
Abstract
In this research work, friction stir welding of dissimilar AA7075-T651 and AA6061 aluminium alloys has been carried out by varying the material position and power of ultrasonic vibration (UV). Material flow, microstructure, hardness and tensile properties of the weld joint were mainly discussed . Results showed that the position of an AA7075-T651 material in the advancing side and ultrasonic power of 1.5 kW exhibited maximum tensile strength, hardness and bending strength. Elongation decreased with an increase in UV power. When using 1.5 kW UV power, the formation of multiple vortexes and distinct layers in the weld nugget zone improved the dissimilar joint property. A micro-void formation resulted from the lack of material filling and excessive turbulence when the UV power increased to 2 kW. The maximum compressive load of 50 kN was attained for the bending angle of 44° at 1.5 kW UV power. On increasing the ultrasonic power, dimples elongated and glided along the weld zone to cause void and tunnel formation .
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In recent years, weight factor plays a vital role in the manufacturing of automobile and aerospace engineering for providing reduced fuel consumption and safety to the passengers. Aluminium alloys AA7075-T651 and AA6061 favour the manufacturers to obtain lightweight, high-strength and comfortable-usage conditions. These alloys are used in the fabrication of wings, fuselage and main gear landing (MLG) links. There are plenty of welding processes available in the industries for fabrication work. Nevertheless, the importance is given to the strength of the weld joint. Fusion welding causes the essential elements present in the aluminium alloy to evaporate due to the heat involved in the process. It causes high residual stress and hot cracking [1], which makes the weld joint to lose its strength. Friction stir welding (FSW) is a developing environment-friendly welding technology in which the parent material is subjected to plastic deformation without melting. The quality of FSW joint depends upon the process parameters [2] like tool rotational speed, tool hardness, tool shoulder diameter, tool pin diameter, tool tilt angle, welding speed and tool offset.
Even though, tool geometry [3, 4] dominates the strength of the weld joint with a shoulder and small pin like arrangement. The bottom region of the tool shoulder [5, 6] has contact with the workpiece, and the heat required for plastic deformation is generated due to the friction between the shoulder and workpiece. FSW tool pin acts as a stirrer, and it mixes the material from the retreating side to advancing side. The shearing of the plasticized material should vary according to the type of pin profile. Many researchers used tool pin profile [7,8,9,10,11] like cylindrical, taper cylindrical, conical, square, hexagonal, pentagon, etc., to improve the mechanical properties and microstructure behaviour. Ilangovan et al. [12] investigated the influence of tool pin profile on microstructure and tensile behaviour of AA6061-AA5086 dissimilar joint. The FSW tool with three different pin profiles like straight cylindrical, threaded cylindrical and tapered cylindrical was used to fabricate the joints. It was found that the threaded cylindrical tool exhibited the maximum hardness of 83Hv and tensile strength of 169 MPa when compared to other tool pin profiles. Elangovan et al. [13] attempted to study the effect of FSW tool pin profiles on friction stir processing zone (FSP) of the AA2219 joint, and 15 joints were fabricated by employing five different tool pin profiles like square, triangle, cylindrical, tapered cylindrical and threaded cylindrical. The joints fabricated with square tool pin were defect free, and it exhibited maximum tensile strength. Felix et al. [14] reported that the FSW tool pin dominated the mechanical behaviour of dissimilar material (Al–Cu) joints. There were three different tool pin profiles like plain taper pin, taper threaded pin and whorl pin which were employed to fabricate the joints. It was found that joints made with plain taper pin exhibited the maximum tensile strength of 116 Mpa along with 68% joint efficiency. FSW weld joint consists of defects like pinhole, tunnel, warm holes, etc., due to the limitations of weld speed and tool wear. The strength of the weld joint can be improved by using additional arrangements like laser, post-weld heat treatment, etc.
Ahmadnia et al. [15] attempted to investigate the impact of FSW parameters along with ultrasonic vibration on the mechanical and tribological behaviour of friction stir-welded AA6061 joint. They found that ultrasonic vibration was the most dominating factor for improving the tensile strength and reducing the wear rate and surface roughness. Similar to this study, Liu et al. [16] evaluated the impact of ultrasonic vibration on material flow and plastic deformation around the FSW tool. The result revealed that the volume of the material deformed, strain rate and flow velocity could be positively influenced by ultrasonic vibration. Liu et al. [17] eliminated the tunnel formation in the nugget zone of FSW joint by improving the material flow with the help of ultrasonic vibration.
