of the catalysts. Using large particles, fast hydrogenation of phenol into cyclohexanol was obtained; however, the rate of deoxygenation of cyclohexanol was slow. Utilizing small particles, the turnover frequency (TOF) of hydrogenation was slower (85 times) for the smallest particles than for the largest particles. In contrast, the TOF of cyclohexanol deoxygenation raised (20 times) by applying the particle size from 20 to 5 nm [71].

Simplified schematic of experimental setup of HDO/esterification of bio-oil using supercritical ethanol in a stirred autoclaved reactor [55, 72]. In such a process, pyrolysis oil (PO) and anhydrous ethanol as solvent are added to the reactor with 33.3 and 66.6 wt%, respectively, and a catalyst is charged (3.3 wt% of the wet liquid bio-oil feed). The reactor is introduced by10 MPa of hydrogen for 30 min. Then, using a vacuum pump, the residual air is completely discharged. In the next step, the reactor is under pressure with hydrogen at 5 MPa as the initial pressure and is heated up to 300 or 350 °C with warm-up of 10 °C/min under continuous stirring at 360 rpm. The maximum pressures of the reactor at 300 and 350 °C are be 20.7 and 22.5 MPa, respectively [55]. The product consists of two phases: ethanol/water-soluble oil phase (light oil) and an ethanol-insoluble but acetone-soluble oil phase (heavy oil, HO)
Oh et al. [26] investigated the upgraded bio-oil storage performance using HDO with noble catalyst metal. HDO process over Pd/C, Ru/C, or Pt/C was carried out. The properties (viscosity, acidity, elemental composition, and functional groups) of the stored heavy oil were remained approximately at the initial levels (the water content marginally increased and the chemical compositions of compounds with low molecular weight were slightly improved), showing that the oil properties were stabilized by this process. Furthermore, partial repolymerization of phenol polymers in heavy oil was observed during storage. HDO of guaiacol (as an O-containing chemicals) was investigated over nonsulfided catalysts. Different catalyst compositions were tested, and it was found that NiCo/CNT demonstrated the highest guaiacol conversion performance and higher H/Ceff. The most effective parameters on guaiacol conversion and the yields of the desired products were metal composition and temperature [77].
Although HDO depends mainly on catalytically active metallic components, the catalyst support also is another significant aspect. Specially, acidic supports can boost the catalytic activity for deoxygenation in the HDO process. As a result, a bifunctional catalyst which integrated the hydrogenation of a metal with the deoxygenation capability of acid sites can promote the HDO process. For instance, platinum-loaded HY zeolites (Pt/HY) with diverse Si/Al molar ratios of catalyst were utilized for the hydrodeoxygenation of bio-oil model compounds such as guaiacol, anisole, veratrole, and phenol to hydrocarbons, which resulted in enhanced yield in cyclohexane production as the number of acid sites increases. In this case, for maximizing the cyclohexane and alkylated cyclohexane production, the Si/Al molar ratio must be optimized to balance the bifunctional catalyst. The results of fuel from real fast pyrolysis were enriched using the Pt/HY catalyst [78]. HDO of mono-aromatic components such as phenols (−OH), anisoles (−OCH3), and guaiacols (−OH and −OCH3) in the presence of ZrO2 supported Mo oxide. The highest performance was obtained at intermediate loading of Mo oxide catalyst, while the original Mo oxides were more active than their carburized analogues; 100, 85, and 5–10% selectivities to nonoxygenates in a wide conversion range were observed from phenol, anisole, and guaiacol, respectively [79].
Effective HDT process of pyrolysis bio-oil involves some issues to the industrialization. Moreover, preparing and choosing the best catalysts is one of the challenges because of the low quality of pyrolysis bio-oil feedstock (high oxygen content, molecular complexity, coking propensity, and corrosiveness) [54]. HDT results in a naphtha-like product which requires refining to obtain conventional transport fuel [45]. The reactions are complex but can be shown in a simple form as follows [18]:
3.2.2 Esterification
Esterification of bio-oil is a way of pretreatment of bio-oil to enhance the stability of bio-oil during the transportation and storage before final upgrading. Methanol/ethanol addition can significantly improve the stability of bio-oil. Catalytic upgrading by esterification over solid acids is recognized as a low energy technique to oil stabilization. By the addition of methanol, the following reactions take place by the formation of ester and acetals [43].
In a recent study, the influences of the esterification process of fast pyrolysis bio-oil in the presence of alcohol (at a small loading) on the successive HDT of the oil were considered (Fig. 5 shows the process flow diagram). Methanol, ethanol, or glycerol was utilized as esterification agent, and the results showed that stabilization does not have any effect on the yield or composition of the product; however, it could reduce the molecular weight of the bio-oil. The stabilization pretreatment could also inhibit self-polymerization of the bio-oil in the HDT process [72]. The ethanol addition can reduce the water content in upgraded bio-oil and enhance the higher heating value (HHV) of bio-oil [56].
Carboxylic acid formation during fast pyrolysis is one of the challenges in this regard. Esterification of bio-oil leads to lower acidity, increasing heating value and stability improvement. Sundqvist et al. [35] performed bio-oil upgrading using esterification (p-toluene sulfonic acid (p-TSA) was used as catalyst) and azeotropic water removal. By using methanol/butanol, higher pH (6–8) of bio-oil was achieved compared with pH 4.0 to 5.6. Also, azeotropic water removal improved the esterification process. The bio-oil upgraded by esterification could probably be utilized in the combustion engines, like slow- and medium-speed diesel engines.
3.2.3 Catalytic cracking
Catalytic cracking involves deoxygenating via simultaneous dehydration, decarboxylation, and decarbonylation reactions taking place in the presence of catalysts, such as zeolites (like HZSM-5 or ZSM-5). This process can convert oxygenated organic compounds (OOC) into hydrocarbons. Zeolite cracking removes oxygen as CO2. The zeolite upgrading can apply on the liquid or vapors [45]. Catalytic conceptual reaction over zeolite can be considered as follows [18]:
Temperature is an important factor in catalytic upgrading, which leads to the enhancement of gas yield and less catalyst coking. It affects chemical distribution and selectivity (for gas and liquid products) as well [80]. The ex situ catalytic upgrading of pyrolysis vapor obtained from corncob hydrolysis residue by an integrated system of an auger pyrolysis reactor followed by fixed bed reactor was performed by Li et al. [3].
Reforming of oxygenates and gasification of heavy components of bio-oil occurred in the reformer and nickel net was used as the catalyst. Bio-oil/methanol mixture reforming led to the production of hydrogen-enriched gas mixture, and water contents in the bio-oil resulted in water-gas shift (WGS) reaction. The final result gave the carbon yield of aromatics over 50%. Also, the combination of Co-Ru-Zr/silica with Pt-ZSM-5 in the upgrading section led to the high yield of aromatics (53.7%) and low coke formation (7.1%) [64]. Figure 6 demonstrates the setup for two-stage upgrading system. The performance of the upgrading of raw bio-oil over the graphene-encapsulated Ru nanoparticles (NPs) on carbon sheets was investigated recently. The catalyst was active and stable for the hydrogenation of bio-oil including phenols, furfurals, and aromatics [81]. Concerning ex situ catalytic upgrading of pyrolysis vapor, it was found that bifunctional catalysts (like transition metal sulfide) were needed for the deoxygenation of bio-oil. Also, the results showed that the catalyst supports (like zirconia, titania, and alumina) which limit chemical adsorption of reactants can be used in such a process [82]. Via aqueous phase reforming and dehydration/hydrogenation, the hydrogen and alkanes can be produced from aqueous solutions of oxygenated hydrocarbons. A study showed that ZnO and freshly calcined Zn/Al and Mg/Al layered double hydroxides can be used to upgrade a synthetic bio-oil [18].

Combined catalytic process (two sequence steps including reforming and upgrading) for bio-oil upgrading. Hydrogen is generated in the presence of Co-Ru-Zr-silica and Pt-ZSM-S catalysts in the first step, and hydrotreating along with zeolite cracking takes place in the second step using nickel-net catalyst [64]. The reforming reactor produces in situ hydrogen and no excess hydrogen is required. Active molecules in bio-oil form heavy coke deposition during zeolite cracking (due to thermal polymerization) and lead to deactivation of the catalyst. Hydrogenation of these active compounds to alcohols resulted in overwhelming coke formation over zeolite catalysts
The influences of the zeolite catalysts, USY (ultra-stable Y), and HZSM-5 (Si/Al = 25, 38) on the crude bio-oil depicted that the acidity of porous zeolite was indispensable for catalytic deoxygenation during upgrading pyrolysis vapor. HZSM-5 (Si/Al = 25) with robust acidity and acidic sites showed an appropriate result of the deoxygenation conversion of carbonyl/carboxyl-containing oxygenates in the pyrolysis vapor. Catalytic cracking of pinewood pyrolysis vapor in the presence of HZSM-5 was performed, and the results revealed that deoxygenation and hydrogen transfer were preferred [83]. In another recent research, the influences of phosphorus, zinc, and titanium-modified HZSM-5 were studied. The results exhibited that the final bio-oil products meet the practical requirements of combustion in power machinery. The capability of anti-coking of modified catalyst was increased; however, coke deposition hindered the continuous process [76]. Carboxylic acids (as they can be found in biomass-derived oxygenates, like bio-oil) are able to convert to ketone, CO2, and water in ketonization process and resulted in the reduction of carboxylic acids in bio-oil. The most applicable catalysts for this process are metal oxides and zeolites [84].
Aldol condensation (creating carbon-carbon bonds between the low molecular weight acids, ketones, and aldehydes) has been recognized as the other method for bio-oil upgrading. In a study, the aldol condensation of acetaldehyde, acetone, and methyl ethyl ketone (as model compounds) was investigated over a bifunctional aluminophosphate catalyst. The results showed a decrease in condensation product yield; however, the organic acid addition (like acetic acid) at low concentrations to the reaction mixture led to an increase in activity [85]. Wan and Wang believe that optimizing the FP and bio-oil upgrading sections separately can be an advantage of the ex situ upgrading method [86].
3.2.4 Integrated (in situ) catalytic pyrolysis
Integrated catalytic pyrolysis (ICP) process of biomass by zeolites leads to the production of gasoline and diesel fuel, heating oil, and renewable chemicals including benzene, toluene, and xylenes without further chemical upgrading. High heating rates and catalyst to feed ratios are important factors in such a process. The process can be completed in a short time (under 2 min). Because of coking phenomenon, catalyst regeneration has to be considered in the reactor design. Acidic zeolite catalysts can be applied in catalytic vapor cracking which delivers deoxygenation along with dehydration-decarboxylation that produces typically aromatics at 450 °C and atmospheric pressure. Oxygen can eventually be removed as CO2 and CO forms in a secondary oxidizing reactor in order to scorch the coke formation on the catalyst. The raw aromatic product could be sent to the refining section in a conventional refinery [45]. Biomass conversion into fuel through in situ catalytic fast pyrolysis using zeolite catalysts makes an opportunity for producing the gasoline-like aromatics. The yield of achieved aromatic compounds depends on the acidity and textural and topological properties of the zeolite [87].
