
A free SHS-compression method was used to produce large-sized plates measuring 120 × 80 × 8 and 80 × 40 × 8 mm from a titanium boride-based material using 120 kN press equipment. The structural features as well as physical and mechanical properties of the obtained materials were studied. The samples were annealed in an oxidizing atmosphere at 1100°C for 10 hours.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
One of the most important challenges during self-propagating high-temperature synthesis (SHS) applications is to directly obtain products having a specified shape, size, composition, structure, and ultimately, prescribed operating properties from the powders of refractory inorganic compounds using a single process step and same equipment. In 1975, a research was initiated to develop a method combining SHS with pressing of combustion products [1, 2]. This method has become widely used domestically, as well as internationally. The natural SHS advantages resulting from the nature of this process become more apparent when producing large-sized products larger than 100 mm in size [1]. Such products are difficult to produce by free sintering, while hot pressing in electrically heated graphite molds is expensive and labor-intensive.
Since powders of the refractory compounds are fragile and hard-to-deform materials [4], at first, it seemed that the SHS-pressing of large-sized products can only be realized using a powerful pressing equipment with special tooling.
Previously, to produce large-sized products (>100 mm) by using the SHS-pressing method, a one of a kind 2000-ton specialized hydraulic press was used, which was manufactured at the Novokramatorsk machine-building plant. Typically, the use of the SHS-pressing requires special molds, which must withstand sufficiently high pressures (~1,000 MPa) and thermal loads (~2,000 K). The mold geometry should correspond to the overall dimensions of the pressed workpiece. The difficulty of using such specialized and auxiliary limited the wide use of the SHS-pressing method in technological practice of obtaining large-sized products.
Since 1984, the fundamental and applied studies have been conducted at the specially created Laboratory of plastic deformation of materials at the Institute of Structural Macrokinetics and Materials Science (ISMAN), aimed at the development of new production methods, which would combine combustion processes with the use of heat generated by this reaction and high-temperature shearing of combustion products. Currently, such methods are being effectively used to obtain products from new multifunctional materials, such as composite ceramics with nanosized structural elements based on titanium-aluminum-carbon MAX-phase compounds, intermetallic compounds, as well as titanium borides and diborides [5]. The list of developed products includes SHS-electrodes for electric-arc alloying and electric-arc deposition, inert anodes for aluminum electrolysis, large-sized slabs and plates, etc. The results of these studies have a recognized domestic priority.
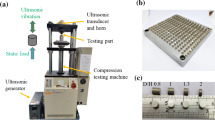
The idea of combining the processes of combustion and high-temperature shearing is realized in the free SHS-compression method. The essence of this method consists in compaction and formation of the synthesized material under constant low pressure (10 – 50 MPa) without the use of special molds [6]. This becomes an important advantage of the free SHS-compression method when producing large-sized plates. This paper presents the results of studying the free SHS-compression process for producing large-sized compact plates measuring more than 100 mm in size from powders of refractory inorganic compounds based on titanium diboride. For this purpose, a 120 kN hydraulic press was used, which is 166 times less force-wise than the 20 MN press used previously for SHS-pressing of large-sized products. Metallurgical studies as well as physical and mechanical characterization of the obtained plates were performed, and it was shown that the produced material is thermally stable up to 1100°C.
Materials and Procedures
Titanium boride-based materials, which are widely used in aviation, automotive and metallurgical industries, medicine and other fields, were selected as the subject of this study [7, 8]. The initial powders containing 89 wt.% of titanium (98 wt.%, 280 μm) and 11 wt.% of black amorphous boron (99.5 wt.%, 10 μm) were used in the proportion required to form a TiB — 40 wt.% Ti compound and ball-milled to mix. The obtained charge was dried, placed in a mold and formed to produce a workpiece with a relative density of 0.43 – 0.45. Upon initiation of burning in the SHS mode and after a set hold time, the material was compressed by a press plunger at 120 kN. In this case, the movable plates were moving along the guides in the transverse direction, thus allowing to realize the conditions of high-temperature plastic shearing of the combustion products during free SHS-compression. After compression and set hold time under pressure, the sample was placed in the furnace for 2 h and then cooled with it at 300 – 900°C to release thermoelastic stresses. The metallurgical studies were performed using the equipment of the ISMAN distributed core facilities center.
Results and Discussion
All pre-conditions required for successful realization of the free SHS-compression method were met, including the combustion temperature of the selected composition (1,950 – 2,000°C) and the reaction wavefront propagation rate (11 – 11.5 mm/sec). Under such conditions, the synthesized material is softened and can be shaped and sized accordingly by applying an external (not necessarily superhigh) pressure. The selected systems were synthesized according to the direct titanium-boron reaction to form titanium boride. Free titanium (40 wt.%) served as a matrix and helped improving the plastic properties of the synthesized material during high-temperature deformation.
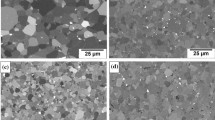
As a result of refining process parameters according to the free SHS-compression method, compact plates measuring 120 × 80 × 8 and 80 × 40 × 8 mm were obtained (Fig. 1). The plates demonstrated increased porosity in the synthesized material zones of contact with press plunger (Fig. 2a) and bottom of the mold (400 – 500 μm) due to faster cooling of the material and loss of its plastic properties. This defective portion was subsequently removed by mechanical means, which is also typical of the SHS-pressing [2]. The microstructure of the material (Fig. 2b ) is presented in the form of characteristic titanium boride whiskers measuring from 1 – 2 to 20 – 30 μm in length and having a thickness of up to 2 μm. The major fraction of the material volume is occupied by TiB whiskers measuring from 1 to 3 μm, which tend to become larger closer to the center of the plate due to less pronounced heat removal. According to x-ray diffraction (XRD) analysis, a solid solution of nitrogen in titanium (TiN0.3) was formed as a result of high chemical activity of titanium and presence of air. Small traces of solid solution of oxygen in titanium (Ti3O) are also possible (Fig. 3b ). This solid solution serves as a matrix in the composite material and helps increasing its plasticity during high-temperature deformation. Titanium boride has a characteristic orthorhombic lattice with the following parameters, Å: a = 6.12, b = 3.06, and c = 4.56. Based on the XRD results, a texturization of the synthesized material was revealed due to the shearing during compression. It should be noted that unlike the materials based on TiB — 30 wt.% Ti obtained by the SHS-extrusion method [11], the TiB whiskers become aligned in the direction of shearing, and their size is slightly smaller. By using a hydrostatic weighing technique, it was established that the produced samples had a density of 4.6 – 4.7 g/cm3 (theoretical density of the samples having a studied composition constitutes 4.9 g/cm3), while the porosity was 4 – 6%.