Xueqi et al. [18] improved the microstructure and mechanical properties of AA6061-T4 to AZ31B dissimilar metal joint by applying ultrasonic vibration at different FSW tool rotation speeds. Because of the added vibration at all speeds, distribution and morphology of intermetallic compounds were influenced. Ma et al. [19] explored the microstructure and material flow of AA6061 welded by ultrasonic vibration-assisted FSW process and then compared the changes with conventional FSW process to evaluate hardness, tensile strength and elongation percentage.
Alinaghian et al. [20] investigated the influence of bending mode in the ultrasonic vibration-assisted friction stir welding of AA6061-T6 plates with 3 and 5 mm thickness. It was found that bending mode could reduce the longitudinal residual stress by 24% when compared to conventional FSW process. Results revealed that the ultrasonic vibration amplitude of 2 and 3 μm provided good quality in the 3- and 5-mm-thickness weld joints. Amini et al. [21] attempted to study the effect of ultrasonic vibration on the force, tensile strength, temperature and hardness of friction stir-welded AA6061-T6. Experiments were conducted with three different welding speeds and tool rotational speeds for both FSW and UVFSW. The temperature in the FSW process was increased by ultrasonic vibration, and it enhanced the stirring action of the tool.
Shude et al. [22] introduced ultrasonic vibration in the friction stir welding of AA6061-T6 and AZ31B alloy to improve the material flow and degree of mixing. Compared to conventional FSW process, tensile strength and %elongation were improved to 120 MPa and 1.5% respectively. Tensile fractured surface SEM images exhibited dimples along with ridges, presenting a ductile and brittle mixed mode of failures. Ruilin et al. [23] proposed a model based on computational fluid dynamics and elastic–plastic mechanics theory for the friction stir welding of AA2024 assisted with ultrasonic vibration. During lower welding speed, temperature field was less when compared to higher welding speed which consisted of additional heat throughout the FSW process. Optical micrographs were compared with the numerical results to validate the numerical model.
Shi et al. [24] developed a model to analyse the influence of ultrasonic vibration on material flow, heat generation and temperature distribution in the friction stir welding process. Welding defects were eliminated in the UVFSW when compared to the conventional FSW. Even at high welding speed, quality of the weld joint was ensured because ultrasonic vibration improved the plastic material flow near the tool. Zhong et al. [25] made an attempt to investigate the influence of ultrasonic vibration on material flow and weld formation of friction stir-welded dissimilar AA6061-T6 to AA2024-T3 joint. Experiments were conducted with and without ultrasonic vibration. Weld defect was eliminated because of the enhanced material flow on both sides of the weld joint due to UVFSW. When compared to conventional FSW, UVFSW exhibited high-quality weld joints with good tensile strength. Sahu et al. [26] used the FSW factors like tool offset, tool rotational speed and position of the plate to investigate the impact of these parameters on mechanical behaviour and microstructure variations in the friction stir-welded dissimilar Al/Cu joint. It was found that by keeping the Cu plate on advancing side of tool rotation, high-quality weld joints could be obtained. In the weld zone, grain size also varied with respect to changes in the FSW process parameters. Nugget zone consisted of a mixed flow of both Al/Cu materials which was evident from the line scanning technique.
From the literature survey, it is found that only a few research works have been carried out by varying the position of material and ultrasonic vibration (UV) power. Ultrasonic vibration improves the mechanical property by enhancing the material flow in the weld joint [27]. Changing the material position from the retreating side to the advancing side will improve the heat generation, which supports the plastic deformation of the material. Moreover, the combination of variation in material position and UV power has not been studied by any researchers to the best of author’s knowledge. The present work is aimed to fabricate the FSW joints by combining the two different factors such as changing the material position and varying UV power to investigate the mechanical and microstructural behaviour of dissimilar AA7075-T651 and AA6061 joint.
2 Experiment, Materials and Method
2.1 Experimental Set-up
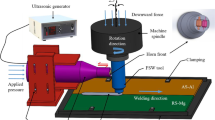
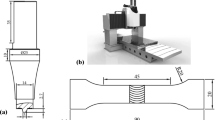
The schematic illustration of the ultrasonic vibration-assisted friction stir welding process is shown in Fig. 1. It consists of FSW tool made of HSS with shoulder diameter of 20 mm, cylindrical pin profile with the diameter of 6 mm and pin length of 6 mm which is shown Fig. 2a, and its model is shown in Fig. 2b. The FSW parameters employed [28] for the experimental work are mentioned below. Tool rotational speed and welding speed were kept constant as 2000 rpm and 60 mm/min, respectively. For both conventional FSW and UVFSW, axial force and tool tilt angle could be maintained as 2 kN and 2°, respectively. Moreover, the FSW tool offset of about 0.9 mm towards the retreating side was executed for both the processes. In this experimental work, AA7075-T651 and AA6061 dissimilar aluminium plates with 6 mm thickness were employed. The chemical composition and physical properties of the parent materials are mentioned in Tables 1 and 2. For proper positioning of the work material with respect to the tool movement, a well-designed clamping system was used.

