
A new concept of energy production units is considered, i.e., electric furnaces with a moving hearth platform intended for firing vermiculite concentrates and thermal activation of other minerals. Proof is provided for assumptions of a new concept providing high energy efficiency. A prediction is provided for a reduction in specific energy capacity for firing vermiculite to 40 mJ/m3.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Since the development of electric firing technology for vermiculite (2003) a requirement for a reduction in energy capacity for this process has been important. Modular-trigger kilns have been improved and new engineering solutions appear with experience of their operation. The outlook for furnaces with thermal energy accumulation and successively-parallel coupling of electrified and so-called “zero” modules (PPS-furnaces), provided in [1], have shown the possibility of achieving specific vermiculite firing energy capacity of 173 – 175 mJ/m3.
However, this is inadequate. Electrical energy costs are more expensive than the energy of burnt hydrocarbon fuel, which is used in traditional burner furnaces. Therefore, apart from the Irkutsk region and Krasnoyarsk territory, where hydroelectric energy prevails, providing cheap power, use of these furnaces is not altogether economically suitable. Ecological safety of electric firing technology is not a weighty argument for industrialists. A new concept has appeared of highly efficient energy production units, i.e., electric furnaces with a moving hearth platform capable of leading to a reduction in specific energy content of firing to 40 – 45 mJ/m3.
The aim of this work consists of presentation and proof of the assumptions of a new concept proving good energy efficiency of electric furnaces with a moving hearth platform, and consideration of other advantages. In [1] these ideas and advantages were noted and are finally formulated here:
-
1)
avoidance of a module factor excluding the possibility of a subsequent and marked improvement in furnace energy efficiency;
-
2)
high concentration of expanded vermiculite present at the surface of a hearth platform in a heat field under conditions of single-layer flow;
-
3)
constancy of average vermiculite movement rate in a heat flow with the possibility of controlling it;
-
4)
the possibility of adjustment of firing duration;
-
5)
exclusion of vermiculite contact with electric heaters;
-
6)
uniform temperature distribution over the width of a hearth platform.
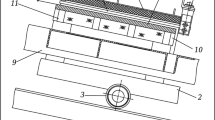
A furnace construction is shown in Figs. 1 – 3 with a moving hearth platform. The working surface 1 of heat-resistant steel is located on a framework 2 made of hollow beams. Cavities of the framework, assembled by means of screws, are filled with heat insulation material 3, and the framework itself is fastened to a mobile hearth platform 4. The furnace has electric heaters 5, a roof with a protective shield 6, an eccentric drive, containing a cam 7, a body with cylinder 8, a hollow plunger 9, and a spring 10 inserted within it. The cylindrical 11 and conical 12 springs are installed from both sides of the platform, fitted with axles 13 and rollers 14, arranged in guides 15 of the ram. The platform is also made from beams welded with channels 16.

Furnace construction with moving hearth platform.
The roof is installed on a frame by means a hinge 17 and transverse beam 18 above the working surface with the possibility of opening with rotation by angle 180° and for access to heaters. The fastening heads 19 are rigidly secured to an angle 20 of the roof through dielectric packing 21 and 22, and have clamping plates 23 by means of which with screw connections 24 and 25 heaters 5 are fastened to one side of the roof. On the other side blocks 26 of heat-resistant steel are located, which serve for holding electric heaters in a stretched condition with force F (see Fig. 3). Tension is provided by a load 27, hanging on steel cables 28 fastened through block 29, having a dielectric sleeve 30 (see Fig. 2) fitted to horizontal axis 31 and fastened to the roof. Blocks 29 due to bushes 30 are installed with a different pitch r over the width. Heaters are made from nichrome wire that achieve (compared with strip) a reduction in firing space between the working surface and a reflecting plate. Blocks 26 are installed in a horizontal plane and are fitted on axis 32, made of dielectric material that through traverse 33 is connected with steel cables 28 (see Fig. 2).

View A (fragment with cut-out in protective shield).
The roof, as for the body, is made of heat insulation material 34 and contains a plate 35 of polished heat-resistant steel exhibiting good reflecting capacity. The plate is secured to the roof by screws 36 by means of which due to bushes 37 plates 32 of the roof and working surface 1 are parallel. In order that under action of high temperature there is now warping of the working surface and reflecting plate, they should be made composite.
This furnace construction answers the first assumption of the new concept for avoiding the modular factor.
