
The article presents a comprehensive assessment of the technical condition of heat engineering units on-line, taking into account the operating factors. The value of the residual life of the lining of a steel-pouring ladle after 30 melts has been determined. The calculated results have been compared with the results of equipment operation. Adaptation of a comprehensive assessment of the residual life for the lining of 25-ton steel-pouring ladles allows speaking about the possibility of its application to assess the residual life of the refractory layer for a wide class of high-temperature units.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The residual life value is the initial information for making decisions to improve the reliability and safety of heat engineering equipment due to the reasonable assignment of operation terms and modes, which allows assessing the operation duration, after which the unit destruction is possible. Thus, the assessment of the residual life allows improving not only technical and operational, but also economic characteristics.
Taking into account the reduction in the lifetime of the main equipment in optimization calculations leads to an increase in economic efficiency up to 37%. When calculating the most probable capital costs and the cost of fuel, the economic effect is from 5 to 15% [1].
There are three main ways to assess the residual life of the units: physical and mathematical simulation, the use of methods of statistical processing of the results of equipment inspections, as well as the use of technological parameters measured on-line.
In the first case, the use of physical models gives sufficiently accurate results that can be applied to a number of high-temperature units. The data obtained by the authors of [2] are proposed to be used for converters, steel-pouring ladles, blast furnace troughs, etc. The disadvantage of this method of predicting the wear of refractories is the difficulty of taking into account the constantly changing operating factors of heat engineering equipment that may arise during the working campaign of a particular unit.
In [3], the results of calculating the local stress-strain state of the elements of high-temperature units in order to assess the thermomechanical resource are presented. Computer simulation shows that the resulting stresses and mechanical strains caused by the influence of an inhomogeneous temperature field can be significantly higher than the stresses caused by pressure inside the analysed component. High values of thermal tensile stresses arise as a result of a sharp cooling of the equipment during its unstable operation.
Mathematical calculations are based on the methods for determining the current state of the lining using acoustic-ultrasonic echo signal (AU-E), electromotive force (EMF), chemical analysis, scanning electron microscopy, energy dispersive spectroscopy (SEM-EDS), and x-ray diffraction (XRD) to characterize the erosion mechanism and protect the side wall of the hearth [4,5, – 6].
The use of methods of statistical processing of the results of equipment inspections allows, in contrast to scheduled preventive repairs (SPR), constantly adjusting the plans for repair work depending on the criticality of the thermal state of the lining and its participation in the production chain. It allows increasing the efficiency of using not only equipment in general, but also energy, material and human resources, etc. At the moment, there are a number of methods for assessing the residual life, each of which belongs to one of two models: logical-probabilistic or deterministic [7, 8]. The disadvantages related to the first method are also inherent in the use of statistical data: the data acquired during previous working campaigns of high-temperature units may not reflect the real conditions at the moment.
Various methods make adjustments to these calculations related to the refinement of the materials characteristics depending on the operating conditions [9, 10]. At that, these dependences are determined, as a rule, in laboratory conditions.
The use of technological parameters measured on-line allows not only determining the necessary dependences of the influence of operating factors on the state of the refractory lining, but also adjusting the unit operation and assessing the residual life with higher accuracy, which allows speaking about lifetime management [11].
This method has not been widely used in industry, which is explained by the complexity (and sometimes impossibility) of installing measuring sensors and the absence of calculation algorithms.
The influence of operating factors on the residual life of refractory lining elements, as a rule, is considered in terms of optimizing the quantitative indicators of these factors. Thus, the authors of [12] consider a number of parameters that affect the durability of the working layer only, and not the lining of the steel-pouring ladle as a whole, and, accordingly, give recommendations for adjusting the technological parameters.
In this study, the influence of operating factors on the residual life of lining refractories is considered not in terms of optimizing these parameters, but in terms of the influence of the considered factors deviation from those adopted by technology.
Results and Discussion
The duration of the working campaign of a wide class of high-temperature units depends on the technical state of the lining and the wear rate of its working layer.
Existing assessments of the residual life of high-temperature units assume the use of only statistical data on the equipment operation for predictions. The proposed comprehensive assessment involves the use of not only statistical data, but also the mode and technological parameters of operation received on-line.
A comprehensive technique for assessing the residual life of refractory materials of high-temperature units includes the following blocks:
-
block 1: acquisition of statistical initial data and on-line data;
-
block 2: mathematical model of the thermal state of the refractory layer;
-
block 3: mathematical model of temperature stresses of the refractory layer;
-
block 4: determining the adjustment coefficients for the deviation of operating conditions;
-
block 5: determining the residual life.