Schematic illustration of friction stir welding process with ultrasonic vibration set-up

a FSW tool with 6 mm pin diameter used in the present study. b Tool model

Photograph of friction stir-welded dissimilar joint
Experiments were conducted with the help of a vertical CNC milling machine, which comprised of maximum spindle speed of 6000 rpm and power of about 20 hp. For conducting UVFSW process, the sonotrode set-up along with power supply was connected to a conventional FSW arrangement. The ultrasonic vibration device consisted of operating frequency of 20 kHz, amplitude of 26 µm and power varying from 0 to 3 kW. Besides, the ultrasonic device operated with the normal load of 0.5 kN. The angle of inclination maintained in between the workpiece surface and sonotrode was 40°. If the angle exceeds means, the point of contact between the tool and workpiece moves away from the tool. So, it weakens the ultrasonic effect [29] and causes tunnel formation along the weld joint as shown in Fig. 4. Moreover, it makes the fixing of sonotrode in the FSW machine difficult one. The sonotrode cannot provide sufficient pressure on the workpiece when the angle of inclination is less than 40°.

Tunnel formation during a trial run with 50° sonotrode position
A gap of 20 mm was maintained away from the tool axis to provide safe and sufficient contact between the workpiece and sonotrode. In this study, to investigate the impact of ultrasonic power on mechanical behaviour and microstructure changes, ultrasonic power could be varied as 1, 1.5 and 2 kW. The plates fabricated with conventional FSW can be classified into two categories, namely joint A and joint B, which is shown in Fig. 3. In joint A, AA7075-T651 was kept at the retreating side and AA6061 in the advancing side. However, in joint B, AA6061 was kept at the retreating side and AA7075-T651 in the advancing side. For both conditions of joint A and joint B, the ultrasonic power could be varied as mentioned above and 18 numbers of experiments were conducted including conventional FSW and UVFSW process.
2.2 Mechanical Properties Measurement
At room temperature, the tensile strength of the weld joint could be measured as a constant displacement rate of 1 mm/min by using a universal testing machine. Tensile specimens were extracted from the dissimilar welded plate by using the EDM process as shown in Fig. 5 and made as per ASTM standard size ASTM E8M [30,31,32,33,34,35]. FSW joint consist of five different zones such as nugget zone, retreating-side heat-affected zone, advancing-side heat-affected zone, retreating-side thermomechanically affected zone and advancing-side thermomechanically affected zone. When the distance from the centre of weld increases, hardness value can be changed due to variation in the temperature distribution across the zones. Vickers microhardness measurement was employed [36] with a dwell period of 15 s and 0.98 N. The uniaxial fatigue testing machine along with roller arrangement for three-point bend was used for conducting the experiments.