Immediate catalytic upgrading of soybean shell bio-oil in a fixed bed reactor led to higher yield of hydrocarbons. Generally, in the noncatalytic pyrolysis, more liquid products were produced compared with the catalytic process (using commercial equilibrium fluid catalytic cracking (FCC) catalyst: Y zeolite supported on a matrix, which is either active (alumina, silica-alumina) or inactive (silica)); however, an increase in the yield of gases was observed in the case of catalytic upgrading. Also, the coke yield was amplified when the catalyst/oil ratio increased. The total yield of oxygenated compounds decreased to about half of the yield (at catalyst/oil of 3.5) compared with pyrolysis in the absence of catalyst. Furthermore, immediate catalytic upgrading of the bio-oils yielded much more CO2 (40% increase) and more water (about 20% increase) than the pyrolysis. CO was produced at a very low amount with both pyrolysis and the integrated catalytic upgrading of the bio-oils. Hydrogen was also observed at higher levels in the presence of catalyst [57]. Figure 7 shows the schematic of this process. In situ catalytic upgrading of bio-oil to aromatic hydrocarbons was carried out by Karnjanakom et al. [61]. The relative total hydrocarbon amount enhanced noticeably (52.9%) with an increasing catalyst/biomass ratio of 8 wt%. More catalyst usage could deliver more active sites for the deoxygenation and cracking and raise the residence time of bio-oil. Conversely, the total relative hydrocarbon amount declines a little while the catalyst/biomass weight ratio was over 8 wt%, perhaps due to the stimulation of secondary reactions in which hydrocarbons were cracked into gases and coke throughout the more residence time. The effect of metal loading amount on the catalytic performance was also examined, and 2.5 wt% loading (the catalysts with 2.5 wt% metal (Zn, Ce, or Ni) loading doped on mesoporous rod-like Al2O3) was establish for higher acidity selection, leading to an increase in relative total hydrocarbon in the upgraded bio-oil. Particularly, 2.5 wt% Zn/Al2O3-0.5 and 2.5 wt% Ni/Al2O3-0.5 demonstrated high selectivity toward monocyclic aromatic hydrocarbons. The regeneration and reusability of the catalyst were also tested and good results were observed. The total results led to the production of more aromatics such as benzene, toluene, xylene, ethylbenzene, indenes, naphthalenes, etc. The effects of different metal catalysts and zeolite and biomass pretreatment were also investigated [63]. The metals and zeolite types are listed in Table 3, and biomass pretreatments were performed by HCl, NaOH, and NaBH4 impregnation. Direct catalytic cracking (using HZSM-5 catalyst modified with Fe, Zr, and Co) of the vapor from fast pyrolysis of biomass led to the improvement in quality of bio-oil. Besides, enhancement in the temperature of the catalytic reaction resulted in a noticeable increase in the content and yield of aromatic hydrocarbons. Using 4CO/HZSM-5 catalyst to affect the gas production, 4Fe/HZSM-5 stimulated the formation of naphthalene compounds and 4Zr/HZSM-5 promoted the production of benzene derivatives. Moreover, pretreatment with HCl and NaBH4 increased the hydrocarbon percentage; however, pretreatment with NaOH led mainly to phenol production. In the novel research, the CFP of biomass with integration of methane aromatization was investigated [66]. This method can be used to solve the high cost of hydrogen consumption in traditional bio-oil upgrading techniques in the presence of HZSM-5 zeolites. Cellulose resulted in more aromatic compound production compared with hemicellulose and lignin. Also, using methane (instead of He) led to an increase in HDO of lignin-derived phenols and an enhanced aromatic yield. CFP of pine wood in micropyrolysis and a bench-scale fast pyrolysis (in continuous mode of operation) unit was accomplished. Several zeolite catalysts (including metal-doped acidic, basic, and γ-alumina catalysts and their parent counterparts) were experienced. A few major catalyst groups were examined based on an acidic zeolite (ZSM-5), lower metal content, lower zeolite content and basic materials, and a γ-alumina material. It was found that the quality of the produced bio-oil considerably depended on the catalyst type; however, for all the catalyst types, the acidity of the derived bio-oils significantly declined while the deoxygenation enhanced. By the lower redox-metal-containing acidic catalyst and calcined metal-doped basic mixed-metal oxide catalysts, the highest performance was also observed [75].

Simplified experimental setup for immediate catalytic pyrolysis of lignocellulosic biomass [57]. This process includes pyrolysis (thermal reaction) followed by catalytic upgrading comprising two electrical heating zones
Recently, a process that includes integrated CFP and HDT was developed. The main problem with catalytic pyrolysis is the carbon yield which is moderately low compared with conventional pyrolysis because of much more coke and gas formation. Bio-oil from CFP is thermally more stable, less acidic, and less oxygenated; consequently, it is more suitable for HDT. For bio-oil production, an established pilot plant consists of a screw feeder, reactor, catalyst regenerator cyclones, and condensation system including a quench, gas/liquid separator, condenser, and coalescing filters. The experiments in a single stage pilot plant showed that HDT (consisting of various sections such as oil feed system, gas feed structure, reactor, gas/liquid separator, and gas and liquid sampling) could be a successful method for upgrading bio-oil into hydrocarbon liquid fuels without the stabilization process [67]. More details have been mentioned in Table 3.
MgO materials as catalysts (as an alternative to conventional acidic zeolite catalysts) have been recently investigated for the catalytic fast pyrolysis of lignocellulosic biomass. It was observed that the MgO catalysts efficiently reduced the oxygen content of the final bio-oil and had similar or even better performance in comparison with industrial ZSM-5 catalyst. In the presence of MgO, oxygen was removed through the CO2 formation pathway, rather than CO and water formation by ZSM-5 zeolite. Coke formation slightly increased over the MgO catalysts than ZSM-5, but the formed coke could be oxidized at lower temperatures [41]. In another study, the Fe/ZSM-5 catalyst performance was investigated for the fast pyrolysis of biomass. The Fe/ZSM-5 catalyst exhibited higher activity for the conversion of oxygenates and higher production of monocyclic aromatic hydrocarbons (MAHs) compared with the ZSM-5 catalyst. Additionally, the yields of aromatic hydrocarbons were meaningfully raised with the increase of temperature from 500 to 600 °C, but it declined with the rise of temperature from 600 to 800 °C. Using the mentioned prepared catalyst, further polymerization reaction of MAHs and oxygenates was hindered [40]. Cu-modified β-zeolite catalyst was used to upgrade bio-oil in a pyrolysis and upgrading process in a downdraft fixed bed reactor. High silica β-zeolite showed high selectivity to the hydrocarbon. Moreover, by modification of a small amount of Cu, the selectivity was noticeably improved [74].
To conclude, CFP leads to high-energy density hydrocarbons and bio-oil; nevertheless, the development of a suitable catalyst with high activity and stability is a main challenge in this field. Correspondingly, the feasibility of in situ and ex situ methods of CFP is still a challenge to choose the most appropriate technique for high-quality bio-oil production. Figure 8 shows the reaction pathways of catalytic upgrading of lignocellulosic biomass. As depicted, from four basic structures of biomass, some intermediate chemicals are produced such as oxygenates, furans, etc. to reach the final products such as aromatics.

3.2.5 Summary of catalysts used in FP and bio-oil upgrading
In general, two types of catalysts are used: acid and base catalysts. Microporous acid catalysts (which already have been used in catalytic cracking in oil refinery) are synthesized from zeolite, noble metal oxides, or as salts and noble metal on a support.
The acid catalyst utilization leads to cracking oxygenated compounds in bio-oils into hydrocarbons. The pore size of these kinds of catalyst is in the range of 5.1–6.36 Å. Specimens are ZSM-5, H-Y, mordenite, silicalite-1, and alumina-silica. The silica-to-alumina ratio of the zeolite leads to increase the aromatic yields. The disadvantages of microporous acid catalysts is deactivation of the catalyst due to high water and coke formation and also bulk matter of pyrolysis oil production which leads to undesired PHA production. To overcome these issues, mesoporous acidic catalysts (mesoporous zeolite) are used since large molecules can penetrate the active catalyst sites and have enough acid sites for aromatics formation. Examples of these catalysts are Al-MCM-41, HZSM-5 and Re-USY, alumina, and supported Fe/Cr catalysts. The pore size of the mesoporous zeolite catalysts influences the bio-oil speciation and distribution of the pyrolysis products. Moreover, the weak acid sites promoted the selectivity of phenols and hydrocarbons, while strong acid sites improve the aromatic formation. In another category, the acid catalyst of noble metal salts such as MoNi/γ-Al2O3, metal-modified zeolite ZSM-5, Me-Al-MCM-41, Ni/C, Ni-Co/cordierite, and metal-supported gamma-alumina (γ-Al2O3) catalyst (Pt/Al2O3) can improve the catalyst activities. In spite of the different advantages of acid catalysts such as the ability of breaking bulky oligomers into bio-oil, they suffer from poor hydrothermal stability, relatively rapid deactivation, and high expenses.
Base catalysts are active for a double bond migration during deoxygenation and decarbonylation mechanisms although they have lower capability in the cleavage of the C-C bond compared to acid catalysts. Moreover, they cannot be easily poisoned due to elimination of water through CO2 and vapor and limitation of coke deposition due to sufficient pores, consequently more suitable for deoxygenation than acid catalysts. Alkali and alkaline earth metal oxides and their salts like MgO and CaO convert the oxygenated compounds into hydrocarbons through abstraction of proton from allylic structures. Nonoxide metal and inorganic salts are the other branch of base catalyst involved in nonoxide alkali metal chlorides (NaCl and KCl) and alkali earth metal chlorides (MgCl2 and CaCl2). They contain highly reactive compound for FP. Chlorides and sulfates can increase the yield of bio-oil. These metal salts significantly reduce the operating temperature and accelerate the cracking of levoglucosan to smaller molecular compounds, like of acetic acid, furfural, and hydroxyl acetone. Mineral-based material basic catalyst such as calcite (CaO) and dolomite (CaO.MgO) and mineral boron (tincal (Na2B4O7⋅10H2O), colemanite (CaB3O4(OH)3⋅H2O), and ulexite NaCaB5O6(OH)6O⋅5(H2O)) can influence pyrolytic densification of lignocellulose biomass to liquid oil. On the other hand, red mud catalyst contains mineral metal oxides such as Fe2O3, Al2O3, SiO2, TiO2, CaO, and Na2O and can produce phenol and methoxy and methylphenol. Biomass-derived ash catalysts in another category contain indigenous mineral metals (alkali and alkaline earth metals) can influence the thermal degradation and the formation of products. Last but not the least, surface-modified base catalyst such as zeolites modified with alkali and alkaline earth metals as bifunctional catalyst can stimulate aromatization reactions [88].
Recently, the performance of hierarchical ZSM-5 and beta zeolites, loaded with MgO and ZnO, was investigated, and the results showed decreases in the textural properties and changes in the acidic properties of the zeolites. Using zeolite led to a decline in the bio-oil (water free basis) production; however, formation of gases and coke deposition were increased, compared to the noncatalytic process. At the same time, the quality of the bio-oil was improved due to reduction of oxygen content. H-ZSM-5-based catalysts demonstrated profounder deoxygenation degree compared to h-Beta and MgO-loaded which resulted in bio-oil production with higher energy yields and lower oxygen content, owing to the adequate balance of Lewis acid and basic sites [91]. Faujasite zeolites were prepared by various Si/Al ratios with hierarchical porosity and have been assessed as solid acid catalysts for esterification pretreatments of pyrolysis bio-oil. Increasing Si/Al ratio led to a decrease in the surface polarity and hydrophobicity of zeolite. The mesoporosity structure of the catalyst resulted in improvement in esterification activity via promotion of acid site accessibility and hydrophobicity. Methanol was found as the most reactive alcohol for the esterification process of bio-oil which led to decreasing in the acid content by 76% under mild conditions [92]. MnOx nanocatalyst efficiency was explored for bio-oil upgrading by vapor-phase ketonization from lignocellulosic biomass. The catalyst affected the ketonization of model compounds, acetic and propionic acid, at 335 °C which presented high activity for the MnOx and nanocast FeOx with conversion of more than 90% with high selectivity to the ketones [93]. Catalytic hydrotreatment of pyrolysis liquids has been performed using bi- and tri-metallic nickel-based catalysts improved by Cu, Pd, and Mo, with combination in a SiO2, SiO2-ZrO2, or SiO2-Al2O3 matrix. The monometallic Ni catalyst showed the lowest activity, while using Mo as the promoter had the highest activity and favored product properties by having the highest H/C molar ratio and the lowest coke formation; however, the relatively high methane yield was recognized as its disadvantages [94].