Let us consider the functioning of each block separately.
Block 1 assumes the availability of data on the operating thickness of the refractory layer and its wear rate, mode parameters and their changes during operation, etc. In addition, the components of this block are the value of the residual layer thickness before the next cycle of equipment operation and the parameters of the technological process, received on-line.
Statistical data are the basis for blocks 3, 4 and 5, and the data of the technological process parameters received in on-line mode are the initial and boundary conditions for block 2.
Block 2 contains a mathematical model of the thermal state of the refractory layer. For most linings of high-temperature units, the following common features characterizing the mathematical model used can be distinguished:
-
as a rule, one-dimensional temperature field, taking into account the geometric dimensions of the units;
-
one-sided heating without internal heat sources;
-
cyclic change of heating and cooling periods;
-
heat transfer through a flat wall, subject to large diameters of cylindrical units.
As an example of a comprehensive assessment of the residual life of a refractory lining, let us consider the operation of a 25-ton steel-pouring ladle.
The data of block 1 contain the values of temperatures along the lining section before the unit heating (initial conditions):
where T is the temperature, °C, at the considered point with coordinate x at time τ = 0; δ is the lining thickness, m.
The boundary conditions for the considered mathematical model will be the following:
-
boundary conditions of the 1st kind on the inner surface (the temperature of the lining inner surface is known);
-
boundary conditions of the 3rd kind on the outer surface (the pattern of heat transfer between the unit surface and the environment is known).
Taking into account the processes of thermal operation of heat engineering units, let us consider the process of heat transfer to be one-dimensional (T = T(x, τ)) without internal heat sources.
For the proposed mathematical model, let us use one of the most universal numerical methods: the method of finite difference.
To solve the resulting equation, let us use an implicit six-point difference scheme, which is unconditionally stable. The system of linear algebraic equations corresponding to the implicit six-point scheme is solved by the sweep method [13].
Block 3 includes the determining of temperature stresses based on data on temperature fields obtained during the implementation of block 2.
The calculation of thermal stresses is carried out on-line with the direct determining of temperatures by the formula [14]:
where α is the thermal stress in the lining, MPa; α is the coefficient of thermal expansion, °C–1; E is the elasticity modulus, kg/cm; v is Poisson’s ratio; Ti is the temperature at the considered point with the coordinate x at time τ, °C.
According to the analysis of the destruction conditions for the lining of high-temperature units (block 4), let us distinguish a number of conditions that determine the residual life of their refractory element: the level of thermal stresses that arise in the lining during heating and cooling, the acidity (basicity) value of the slag, the melt temperature, refractories density.
In the proposed comprehensive assessment, the operating conditions are taken into account using adjustment coefficients, which depend on the value of the operating conditions deviation from the standard value.
Firstly, these are the thermal stresses, that occur in the lining during heating and cooling, which are the determinative condition in assessing the residual life, since a decrease in the lining thickness due to the impact of thermal stresses is the most common reason for bringing high-temperature units into repair. For their assessment, appropriate criteria for determining the residual life have been developed. These criteria include not only the very fact that the values of the resulting stresses exceed the permissible values, but also the numerical reflection of the magnitude and duration of these stresses.
To take into account the thermal stresses that occur in the lining during heating and cooling, let us find the value of the adjustment coefficient deviation by the formula
where σ is the temperature stress in the lining, MPa; σperm is the ultimate strength of the refractory material used, MPa; x is the lining thickness, m; n is the number of sections in which the stresses exceed the permissible values; τ is the duration of heating or cooling, s; σav is the average value of thermal stresses in the lining in a certain section, MPa; xi is the lining thickness at which the temperature stresses in the lining exceed the ultimate strength of the refractory material used, m; τi is the duration of heating or cooling of the area where the temperature stresses in the lining exceed the ultimate strength of the refractory material used, s.
The criterion is a total indicator of stresses over the thickness x and over time τ for all moments of thermal operation of a high-temperature unit (i = 1 ... n) during one cycle, at which thermal stresses exceed the ultimate strength.
Secondly, an important operating condition is the acidity (basicity) value of the slag. It is confirmed by the significant wear rate of the slag belt refractories. The value of this condition is assumed to be constant for one operating cycle of the steel-pouring ladle.
Thirdly, an increase in the heating temperature of the lining before draining the next melt above the normed one can adversely affect their thermal strength properties. The temperature rise of the lining heating is assumed to be constant for one cycle.