Photograph of specimens extracted from dissimilar welded plates
2.3 Analysis of Metallography
In the metallographic analysis, transverse cross section with 40 mm weld length from the starting point of weld that belongs to both conventional FSW and UVFSW was prepared. The cross section with 40 mm was cut from the total weld length of 80 mm to ensure that the cross section had sufficient steady weld. Next, the cross sections were ground and polished manually by using different grades of emery sheet. By using a velvet cloth, mirror finish could be obtained. Specimens prepared were immersed for 10 s in the Keller’s reagent which was used as an etchant and consisted of 2.5 ml HNO3, 1.5 ml HF and 95 ml H2O. An optical microscope was used to view its microstructure and macro-section of transverse cross section. SEM analysis was carried out on the tensile fractured surface to identify the type of failure in the weld joint (ductile or brittle). Chemical compositions enhanced the tensile strength, and its presence in the fractured surface was determined by EDX analysis.
3 Result and Discussion
This section consists of six divisions, namely (a) material flow and microstructure, (b) analysis of interface region and grain size, (c) hardness measurement, (d) measurement of tensile behaviour, (e) bending angle measurement and (f) SEM analysis of tensile fractured surface.
3.1 Material Flow and Microstructure
In the microscopic approach, it is evident that ultrasonic vibration (UV) power of 1.5 kW exhibits sound joints of AA7075-T651 and AA6061 under the different positions of plate. To observe the existence of defects like warm holes, the cluster of voids, porosity and tunnel, macrograph observation has been made as shown in Table 3. It is essential to view the micrograph of base material before FSW process as shown in Fig. 6a, b because it is easy to display the variation in material flow and pattern after FSW process. Generally, in FSW process, material available in the retreating side is less intensely shifted under tool region before depositing in the weld nugget region when compared to the advancing side which is shown in Fig. 6c, d. The ultrasonic vibration enhances the material mixing by continuously moving the plasticized material in the top surface to bottom and vice versa. Due to this continuous flow, a vortex can be formed at the weld nugget. Moreover, the formation of vortex varies according to the ultrasonic vibration power. The mixing of materials is found to be more effective when AA7075-T651 plate is placed on the advancing side with 1.5 kW UV power. It is mainly because of the reduction of flow stress [37] available in the harder alloy AA7075-T651. Without ultrasonic vibration, it is challenging for the material AA6061 in the retreating side to penetrate the weld nugget zone (WNZ). It is exciting to notice that the material flow consists of onion ring pattern in the top region of the advancing and retreating sides along with partially formed series of L-shaped vortex due to inadequate movement of material from bottom to top in the weld joint fabricated with 1 kW which is shown in Fig. 7a. In the nugget centre, a single vortex with sufficient material transfer is observed when the ultrasonic power of 1.5 kW is employed which is shown in Fig. 7b. Micro-void formation is noticed [38] when the ultrasonic vibration power reaches its maximum value of 2 kW, which is shown in Fig. 7c. It is due to the excess of material moved to the top region around the tool pin and lack of filling time [39] for the stirred material to deposit in the weld nugget zone. The thickness of the onion rings also varies from (25 to 90 μm) along with swirl due to zigzag movement of material from top to bottom when the plate position is changed, and UV power of 1 kW is employed as shown in Fig. 7d. Ultrasonic power of 1.5 kW exhibits multiple vortexes along with three distinct sub-layers such as (a) AA7075-T651 sub-layer, (b) AA6061 sub-layer and (c) mixed sub-layer of dissimilar alloys as shown in Fig. 7e. Joint B with 2 kW UV power exhibits void and tunnel formation [40] due to excessive turbulence, which transfers extra material to the top surface and lack of material in the WNZ as shown in Figs. 7f and 8. Ultrasonic-assisted FSW process can be effective to investigate the material flow in the dissimilar weld joint. It is found that material flow pattern in the friction stir-welded dissimilar joint is entirely different from the FSW process assisted by ultrasonic vibration which is shown in Fig. 9. The micrograph results reveal that ultrasonic vibration power of 1.5 kW and advancing position of AA7075-T651 material exhibit maximum tensile strength and hardness due to the formation of multiple vortexes and three distinct layers in the weld nugget zone.

Microstructure of a base metal AA7075-T651. b Base metal AA6061. c specimen 1 and d specimen 5

Microstructure of welded specimens: a specimen 2, b specimen 3, c specimen 4, d specimen 6, e specimen 7 and f specimen 8

Microstructural micrograph of specimen no. 8 illustrating the void formation in the nugget zone

Microstructural micrograph of specimen no. 7 illustrating multiple vortexes with three distinct layers in the nugget zone
3.2 Analysis of interface region and grain size
The intensity of aluminium and other elements present in the interface region has been observed by using line scanning technique. The intensity of aluminium (Al) dominates the material mixing region in all the specimens. However, the presence of other elements like magnesium (Mg), zinc (Zn), silicon (Si) and copper (Cu) along with aluminium determines the mechanical behaviour of the joint. The FSW joint with the maximum tensile strength and hardness (specimen 7) exhibits the maximum percentage of aluminium, magnesium and zinc when compared to the copper (Cu) and silicon (Si) level in the interface region which is shown in Fig. 10a–c. The intensity of magnesium and zinc improves due to the position of the AA7075-T651 plate in advancing side and enhanced material flow due to 1.5 kW ultrasonic vibration power. The joint fabricated with 2 kW UV power exhibits a minimum intensity of aluminium and other elements due to lack of material filling and tunnel formation in WNZ.