During furnace operation electric heaters, connected to the network, heat the firing space formed by working surface 1 and reflecting plate 35. The good reflecting capacity of the reflecting plate and working surface 1, low conductivity of heat insulation materials and packing, installed between framework beams, facilitate rapid heating, maintenance of a high temperature, and minimization of thermal energy loss. Heaters 5, fastened to securing heads 19 are heated to 700 – 800°C and extend. Blocks 26, through which heaters are extended through heat-resistant axes 32, traverse 33, and steel cables 28, pass through block 29 with dielectric bushes 30 sitting on horizontal axis 31, are connected with vertically hanging loads 27. The latter create stretching force F, and exclude electric heater 5 sagging.
The drive of cam 7 controlled with respect to frequency (not shown in Figs. 1 – 3) creates oscillatory movement x 1 of plunger 9 and body cylinder 8, compressing-extending spring 10 with an excitation frequency f 1, Hz, and creates horizontal oscillations x 2 of the hearth platform 4 with working surface 1 on which there is expanded vermiculite. Concentrate is fed by a drum dispenser (not shown in Figs. 1 – 3 ) to the right-hand part of surface 1 so that on expanding vermiculite grains are arranged in the direct vicinity of each other.

Layout of fastening, distribution, and tension of heaters in furnace roof.
Conformity of dispenser and vibration drive operation guarantee a high vermiculite concentration at the surface of hearth platform, providing the second assumption of the concept.
The platform completes unidirectional oscillations, skating on rollers 14 and guides 15. The combined stiffness of cylindrical 10, 11, and conical 12 springs and weight of the hearth platform with the body (vermiculite weight not considered) determine the natural oscillation frequency f 2, Hz, of the spring-platform system.
During rotation of the cam with frequency f 1, equal to natural oscillation frequency f 2, the spring-platform system enters into resonance, asymmetric oscillations are established caused by the non-linear nature of elasticity of conical spring 12. Any oscillatory system, having non-linear springs on one side, exhibit so-called soft amplitude-frequency characteristics (AFC), whose resonance peak is bent to the left [2, 3]. This spring-platform system also has soft AFC. Entry into a resonance regime occurs at the instant when f 1 becomes equal to natural frequency f 2. The platform starts to complete oscillation with amplitude increasing by a factor of 5 – 10.
A diagram of platform oscillation is given in Fig. 4. It is apparent that this is asymmetric oscillations, with which as is well known a one-sided transport is effect arises. They are characterized by the fact that maximum absolute acceleration, directed to the right, does not equal the maximum absolute acceleration directed to the left. If the maximum acceleration to the left \( {\ddot{x}}_{\operatorname{max}L} \) is greater (as in this case), then the maximum acceleration to the right \( {\ddot{x}}_{\operatorname{max}R} \) with which there will be fulfilment of a condition [2, 3]

Diagram of oscillation-displacement of spring–platform oscillatory system.
then particles and whole stream of vermiculite grains will move to the left without separation from working surface 1, and movement will have a unidirectional pulsating nature with some average rate (μ is vermiculite friction coefficient over a metal surface; G is vermiculite particle force, N; m is vermiculite particle weight, kg).
In resonance it is possible to change the platform oscillation amplitude due to adjustment of cam frequency f1 and natural frequency f2. The oscillation amplitude of the system may vary from maximum to the amplitude of a sub-resonant regime. Thus, there is control of oscillatory movement x 2, amplitude of vibration speed ωA and vibration acceleration ω2 A of an oscillatory system (where ω = 2πf), providing a change in the average vermiculite movement rate over the working surface 1 of a hearth platform, and control of firing time.
Asymmetric oscillations of the mobile hearth platform, causing a transport effect, provide the fourth assumption for constancy of the average vermiculite velocity, control of it, and possible adjustment of firing duration.
By controlling firing duration and electric heater temperature it is possible to adjust furnace operation to a required regime in relation to vermiculite concentrate faction composition and its form.
Expanded vermiculite grains beneath direct heat radiation, proceeding from electric heaters 5, working surface 1, and reflecting plate 35, absorb this energy, expand, and in final form emerge from the furnace through chute 38. In addition, the stream of vermiculite is beneath electric heaters and not between them in longitudinal chambers, as in electric modular-trigger kilns [4].
This feature of the furnace implements the fifth assumption of the new concept, i.e., it avoids direct contact of vermiculite with electric heaters, excluding scale formation upon them that often occurs in electric modular-trigger kilns and leads to breakdown [5].
