
A new welding method: ultrasonic assisted friction stir spot welding (UAFSSW) was put forward in the present study. UAFSSW was successfully applied to weld dissimilar AZ31 Mg alloy and 6061 Al alloy. Results show that for either conventional FSSW or UAFSSW, sound joints are obtained with the upper Mg alloy and lower Al alloy configurations. Ultrasonic vibration is beneficial for the upward flow of lower aluminum alloy, the increase of the stir zone (SZ) width and the refinement of the grains in the SZ. All cross sections of the Al–Mg joints exhibit the formation of intermetallic compounds (IMC) in the SZ. The crack of the conventional FSSW joint propagates exactly along the interface between the dissimilar materials and exhibits an inverted V-shaped morphology. After reaching the highest point of the hook defect, crack of the UAFSSW joint extends to the keyhole, leaving a portion of Mg alloy on the lower sheet. Conventional FSSW and UAFSSW joints show different IMC compositions at the faying interface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction. In the last few decades, as the resource shortage and environment protection problems become more severe, weight-saving structures have become a hotspot in industries of aerospace and transportation. Therefore, light materials are being extensively used now [1–3]. As a new variant of friction stir welding (FSW), friction stir spot welding (FSSW) has the advantage of lower energy consumption, smaller distortion, less welding defects and higher joint quality, as compared to resistance spot welding (RSW) [4]. Being a solid state joining technology, FSSW is more suitable for welding light materials, such as aluminum and magnesium alloys [5–8].
Since the invention of FSSW, many investigations about FSSW joints of Al alloy or Mg alloy have been reported [9–15]. Yin et al. [9] performed FSSW on AZ31 aluminum alloy and reported that better failure loads can be attained under conditions of larger bonded width, outward curved hook and smaller hook height. Bozzi et al. [10] found out that the FSSW joint strength was largely determined by the stir zone (SZ) width and the hook defect. Moreover, some investigations on FSSW of dissimilar Al and Mg alloys have been published. Rao et al. [13] investigated effects of the tool rotating speed on dissimilar AM60B Mg alloy and 6022-T4 Al alloy FSSW joints and studied the intermetallic compounds (IMCs) in the SZ. Furthermore, Sato et al. [15] studied the interfacial microstructure on the lap shear strength of Al alloy to Mg alloy FSSW joint. Lots of important conclusions can be obtained from these studies. However, before successful application of the Al–Mg FSSW joints, more additional research is required.
Ultrasonic assisted FSW (UAFSW) is a new derivative process of FSW. The ultrasonic vibration can increase the heat input during the welding process and decrease the welding force [16]. In the last few years, some researches about UAFSW or ultrasonic assisted FSSW (UAFSSW) have been done [16–18]. Rostamiyan et al. [16] investigated the microstructure and mechanical properties of 6061 aluminum alloy conventional FSSW and UAFSSW joints. Liu et al. [17] and Shi et al. [18] reported the material flow behavior of UAFSW and discovered that the material flow behavior was evidently enhanced during UAFSW. However, no studies on UAFSSW of magnesium to aluminum alloys have been reported yet. Therefore, in the present study, UAFSSW was applied to weld Mg alloy and Al alloy. Effects of ultrasonic vibration on hook defect, SZ width, microstructure of the joints, distribution of the IMC and fracture paths were studied in detail.
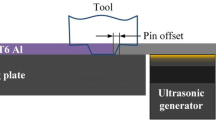
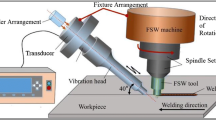
Experimental. AZ31B magnesium alloy and 6061-T6 aluminum alloy were used as the base materials (BM) in the present study. Dimensions and configuration of the two sheets are indicated in Fig. 1. Prior to welding, all sheets were cleaned with sand paper to remove the oxidation layer. The rotating tool is composed of a concentric shoulder and a tapered pin. The diameter of the shoulder is 11 mm and the pin has a right-hand thread. Diameters of the pin root and bottom are 5 to 3 mm, respectively. The FSW-3LM-4012 machine was used in the experiment. The tool rotated in an anti-clockwise direction with a zero tilt angle. Ultrasonic vibration was exerted for 5 s before the plunge of the pin and it was exerted on the lower plate under the SZ, as shown in Fig. 1. The vibration frequency was 19 kHz. Pin rotating speed was 1000 rpm and dwell time was 5 s. Other parameters, such as plunge speed, shoulder plunge depth, and retracting speed were 5 mm/min, 0.3 mm, and 10 mm/min, respectively. After the refraction of the pin, the ultrasonic vibration lasted for another 5 s.