3.3 Novel techniques in fast pyrolysis and bio-oil upgrading
3.3.1 Plasma and pulse-current reactors (PR)
Plasma-processing systems are distributed into two main classifications: thermal and nonthermal (NT). Among the NT processes, dielectric barrier discharge (DBD), corona discharge, and spark discharge are prominent [95], where DBD is one of the efficient methods for plasma essence owing to its simple design and operation. In a plasma reactor, plasma is generated by an electric current applied through a gas, leading to the ionization of gas and production of reactive components including free radicals, excited atoms, ions, and molecules which are able to facilitate the initiation and propagation of chemical reactions occurring over solid catalysts [96]. The advantages of the plasma reactor compared with the catalytic process are as follows: operation at ambient temperature and atmospheric pressure, no coke formation, and operation in a shorter time [60]. Figure 9 illustrates the overall configuration of the plasma reactor for bio-oil upgrading which mainly consists of inner and outer electrodes and pulsed electric generator. In a study, 4-methylanisole conversion (as a model compound of lignin-derived bio-oil) in a catalytic reactor with electric discharges for the removal of oxygen from bio-oil using different commercial catalysts containing Pt-Cl, Ni-Mo, Co-Mo, Pt-Re, and Ni supported on Al2O3 was investigated [97]. The 4-methylanisole conversion (98.7%) and deoxygenation degree (47%) were obtained in the presence of Pt-Cl/Al2O3 and Pt-Re/Al2O3 catalysts, respectively. The plasma catalysis apparatus showed a lower discharge power, electrode temperature, and breakdown voltage in comparison with the plasma reactor in the absence of catalyst.

Simplified plasma reactor setup. The reactor is made of quartz glass, the inner electrode is stainless steel, the outer one is brass (or copper foil), and the generator is able to create up to 10 kV voltage. The electric field is generated to excite electrons which are used to ionize the carrier gas molecules (e.g., Ar), and to create radicals to react with feed for upgrading [60, 96, 97]
Fast pyrolysis of wood biomass in a pulse-current reactor (consisting of graphite dies and quartz tube (sample), pyrolysis oil collection bottle, and gas sampling bag) showed that by elevating the temperature up to 500–700 °C, the gas and bio-oil yields increased, and biochar yield decreased. Besides, phenolic compounds, like guaiacol, catechol, 4-vinyl guaiacol, and vanillin, were obtained as well, while pyrolysis at 800 °C resulted in the production of aromatic hydrocarbons such as naphthalene, acenaphthylene, anthracene, and pyrene and chemicals such as benzene, toluene, and styrene due to the deoxygenation of products at higher temperature [68].
3.3.2 Microwave-assisted process (MAP)
In the microwave pyrolysis process, a different methodology by microwave radiation (as an indirect heat source) to the pyrolysis of waste materials and/or biomass is utilized. The microwave absorbent is able to absorb microwave energy and heat up to reach the desired temperature for the pyrolysis of waste material [33].
Glycerol with such characteristics, like low vapor pressure, high-boiling point, high dielectric constant, etc., can be the best solvents for any thermochemical process. Crude glycerol was used as feedstock for pyrolysis into gaseous and liquid products by means of a microwave heating technique. A coconut shell-based activated carbon catalyst was used simultaneously to improve the product properties. Pyrolysis temperature influenced the product yield, and the liquid product yield was obtained at the highest level at the temperature of 400 °C, while gases were produced more at 700 °C. Another decisive factor was an inert carrier gas flow which affected the product yield. In fact, low carrier gas flow rate led to an increase in the residence time of pyrolysis, consequently resulting in liquid product yield (by the increase in condensation rate) enhancement. The authors claimed that the pyrolysis products can possibly be used as alternative fuels in combustion systems [62]. Figure 10 shows the experimental setup in detail. When lignocellulosic biomass is treated under microwave irradiation, the polar chemicals are heated rapidly; however, nonpolar chemicals are not affected by the radiation and not heated up. Integration of biomass and crude glycerol with the assistance of microwave treatment is a suitable way of fast pyrolysis. The experiment by kernel olive and crude glycerol showed that higher liquid yield was achieved by microwave pretreated mixtures in comparison with nonpretreated feedstock. Moreover, the results indicated an increase in syngas (H2+CO) production in comparison with the nonmicrowave pretreated samples. On the other hand, microwave pretreatment had no significant influence on the biochar yields and characteristics. Gas products from the pyrolysis contained H2, CO, CO2, CH4, C2H4, and C2H6. Adding of glycerol to olive kernel resulted in enhancement in hydrogen and carbon dioxide concentrations and a reduction in carbon monoxide and methane. Glycerol addition led to an enhancement in CO2 and H2 formation and reduction in CO and CH4 production. This happened due to the higher moisture content of the mixtures (compared with raw biomass) which resulted in producing more steam and stimulating endothermic reactions between the steam and pyrolysis products [59]. Recently, a study [58] showed that microwave-assisted pretreatment before CFP of lignocellulosic biomass in the presence of formic acid (MW-FA) is a practical way to increase aromatic production in CFP. The pretreatment could depolymerize the recalcitrant structure of lignocellulosic biomass and, consequently, enhance the availability of cellulose for pyrolysis.

Crude glycerol pyrolysis by magnetron microwave (max power 800 W) in a quartz reactor. Operating temperature is between 300 and 800 °C; glycerol is mixed with activated carbon [62]
A microwave-assisted pyrolysis was applied to transform crude glycerol from biodiesel waste into biofuel at temperatures of 300–800 °C and gas flow rates of 100–2000 mL/min, in the presence of carbonaceous catalyst. In such a process, the quantity of products in each phase depends on the residence time, reaction temperature, and catalyst effect which influence the reaction system and relative activation energy. The catalyst illustrated a tendency toward hydrogen gas selectivity, resulting in a lower overall mass of gaseous products. Total energy yield amplified with lessening temperature and increasing residence time. The results showed that crude glycerol as waste has the potential for bioenergy production of bio-oil and syngas [98]. In another study, glycerol pyrolysis was performed in the presence of activated carbon using an electrical furnace and a microwave oven at temperatures of 400 to 900 °C which led to higher production of syngas in microwave heating, even at low temperatures [99].
3.3.3 Upgrading of bio-oil under supercritical conditions
Figure 11 shows the schematic of bio-oil upgrading under alcoholic supercritical conditions. In such a system, by using the unique properties of SCF, like low viscosity, high diffusivity, and highly solvent power and polarity, a homogeneous reaction medium can be created. In a study carried out by Zhang et al. [65], bio-oil obtained from fast pyrolysis was upgraded in the presence of supported noble metal catalysts and hydrogen in supercritical mono-alcohol medium. At the first step, distillation of bio-oil was performed at 55 °C and 0.009 MPa as pretreatment to eliminate water. To upgrade the bio-oil, the distillation residue was mixed with solvent (methanol or ethanol), and then the catalysts (Pt/SZr, Pd/SZr, Pt/HZSM-5, and Pd/HZSM-5) were added in a reactor. Nitrogen and hydrogen were inserted into the reactor to remove the air, and 2.0 MPa hydrogen gas was introduced into the autoclave chamber at room temperature. The reaction took place for 3 h at 260 °C with stirring at 500 rpm. The pressure of the system ranged from 7.5 to 11.5 MPa. Under such circumstances, various reactions, such as esterification, hydrogenation, hydrolysis, and alcoholysis, etc., took place. As a result, acids and aldehydes were removed and a decrease in ketones, phenols, sugars, and PAHs was observed, and more esters were produced as well. However, solvent recovery and water removal process are needed as downstream processes.

Upgrading of bio-oil in supercritical mono-alcohols in the presence of bifunctional catalysts. The reactions consist of esterification, cracking (both alcoholysis and hydrolysis), hydrogenation, along with acetalization, and isomerization. The dominant product is esters [65]
Upgrading of bio-oil in supercritical ethanol in the presence of hydrogen and pristine Ni/MgO catalyst led to esterification, hydrogenation, depolymerization, and alkylation which resulted in higher HHV and pH improvement. Besides, carbon efficiency was higher due to lower coke formation. Gas yields were less than 5 wt% (the main components were CO2 and CO), which was caused by the organic acids via decarboxylation and aldehydes through decarboxylation and decarbonylation, respectively [69]. In Table 3, more details of the experiments are illustrated.
Bio-oil derived from fast pyrolysis of empty palm fruit bunch was upgraded in supercritical ethanol in the absence of any catalysts and hydrogen. Alcohol and ester types were recognized as the major compounds in the final bio-oil. Also, upgraded bio-oil was thermally stable and had low viscosity. Hydrogen donation, esterification, alcoholysis, cracking, and alkylation reactions resulted in reduction in the water/oxygen contents and an increase in the carbon/hydrogen content and calorific values [73]. In a recent study, bio-oil upgrading was performed in supercritical water in the presence of Ni-Co catalysts supported on carbon nanofibers (CNFs). Utilizing the Ni-Co/CNFs for bio-oil upgrading in supercritical water (SCW) led to improving the properties of the bio-oil. Nevertheless, it resulted in a decrease in the H/C and an increase in the O/C ratio of the upgraded bio-oil [29].
3.3.4 Fast pyrolysis of algae and upgrading of algal bio-oil
One of the most promising sources for fast pyrolysis and bio-oil production is algae. Biofuel production from algae has been an area of interest for biofuel production (third generation). Pyrolysis of algal biomass has been performed using Chlorella, Emiliania huxleyi, Nannochloropsis residue, Plocamium, Sargassum, Spirulina, Synechococcus, Tetraselmis, cultivated mixed consortia, and blue-green algae blooms (BGAB). The results showed that FP of algae is able to be industrialized. Furthermore, different catalysts have been used to upgrade the derived bio-oil such as Co/Al2O3, Ni/Al2O3, γ-Al2O3, ZSM-5, HZSM-5, and nickel phosphide.
Figure 12 shows a simplified process flow diagram for upgrading of algal bio-oil. A literature review revealed the typical properties of pyrolysis-derived bio-oil from algae which are shown in Table 1. Also, it can be concluded that a few studies have been published on upgrading of algal bio-oil which gives us the opportunity to further improve bio-oil derived from algal species [24].

Simplified process flow diagram for upgrading of algal bio-oil [24, 37]. Bio-oil after passing through the pyrolyzer is separated into parts: (1) bio-oil after passing through the cyclone, condenser, and filter enters steam reforming and (2) bio-oil after pressurizing and pretreatment goes to the hydrotreating section
Macroalgae are known as a feedstock for biofuel production. Pyrolysis of Saccharina japonica can lead to produce bio-oil, gas, and biochar. In a study, the fast pyrolysis of S. japonica in a fixed bed reactor at different temperatures was surveyed, and the highest liquid yield (40.91 wt%) was achieved at a pyrolysis temperature of 350 °C. By this approach, the components such as di-anhydromannitol, iso-sorbide, and 2-furyl methyl were observed in bio-oil. The derived bio-oil contained high nitrogen and oxygen (which resulted in lower stability), and for that reason, the upgrading methods should be applied for these bio-oils. The obtained NCGs contained CO, CO2, H2, and hydrocarbon gases from C1 to C4. The produced biochar had high HHV and contained a high carbonaceous content [70]. The HHV of the bio-oil from algae can be calculated based on Dulong’s equation:
where C, H, O, and S are the mass percentages of carbon (C), hydrogen (H), oxygen (O), and sulfur (S), respectively [70]. In another study, the pyrolysis of three types of macroalgae was performed and the yields between 37.5 and 47.4 wt% were obtained at an optimum temperature of 500 °C. The bio-oil compositions varied for different macroalgae, and hydrocarbons increased steadily when the temperature rose [100]. Another formula to estimate the HHV from the weight fractions of the elements is general Boie’s equation (Eq. 8) which demonstrated the best accordance with measuring HHV of 50 samples from cracked vegetable oil, hydrotreated cracked vegetable oil, diesel, and vegetable oil. The oxygen content of the samples differs from 10.7 to 0.09 wt% with an average relative error of 0.5% [101].
where wC, wH, wO, wN, and wS are the weight fractions of carbon, hydrogen, oxygen, nitrogen, and sulfur, respectively.