It has been shown in an article [1] that an increase in vermiculite grain concentration on the working surface in the firing space from 10,208 to 11,261 pieces/m2 (10.3%) leads to a reduction in specific energy content of the process by 6.2%. Now we compare the calculated concentration in a three-module industrial test furnace, considered in [1], and on a moving hearth of the new electric furnace.
A three-module furnace with an average firing duration t = 2.84 sec and productivity Π V = 1.75 m3/h has module dimensions of width B = 0.96 m, length L = 0.89 m (0.96 × 0.89). Calculated for expanded material the overall volume of grains simultaneously in three furnace modules equals:
where 0.365 is expanded vermiculite mass porosity coefficient [6]; Π V /3600 is conversion of the productivity dimension m3/h into m3/sec.
The overall volume comprises 876,600 × 10–9 m3, and the volume of one grain Vg expanded from a particle with average nominal diameter D = 4 mm equals 33.5 × 10–9 m3.
The amount of grains simultaneously in the furnace m = 876,600/33.5 = 26,167.
The amount of grains in one module m 1 = 26,167/3 = 8,722.
With an in-line structure the position of grains on a surface (this is a model of controlled structure of vermiculite flow adopted in [1]) the average distance between grain axes (pitch) δ = 0.0107 m, and the gap between them is 0.0067 m. Vermiculite concentration within one module equals κ3m = 8722/(0.96 × 0.89) = 10,208 pieces/m2.
In the new furnace movement of vermiculite flow is organized so that equality δ = D is observed with which grains are adjacent to each other and occupy the whole surface of the mobile hearth platform. Let its dimensions equal those of the module 0.96 × 0.89 m. Then the number grains over width B and length L of the platform will equal
The overall amount of grains on the hearth platform will equal 53,280 pieces, and vermiculite concentration, determined by the ratio κp = 53,280/(0.96 × 0.89) = 62,359 pieces/m2, increases by a factor of six.
Let the time for vermiculite movement over the platform be not less than 3 sec with equivalent temperature conditions (at a nichrome surface 750°C). Consequently, the vibration of the hearth platform should provide an average movement rate of vermiculite expanded grains v av = 0.3 m/sec. This is a significant speed for vibration transport of loose materials over a horizontal surface, but it may be achieved not only with optimum selection of vibratory system spring-platform parameters, but also an inclined platform in the direction of vermiculite movement [3].
Proceeding from Eq. (1) furnace productivity Π V , m3/h, will equal:
If in a pilot plant three-module furnace module dimensions equal the size of the hearth platform, then the electrical requirement for the new furnace should be halved, since instead of three sets of heaters within it there will only be one. In addition, with approximately equal temperature conditions (~750°C) and somewhat longer firing duration (3 sec against 2.84 sec) productivity increases from 1.75 to 3.36 m3/h.
The specific energy capacity of firing vermiculite in an industrial test furnace on average for the different dimensional groups of concentrates e 3m = 250.1 mJ/m3 [1]. Then this index for the new furnace with a mobile hearth platform should equal:
With this it might be expected that the specific energy capacity of the new furnace with respect to the most improved PPS-furnace with zero modules operating on recycled thermal energy [1] decreases by a factor of four (1.75/43.4 = 4.03), and the absolute requirement for electrical energy will be 36 – 38 kW.
The change is shown in Fig. 5 for specific energy capacity and productivity with a change-over from electric modular-trigger kilns to a new furnace with a mobile hearth platform.

Change in specific energy capacity (1 ) and productivity (2 ) with change-over from electric modular-trigger furnaces (EMTF) to new concept furnace: a) range of energy capacity values; b ) EMPF productivity, broken line signifies region of virtual furnace units, occupying an intermediate structural condition.
Curves in Fig. 5 clearly show the advantage of the new concept furnace with a change-over of new equality of energy production units for firing vermiculite. These results are due to realization of two main assumptions of the new concept, i.e., avoidance of modularity, and a significant increase in vermiculite concentration on a hearth platform with retention of single-layer flow of loose material.
With a firing specific energy capacity of 40 – 45 mJ/m3 the electric energy will not be more expensive than energy of burning hydrocarbon fuel that is used in traditional burner furnaces with an energy capacity of 260 – 300 mJ/m3 [7] (a reduction by a factor of 6.0 – 6.5), and it will also be possible to operate these furnaces in any regions of the country.
Another (sixth) assumption of the new concept is provision of uniformity of temperature distribution over the hearth platform width.
Measurement of heater and refractory surface temperatures within a longitudinal chamber in modular-trigger furnaces has shown [6] that in the wall areas temperature moduli are lower than at the center. This situation leads to the fact vermiculite at the kiln outlet over the edges remains partly unexpanded: the deviation of vermiculite bulk density emerging at the center and over the edges is 3 – 5%.