a–c Elements distribution mapping by EDAX line scan of the specimen no. 7
The grain refinement and its size determine the mechanical behaviour of the FSW-welded joints. The grain size can be measured by using Clemex image analysis software [41]. When compared to the dissimilar base metal, the grain size is reduced at the weld nugget zone due to the dynamic recrystallization process. The grains available in the TMAZ region get deformed due to the combined effect of plate position and intense stirring action of ultrasonic vibration. Moreover, the grains present in the HAZ become coarsened and its average grain size value lies in between the values of TMAZ and WNZ which is shown in Table 4. In the WNZ, the grain size decreases with an increase in ultrasonic vibration power of about 1.5 kW and exhibits maximum tensile strength and hardness. Once the UV power reaches its maximum value of 2 kW, the grain size increases due to substantial grain boundary dislocation caused by excessive turbulence in the WNZ.
3.3 Hardness Measurement
Hardness in the FSW joint can be measured across five different zones, namely (1) weld nugget zone, (2) retreating-side heat-affected zone, (3) retreating-side thermomechanically affected zone, (4) retreating-side heat-affected zone and (5) retreating-side thermomechanically affected zone. In case of conventional FSW process, the weld joint exhibits a continuous and thick IMC layer. This layer acts as a barrier to resist the indenter and raises the hardness value. However, the ultrasonic vibration breaks the IMC layer into small particles and evenly distributes them in the weld nugget zone (WNZ). The hardness value for the FSW joints fabricated under different plate positions and ultrasonic vibration power is shown in Fig. 11. When the ultrasonic vibration (UV) power increases up to 1.5 kW, welded joint’s hardness value also increases gradually in all the zones. Even though IMC layer is broken into small pieces, due to the combined effect of fine grain formation and proper material flow enhanced by the different positions of the plate and ultrasonic vibration powers can progress the hardness in the joint. Weld joints fabricated with 2 kW UV power exhibit low hardness value because of the reprecipitation, dissolution and coarsening of strengthening precipitates [42]. Compared to weld nugget zone (WNZ), hardness value drops in the TMAZ and HAZ region due to overaging and complete dissolution of strengthening precipitates [43], which cause most of the tensile specimens to fail in between WNZ and TMAZ. Hardness distribution depends upon the dynamic recrystallization, the morphology of IMC, size and distribution of precipitates. FSW joint fabricated with 1.5 kW ultrasonic vibration power and AA7075-T651 in advancing side exhibit the maximum hardness value of 149Hv because the ultrasonic cavitation reduces the solidification time and modifies the solidification structure. Intense stirring action along with 1.5 kW ultrasonic vibration power enhances the sufficient flow of liquid metallic phase which causes consistent hardness improvement for different plate positions.

Microhardness comparison of dissimilar joints
3.4 Measurement of Tensile Behaviour
The impact of material position and ultrasonic vibration power can be investigated by fabricating two different types of joints such as joint A and joint B. In these two joints, the position of the plates can be changed from retreating side (RS) to advancing side (AS) and vice versa for experimental investigation. Measured yield strength, tensile strength and % elongation values are mentioned in Table 4. In specimens 1 and 5, most of the failures occur in the right side and left side of the weld nugget zone, respectively, due to the minimum hardness value in that region as shown in Fig. 12. High-quality weld joints are fabricated when AA7075-T651 is kept at the advancing side along with the ultrasonic power of 1.5 kW. This FSW joint exhibits the maximum tensile strength of 307 Mpa, which is 99.03% of AA6061 yield strength value. Generally, in the FSW process, high heat is generated at the AS region when compared to the RS region. Moreover, the ultrasonic vibration exhibits rapid cooling speed and depression effect on shrinkage cavity. It helps the AA7075-T651 to plasticize easily and precipitates MgZn2 get shifted from the advancing side to the retreating side with the excellent material flow, which eliminates the tunnel defect and improves the tensile strength of the joint. As reported by Liu et al. [44], the length of the IMC layer and its broken fragments density regulate the tensile strength and fracture of the joint. Specimens 2–4 are fractured in between the ASTMAZ and WNZ region because the ultrasonic vibration breaks the IMC layer into fragments and its density in the mixed IMC layers [18] strengthens the region between RSTMAZ and WNZ. However, in specimens 6–8, IMC layer length reduces in between RSTMAZ and WNZ, which exhibits fracture in that region. When the ultrasonic vibration power increases to 2 kW in specimens 4 and 8, there is a sudden drop in the tensile strength of the joints along with tunnel formation. The ductility of the joint reduces because of the rapid cooling around the FSW tool by UV power of 2 kW which causes more reinforcement phase than conventional FSW and UVFSW < 2 kW. However, as the UV power increases to the maximum of 2 kW, strengthening phase formation is reduced [19] by the thermal effect of ultrasonic vibration (Table 5).