Co-pyrolysis of biomass with plastic waste, such as polystyrene, can enhance not only bio-oil quality but also in terms of quantity. High heating value and less oxygen content of synthetic polymers make them a suitable alternative. Co-pyrolysis of algae and plastic waste could lead to achieving lower oxygen content and higher carbon content of bio-oil [102].
Microalgae can also be used as a feedstock in fast pyrolysis. The pyrolysis of Scenedesmus sp. and Jatropha seedshell cake (JSC) led to the production of bio-oil which contained more oxygen and nitrogen and less sulfur compared with petroleum fuel oils (high sulfur diesel (HS diesel) and heavy fuel oil) and palm oils. Additionally, the bio-oils demonstrated high yields of fatty oxygenates and nitrogenous compounds. The major components in bio-oil were aliphatic compounds, fatty acid alkyl ester, alcohols, and nitriles. Overall, microalgae showed that it has the potentials to be used as an alternative feedstock for diesel and value-added chemical production [25].
All in all, algae can be used in FP considering that they have high oil content and high growth rate and need less farming area; however, high harvesting (production and drying) cost should not be neglected. Additionally, the provision of sufficient light will be a large challenge to cultivate algae for the production of liquid products. Besides, hydrothermal conversion processes can be a better choice to convert algae than fast pyrolysis. The essential drying of algae biomass can disappear in hydrothermal processes in contrast to fast pyrolysis.
4 Computational modeling
4.1 Classic reaction and macroscopic kinetic models
Modeling of biomass fast pyrolysis is challenging due to the influences of various parameters such as feedstocks, products, particle sizes, mass and heat transfer, and reactor configurations.
Steady-state laboratory scale of mathematical model of fast pyrolysis reactor considering reaction kinetics coupled with fluid dynamics (one-dimensional) has been developed using the Aspen Custom Modeler [103]. The model has been verified with experimental data. In this model, three phases such as gas, biomass/char, and sand were considered. In the first step, the continuity and mass balance has been done. The reaction kinetics was adopted from Arrhenius model for 19 main reactions:
The momentum model has also been considered based on driving force of fluidizing gas to carry the biomass and sand through the reactor. Ranzi et al. presented the kinetics mechanism of biomass pyrolysis and bio-oil production. Foremost, biomass characterization has been done to choose the reference species for different samples, such as cellulose, hemicellulose, lignin, extractives, metaplastics, and water based on elemental analysis (H/C/O atomic balances). Totally, 29 equations were developed with the lumped kinetic model. The model has been validated by experimental data according to thermogravimetric analysis. Moreover, the catalytic effect of ash (inorganic elements such as K, Na, Ca, Mg) showed reduction in bio-oil selectivity. Ash factor (AF) can be defined as a function of ash contents:
It is combined with activation energy for the decompositions of cellulose, hemicellulose intermediates, and charification as follows:
where a and b are constants [104]. Secondary gas-phase reactions and bio-oil production were also developed after investigating the kinetic study of fast pyrolysis. Three main groups of reactions for secondary gas reactions, such as chain radical reactions, molecular dehydration reactions, and aromatics reactions (formation of heavy polyaromatic hydrocarbons and soot), followed by char gasification and combustion in heterogeneous mode have been considered. Finally, the model of particle and reactor scale was developed using mass and energy balances. From a process point of view, mechanism and modeling of pyrolysis need to be more researched; however, biomass pyrolysis to bio-oil has already been achieved in the commercial phase [105]. Recently, the kinetic model was developed by the catalytic hydroprocessing of phenethyl phenyl ether in the presence of ruthenium-based catalysts. The results of the model showed the consumption and production of different products; nonetheless, some over-/underestimation was observed [106]. Table 4 shows the most important related mathematical equations. Commonly, macroscopic kinetic modeling is applied to simulate the thermal degradation of biomass or to calculate the production rates of species in the products. This approach can be divided on the following categories.
4.1.1 Biomass degradation model
Model fitting
Homogeneous reaction kinetics is considered in this technique as follows:
The model-fitting method is used to fit the experimental data to calculate the kinetic parameters. f(α) is used in solid reactions, such as in the reaction-order model, nucleation and growth model, and diffusion model.
Distributed activation energy model (DAEM)
In this model, it is assumed that pyrolysis takes place via various independent parallel reactions with diverse activation energies, in which the distribution of the reactions is described by a continuous function. DAEM can predict mass loss rate with a much higher accuracy in comparison with the model-fitting approaches.
Isoconversional technique
The isoconversional method does not need the assumption of f(α), and the computed kinetic parameters are more reliable and consistent. This method is able to determine the activation energy directly from a series of data under different heating rates.
4.1.2 Product estimation of pyrolysis
Detailed lumped kinetic model
This model which is based on the biomass structure characterization can be applied into the kinetics study of biomass pyrolysis. It emphasizes on the following assumptions: characterization of the biomass structure, biomass devolatilization (formation of permanent gases, condensable vapors, and char), and finally secondary gas-phase reactions of the released gases and tar. This model is more mechanistic compared to the classical lump model.
Chemical percolation devolatilization (CPD) model
This model was presented for the prediction of coal devolatilization and was recently applied to predict the devolatilization of biomass. The characterization of the biomass structure is considered in this model, and biomass is assumed as a linear arrangement of cellulose, hemicellulose, and lignin. The feed structure is simulated as clusters, labile bridges, and side chains, compared to pseudocomponents (in the detailed lumped kinetic model). The groups for lignin are aromatic rings; however, for cellulose and hemicellulose, the related groups are fixed anomeric carbon and attached hydrogen.
Kinetic Monte Carlo (KMC) model
This model is based on all possible reaction mechanisms and pathways with regard to each compound. Actually, the KMC model acts as a bridge to the macroscopic reaction rate and the microscopic rate via astochastic methodology [17].
4.1.3 Kinetic model for HDO
As two of the most important aspects of bio-oil upgrading is HDO and zeolite cracking, in this section, these methods are investigated.
Lumped kinetic model
Lumped kinetic can be successfully applied for HDO as follows [37]:
where moxy is the mass of oxygen in the product relative to the oxygen in the crude pyrolysis oil, z is the axial position in the reactor, k is the rate constant (Arrhenius expression), P is the total pressure (mainly H2), and a and b are the reaction orders for the oxygen and total pressure, respectively. Moreover, a kinetic model of the HDO of phenol was developed based on a Langmuir-Hinshelwood-type expression as well.
Deactivation of HDO
Due to poisoning by nitrogen species or water, catalyst sintering, metal deposition, such as alkali metals, or coking, catalyst deactivation occurs depending on the catalyst type; however, deposition of carbon is the most common reason of deactivation of catalyst. This phenomenon can be modeled as follows:
where k is the rate constant, k0 is the rate constant of the active catalyst, and θc is the fraction of carbon on the catalyst’s active sites.
4.1.4 Kinetic model of zeolite cracking
In contradiction to the HDO, zeolite cracking does not need external hydrogen supply. However, this process needs comparatively higher residence time (i.e., LHSV around 2 h−1). This kinetic model can be tuned to experimental data; for instance, in a study using aspen bio-oil over HZSM-5 in the temperature range from 330 to 410 °C, separate differential models were written for each of the following phase/group compounds: nonvolatiles, volatiles, oil, aqueous, gas, carbon, and residue.
Deactivation of zeolite cracking
Like HDO, carbon deposition leads to catalyst deactivation in zeolite cracking. In such a process, carbon is mainly made by polymerization and polycondensation reactions, which leads to the obstruction of the pores in the zeolites [37]. In fact, carbon formation is driven by the presence of acid sites on the catalyst resulting in poly(aromatic) carbon species. Thus, the acid sites are the crucial part of the mechanism for the deoxygenation and the deactivation.
4.2 Molecular modeling and density functional theory (DFT)
Recently, molecular-scale modeling has been developed for the simulation of the fast pyrolysis process. DFT advances make it possible to explore the fundamental aspects and the intermediate formation and decomposition mechanisms of biomass pyrolysis reactions. Regularly, intermediate reactions are tough to be experimentally observed and just pyrolysis products can be realized at ultimate state. On the other hand, related reactions are intricate due to the presence of liquid- and gas-phase intermediates; hence, their interactions need to be studied in molecular perception. Over the past years, DFT has been the prevailing method for the simulation of quantum mechanics of periodic systems. Moreover, this technique can be adopted by quantum chemistry and used for energy surface simulation in molecules. To do that, characterization of biomass and understanding its dynamics as a function of dimension and time are crucial. Concerning biomass fast pyrolysis kinetics, molecular modeling could recognize possible reaction pathways of cellulose and lignin; however, detecting transition states and reaction intermediates of hemicellulose was not comprehensively modeled because of its amorphous, variable, and unclear structure [109, 110]. In a recent study, DFT computations have been performed using Materials Studio Dmol program from Accerlrys. For the valence orbits of O, C, and H atoms, double numerical plus polarization (DNP) was used. Also to estimate the nonlocal exchange and the correlation energies of reactants, products, and transition states (the structure of activation energy), the revised Perdew-Burke-Ernzerhof (RPBE) functional of generalized gradient approximation (GGA) was utilized by the calculation of energy barrier. Pyran ring breaking in the pyrolysis of cellulose (cellotriose as the model compound) has also been modeled, and it was supposed that there were various reaction mechanisms such as direct breaking mechanism, Retro-Diels-Alder mechanism, C6AOH-assisted pinacol ring cleavage mechanism, and Retro-Aldol mechanism. It was concluded that pyran decomposition through the Retro-Aldol mechanism is more promising from a kinetics viewpoint [111]. In another research work, vanillin (4-hydroxy-3-methoxy-benzaldehyde) was used as a model compound of a lignin-derived product. Different intermediates and hydrocarbon fractions with lower molecular weights such as benzene, guaiacol, o-cresol, p-hydroxybenzaldehyde, m-methoxybenzaldehyde, phenol, and o-quinonemethide have been investigated. Bond dissociation energies (BDEs) were calculated to study the potential chemical breakage as follows:
where, H298 is the enthalpy of the molecule (R–A) and the radical of (R, A) [107].
HDO of guaiacol to aromatic compounds has been investigated using DFT along with the microkinetic model over a Ru(0001) as a model surface. They used the periodic DFT implementation in the Vienna ab initio simulation package (VASP). The projector-augmented wave (PAW) method was utilized for defining the electron-ion interactions. Furthermore, the exchange correlation energy was considered within the GGA by the aid of the PBE functional form. For dispersion interactions, the DFT-D3 approach was applied as well. The results showed that the most satisfactory pathways from a kinetic point of view are through the dehydrogenation of a hydroxyl group of guaiacol, full dehydrogenation of methoxy group, decarbonylate reaction, and finally hydrogenation to produce phenol. They calculated zero-point corrected reaction energies, activation barriers, and rate parameters for fundamental reactions. Generally, 60 reactions at four different temperatures (473–623 K) have been considered for the model, and the following terms have been studied: impacts of dispersion corrections, adsorbed intermediates, potential energy surface for different reaction pathways (including partial hydrogenations of phenyl ring, functional group removal, dehydrogenation reactions of functional groups), and mean-field microkinetic modeling [112]. A similar study has been performed for the hydrogenation of guaiacol over a Pt(111) catalyst to produce aromatics by developing 62 main reactions [113]. The reaction mechanism of guaiacol HDO to catechol on Pt(111) catalyst surface was studied using DFT along with linear free energy or BrØnsted-Evans-Polanyi (BEP) relations [114]. These relations were employed to calculate reaction barriers by correlating the activation energy Ea with the reaction energy ∆Erxn as follows:
where α and β are constants, Ea and ∆Erxn are the activation and reaction energies, respectively. Overall reactions of guaiacol on Pt(111) have been proposed and the adsorption energy was calculated as follows:
In this formula, Eslab + i is the energy of the metal slab-adsorbate structure, Eslab is the energy of a clean slab, and Ei is the energy of the adsorbate in gas phase. Relative molecular binding energies were also computed according to the energies of guaiacol and hydrogen in gas phases and the Pt surface. For instance, the binding energy of phenol can be stated as follows:
The catalytic reaction of 2-hydroxybenzaldehyde (2-HB) over Pd(111) was also modeled using DFT by using four reaction steps. Quantum chemistry was computed using the Gaussian 0924 and GaussView 525 software packages. Besides, the adsorption/desorption energies, activation energies, reaction energies, imaginary frequencies of transition states, and reaction rate constants of elementary reactions have been considered. For 24 key reactions, the pre-exponential factors and equilibrium constants were calculated as well. The results showed phenol production as an intermediate (instead of benzaldehyde) through the dehydrogenation of formyl group of 2-HB [108].