A schematic presentation of the ultrasonic vibration during welding.
After welding, the metallographic specimens were cut through the center of the joint using a wire electrical discharge cutting machine. Then the specimens were burnished, polished and etched with Keller’s reagent. Metallographic analysis was carried out using an optical microscopy (OLYMPUS-G71). Fracture sites of the specimens were observed using a stereoscopic microscope (ZSA403). The IMC composition was examined using a SU3500 scanning electron microscope (SEM) with energy dispersive X-ray spectroscopy (EDX) capabilities.
Results and Discussion. Cross sections of conventional FSSW and UAFSSW joints are shown in Fig. 2. It can be seen that in the SZ, 6061 Al alloy flows upwards and mixes with the AZ31 alloy due to the rotation of the tool. An up-bending interface exists between the AZ31 Mg alloy and the 6061 Al alloy, which is called the hook defect. According to Yin et al. [9], the geometry of the hook defect largely influences the lap shear failure of the joint and better mechanical properties are attained when the hook height is small. As shown in Fig. 2a, 6061 Al alloy flows not only upwards into the upper sheet, but also outwards. Hence, a hook defect of the conventional FSSW joints curved outwards from the axis of the rotating pin. In the UAFSSW joints shown in Fig. 2b, 6061 Al of the lower sheet mainly exhibits an upward flow, while the hook defect is flatter.

Cross sections of the FSSW joints: (a) conventional FSSW joint; (b) UAFSSW joint; (c) magnified view of the region marked in (a); (d) magnified view of the region marked in (b).
The SZ width refers to the width from the origin of the hook defect to the keyhole. As shown in Fig. 2, SZ width is 1.34 mm of conventional FSSW joint, whereas it amounts to 1.65 mm for the UAFSSW joint. The maximum flow distances of Al alloy for the conventional FSSW and UAFSSW tools are 1.13 and 1.29 mm, respectively. The results obtained confirm the conclusion of Shi et al. [18]. During the UAFSSW process, the material flow behavior of the SZ is enhanced due to the ultrasonic vibration, which means more material adjacent the original SZ will be driven to flow. Therefore, the enhanced material flow behavior is beneficial to the upward flow of the lower 6061 Al alloy, as shown in Fig. 2b.
As shown in Fig. 3, at the end section of the hook defect, mixing degrees between the two materials show much difference. In the conventional FSSW joint, the mixing degree between 6061 Al and AZ31 Mg is insufficient, and the intersection where IMC always appear can be clearly recognized. Better mixing is formed in the UAFSSW joint. As shown in Fig. 3b, plenty of complex lamellar-like shear bands formed between 6061 Al alloy and AZ31 Mg alloy. Therefore, the conclusion can be attained that ultrasonic vibration can enhance material mixing when dissimilar alloys are welded.

Mixing of the dissimilar materials in two different joints: (a) conventional FSSW joint; (b) UAFSSW joint.
In case of FSW, the SZ microstructure plays a predominant role for the joint quality. In general, uniform and fine grains of the SZ always provide a better strength and a higher hardness. On the contrary, nonuniform grains of the SZ lead to joint strength deterioration. The SZ grains in the conventional FSSW joint and UAFSSW joint are shown in Fig. 4. It can be seen that more uniform and finer grains are observed on the UAFSSW joint,as compared to grains shown in Fig. 4a. During the UAFSSW process, the fluidity of material is evidently enhanced due to the ultrasonic vibration. Higher flow velocity is beneficial for the strain and strain rate of the material in SZ, which, in turn, enhances the dynamic recrystallization. Therefore, finer grains are attained in the SZ of the UAFSSW joint. As shown in Fig. 4, the average size of the grains decreases from 8 to 4 μm when the UAFSSW is used.