Plates obtained by free SHS-compression method.

Macro- (a) and microstructure (b ) of ceramic plates.

XRD pattern of the samples obtained by free SHS-compression: a) before annealing; b ) after annealing at 1,100°C.
As demonstrated by the high-temperature annealing experiments conducted at 1100°C for 10 h in an oxidizing atmosphere, the microstructure and size of the TiB whiskers did not change, nor did the microhardness of the sample, which constituted 1,000 to 1,200 kg/mm2, and the lattice parameters. After oxidation, the presence of rutile (TiO2) was additionally found on the surface of the samples. Hence, the data confirm the thermal stability of the resulting material at up to 1100°C. In this case, the thickness of the oxidized layer constitutes 150 to 200 μm.
Conclusions
It has been shown that in order to obtain large-sized products, it is not necessary to use high-force pressing equipment (up to 20 MN), which is typical for powder metallurgy. A free SHS-compression method was used to produce large-sized plates measuring 120 × 80 × 8 and 80 × 40 × 8 mm from a titanium boride-based material. The density of the plates was 4.6 – 4.7 g/cm3 at 4 – 6%porosity.
The material microstructure presented by the characteristic titanium boride whiskers measuring from 1 – 3 to 20 – 30 μm in length and having a thickness of less than 2 μm was studied. Closer to the center of the plate, the whiskers become somewhat larger due to a less pronounced heat removal. It has been established that the obtained materials are thermally stable up to 1,100°C in an oxidative atmosphere.
References
A. P. Amov, I. P. Borovinskaya, and A. G. Merzhanov, Powder technology of self-propagating high-temperature synthesis of materials [in Russian], Mashinostroyenie, Moscow (2007), 567 p.
V. L. Kvanin N. T. and Balikhina, “Obtaining large-sizes hard-alloy products — one of the technological directions utilizing the SHS process,” Izv. vuz. Nonferrous metallurgy, No. 5, 50 – 61 (2006).
G. M. Voronin, S. T. Kishkin, I. O. Panasyuk, et al., “Refractory alloys in aircraft and spacecraft equipment. Aviation materials on the cusp of the 20th and 21st centuries: science and engineering reports,” VIAM, Moscow (1994), pp. 264 – 273.
R. A. Andriyevskii, “Refractory compounds: new approaches and results,” Uspekhi Fizicheskikh Nauk, 187(3), 296 – 310 (2017).
A. M. Stolin and P. M. Bazhin, “Obtaining multipurpose products from composite and ceramic materials via burning and high-temperature deformation (SHS-extrusion) mode,” Teoreticheskie Osnovy Khimicheskoi Tekhnologii, 48(6), 603 – 615 (2014).
A. M. Stolin, D. Vrel, S. N. Galyshev, et al., “Hot forging of MAX compounds SHS-produced in the Ti–Al–C system,” Int. J. Self-Propag. High-Temp. Synth., 18(3), 194 – 199 (2009).
K. S. R. Chandran, K. B. Panda, and S. S. Sahay, Chandran, TiBw-reinforced Ti composites: processing, properties, application prospects and research needs, J. Miner. Met. Mater. Soc., 56, 42 – 48 (2004).
B. Liu, Y. Liu, X. Y. He, et al., “Preparation and mechanical properties of particulate-reinforced powder metallurgy titanium matrix composites,” Met. Mater. Trans. A, 38, 2825 – 2831 (2007).
This study was sponsored by the grant from the Russian Science Foundation (Project No. 18-79-10254).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 5, May, 2019.
Rights and permissions
About this article

Cite this article
Stolin, A.M., Bazhin, P.M., Konstantinov, A.S. et al. Free SHS-Compression Method for Producing Large-Sized Plates from Ceramic Materials. Refract Ind Ceram 60, 261–263 (2019). https://doi.org/10.1007/s11148-019-00348-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-019-00348-4