
Measures are developed for improving heating unit (converter) lining life. This task is resolved by studying the mechanism of heating unit lining breakdown during heating and cooling, changes in thermophysical properties of refractories of different composition, and also refractories impregnated with copper-nickel matte. Lining drying and heating schedules are studied. Measures developed on the basis of results obtained with proving under industrial conditions make it possible to increase converter lining life by 25 – 30% without special material consumption.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Lining refractory wear in intermittently operating hightemperature metallurgical units (converters, Waelz kilns, rotary furnaces, steel-pouring ladles, etc.) during service occurs mainly by spalling as a result of occurrence of thermal stresses within a lining. During start-up of converters without prior lining warm-up the size of lining spalling due to initial thermal shock reaches 150 mm.
Traditional refractory lay-up within nonferrous metallurgy intermittently operating high-temperature units using dry refractory powders in joints in ineffective, since it exhibits corresponding mechanical properties. During operation dry powder rises to the surface as a result of low-density and absence of adhesion with a lining, and molten reagents penetrate into exposed joints.
During cooling of a slag and matte melt, which has replaced dry powder on floating away, due to a considerable linear thermal expansion coefficient there is an increase in volume, causing internal stresses within a lining. These repeated cyclic stresses lead to rapid lining breakdown during each cycle. Simultaneously with filling of lining joints with slag and matte the lining working surface is impregnated with melt to a depth of 30 – 100 mm, as a result of which zones forms within a refractory. During lining heating and cooling thermal stresses arise at the boundary of these zones (Fig. 1), and in a number of cases exceeding refractory strength that also leads to spalling of an impregnated layer. Studies of lining stability have shown an enormous effect of thermal shock on refractory object resistance to chemical corrosion of the product being treated. Slag resistance (dynamic) of refractory specimens subjected to prior thermal shock, is several factors less than for specimens heated slowly before testing (Fig. 2).

Stress σ—strain ε dependence in chrome-magnesite refractory before and after service: I ) refractory before service; II ) least changed refractory zone; III ) refractory transition and working zone. Specimen test temperature sown on curves.

Periclase-chromite specimens (PKhS) after 6 h slag-resistance testing: PKhS-1) specimen previously subjected to thermal shock; PKhS-2) specimen heated slowly before testing.
The structure of periclase-chromite specimens, not subjected to thermal shock, is dense at the contact with slag after slag resistance testing: there is a clear chemical reaction boundary of refractory components with melt reagents. Periclase-chromite specimens subjected to prior action of thermal shock have a porous structure, and refractory components are considerably dissociated forming spaces filled with silicates. Erosion breakdown processes predominate over corrosion, and correspondingly there is an increase in refractory wear rate. Research also showed that breakdown of initial refractory continuity depends on geometric dimensions, thermophysical and elastomechanical properties of an object. In addition, there is an effect of the intensity of a change in temperature field.
In intermittently operating units, within which there is rapid lining heating and cooling, it is necessary depending on service conditions that different lining mortars (protective plasters (torcrete mixes and ramming mixes) are used considerably reducing thereby the magnitude of thermal stresses [1].
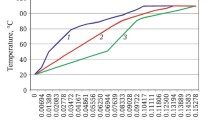
Lining warm-up during start-up of units should be performed in relation to lining refractory material thermophysical properties and its volume with an acceptable heating rate [2, 3]. An increase in heating rate for fuzed refractories of periclase-chromite composition affects an increase in elasticity modulus at certain temperatures, leading to object breakage (Fig. 3). Therefore objects based on fuzed materials are more sensitive to thermal shock and linings of

Dependence of converter tuyere belt lining wear rate on drying and heating duration.
these materials should be warmed up to the service temperature at a slower rate than those made from sintered refractories or treated with protective coatings, which sharply reduce thermal stresses arising during unit start-up (Fig. 4).