Dissimilar joints of aluminium alloys after tensile test
3.5 Bending Angle Measurement
Bending angle (BA) shows the behaviour of the joint’s weld under the different positions of plates and ultrasonic vibration (UV) power when the compressive load is applied by using three-point roller arrangement as shown in Fig. 13a. If the BA value is higher, it indicates the maximum resistance of the weld joint to the applied compressive load as shown in Fig. 13 b. The values of BA are relatively higher when the AA7075-T651 plate is in advancing side with different UV powers. Similarly, using 1 Kw UV power and placing the AA7075-T651 plates in the retreating side exhibit a minimum value of bending angle. Joints fabricated by employing 1.5 kW and advancing side with AA7075-T651 plates reveal the maximum bending angle of 44° at maximum load condition of 50 kN which is shown in Fig. 14. Moreover, one more test called U-bend test is conducted to confirm the soundness of all welded joints and to reveal the sub-surface defects as shown in Fig. 15a, b. Cracks and voids are observed when the UV power increases to 2 kW as shown in Fig. 15c. It is found that results are similar to the three-point test. Compressive strength enhances in specimens 3 and 7 due to the proper mixing of MgZn2 particles in the weld nugget zone (WNZ) as evident from the XRD analysis shown in Fig. 16. Formation of nanoscaled IMC’s layer [45] in a uniform way enhances the bonding strength of the weld joint. Increase in material deformation and material flow improvement lead to the formation of large WNZ, and it exhibits good compressive strength.

a Schematic illustration of roller arrangement in three-point bending test. b Specimen no. 7 after bending test

Comparison of bend angle with different load conditions

a Photograph of U-bend test set-up. b Face and root bending of welded samples. c Formation of voids and crack in the specimen 4 and specimen 8

XRD analysis of bend specimen 7
3.6 Tensile Fractography
The study of failure patterns in the tensile fractured surface can be characterized by employing field emission scanning electron microscope (FESEM). The FSW joint fabricated without ultrasonic vibration exhibits equiaxed dimples with a variety of sizes. Moreover, keeping AA7075-T651 in the retreating side leads to improper heat distribution which is considered as primary cause for the variety of sizes in dimples as shown in Fig. 17a. The ultrasonic vibration with 1 kW power exhibits a mixture of dimple and cleavage fracture [41] when AA7075-T651 is kept on the retreating side. It is due to the cleavage reaction in between the upper and mid-upper metal as shown in Fig. 17b. Fine dimples accumulated along the weld nugget zone exhibit excellent tensile strength when the UV power rises to 1.5 kW as shown in Fig. 17c. Formation of ridges along with microvoids is observed along the interface as shown in Fig. 17d, and the voids slowly grow due to improvement in strain during the tensile test. In joint B, the position of AA7075-T651 material shifts to the high-temperature region (advancing side), which displays fine dimples along the fractured surface as shown in Fig. 18a. Parabolic elongated dimples are observed due to tearing edges in the weld zone caused by dispersed Cu particles as shown in Fig. 18b. The downward parabola indicates that fracture initiates from the slip band below the weld surface. Figure 18c shows the presence of very fine dimples along the weld nugget zone, and it also reveals the maximum tensile strength while increasing the UV power to 1.5 kW and by keeping the AA7075-T651 material in the advancing side. Due to the effect of UV power of 2 kW, elongated dimples along with glide pattern are observed in specimen 8 as shown in Fig. 18d. EDAX analysis indicates the evidence of strengthening precipitates MgZn2 present in the tensile fractured surface of specimens 3 and 7, which improves the tensile strength and hardness value as shown in Fig. 19a and b.

SEM images of tensile fracture surface: a specimen 1, b specimen 2, c specimen 3 and d specimen 4

SEM images of tensile fracture surface: a specimen 5, b specimen 6, c specimen 7 and d specimen 8