Fourthly, the higher the temperature of the working medium used in the unit, the higher the likelihood of the refractory transforming into melt. For a number of high-temperature units (pouring and intermediate ladles), the temperature of the melt poured into the ladle determines the presence and magnitude of thermal shock, the impact of which affects the resistance of the ladle bottom, where, in addition to thermal shock, there is also a scouring effect of the melt. The assessment of this operating condition is also assumed to be constant for one cycle.
Fifthly, the high refractory density is an operating condition that increases the ability to resist the lining scouring. Under the influence of density, a change in this physical property of refractories of the same brand in different batches or from different manufacturers is implied. Density of refractories is assumed to be constant for the working campaign of the ladle (time between overhauls).
The operating conditions that affect the wear of the refractory layer include a number of other influences: mechanical damage during operation, abrasive metal impact, etc., or specific operating conditions that can supplement the specified operating conditions.
The values of the adjustment coefficients are taken into account when the values of the operating conditions exceed the regulated ones: temperature stresses and melt temperature; as well as in case of a decrease in the density factor of refractories. The increase or decrease in the acidity (basicity) value of the slag depends on the type of lining used. The value of the adjustment coefficients for operating conditions is determined individually for the equipment based on the experience of its operation.
The residual life nk (in the number of melts) in block 5, taking into account the adjustment coefficient of the operating conditions, will be determined by the formula
where δi is the lining thickness at the beginning of the i-th cycle, mm; δcr is the minimum permissible (critical) lining thickness, mm; v is the average decrease rate of the lining thickness of a high-temperature unit, mm/melt; Kσ is the general adjustment coefficient.
The general adjustment coefficient is calculated by multiplying the adjustment coefficients for the individual operating conditions:
To assess the residual life of the refractory layer, temperature measurements were performed on the inner surface of the ladle during its heating. Thus, block 1 includes the following information:
-
the average operating duration (working campaign) of a steel-pouring ladle before overhaul is 40 melts (cycles). Subject to the operating mode, the lining durability increases and amounts to 42 – 43 melts;
-
the initial working layer thickness of the lining from periclase bricks is 135 mm, while the minimum permissible (critical) thickness is 75 mm;
-
the average value of the decrease rate of the lining thickness of the high-temperature unit (excluding operating conditions that affect the residual life) is 1.43 mm/cycle;
-
the initial conditions: the temperature over the lining section is constant and equal to 20°C;
-
boundary conditions: on the inner surface, boundary conditions of the 1st kind; on the outer surface, boundary conditions of the 3rd kind.
The information of block 1 according to the data on the temperature change during the heating process is shown in Fig. 1 as a dependence of the temperature of the lining inner surface on time. During the heating process, the temperature was measured in the lining area with the highest temperature (the flame core area during heating).

Diagram of heating the inner surface of the lining of a steel-pouring ladle.
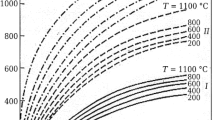
Based on the data on the temperature change of the lining inner surface, in block 2 the temperature fields of the lining during heating are calculated (see Table 1). The data on the temperature fields are the initial data for block 3 when determining the thermal stresses that occur during heating (Fig. 2). The stress values obtained in block 3 are the initial data for calculating the deviation of the adjustment coefficient for taking into account thermal stresses. Block 3 itself contains the values of the adjustment coefficients, depending on the operating conditions. To take into account the operating conditions of steel-pouring ladles, a table based on operating experience when operating conditions change in the indicated ranges has been compiled.

Stresses arising in the lining during heating: 1 ) tensile stresses on the outer surface; 2 ) compression stresses on the inner surface of the lining working layer.
To assess the residual life of the refractory layer, temperature measured on its inner surface during heating, taking into account the fact that the processes of heating steel-pouring ladles before draining each melt are identical.
Based on the determined values of the criterion for assessing the residual life and the permissible value of the criterion for assessing the residual life, one obtains the value of the operating conditions deviation for thermal stresses of 3.6, which, in accordance with the table, gives the value of the adjustment coefficient of K1 = 1.08.
According to the operation data, during the steel-pouring ladle operation for 30 cycles, no increase in the excess of basic or acid oxides was detected. Therefore, the value of this coefficient is taken equal to K2 = 1.
Exceeding the heating temperature of the ladles was not detected (K3 = 1).
The melt temperature was recorded at a level of approximately 1650 °C (an increase in the metal temperature in the ladle-furnace unit) in 15 cycles. For calculations, the adjustment coefficient for the melt temperature was taken to be K4 = 1.01.