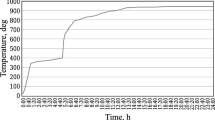
Horizontal converter lining drying and heating curve.
Analysis of a lining surface showed that with rapid lining heating surface layers exposed within a converter workspace experience compressive stresses. With rapid cooling surface layers are under the action of tensile stresses. With stable uniform conditions for a refractory lining rapid cooling is more critical than rapid heating, as a result of the poor resistance of refractories to tension and good resistance to compression. In practice cases are often encountered of lining breakdown as a result of insufficient prior lining warm-up, or a lack of it.
In view of this stresses were calculated arising in refractories not impregnated with either copper or nickel matte under conditions of total absence of compensation for relative lining elongation. The elasticity modulus of copper matte E = 25.3 MPa, average linear thermal expansion coefficient (LTEC) αv = 29.1 × 10–6 deg–1, and stress σ = 514.95 × 103 MPa. Indices for nickel matte: E=12 × 103 MPa, αav = 25.4 × 10–6 deg–1, σ = 212.8 × 103 MPa. In calculations a value of 700°C was taken for the upper temperature limit (Tables 1, 2) [4] .
In order to reduce the effect of stresses arising with difficult lining expansion, we have proposed and tested in the zone between tuyeres of a horizontal converter for nickel production (Ufalei Nickel Combine, Nizhnii Ufalei, and OOO Kombinat Yuzhuralnikel’, Orsk) a compensation lining in the form of card or tar paper from a calculation of 6 mm thermal joints per one running meter of lining. As a result of this the duration of a converter campaign, determined on the basis of the life of the tuyere belt and the zone beneath tuyeres, increased by 12 – 20%.
In addition, presence of sections with different refractory properties during service point to a requirement for induced heating of a converter lining during compulsory idle times with a temperature not below 800 – 900°C. Converter lining heating is also necessary after running or major repair. Observation of these conditions makes it possible to increase lining life by 25 – 30%.
Drying and warm-up for a furnace leads to a certain schedule for increasing temperature indicating by how many degrees per hour temperature is raised. The prescribed drying and heating rate depends on many factors: furnace lining volume and thickness; type of material; when the furnace was built; was it given prior (natural) air drying, etc. In composing schedules it is considered that at 100°C there is conversion of moisture into a vapor condition, and measures are taken in order that it is not very vigorous and does not break the refractory structure.
Normally in refractories readily subject to thermal cracking with rapid heating, corners spall, and layers separate parallel to the heating surface; with rapid cooling there is crack formation in directions perpendicular to the heated surface, but crack formation is not accompanied by separation.
If a refractory surface reacts with slag, refractory properties change, and it is readily susceptible to thermal cracking. Inadequately fired refractories with prolonged use in furnaces are subjected to sintering, which leads to an increase in glassy substance content facilitating thermal cracking.
Consequently, refractory mechanical cracking occurs as a result of an inadequate amount of expansion joints in refractory structures; in arched structures as a result of onesided heating of the inner surface of a roof. In both cases there is local stress concentration leading to refractory breakdown.
In the majority of cases structural cracking is the main reason for lining breakdown with use in high-temperature furnaces of chamotte, high-alumina, and basic refractories.
In comparing the schedules for increase in temperature it is necessary to draw attention to the following: a rate of temperature increase up to about 600°C should be slower than at a higher temperature, since moisture within a filler on heating is converted into steam. With a rapid increase in temperature the surface layer is overheated; steam, by expanding rapidly, fills the space between filler grains, but without the possibility of escaping, breaks a surface layer and is evaporated.
A temperature at the level of 600°C should be maintained for 4 – 6 h. The reason for this concerns the fact that crystal bonded water evaporates at 400 – 450°C, and for total dehydration it is necessary to hold at 600°C, i.e., at a temperature about 100°C higher. After the end of soaking moisture evaporation decreases, and therefore it is desirable that the rate of increase in temperature is elevated to 100°C/h.
Chamotte objects convey a change in temperature better than other materials. Dinas objects exhibit low thermal stability and have several critical temperature points, °C: 235, 575, and 875. At these temperatures there is crystal transformation of silica, accompanied by a rapid increase in volume. On heating magnesite and chrome-magnesite objects it should be remembered that these materials have significant shrinkage above 1600°C.
Refractory service in converters commences from the instant of drying and warm-up of a lining, and their regimes determine to a considerable extent the rate of refractory wear in in an initial campaign period. Converter lining drying and warm-up after major and running repair is also important for subsequent refractory service. Of special importance is drying and warm-up of a converter lining with use of refractories in a moistened and frozen condition.
The optimum drying and warm-up regime for converters after major repair in our opinion is a schedule of drying and warm-up used in the Almalyk Mining and Metallurgical Combine (Almalyk). Drying and warm-up time is 48 h (20 h drying and 28 h warm-up). The rate of temperature increase up to 300°C is 15 °C/h for 18 h, and from 800 – 1200°C it is 40 °C/h for 10 h.
Converter lining drying and warm-up is performed with fuel oil burners, installed in tuyere pipes. A study of the effect of drying and warm-up duration for a converter lining on the rate of refractory wear has shown that with an increase in time expended in these processes refractory wear rate decreases (see Fig. 4).
On the basis of analyzing results of studies for avoiding the effect of drying and warm-up duration for the main converter lining, and also considerable refractory moisture content within a converter lining, and the refractory wear rate, the following drying and warm-up schedule is proposed for a converter lining after major and running repair (Fig. 5). From the dependence provided it is seen that converter lining drying and warm-up after running repair should be performed for 24 h, and after major repair for 48 h.