Grains in the SZ in two different joints: (a) conventional FSSW joint; (b) UAFSSW joint.
Fracture sites of the conventional FSSW joints and UAFSSW joints are shown in Fig. 5. It can be seen that both joints manifest fracture initiation at the hook defect, while in the region adjacent to the keyhole, the respective crack propagation paths are different. As shown in Fig. 5a, in the conventional FSSW joint, the crack propagates exactly along the interface between the two materials and exhibits an inverted “V” shape. In the UAFSSW joint, after initiating at the tip of the hook defect, the crack propagates along the hook and then upwards. At the region adjacent to the keyhole, the crack shows a flat fracture path towards the keyhole instead of propagating along the interface. A portion of Mg alloy remains in the lower Al alloy, as shown in Fig. 5e and 5f.

Fracture sites of the joints: (a) general view of the conventional FSSW joint; (b) magnified view of region A; (c) magnified view of region B; (d) general view of the UAFSSW joint; (e) magnified view of region C; (f) magnified view of region D.
Figures 6 and 7 show the SEM images and the EDX analysis results of regions E, F, and G marked in Fig. 5. As shown in Fig. 6a, the main component of the IMC is 47.329% Mg and 51.246% Al at the Mg side, while at the Al side the IMCs are mainly composed of 32.037% Mg and 64.637% Al. Therefore, it is assumed that at the lap interface of conventional FSSW joints, the Al3Mg2 is the main component of the IMC. As shown in Fig. 7, region B is located at the interface between two dissimilar alloys. The main components of the IMC are 53.464% Mg and 43.484% Al. It can be seen that the Mg percentage is much higher than that in the conventional FSSW joint. A possible reason for this is the material flow behavior at the lap interface was evidently enhanced. The mixing degree between the two materials becomes better for the UAFSSW joint, leading to an average elemental composition. It is perceived that Al12Mg17 is the main component of the IMC in the UAFSSW joints.

EDX results for the conventional FSSW joint: (a) region E; (b) region F.