Noncatalytic guaiacol conversion has been studied by considering six reaction pathways including the thermochemistry of the reactions (exothermic and spontaneous) and transition state structure (using normal mode vibrational frequency and BDE calculation). The quantum computations were carried out by using the Gaussian and Gauss View software packages [115].
Various kinetic models of lignocellulosic biomass fast pyrolysis have been tested. Different kinetic models were reviewed such as the Kissinger model, Kissinger-Akahira-Sunose (KAS), and Flynn-Wall-Ozawa (FWO) and activation energy distribution model (AEDM). The results disclosed that the chemical percolation devolatilization model [116] is the best for predicting the products; however, the competitive model [117] indicated good consistency with bio-oil experimental data [13]. Table 4 shows the basic equations of molecular modeling.
To find the details of pyrolysis reaction pathways in gas and liquid phase, the molecular-level representation of biomass can be used. Ab initio techniques are one of the most common methods used to discriminate between reaction mechanisms and to calculate kinetic parameters. The automatic kinetic model and a first-principle-based kinetic model of biomass fast pyrolysis are promising, although more work is still required for liquid- and gas-phase reaction pathways [118].
4.3 Computational fluid dynamics (CFD) modeling
CFD simulation supposes three compounds as typical for the liquid, gas, and solid components. It can be assumed either nonuniformity of a biomass particle in the reactions or focusing on the kinetics and the composition. In a recent study, by using user-defined functions (UDF) and ANSYS Fluent software, 3D simulation has been carried out by considering complex decomposition of each biomass subcomponent, coupling with fluid dynamics and the heat and momentum transport of three Eulerian phases (species conservation and reactions, energy and momentum conservation, and phase exchanges). Reference components which represent the liquid (bio-oil), gas, and char fraction along with several reactions related to thermal cracking of the tar were taken into account. Comparison between the simulated results and experimental data revealed good agreement, except for the water content of the product which shows the possibility of this method for further works [119]. Modeling of a fluidized bed reactor of fast pyrolysis using the CFD approach was performed using the Eulerian-Eulerian method. In this technique, the hydrodynamic behavior of the system was investigated followed by studying the kinetic schemes. In addition, the impacts of biomass particle (type and size) and operating condition (temperature) were investigated. The results demonstrated that this model can be applied for designing the large-scale reactor of fast pyrolysis [120].
Taking everything into account, understanding the reaction mechanisms helps us to optimize and design the process in larger scales. Considering the complex biomass structures and reactions involved in pyrolysis makes it difficult to explicate the reaction pathways and present general models. By integration of macroscopic kinetic models with molecular simulations of the elemental reaction network, profound understanding of the biomass pyrolysis mechanism can be achieved. Although molecular simulation of the pyrolysis reaction reveals the actual pyrolysis process, due to the lack of computing proficiency, these methods just emphasized on small molecular-scale compounds, and no agreeable technique exists to address the pyrolysis of structural fragment compounds, while the molecular dynamics method has presented a worthy performance using cellulose as feedstock as a large-scale periodic structure [17].
5 Challenges, recommendations, and future perspectives
Much more research still requires to be accomplished in high-quality bio-oil production; however, recent advances have shown that worthy progress has been made in bio-oil valorization. Mathematical modeling of the complex reactions (along with understanding of the reaction mechanisms) for each technology can be useful to solve some problems, such as scaling up, avoiding additional capital investment, and obtaining faster results. In this regard, understanding the pyrolysis and catalytic mechanism during biomass waste conversion is essential for HZSM-5 modification as the most common catalyst in CFP process and bio-oil upgrading. Increasing HZSM-5 acidity and avoiding coke deposition are still to be performed in future works to gain maximum yields of the desired mono-phenol and mono-aromatic hydrocarbons [3].
Additionally, more investigation on catalyst preparation and effects must be performed. Moreover, engines should be tested (or redesigned) by bio-oils to be sure that upgraded bio-oils meet specifications or can be mixed with petroleum-derived hydrocarbons [53]. Designing a complete system of bio-oil upgrading and fast pyrolysis is difficult due to the complication of bio-oil reactions and formation and the struggle in controlling multiple reactions taking place all at once. Catalysts are helpful to overcome this issue; however, most catalysts are relatively expensive and can be easily deactivated. Likewise, HDO needs a large amount of hydrogen, and quick catalyst deactivation in zeolite cracking process is the main challenge [6]. The primary concerns about in situ catalytic fast pyrolysis are the influences of metal and oxide incorporation on the diffusional, structural, topological, and stability features of the zeolites and the probability of optimization of aromatics yield (above 95%), which needs further investigations. For the HDO process, the catalyst plays an important role in oxygen removal, dehydrogenation, decarbonylation, or decarboxylation. Catalysts based on noble metals supported on ZrO2, and transition metal phosphides on silica, demonstrated more stability than conventional (for instance, CoMo/Al2O3) catalyst. Although supported Ru, Rh, and Pt are suitable choice catalysts for HDO, the operating costs increase by using noble metals in an industrial scale. Alternatively, less expensive metal catalysts, like Ni and Cu, can be used; however, further work has to be performed in this field. The cracking of bio-oils in the presence of solid acid catalysts with mono- and multifunctional zeolite catalysts can also be utilized as an alternative for bio-oil upgrading. This process is less expensive than HDO, due to operating under atmospheric pressure and not utilizing hydrogen [121]. In CFP of biomass, the key problem is catalyst swamping and deactivating due to the presence of the alkaline ash (from biomass). In this regard, the direct contact between the catalyst and the feedstock should be avoided. Therefore, this issue must be identified and solved, before commercializing the process. To deal with this problem, an ex situ process can be suggested for reforming the primary pyrolysis vapors [122].
In the field of bio-oil upgrading, more studies on catalyst preparation (for instance, bifunctional catalysts or multifunctional catalysts) and reactor configurations are required in the future. To industrialize the upgrading of the bio-oil process, more attention must be paid to develop larger scale experimental plants and more efficient process [10]. One of the challenges for bio-oil HDT is the development of an appropriate catalyst. Suitable bio-oil HDT catalyst process should meet some features, such as high HDO rates, appropriate selectivity (optimizing the hydrogen consumption and carbon loss), and high stability (minimizing the coke formation and high tolerance against water and poisons to metal). More experimental studies by using simple model compounds could lead to better understanding of the reaction mechanisms and kinetics which is vital to test the produced bio-oil. Understanding of the catalyst deactivation mechanisms for bio-oil HTD is also crucial, to solve the problem of catalyst destruction [54]. Concerning microwave-assisted pyrolysis, an improvement can be done by studies on the types of microwave ovens (for example, single mode versus multimode) which affect the yield and composition of the products [33]. Finally, high upgrading cost is one of the main issues of the commercialization of bio-oil upgrading processes. HDT, hydrocracking, upgrading bio-oil under supercritical conditions, solvent addition and esterification, emulsification, steam reforming, and chemical extraction are among the processes which have not been industrialized due to low efficiency and their limitations [11].
Moreover, according to the literature, some studies have been done just with model compounds; thus, using real biomass and bio-oil feedstock is crucial to address for the industrialization of FP, by applying synthesized catalysts, and investigation of their performance and deactivation through advanced in situ characterization and theoretical studies, along with the kinetic analysis of the complex reaction pathways, and applying on pilot and demonstration scales [123].
6 Commercialization
6.1 Scale-up and industrial aspects
Bio-oil is an appropriate alternative to substitute petroleum-based fuel. Not only the most studies focused on the production of bio-oil in laboratory scale, but also pilot- and large-scale production systems are still limited [31]. Novel reactor structures for biomass pyrolysis include fixed bed, fluidized bed, heated kiln, rotating cone, ablative, screw feeder/auger, and vacuum pyrolyzers. Among them, three reactor configurations, comprising bubbling and circulating fluidized beds and rotating cone, have been industrialized, while others are at demonstration, pilot, or laboratory stages. The other technologies are also at the research and development step which are being considered for commercialization, such as microwave-assisted pyrolysis, hydrothermal pyrolysis, catalytic pyrolysis, and integrated pyrolysis process incorporated with iron ore reduction and NOx reduction techniques [32]. Furthermore, research on the photocatalysis-assisted catalytic upgrading of bio-oil (for instance by utilizing TiO2 as a representative of photocatalytic semiconductor materials) should also be further investigated [76].
The economic aspects of catalytic processes for biofuel production have also been considered. In this regard, the economics can be considered by relating the processing cost to the feed cost [82]. Scaling up the laboratory experiments by addressing main issues, such as the most suitable processing mode, reactor type, and heat integration technology (e.g., using any by-products (i.e., biochar, coke on catalyst, noncondensable gases) for the heat generation), is needed at this stage. Moreover, more research is required for understanding the influences of altered operating parameters and optimizing heat balance of the CFP. Besides, removal of solids from the product oil is necessary in order to remove the undesirable effects on downstream processes [122]. Upgrading of bio-oil by SCFs is not practical on a large scale on an economic point of view, because of the high cost of the organic solvents although it is possible to use solvents of sustainable production like bioethanol. This can be a part of a biorefinery with cascaded utilization of biomass.
Integration of upgrading processes of catalytic pyrolysis and catalytic cracking has led to increasing the liquid yield and promoting the quality of the derived biofuel. Catalytic pyrolysis could also improve the production rate and quality of bio-oils in the presence of proper catalysts; however, there are some disadvantages, like catalyst deactivation, reactor clogging, coke production, high water content in bio-oils, etc. Hydrogenation and esterification methods in one reactor showed better results compared with the conventional technique because of the use of bifunctional catalysts. Besides, more novel and economically feasible catalysts (like amorphous catalysts) for the application in HDO process with high oxygen content should be further developed [10].
In a recent study, a commercial scale biomass fast pyrolysis plant (1–3 T/h feedstock input) was established (downdraft circulating fluidized bed reactor was used). The plant is comprised of a feeding system, a heat carrier system, a reactor system, a cyclone system, a condensation system, and a carbon separating system. This plant was operated in continuous mode, and there was no need for any external energy to heat during normal operation. At stable condition at 550 °C, the yield of bio-oil is 48.1 wt%, and the relative values are 26.0 and 25.9 wt% for char and noncondensable, respectively. The highest component concentration in the bio-oil products was phenolic compounds (14.92%) [124]. Also, there are some industrial plants of FP. Ensyn is one of the longest running commercial plant (Renfrew Canada). It produces high yields of valuable biocrude from renewable cellulosic biomass, typically wood-derived feedstocks (yields are normally 70 to 75 wt%) (http://www.ensyn.com, April 2018). BTG-BTL, Netherlands, produces pyrolysis oil to replace natural gas in high-pressure steam systems. Fortum uses pyrolysis bio-oil as replacement to heavy fuel oil in commercial plants located in Finland and Sweden [125]. Moreover, four fast pyrolysis pilot plants have been developed by VTT research by utilizing various biomasses for production of biofuels and biochemical [126]. All in all, scaling up of the new technics of bio-oil upgrading is challenging which should be studied in the future.
6.2 Energy efficiency
In general, three categories of energy are need in the FP process: thermal energy to keep suitable pyrolysis temperature in the reactor wall or heat carrier; the energy needed for grinding and drying the feed material into smaller particle size; and many electric motors to support the different flow rates, pressures, and power for pumps, compressors, and the filtration systems. As a result, the importance of energy efficiency is crucial for this technology which can be identified as:
where ηenergy is the energy efficiency of the pyrolysis process, ηbiofuel is the energy content of the product, ηfeed is the energy content in the biomass feedstock, and ηprocess is the external energy consumption in the pyrolysis, the required energy to heat the biomass to a desired temperature, and the reaction energy to decompose the feedstock. To have a more efficient process, the by-products of pyrolysis can be used for energy supply. Some research disclosed that around 5.5% of produced energy is needed to supply the pyrolysis energy, and 30–35% of energy recovery is able to be achieved by the pyrolysis process, while more complete energy investigation will be required at industrial scale [9].