The change in the density of the used refractories was recorded with a deviation of up to 2%. The adjustment coefficient for the refractories density is assumed to be K5 = 1.01.
The final adjustment coefficient is 1.1. The residual life nk (in the number of melts), taking into account the adjustment coefficient of operating conditions, is determined by the formula
The result obtained is confirmed by the actual operation of the steel-pouring ladles. The results of ladle operation before the overhaul showed that the total number of ladle operation cycles was 41 melts. The recommended amount after 30 melts was 10.
Conclusion
The proposed comprehensive assessment of the residual life of the lining of high-temperature units allows predicting the removal of equipment for repair using the value of the residual life of the refractory materials. A comprehensive assessment is based on statistical data on the operation of high-temperature units and data on technological measurements of parameters during operation.
Adaptation of such an assessment of the residual life for the lining of 25-ton steel-pouring ladles allows speaking about the possibility of its application to determine the residual life of refractory protection for a fairly wide class of heat engineering units.
References
R. Z. Aminov and A. I. Kozhevnikov, “Optimization of the operating conditions of gas-turbine power stations considering the effect of equipment deterioration,” Therm. Eng., 64(10), 715 – 722 (2017).
A. N. Smirnov, G. G. Nemsadze, K. N. Sharandin, et al., “Rotary furnace for comparative evaluation of heating unit refractory object erosion resistance,” Refract. Ind. Ceram., 59(2), 227 – 230 (2018).
J. Okrajni, “Thermo-mechanical fatigue conditions of power plant components,” J. Achiev. Mater. Manuf. Eng., 33(1), 53 – 61 (2009).
Y. M. Gordon, A. Sadri, K. V. Mironov, and N. A. Spirin, “Diagnostics of blast-furnace linings,” Steel Transl., 47(8), 517 – 522 (2017).
Y. Ge, Y. Li, H. Wei, et al., “A novel approach for measuring the thickness of refractory of metallurgical vessels,” Materials, 13(24), 5645 (2020).
K. X. Jiao, J. L. Zhang, Z. J. Liu, “Analysis of blast furnace hearth sidewall erosion and protective layer formation,” ISIJ Int., 56(11), 1956 – 1963 (2016).
M. Volkov, A. Kibkalo, A. Vodolagina, and V. Murgul, “Existing models of residual life assessment of structures and their comparative analysis,” Procedia Engineer., 165, 1801 – 1805 (2016).
I. A. Danyushevskii, E. V. Georgievskaya, S. N. Gavrilov, and L. D. Vlasova, “On assessment of strength and lifetime of power equipment in terms of modern capabilities,” Nadezhn. Bezop. Energet., 10(3), 237 – 242 (2017).
I. Perez, I. Moreno-Ventas, R. Parra, and G. Rios, “Post-mortem study of magnesia-chromite refractory used in a submerged arc furnace in the copper-making process,” JOM, 70(11), 2435 – 2442 (2018).
A. S. Nikiforov, E. V. Prikhod’ko, A. K. Kinzhibekova, and A. E. Karmanov, “Investigation of the dependence of refractory thermal conductivity on impregnation with a corrosive medium,” Refract. Ind. Ceram., 60(5), 463 – 467 (2020).
O. V. Goryunov and S. V. Slovtsov, “Calculation-experimental substantiation of vibration strength of NPP pipelines based on the quasi-static approach,” Nadezhn. Bezop. Energet., 10(4), 304 – 309 (2017).
A. A. Kondrukevich and D. V. Ryabyi, “Effect of operational factors on steel-teeming ladle lining working layer life,” Refract. Ind. Ceram., 58(5), 469 – 474 (2018).
V. A. Arutyunov, V. V. Bukhmirov, and S. A. Krupennikov, Mathematical Simulation of Thermal Operation of Industrial Furnaces [in Russian], Metallurgiya, Moscow (1990).
A. A. Griffith, “The phenomenon of rupture and flow in solids,” Philos. T. Roy. Soc. A, 221(4), 163 – 198 (1920).
The research was carried out with the financial support of the Science Committee of the Ministry of Education and Science of the Republic of Kazakhstan (Grant No. AP09561854).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 2, pp. 61 – 66, January, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nikiforov, A.S., Prikhodko, E.V., Kinjibekova, A.K. et al. Comprehensive Assessment of the Residual Life of Refractory Materials of High-Temperature Units. Refract Ind Ceram 63, 105–109 (2022). https://doi.org/10.1007/s11148-022-00688-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-022-00688-8