EDX results for region G in the UAFSSW joint.
Conclusions. In the present study, UAFSSW was used to weld dissimilar Mg and Al alloys. The effects of ultrasonic vibration on the material flow, mixing degree, SZ grains and fracture modes of the conventional FSSW and UAFSSW joints were studied. The following conclusions can be drawn:
-
1.
Ultrasonic vibration is beneficial for the upward flow of the lower sheet material. The upward flow distance and width of SZ on the UAFSSW joint are much larger than those in the conventional FSSW joint. The mixing degree of the dissimilar materials is much higher when ultrasonic vibration is used.
-
2.
The grain size of the SZ in the UAFSSW joint is smaller than that in the conventional FSSW joint because of the ultrasonic vibration.
-
3.
In the conventional FSSW joint, cracks propagate along the faying interface of dissimilar materials. In the UAFSSW joint at the region adjacent to the keyhole, crack shows a flat fracture path towards the keyhole instead of propagating along the interface, leaving a portion of Mg alloy at the lower Al alloy.
-
4.
The main component of the IMC at the lap interface of the conventional FSSW and UAFSSW joints are Al3Mg2 and Al12Mg17, respectively.
References
Y. H. Yin, A. Ikuta, and T. H. North, “Microstructural features and mechanical properties of AM60 and AZ31 friction stir spot welds,” Mater. Des., 31, 4764–4776 (2010).
H. Badarinarayan, Y. Shi, X. Li, and K. Okamoto, “Effect of tool geometry on hook formation and static strength of friction stir spot welded aluminum 5754-O sheets,” Int. J. Mach. Tool. Manuf., 49, 814–823 (2009).
R. Z. Xu, D. R. Ni, Q. Yang, et al., “Influencing mechanism of Zn interlayer addition on hook defects of friction stir spot welded Mg–Al–Zn alloy joints,” Mater. Des., 69, 163–169 (2015).
Z. H. Zhang, X. Q. Yang, J. L. Zhang, et al., “Effect of welding parameters on microstructure and mechanical properties of friction stir spot welded 5052 aluminum alloy,” Mater. Des., 32, 4461–4470 (2011).
W. Y. Li, J. F. Li, Z. H. Zhang, et al., “Improving mechanical properties of pinless friction stir spot welded joints by eliminating hook defect,” Mater. Des., 62, 247–254 (2014).
S. Babu, G. D. Janaki Ram, P. V. Venkitakrishnan, et al., “Microstructure and mechanical properties of friction stir lap welded aluminum alloy AA2014,” J. Mater. Sci. Technol., 28, No. 5, 414–426 (2012).
Y. C. Chen and K. Nakata, “Friction stir lap joining aluminum and magnesium alloys,” Scripta Mater., 58, 433–436 (2008).
R. Cao, Q. Huang, J. H. Chen, and P. C. Wang, “Cold metal transfer spot plug welding of AA6061-T6 to galvanized steel for automotive applications,” J. Alloys Compd., 585, 622–632 (2014).
Y. H. Yin, N. Sun, T. H. North, and S. S. Hu, “Influence of tool design on mechanical properties of AZ31 friction stir spot welds,” Sci. Technol. Weld. Join., 15, No. 1, 81–86 (2010).
S. Bozzi, A. L. Helbert-Etter, T. Baudin, et al., “Influence of FSSW parameters on fracture mechanisms of 5182 aluminum welds,” J. Mater. Process. Technol., 210, 1429–1435 (2010).
S. O. Yoon, M. S. Kang, Y. J. Kwon, et al., “Influences of tool plunge speed and tool plunge depth on friction spot joining of AA5454-O aluminum alloy plates with different thicknesses,” Trans. Nonferrous Met. Soc. China, 22, s629–s633 (2012).
V. X. Tran, J. Pan, and T. Pan, “Fatigue behavior of aluminum 5754-O and 6111-T4 spot friction welds in lap-shear specimens,” Int. J. Fatigue, 30, 2175–2190 (2008).
H. M. Rao, W. Yuan, and H. Badarinarayan, “Effect of process parameters on mechanical properties of friction stir spot welded magnesium to aluminum alloys,” Mater. Des., 66, 235–245 (2015).
P. C. Lin, Z. M. Su, R. Y. He, and Z. L. Lin, “Failure modes and fatigue life estimations of spot friction welds in cross-tension specimens of aluminum 6061-T6 sheets,” Int. J. Fatigue, 38, 25–35 (2012).
Y. S. Sato, A. Shiota, H. Kokawa, et al., “Effect of interfacial microstructure on lap shear strength of friction stir spot weld of aluminum alloy to magnesium alloy,” Sci. Technol. Weld. Join., 15, No. 4, 319–324 (2010).
Y. Rostamiyan, A. Seidanloo, H. Sohrabpoor, and R. Teimouri, “Experimental studies on ultrasonically assisted friction stir spot welding of AA6061,” Arch. Civ. Mech. Eng., 15, 335–346 (2015).
X. C. Liu and C. S. Wu, “Material flow in ultrasonic vibration enhanced friction stir welding,” J. Mater. Process. Technol., 225, 32–44 (2015).
L. Shi, C. S. Wu, and X. C. Liu, “Modeling the effects of ultrasonic vibration on friction stir welding,” J. Mater. Process. Technol., 222, 91–102 (2015).
Acknowledgments
This work is supported by the National Natural Science Foundation of China (No. 51204111), the Education Department Foundation of Liaoning Province (Nos. LJQ2012015 and L2012047), the Natural Science Foundation of Liaoning Province (No. 2013024004) and the Project of Science and Technology Department of Liaoning Province (No. 2013222007).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Problemy Prochnosti, No. 1, pp. 7 – 12, January – February, 2016.
Rights and permissions
About this article

Cite this article
Ji, S.D., Li, Z.W., Ma, L. et al. Investigation of Ultrasonic Assisted Friction Stir Spot Welding of Magnesium Alloy to Aluminum Alloy. Strength Mater 48, 2–7 (2016). https://doi.org/10.1007/s11223-016-9730-y
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11223-016-9730-y