EDAX analysis of tensile fracture surface: a specimen 3, b specimen 7
4 Conclusion
In this experimental study, the effect of plate position and ultrasonic vibration power on friction stir welding process for joining AA7075-T651 and AA6061 dissimilar joint was investigated. The following results were obtained from the present study:
-
1.
The ultrasonic vibration power of 1.5 kW and advancing position of AA7075-T651 material exhibit better mechanical properties (tensile, hardness and bending) and microstructural behaviour when compared to other joints.
-
2.
FSW joint fabricated with 1.5 kW ultrasonic vibration power and with AA7075-T651 as the advancing side reveals the maximum tensile strength of 307 N/mm2 due to the proper distribution of MgZn2 particles towards the retreating side along with the excellent material flow.
-
3.
Hardness measurement reveals that FSW joint fabricated with 5 kW ultrasonic vibration power with AA7075-T651 as the advancing side shows the maximum hardness of 149Hv because of reduced solidification time and modified solidification structure.
-
4.
Formation of nanoscaled IMC’s layer and wide weld nugget zone exhibit the maximum bending angle of 44° at the maximum load of 50kN in specimen no. 7 during the bending test.
-
5.
Microstructural analysis indicates that formation of multiple vortexes and three distinct layers of material mixing in the weld zone improves the mechanical behaviour (tensile, hardness and bending) of FSW joint fabricated with 1.5 kW ultrasonic vibration power and AA7075-T651 as the advancing side.
-
6.
Tensile fractured surface SEM morphology indicates that up to 1.5 kW ultrasonic vibration power with different plate positions exhibits fine and elongated dimples. When the ultrasonic vibration power increases to 2 kW, dimples elongate and glide along the weld zone to cause voids and tunnel formation.
Change history
18 October 2019
The Editor-in-Chief has retracted this article [1] because the eight cross-sectional macrographs shown in Table��3 are identical with cross-sectional macrographs that are part of Figure 1 in the article by Reza-E-Rabby et al. [2] which presents the results of a study using different tools and welding parameters. The data reported in this article are therefore unreliable. Darshan Rajesekaran and Yuvaraj Kunnathur Periyasamy do not agree with this retraction; Ashoka Varthanan Perumal has not replied to correspondence about this retraction.
18 October 2019
The Editor-in-Chief has retracted this article [1] because the eight cross-sectional macrographs shown in Table��3 are identical with cross-sectional macrographs that are part of Figure 1 in the article by Reza-E-Rabby et al. [2] which presents the results of a study using different tools and welding parameters. The data reported in this article are therefore unreliable. Darshan Rajesekaran and Yuvaraj Kunnathur Periyasamy do not agree with this retraction; Ashoka Varthanan Perumal has not replied to correspondence about this retraction.
References
Das U, Toppo V, Sahoo T K, and Sahoo R, Trans Indian Inst Metals 71 (2018) 823.
Heidarzadeh A, Barenji R V, Esmaily M, and Ilkhichi A R, Trans Indian Inst Metals 68 (2015) 757.
Amini S, Amiri M R, and Barani A, Int J Adv Manuf Techol 76 (2014) 255.
Shiraly M, Shamanian M, Toroghinejad M R, Jazani M A, and Sadreddini S, Trans Indian Inst Metals 70 (2017) 2205.
Ragu Nathan S, Balasubramanian V, Malarvizhi S, and Rao A G, Trans Indian Inst Metals 69 (2016) 1861.
Sevvel P, and Jaiganesh V, Trans Indian Inst Metals 68 (2015) 41.
Marzbanrad J, Akbari M, Asadi P, and Safaee S, Metall Mater Trans B 45 (2014) 1887.
Vijay S J, and Murugan N, Mater Des 31 (2010) 3585.
Liu Z, Yue Y, Zhang W, and Xing J, Trans Indian Inst Metals (2018). https://doi.org/10.1007/s12666-018-1360-6.
Khodaverdizadeh H, Heidarzadeh A, and Saeid T, Mater Des 45 (2013) 265.
Patel V V, Badheka V J, and Kumar A, Trans Indian Inst Metals 70 (2017) 1151.
Ilangovan M, Rajendra Boopathy S, and Balasubramanian V, Def Technol 11 (2015) 174.
Elangovan K, and Balasubramanian V, Mater Sci Eng A 459 (2007) 7.
Felix Xavier Muthu M, and Jayabalan V, Trans Nonferrous Metals Soc China (English Edition) 26 (2016) 984.