Converter lining drying and heating curve: a) after major repair; b ) after running repair (figures on curves are heating rate, °C/h).
Refractory service conditions in different converter lining elements are not the same, and this also determines the nature and rate of their wear. A converter campaign duration is 40 – 75 days. The actual life of a tuyere belt (up to maximum wear over the center) for a converter is 34 – 68 days. Rapid wear proceeds at the start of a campaign for the first ten days, then wear rate towards the middle of a campaign decreases, and increases towards the end (Fig. 6).

Tuyere belt wear rate during campaigns 1 – 3.
The lining life for horizontal converters also depends on the duration of refractory storage and is connected with deterioration of its properties as a result of action of air moisture. The rate of refractory wear in converters increases (Fig. 7). It seen from the dependence provided that the optimum refractory storage time under these conditions is 130 days. The refractory wear rate in converters will be found within the limits of 6 mm/day.

Dependence of refractory wear rate in converters on storage duration.
Conclusion
Traditional lay-up of lining joints using dry refractory powder is ineffective and reduces its service life. In lining units for periodic operation it is necessary to use laying mortars, protective coatings, and torcrete mixes for a sharp reduction in thermal stresses within a lining.
Tests have also been proposed and performed in the zone below tuyeres in a horizontal converter of the Ufalei Nickel Combine and the Yuzhuralnikel’ Combine of compensating layers in the form of carton or tar paper calculated at 6 mm of expansion joint per one running meter of lining.
Lining warm-up during converter start-up should be carried out in relation to thermophysical and chemical properties of a refractory lay-up, and its volume with a permissible heating rate. Objects based on fuzed materials should be warmed up to the service temperature at a slower rate than sintered materials.
For refractory linings rapid cooling is more critical than rapid heating, as a result of poor refractory resistance in tension and good resistance in compression, drying and warm-up schedules have been developed for converter linings. The dependence of lining life on refractory storage duration has been established.
Observation of the measures developed made it possible to improve converter lining life in the Ufalei Nickel Combine and the Yuzhuralnikel’ Combine by 25 – 30% with minimal material consumption.
References
V. V. Slovikovskii and V. A. Rozhnonyanu, “Effect of thermal shock on lining corrosion and erosion properties,” Ogneupory Tekhn. Keram., No. 8, 36 – 39 (1997).
V. V. Slovikovskii, “Physicomechanical processes causing thermal stresses in tuyere belt linings and methods for reducing them in nonferrous metallurgy converters,” Tsvenye Metally, No. 12, 32 – 34 (2011).
V. V. Slovikovskii, V. V. Korzhavin, and S. V. Kurovskaya, “Effect of warm-up regimes for heating unit linings on refractory lay-up life,” in: Construction and Technology of Machine Manufacture [in Russian], UGTU-UPI, Ekaterinburg (2000).
V. V. Slovikovskii, “Study of elastomechanical and physicochemical properties of refractory objects with the aim of predicting nonferrous metallurgy unit lining life,” Novye Ogneupory, No. 10, 17 – 21 (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 6, pp. 9, 13, June 2015
Rights and permissions
About this article

Cite this article
Slovikovskii, V.V., Gulyaeva, A.V. Effect of Heating Unit Lining Warm-Up Regimes and Refractory Storage Duration on Refractory Lining Life. Refract Ind Ceram 56, 225–229 (2015). https://doi.org/10.1007/s11148-015-9820-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-015-9820-6