6.3 Cost analysis
The reactor involves 10–15% of the total capital cost of pyrolysis (although technically it is the most important part). The other parts are storage tanks, structures, pumps and exchanges, etc. The variable and operating costs consist of biomass collection and harvesting storage and handling (23–30%), drying and grinding (7–9%), maintenance (17–24%), utilities (22–25%), labor (12–19%), transportation (5–7%), etc. which depend on the plant size; for instance, the pilot cost of production of bio-oil of 0.3 kg/h (0.0072 t/day) plant has around 50 times higher unit cost of production than 100 kg/h (2.4 t/day) plant, and about 100 times greater than the plant cost of production of 1000 kg/h (24 t/day). In larger sizes, the commercialization is possible; for example, by using wet wood of 100 t/day, the product cost is $1.48/gal, while by utilizing 200 and 1000 t/day of feedstock, the relative production costs are $1.11/gal and $0.6/gal, respectively [9].
The study based on a fast pyrolysis plant with bio-oil upgrading using 2000 metric tons per day (MT/day) of corn stover feedstock resulted in the following product costs: petroleum fractions in the naphtha and diesel distillation range at a product value of $3.09/gal ($0.82/L) with onsite hydrogen production, $2.11/gal ($0.56/L) with hydrogen purchase, and $0.83/gal ($0.21/L) bio-oil production. Generally, the results of cost analysis demonstrated that pyrolysis-derived biofuels can be competitive with the other fuels; however, these values are not highly accurate due to the not fully developed process. Regarding investment cost, capital costs for the integrated process of hydrogen production are assessed at $287 million with a production of 35 million gallons per year of naphtha and diesel range products. Capital costs with supplied hydrogen are estimated at $200 million with a fuel production rate of 58 million gallons per year. According to sensitivity analysis, a 5% decrease in the bio-oil to naphtha and diesel fuel yields increases fuel costs by $0.80/gal for the hydrogen production plan and $0.27/gal for the hydrogen purchase setup. Feedstock (biomass) cost can also directly affect the final production cost, for instance, varying feed costs from $50 to $100 per short ton results in changing the price of fuel from $2.57 to $3.62/gal [127]. In another study, the bio-oil production from biomass using the HDO process showed that the price of bio-oil is around 740 $/toe (ton of oil equivalent, 1 toe = 42 GJ), while the bio-ethanol price from biomass is around 1475–2029 $/toe [37].
7 Conclusions
The production of bio-oil from biomass by fast pyrolysis was reviewed in terms of recent physical and chemical/catalytic bio-oil upgrading methods. Concerning the application of upgraded bio-oils, the ultimate objective is to produce fuel compounds (such as aromatics, olefins) and/or chemicals (such as phenolics). However, sometimes, producing bio-oil which can be blended with petroleum refinery products could be beneficial. The requirement of biofuel production is a topic that should not be neglected at any rate due to its positive effects on the environment by reducing carbon dioxide emission and providing energy. The existing issues in this field are the high cost of bio-oil production from biomass and the low yield and poor quality of bio-oil. Production of bio-oil and eventually biofuel from different kinds of biomass is a result of the combination of fast pyrolysis with catalyst, solvents, etc. which can be developed more and more in the near future. The review showed that biomass is a potential resource for producing qualified bio-oil using fast pyrolysis followed by upgrading methods. Although the pyrolysis bio-oil has numerous advantages in terms of environmental aspects and sustainability, there are several disadvantages in terms of characteristics, such as high water, oxygen, ash, and solid contents; high acidity and viscosity; instability (thermally and chemically); low HHV; and not acceptable ignition and combustion features; hence, the upgrading process is necessary for producing applicable biofuel production. Numerous parameters can affect the biomass pyrolysis yields and product properties, such as the type of biomass, physical and/or chemical pretreatment of biomass, temperature, heating rate, and residence time of solid and vapor, which should be optimized for each particular process. In spite of some beneficial effects of physical upgrading of bio-oil derived from FP, such as simple operation, decrease in viscosity and increase in heating value, and decrease in ash content, chemical and catalytic upgrading techniques were the most favored research areas in recent years, because they have more advantages, like producing less oxygenated compounds and more hydrocarbons and giving higher yield. The application of supercritical fluid for bio-oil upgrading gives several advantages in terms of product refinement. Integrated catalytic fast pyrolysis led to an improvement in desired reactions including cracking, decarbonylation, decarboxylation, hydrocracking, hydrodeoxygenation, and hydrogenation. Catalysts such as H-ZSM-5 have exhibited increased selectivity to aromatics compared with oxygenates. Regarding the HDO process, recent studies using nanocatalysts demonstrated that the size of nanoparticles had effects on bio-oil quality. Deoxygenation of the pyrolysis vapors is a necessary step in bio-oil upgrading, and this requires improvement in catalyst properties or development of new catalysts with higher efficiencies. The metal-acid bifunctional catalysts are the suitable choices for this purpose. Also, discovering advanced synthetic techniques to prepare new bimetallic compositions and morphologies and novel support structures can be a future research area. Bifunctional catalysts (such as a metal and acid function) have demonstrated improvement in HDO activity in comparison with metal catalysts only. Furthermore, modification of zeolite catalyst with some metals, like Fe, Cu, Co, Zr, etc., resulted in more qualified bio-oil. By plasma reactor technology (catalytic and/or noncatalytic), fast pyrolysis can be performed under simple operating conditions, such as ambient temperature and atmospheric pressure, and it also has some advantages, like no coke formation and operation in a shorter time. However, this technique should be developed in the future to erect pilot and demonstrative plants. Also, upgrading of bio-oil at supercritical fluid led to a homogeneous reaction medium, which resulted in esterification, hydrogenation, hydrolysis, alcoholysis, depolymerization, and alkylation. Fast pyrolysis using microwave oven showed that this method can be beneficial for biomass thermochemical conversion and consequently production of aromatic compounds from lignocellulosic biomass and a useful way to waste management. Although there are some industrial scales of FP and bio-oil upgrading, commercialization needs more techno-economical and feasibility studies including cost and energy efficiency for different feedstocks by different processes.
Abbreviations
- AF:
-
Ash factor
- AEDM:
-
Activation energy distribution model
- AHCs:
-
Aliphatic hydrocarbons
- BDEs:
-
Bond dissociation energies
- BEP:
-
BrØnsted-Evans-Polanyi
- BGAB:
-
Blue-green algae blooms
- BTX:
-
Benzene, toluene, xylene
- BTEX:
-
Benzene, toluene, ethylbenzene, and xylenes
- CFD:
-
Computational fluid dynamics
- CFP:
-
Catalytic fast pyrolysis
- CNFs:
-
Carbon nanofibers
- CPD:
-
Chemical percolation devolatilization
- DAEM:
-
Distributed activation energy model
- DBD:
-
Dielectric barrier discharge
- DDO:
-
Direct hydrodeoxygenation
- DFT:
-
Density functional theory
- DNP:
-
Double numerical plus polarization
- ESP:
-
Electrostatic precipitator
- FCC:
-
Fluid catalytic cracking
- FP:
-
Fast pyrolysis
- FWO:
-
Flynn-Wall-Ozawa
- GGA:
-
Generalized gradient approximation
- HDO:
-
Hydrodeoxygenation
- HDT:
-
Hydrotreating
- HHV:
-
Higher heating value
- ICP:
-
Integrated catalytic pyrolysis
- IIFB:
-
Internally interconnected fluidized bed reactor
- JSC:
-
Jatropha seedshell cake
- KAS:
-
Kissinger-Akahira-Sunose
- KMC:
-
Kinetic Monte Carlo
- LHV:
-
Lower heating value
- LHSV:
-
Liquid hourly space velocity
- MAHs:
-
Monocyclic aromatic hydrocarbons
- MAP:
-
Microwave-assisted pyrolysis
- MFC:
-
Mass flow control
- MW-FA:
-
Microwave-assisted pretreatment in the presence of formic acid
- NCGs:
-
Noncondensable gases
- NT:
-
Nonthermal
- OOC:
-
Oxygenated organic compounds
- PAHs:
-
Polycyclic aromatic hydrocarbons
- PAW:
-
Projector-augmented wave
- PO:
-
Pyrolysis oil
- PR:
-
Plasma reactor
- RPBE:
-
Revised Perdew-Burke-Ernzerhof
- SCF:
-
Supercritical fluid
- SPE:
-
Solid-phase extraction
- TOF:
-
Turnover frequency
- UDF:
-
User-defined functions
- VASP:
-
Vienna ab initio simulation package
References
Ramsurn H, Gupta RB (2013) Nanotechnology in solar and biofuels. ACS Sustain Chem Eng 1(7):779–797
Liu C, Wang H, Karim AM, Sun J, Wang Y (2014) Catalytic fast pyrolysis of lignocellulosic biomass. Chem Soc Rev 43(22):7594–7623
Li Y, Li B, Zhang X, Chen L, Zhang Q, Wang T, Ma L (2016) Continuous pyrolysis and catalytic upgrading of corncob hydrolysis residue in the combined system of auger reactor and downstream fixed-bed reactor. Energy Convers Manag 122:1–9
Runnebaum RC, Nimmanwudipong T, Block DE, Gates BC (2012) Catalytic conversion of compounds representative of lignin-derived bio-oils: a reaction network for guaiacol, anisole, 4-methylanisole, and cyclohexanone conversion catalysed by Pt/[gamma]-Al2O3. Cat Sci Technol 2(1):113–118
Gayubo AG, Valle B, Aguayo AT, Olazar M, Bilbao J (2010) Pyrolytic lignin removal for the valorization of biomass pyrolysis crude bio-oil by catalytic transformation. J Chem Technol Biotechnol 85(1):132–144
Dickerson T, Soria J (2013) Catalytic fast pyrolysis: a review. Energies 6(1):514–538
Gollakota ARK, Reddy M, Subramanyam MD, Kishore N (2016) A review on the upgradation techniques of pyrolysis oil. Renew Sust Energ Rev 58(Supplement C):1543–1568
Mohan D, Pittman CU, Steele PH (2006) Pyrolysis of wood/biomass for bio-oil: a critical review. Energy Fuel 20(3):848–889
Jahirul M, Rasul M, Chowdhury A, Ashwath N (2012) Biofuels production through biomass pyrolysis—a technological review. Energies 5(12):4952–5001
Zhang L, Liu R, Yin R, Mei Y (2013) Upgrading of bio-oil from biomass fast pyrolysis in China: a review. Renew Sust Energ Rev 24(Supplement C):66–72
Xiu S, Shahbazi A (2012) Bio-oil production and upgrading research: a review. Renew Sust Energ Rev 16(7):4406–4414