Ahmadnia M, Seidanloo A, Teimouri R, Rostamiyan Y, and Titrashi K G, Int J Adv Manuf Technol 78 (2015) 2009.
Liu X, Wu C, and Padhy G K, Scr Mater 102 (2015) 95.
Liu X C and Wu C S, Mater Des 90 (2016) 350.
Lv X, Wu C S, Yang C, and Padhy G K, J Mater Process Technol 254 (2018) 145.
Ma H K, He D Q, and Liu J S, Sci Technol Weld Join 20 (2015) 216.
Alinaghian I, Honarpisheh M, and Amini S, Int J Adv Manuf Technol 95 (2018) 2757.
Amini S, and Amiri M R, Int J Adv Manuf Technol 73 (2014) 127.
Ji S, Meng X, Liu Z, Huang R, and Li Z, Mater Lett 201 (2017) 173.
Ruilin L, Diqiu H, Luocheng L, Shaoyong Y, and Kunyu Y, Int J Adv Manuf Technol 73 (2014) 321.
Shi L, Wu C S, Liu X C, J Mater Process Technol 222 (2015) 91.
Zhong Y B, Wu C S, and Padhy G K, J Mater Process Technol 239 (2017) 273.
Sahu P K, Pal S, Pal S K, Jain R, J Mater Process Technol 235 (2016) 55.
Gao S, Wu C S, and Padhy G K, Sci Technol Weld Join (2018). https://doi.org/10.1080/13621718.2018.1476084.
Yuvaraj K P, Varthanan P A, and Rajendran C, Int J Comput Mater Sci Surf Eng 7 (2018) 130.
Li H, Zhang J, and Xiong Y, Sci Technol Weld Join 23 (2018) 308.
Shanmuga Sundaram N, and Murugan N, Mater Des 31 (2010) 4184.
Lakshminarayanan A K, Balasubramanian V, and Elangovan K, Int J Adv Manuf Technol 40 (2009) 286.
Babu S, Elangovan K, Balasubramanian V, and Balasubramanian M, Metals Mater Int 15 (2009) 321.
Aliha M R M, Shahheidari M, Bisadi M, Akbari M, and Hossain S, Int J Adv Manuf Technol 86 (2016) 2551.
Saravanan V, Rajakumar S, Banerjee N, and Amuthakkannan R, Int J Adv Manuf Technol 87 (2016) 2337.
Sabari S S, Malarvizhi S, and Balasubramanian V, Int J Mech Mater Eng 11 (2016) 5.
Hajihashemi M, Shamanian M, and Niroumand B, Sci Technol Weld Join 21 (2016) 493.
Sun T, Tremsin A S, Roy M J, Hofmann M, Prangnell P B, and Withers P J, Mater Sci Eng A 712 (2018) 531.
Zeng X H, Xue P, Wang D, Ni D R, Xiao B L, Wang K S, and Ma Z Y, Sci Technol Weld Join (2018). https://doi.org/10.1080/13621718.2018.1471844.
Kadlec M, Ru˚žek R, and Nováková L, Int J Fatigue 74 (2015) 7.
Reza-E-Rabby M, Tang W, and Reynolds A P, Sci Technol Weld Join 20 (2015) 425.
Golezani A S, Barenji R V, Heidarzadeh A, and Pouraliakbar H, Int J Adv Manuf Technol 81 (2015) 1155.
Giraud L, Robe H, Claudin C, Desrayaud C, Bocher P, and Feulvarch E, J Mater Process Technol 235 (2016) 220.
Daniolos N M, and Pantelis D I, Int J Adv Manuf Technol 88 (2017) 2497.
Liu Z, Meng X, Ji S, Li Z, and Wang L, J Manuf Process 31 (2018) 552.
Yang, J W, Cao B, He X C, and Luo H S, Sci Technol Weld Join 19 (2014) 500.
Author information
Authors and Affiliations
Corresponding author
Additional information
The Editor-in-Chief has retracted this article [1] because the eight cross-sectional macrographs shown in Table 3 are identical with cross-sectional macrographs that are part of Figure 1 in the article by Reza-E-Rabby et al. [2] which presents the results of a study using different tools and welding parameters. The data reported in this article are therefore unreliable. Darshan Rajesekaran and Yuvaraj Kunnathur Periyasamy do not agree with this retraction, Ashoka Varthanan Perumal has not replied to correspondence about this retraction.
[1] Kunnathur Periyasamy, Y., Perumal, A.V. and Rajasekaran, Effect of Material Position and Ultrasonic Vibration on Mechanical Behaviour and Microstructure of Friction Stir-Welded AA7075-T651 and AA6061 Dissimilar Joint,D. Trans Indian Inst Met (2018) 71: 2575. https://doi.org/10.1007/s12666-018-1389-6
[2] Md. Reza-E-Rabby, W. Tang and A. P. Reynolds (2015) Effect of tool pin features on process response variables during friction stir welding of dissimilar aluminum alloys, Science and Technology of Welding and Joining, 20:5, 425-432, DOI: 10.1179/1362171815Y.0000000036
About this article

Cite this article
Kunnathur Periyasamy, Y., Perumal, A.V. & Rajasekaran, D. RETRACTED ARTICLE: Effect of Material Position and Ultrasonic Vibration on Mechanical Behaviour and Microstructure of Friction Stir-Welded AA7075-T651 and AA6061 Dissimilar Joint. Trans Indian Inst Met 71, 2575–2591 (2018). https://doi.org/10.1007/s12666-018-1389-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-018-1389-6