Yang Z, Kumar A, Huhnke RL (2015) Review of recent developments to improve storage and transportation stability of bio-oil. Renew Sust Energ Rev 50:859–870
Papari S, Hawboldt K (2015) A review on the pyrolysis of woody biomass to bio-oil: focus on kinetic models. Renew Sust Energ Rev 52(Supplement C):1580–1595
Shen D, Jin W, Hu J, Xiao R, Luo K (2015) An overview on fast pyrolysis of the main constituents in lignocellulosic biomass to valued-added chemicals: structures, pathways and interactions. Renew Sust Energ Rev 51(Supplement C):761–774
Sharma A, Pareek V, Zhang D (2015) Biomass pyrolysis—a review of modelling, process parameters and catalytic studies. Renew Sust Energ Rev 50(Supplement C):1081–1096
Zhang Q, Chang J, Wang T, Xu Y (2007) Review of biomass pyrolysis oil properties and upgrading research. Energy Convers Manag 48(1):87–92
Wang S, Dai G, Yang H, Luo Z (2017) Lignocellulosic biomass pyrolysis mechanism: a state-of-the-art review. Prog Energy Combust Sci 62:33–86
Bridgwater AV (2012) Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 38:68–94
Nanda S, Azargohar R, Kozinski JA, Dalai AK (2014) Characteristic studies on the pyrolysis products from hydrolyzed Canadian lignocellulosic feedstocks. BioEnergy Res 7(1):174–191
Anca-Couce A (2016) Reaction mechanisms and multi-scale modelling of lignocellulosic biomass pyrolysis. Prog Energy Combust Sci 53:41–79
Kim SW (2016) Pyrolysis conditions of biomass in fluidized beds for production of bio-oil compatible with petroleum refinery. J Anal Appl Pyrolysis 117:220–227
Banks SW, Nowakowski DJ, Bridgwater AV (2016) Impact of potassium and phosphorus in biomass on the properties of fast pyrolysis bio-oil. Energy Fuel 30(10):8009–8018
Czernik S, Bridgwater AV (2004) Overview of applications of biomass fast pyrolysis oil. Energy Fuel 18(2):590–598
Saber M, Nakhshiniev B, Yoshikawa K (2016) A review of production and upgrading of algal bio-oil. Renew Sust Energ Rev 58:918–930
Kim SW, Koo BS, Lee DH (2014) A comparative study of bio-oils from pyrolysis of microalgae and oil seed waste in a fluidized bed. Bioresour Technol 162:96–102
Oh S, Choi HS, Kim UJ, Choi IG, Choi JW (2016) Storage performance of bio-oil after hydrodeoxygenative upgrading with noble metal catalysts. Fuel 182:154–160
Koike N, Hosokai S, Takagaki A, Nishimura S, Kikuchi R, Ebitani K, Suzuki Y, Oyama ST (2016) Upgrading of pyrolysis bio-oil using nickel phosphide catalysts. J Catal 333:115–126
Garcìa-Pèrez M, Chaala A, Roy C (2002) Vacuum pyrolysis of sugarcane bagasse. J Anal Appl Pyrolysis 65(2):111–136
Remón J, Arauzo J, García L, Arcelus-Arrillaga P, Millan M, Suelves I, Pinilla JL (2016) Bio-oil upgrading in supercritical water using Ni-Co catalysts supported on carbon nanofibres. Fuel Process Technol 154:178–187
Czernik S, Johnson DK, Black S (1994) Stability of wood fast pyrolysis oil. Biomass Bioenergy 7(1):187–192
Isahak WNRW, Hisham MWM, Yarmo MA, Yun Hin TY (2012) A review on bio-oil production from biomass by using pyrolysis method. Renew Sust Energ Rev 16(8):5910–5923
Kan T, Strezov V, Evans TJ (2016) Lignocellulosic biomass pyrolysis: a review of product properties and effects of pyrolysis parameters. Renew Sust Energ Rev 57:1126–1140
Lam SS, Liew RK, Jusoh A, Chong CT, Ani FN, Chase HA (2016) Progress in waste oil to sustainable energy, with emphasis on pyrolysis techniques. Renew Sust Energ Rev 53:741–753
Wang S et al (2017) CHAPTER 6 characterization and separation of bio-oil, in fast pyrolysis of biomass: advances in science and technology. The Royal Society of Chemistry, p 96–116
Sundqvist T, Oasmaa A, Koskinen A (2015) Upgrading fast pyrolysis bio-oil quality by esterification and azeotropic water removal. Energy Fuel 29(4):2527–2534
Mullen CA, Boateng AA (2008) Chemical composition of bio-oils produced by fast pyrolysis of two energy crops. Energy Fuel 22(3):2104–2109
Mortensen PM, Grunwaldt JD, Jensen PA, Knudsen KG, Jensen AD (2011) A review of catalytic upgrading of bio-oil to engine fuels. Appl Catal A Gen 407(1):1–19
Lyu G, Wu S, Zhang H (2015) Estimation and comparison of bio-oil components from different pyrolysis conditions. Front Energy Res 3(28)
Oh S, Choi HS, Choi IG, Choi JW (2017) Evaluation of hydrodeoxygenation reactivity of pyrolysis bio-oil with various Ni-based catalysts for improvement of fuel properties. RSC Adv 7(25):15116–15126
Sun L, Zhang X, Chen L, Zhao B, Yang S, Xie X (2016) Comparision of catalytic fast pyrolysis of biomass to aromatic hydrocarbons over ZSM-5 and Fe/ZSM-5 catalysts. J Anal Appl Pyrolysis 121:342–346
Stefanidis SD, Karakoulia SA, Kalogiannis KG, Iliopoulou EF, Delimitis A, Yiannoulakis H, Zampetakis T, Lappas AA, Triantafyllidis KS (2016) Natural magnesium oxide (MgO) catalysts: a cost-effective sustainable alternative to acid zeolites for the in situ upgrading of biomass fast pyrolysis oil. Appl Catal B Environ 196:155–173
Verma M et al (2012) Biofuels production from biomass by thermochemical conversion technologies. Int J Chem Eng 2012 p 18
Ciddor L, Bennett JA, Hunns JA, Wilson K, Lee AF (2015) Catalytic upgrading of bio-oils by esterification. J Chem Technol Biotechnol 90(5):780–795
Diebold JP, Czernik S (1997) Additives to lower and stabilize the viscosity of pyrolysis oils during storage. Energy Fuel 11(5):1081–1091
Augustínová J et al (2013) Upgrading of biooil from fast pyrolysis. 46th International conference on petroleum processing. Bratislava, Slovak Republic
Paenpong C, Inthidech S, Pattiya A (2013) Effect of filter media size, mass flow rate and filtration stage number in a moving-bed granular filter on the yield and properties of bio-oil from fast pyrolysis of biomass. Bioresour Technol 139:34–42
Kanaujia PK, Naik DV, Tripathi D, Singh R, Poddar MK, Konathala LNSK, Sharma YK (2016) Pyrolysis of Jatropha curcas seed cake followed by optimization of liquid–liquid extraction procedure for the obtained bio-oil. J Anal Appl Pyrolysis 118:202–224
Meier D (2017) CHAPTER 9 extraction of value-added chemicals from bio-oil products, in fast pyrolysis of biomass: advances in science and technology. The Royal Society of Chemistry, p 160–199
Cáceres LA, McGarvey BD, Briens C, Berruti F, Yeung KKC, Scott IM (2015) Insecticidal properties of pyrolysis bio-oil from greenhouse tomato residue biomass. J Anal Appl Pyrolysis 112:333–340
Charon N, Ponthus J, Espinat D, Broust F, Volle G, Valette J, Meier D (2015) Multi-technique characterization of fast pyrolysis oils. J Anal Appl Pyrolysis 116:18–26
Saidi M, Samimi F, Karimipourfard D, Nimmanwudipong T, Gates BC, Rahimpour MR (2014) Upgrading of lignin-derived bio-oils by catalytic hydrodeoxygenation. Energy Environ Sci 7(1):103–129
Akia M, Yazdani F, Motaee E, Han D, Arandiyan H (2014) A review on conversion of biomass to biofuel by nanocatalysts. Biofuel Res J 1(1):16–25
Jacobson K, Maheria KC, Kumar Dalai A (2013) Bio-oil valorization: a review. Renew Sust Energ Rev 23:91–106
Wang H, Male J, Wang Y (2013) Recent advances in hydrotreating of pyrolysis bio-oil and its oxygen-containing model compounds. ACS Catal 3(5):1047–1070
Ahmadi S, Yuan Z, Rohani S, Xu C(C) (2016) Effects of nano-structured CoMo catalysts on hydrodeoxygenation of fast pyrolysis oil in supercritical ethanol. Catal Today 269:182–194
Liu Y, Li Z, Leahy JJ, Kwapinski W (2015) Catalytically upgrading bio-oil via esterification. Energy Fuel 29(6):3691–3698
Bertero M, Sedran U (2016) Immediate catalytic upgrading of soybean shell bio-oil. Energy 94:171–179
Feng Y, Li G, Li X, Zhu N, Xiao B, Li J, Wang Y (2016) Enhancement of biomass conversion in catalytic fast pyrolysis by microwave-assisted formic acid pretreatment. Bioresour Technol 214:520–527
Ganesapillai M, Manara P, Zabaniotou A (2016) Effect of microwave pretreatment on pyrolysis of crude glycerol–olive kernel alternative fuels. Energy Convers Manag 110:287–295
Hosseinzadeh MB, Rezazadeh S, Rahimpour HR, Taghvaei H, Rahimpour MR (2015) Upgrading of lignin-derived bio-oil in non-catalytic plasma reactor: effects of operating parameters on 4-methylanisole conversion. Chem Eng Res Des 104:296–305
Karnjanakom S, Bayu A, Hao X, Kongparakul S, Samart C, Abudula A, Guan G (2016) Selectively catalytic upgrading of bio-oil to aromatic hydrocarbons over Zn, Ce or Ni-doped mesoporous rod-like alumina catalysts. J Mol Catal A Chem 421:235–244
Leong SK et al (2016) Production of pyrolyzed oil from crude glycerol using a microwave heating technique. Int J Technol 2:323–331
Li P, Li D, Yang H, Wang X, Chen H (2016) Effects of Fe-, Zr-, and Co-modified zeolites and pretreatments on catalytic upgrading of biomass fast pyrolysis vapors. Energy Fuel 30(4):3004–3013
Li F, Yuan Y, Huang Z, Chen B, Wang F (2015) Sustainable production of aromatics from bio-oils through combined catalytic upgrading with in situ generated hydrogen. Appl Catal B Environ 165:547–554
Zhang J, Luo Z, Dang Q, Wang J, Chen W (2012) Upgrading of bio-oil over bifunctional catalysts in supercritical monoalcohols. Energy Fuel 26(5):2990–2995
Yang Z, Kumar A, Apblett A (2016) Integration of biomass catalytic pyrolysis and methane aromatization over Mo/HZSM-5 catalysts. J Anal Appl Pyrolysis 120:484–492
Mante OD et al (2016) Integration of catalytic fast pyrolysis and hydroprocessing: a pathway to refinery intermediates and “drop-in” fuels from biomass. Green Chem 18:6123–6135
Honma S et al (2017) Simultaneous production of aromatic chemicals and ammonia adsorbent by pulse-current pyrolysis of woody biomass. J Chem Technol Biotechnol 92:522–529
Zhang X, Zhang Q, Wang T, Li B, Xu Y, Ma L (2016) Efficient upgrading process for production of low quality fuel from bio-oil. Fuel 179:312–321
Ly HV, Kim SS, Choi JH, Woo HC, Kim J (2016) Fast pyrolysis of Saccharina japonica alga in a fixed-bed reactor for bio-oil production. Energy Convers Manag 122:526–534
Mortensen PM, Grunwaldt JD, Jensen PA, Jensen AD (2016) Influence on nickel particle size on the hydrodeoxygenation of phenol over Ni/SiO2. Catal Today 259(Part 2):277–284
Reyhanitash E, Tymchyshyn M, Yuan Z, Albion K, van Rossum G, (Charles) Xu C (2016) Hydrotreatment of fast pyrolysis oil: effects of esterification pre-treatment of the oil using alcohol at a small loading. Fuel 179:45–51
Prajitno H, Insyani R, Park J, Ryu C, Kim J (2016) Non-catalytic upgrading of fast pyrolysis bio-oil in supercritical ethanol and combustion behavior of the upgraded oil. Appl Energy 172:12–22
Widayatno WB, Guan G, Rizkiana J, Yang J, Hao X, Tsutsumi A, Abudula A (2016) Upgrading of bio-oil from biomass pyrolysis over Cu-modified β-zeolite catalyst with high selectivity and stability. Appl Catal B Environ 186:166–172
Yildiz G, Ronsse F, Vercruysse J, Daels J, Toraman HE, van Geem KM, Marin GB, van Duren R, Prins W (2016) In situ performance of various metal doped catalysts in micro-pyrolysis and continuous fast pyrolysis. Fuel Process Technol 144:312–322
Cai Y, Fan Y, Li X, Chen L, Wang J (2016) Preparation of refined bio-oil by catalytic transformation of vapors derived from vacuum pyrolysis of rape straw over modified HZSM-5. Energy 102:95–105
Zhou M, Wang Y, Wang Y, Xiao G (2015) Catalytic conversion of guaiacol to alcohols for bio-oil upgrading. J Energy Chem 24(4):425–431
Lee H, Kim H, Yu MJ, Ko CH, Jeon JK, Jae J, Park SH, Jung SC, Park YK (2016) Catalytic hydrodeoxygenation of bio-oil model compounds over Pt/HY catalyst. Sci Rep 6:28765
Lødeng R, Ranga C, Rajkhowa T, Alexiadis VI, Bjørkan H, Chytil S, Svenum IH, Walmsley J, Thybaut JW (2017) Hydrodeoxygenation of phenolics in liquid phase over supported MoO3 and carburized analogues. Biomass Conversion Biorefinery 7(3):343–359
Wei Y, Lei H, Zhu L, Zhang X, Liu Y, Yadavalli G, Zhu X, Qian M, Yan D (2016) Hydrocarbon produced from upgrading rich phenolic compound bio-oil with low catalyst coking. Fuel 178:77–84
Shi J, Zhao M, Wang Y, Fu J, Lu X, Hou Z (2016) Upgrading of aromatic compounds in bio-oil over ultrathin graphene encapsulated Ru nanoparticles. J Mater Chem A 4(16):5842–5848
Ruddy DA, Schaidle JA, Ferrell III JR, Wang J, Moens L, Hensley JE (2014) Recent advances in heterogeneous catalysts for bio-oil upgrading via “ex situ catalytic fast pyrolysis”: catalyst development through the study of model compounds. Green Chem 16(2):454–490
Wang Y, Wang J (2016) Multifaceted effects of HZSM-5 (proton-exchanged zeolite Socony Mobil-5) on catalytic cracking of pinewood pyrolysis vapor in a two-stage fixed bed reactor. Bioresour Technol 214:700–710
Pham TN, Sooknoi T, Crossley SP, Resasco DE (2013) Ketonization of carboxylic acids: mechanisms, catalysts, and implications for biomass conversion. ACS Catal 3(11):2456–2473
Snell RW, Combs E, Shanks BH (2010) Aldol condensations using bio-oil model compounds: the role of acid–base bi-functionality. Top Catal 53(15):1248–1253
Wan S, Wang Y (2014) A review on ex situ catalytic fast pyrolysis of biomass. Front Chem Sci Eng 8(3):280–294
Galadima A, Muraza O (2015) In situ fast pyrolysis of biomass with zeolite catalysts for bioaromatics/gasoline production: a review. Energy Convers Manag 105:338–354
Kabir G, Hameed BH (2017) Recent progress on catalytic pyrolysis of lignocellulosic biomass to high-grade bio-oil and bio-chemicals. Renew Sust Energ Rev 70:945–967
Hu X, Gunawan R, Mourant D, Hasan MDM, Wu L, Song Y, Lievens C, Li CZ (2017) Upgrading of bio-oil via acid-catalyzed reactions in alcohols—a mini review. Fuel Process Technol 155:2–19
Fermoso J, Pizarro P, Coronado JM, Serrano DP (2017) Advanced biofuels production by upgrading of pyrolysis bio-oil. Wiley Interdisci Rev: Energy Environ 6(4):e245
Hernando H, Moreno I, Fermoso J, Ochoa-Hernández C, Pizarro P, Coronado JM, Čejka J, Serrano DP (2017) Biomass catalytic fast pyrolysis over hierarchical ZSM-5 and beta zeolites modified with Mg and Zn oxides. Biomass Convers Biorefin 7(3):289–304
Osatiashtiani A, Puértolas B, Oliveira CCS, Manayil JC, Barbero B, Isaacs M, Michailof C, Heracleous E, Pérez-Ramírez J, Lee AF, Wilson K (2017) On the influence of Si:Al ratio and hierarchical porosity of FAU zeolites in solid acid catalysed esterification pretreatment of bio-oil. Biomass Convers Biorefin 7(3):331–342
Heracleous E, Gu D, Schüth F, Bennett JA, Isaacs MA, Lee AF, Wilson K, Lappas AA (2017) Bio-oil upgrading via vapor-phase ketonization over nanostructured FeOx and MnOx: catalytic performance and mechanistic insight. Biomass Convers Biorefin 7(3):319–329
Yin W, Venderbosch RH, He S, Bykova MV, Khromova SA, Yakovlev VA, Heeres HJ (2017) Mono-, bi-, and tri-metallic Ni-based catalysts for the catalytic hydrotreatment of pyrolysis liquids. Biomass Convers Biorefin 7(3):361–376
Nozaki T, Okazaki K (2013) Non-thermal plasma catalysis of methane: principles, energy efficiency, and applications. Catal Today 211:29–38
Rahimpour MR, Jahanmiri A, Rostami P, Taghvaei H, Gates BC (2013) Upgrading of anisole in a catalytic pulsed dielectric barrier discharge plasma reactor. Energy Fuel 27(12):7424–7431
Taghvaei H, Hosseinzadeh MB, Rezazadeh S, Rahimpour MR, Shariati A (2015) Upgrading of 4-methylanisole in a catalytic reactor with electric discharges: a novel approach to O-removal from bio-oils. Chem Eng J 281:227–235
Ng J-H, Leong SK, Lam SS, Ani FN, Chong CT (2017) Microwave-assisted and carbonaceous catalytic pyrolysis of crude glycerol from biodiesel waste for energy production. Energy Convers Manag 143:399–409
Anitha M, Kamarudin SK, Kofli NT (2016) The potential of glycerol as a value-added commodity. Chem Eng J 295:119–130
Bae YJ, Ryu C, Jeon JK, Park J, Suh DJ, Suh YW, Chang D, Park YK (2011) The characteristics of bio-oil produced from the pyrolysis of three marine macroalgae. Bioresour Technol 102(3):3512–3520
Augustin C, Sievers A, Willner T (2014) Estimating the higher heating value of CVO and HCVO fuels from elemental analysis. In: 22nd European Biomass Conference and Exhibition, 23–26 June 2014, Hamburg, Germany
Kositkanawuth K, Sattler ML, Dennis B (2014) Pyrolysis of macroalgae and polysytrene: a review. Curr Sustain/Renew Energy Rep 1(4):121–128
Humbird D, Trendewicz A, Braun R, Dutta A (2017) One-dimensional biomass fast pyrolysis model with reaction kinetics integrated in an aspen plus biorefinery process model. ACS Sustain Chem Eng 5(3):2463–2470
Ranzi E, Debiagi PEA, Frassoldati A (2017) Mathematical modeling of fast biomass pyrolysis and bio-oil formation. Note I: kinetic mechanism of biomass pyrolysis. ACS Sustain Chem Eng 5(4):2867–2881
Ranzi E, Debiagi PEA, Frassoldati A (2017) Mathematical modeling of fast biomass pyrolysis and bio-oil formation. Note II: secondary gas-phase reactions and bio-oil formation. ACS Sustain Chem Eng 5(4):2882–2896
Gomez-Monedero B, Faria J, Bimbela F, Ruiz MP (2017) Catalytic hydroprocessing of lignin β-O-4 ether bond model compound phenethyl phenyl ether over ruthenium catalysts. Biomass Convers Biorefin 7(3):385–398
Verma AM, Kishore N (2017) Molecular modelling approach to elucidate the thermal decomposition routes of vanillin. New J Chem 41(17):8845–8859
Verma AM, Kishore N (2017) Molecular simulations of palladium catalysed hydrodeoxygenation of 2-hydroxybenzaldehyde using density functional theory. Phys Chem Chem Phys 19(37):25582–25597
Murillo JD, Biernacki JJ, Northrup S, Mohammad AS (2017) Biomass pyrolysis kinetics: a review of molecular-scale modeling contributions. Braz J Chem Eng 34:1–18
Harrison NM (2017) An introduction to density functional theory I.C.o.S.T.a.M. Department of Chemistry, Editor. Access Oct 2017: www.ch.imperial.ac.uk/harrison/Teaching/DFT_NATO.pdf
Zhang M, Geng Z, Yu Y (2015) Density functional theory (DFT) study on the pyrolysis of cellulose: the pyran ring breaking mechanism. Comput Theor Chem 1067(Supplement C):13–23
Lu J, Heyden A (2015) Theoretical investigation of the reaction mechanism of the hydrodeoxygenation of guaiacol over a Ru(0 0 0 1) model surface. J Catal 321:39–50
Lu J, Behtash S, Mamun O, Heyden A (2015) Theoretical investigation of the reaction mechanism of the guaiacol hydrogenation over a Pt(111) catalyst. ACS Catal 5(4):2423–2435
Lee K, Gu GH, Mullen CA, Boateng AA, Vlachos DG (2015) Guaiacol hydrodeoxygenation mechanism on Pt(111): insights from density functional theory and linear free energy relations. ChemSusChem 8(2):315–322
Verma AM, Kishore N (2016) DFT analyses of reaction pathways and temperature effects on various guaiacol conversion reactions in gas phase environment. ChemistrySelect 1(19):6196–6205
Lewis AD, Fletcher TH (2013) Prediction of sawdust pyrolysis yields from a flat-flame burner using the CPD model. Energy Fuel 27(2):942–953
Chan W-CR, Kelbon M, Krieger BB (1985) Modelling and experimental verification of physical and chemical processes during pyrolysis of a large biomass particle. Fuel 64(11):1505–1513
Gonzalez-Quiroga A, Van Geem KM, Marin GB (2017) Towards first-principles based kinetic modeling of biomass fast pyrolysis. Biomass Convers Biorefin 7(3):305–317
Mellin P, Kantarelis E, Yang W (2014) Computational fluid dynamics modeling of biomass fast pyrolysis in a fluidized bed reactor, using a comprehensive chemistry scheme. Fuel 117(Part A):704–715
Ranganathan P, Gu S (2016) Computational fluid dynamics modelling of biomass fast pyrolysis in fluidised bed reactors, focusing different kinetic schemes. Bioresour Technol 213(Supplement C):333–341
Graça I, Lopes JM, Cerqueira HS, Ribeiro MF (2013) Bio-oils upgrading for second generation biofuels. Ind Eng Chem Res 52(1):275–287
Yildiz G, Ronsse F, Duren R, Prins W (2016) Challenges in the design and operation of processes for catalytic fast pyrolysis of woody biomass. Renew Sust Energ Rev 57:1596–1610
Heracleous E, Lappas A, Serrano D (2017) Special thematic issue in “biomass conversion and biorefinery” “advances in catalytic biomass fast pyrolysis and bio-oil upgrading”. Biomass Convers Biorefin 7(3):275–276
Cai W, Liu R (2016) Performance of a commercial-scale biomass fast pyrolysis plant for bio-oil production. Fuel 182:677–686
http://lee-enterprises.com. Pyrolysis oil—commercial markets are a reality, 2018
http://www.vttresearch.com. Fast pyrolysis—conversion of biomass to bio-oil, 2018
Mark M, Wright J et al (2010) Techno-economic analysis of biomass fast pyrolysis to transportation fuels NREL: National Laboratory of the U.S. Department of Energy, Office of Energy Efficiency & Renewable Energy, November 2010. Technical Report NREL/TP-6A20-46586
Acknowledgements
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Recent novel processes and technologies in integrated fast pyrolysis
• Physical and chemical bio-oil upgrading techniques
• Computational modeling of fast pyrolysis and bio-oil upgrading
• Issues and challenges of fast pyrolysis and bio-oil upgrading
• Scale-up consideration and future development
Rights and permissions
About this article

Cite this article
Khosravanipour Mostafazadeh, A., Solomatnikova, O., Drogui, P. et al. A review of recent research and developments in fast pyrolysis and bio-oil upgrading. Biomass Conv. Bioref. 8, 739–773 (2018). https://doi.org/10.1007/s13399-018-0320-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-018-0320-z