In order to avoid this disadvantage the width of longitudinal chambers in wall areas is made less than in the center, but with very narrow chambers it would be necessary to satisfy the condition
where D is average nominal diameter of original vermiculite concentrate particles, determining its size group [6]. Condition (2) excludes formation of vermiculite blockages in longitudinal chambers, but in modular-trigger kilns in order to observe this condition it is necessary to increase the pitch of electric heater installation, which considerably reduces the temperature of the space between them. The position of electric heaters above vermiculite flow (see Fig. 1) in the new furnace makes it possible to provide observance of condition (2).
We consider a scheme for fastening, separating, and tensioning heaters in the furnace roof (see Fig. 3, half the roof is shown). Fastening bolts 19 have the same width, determining pitch r 5. Pitch r 4 = r 6 between heads is greater than r 5, but this is due to convenience of access to threaded connections 25. With use of heads with cut grooves, making it possible during dismantling not to extend studs along their axes, and to remove them together with bushes and nuts in assembled form [8], fastening construction may be made so that the pitch of heaters in the central part will be equal to r 4 = r 5 = r 6.
In wall areas the pitch is variable; r 3 > r 2 > r 1. This achieves greater power of heat flows falling on expanded vermiculite on a moving hearth platform.
We take a conditional (virtual) frame with dimensions a × b. let these dimensions be such that with any position of the frame in the central part (frame coordinates x 1, ..., x 5) it only embraces two electric heaters. With transfer of the frame to the wall area this will embrace three heaters (x 6 and x 7). If the furnace power required is 37,000 W, then with twenty heaters in each of them there is 1858 W. Let the size of a frame equal 0.1 m with a heater length of 0.89 m. Then taking account of the assumption that all electric energy is transferred into thermal energy, it is possible to calculate the power of heat flow falling on vermiculite within one frame in relation to its position:
-
x = x 1, ..., x 5: power in the central area equals N c.a = 2·1858·0.1/0.89 = 417.5 W;
-
x = x 6 = x 7: power in the wall area equals N w.a = 3·1858·0.1/0.89 = 626.3 W.
Heat flow power distribution falling from the surface of an electric heater on to the working surface of the moving platform on an area equal to a × b is shown in Fig. 6 in the form of a histogram. It is apparent that thermal energy cannot be distributed discretely since in accordance with the rule of a stretched thread [9] thermal radiation of electric heaters, arranged for example in the region of the frame with coordinate x 7, will reach all areas of the platform surface, and probably with a reduction in power of the flow in relation to distance of a section. Energy is distributed similarly from other heaters.

Distribution of heat flow capacity over working surface within the limits of the framework area (a × b).
Also shown in Fig. 6 is an approximate distribution of power of descending effective flows in relation to section coordinates. Precise determination of these powers, and corresponding working surface temperature of a moving platform, may only be given by an analytical model, based for example on the method of balanced flows [10], giving very precise results [11].
Work for studying the possibility of energy production units of the new concept applied to firing vermiculite and thermal activation of other minerals [2] is still at the very beginning. It is necessary to conduct modeling of the process of controlling movement of loose media on a furnace hearth platform, processes of heat assimilation and transfer of radiated heat to a material being treated taking account of its optical properties, to establish energy relationships with heat assimilation of vermiculite, and other minerals, and also to perform a whole series of experimental studies.
However, this prediction is promising. Currently technical documentation is being developed for a test example of a furnace with a mobile hearth platform and preparation is in progress.
References
A. I. Nizhegorodov, “Ways and limits of increasing the energy efficiency of electric modular-trigger kilns for firing vermiculite. Transfer to a new concept,” Novye Ogneupory, No. 12, 13 – 16 (2016).
V. A. Bauman and I. I. Bykhovskii, Vibration Machines and Processes in Construction [in Russian], Vyssh. Shkola, Moscow (1977).
É. É. Lavendel (editor), Vibration in Engineering, in 6 Vol. Vol. 4, Vibration processes in Machines [in Russian], Mashinostronenie, Moscow (1981).
A. I. Nizhegorodov, RF Patent 2351862, MPK F 27 B 9/00, Electric furnace for firing vermiculite concentrates, Claimant and patent holder A. I. Nizhegorodov, No. 2007133939, Claim 09.11.07, Publ. 04.10.09, Bull. No. 10.
A. I. Nizhegorodov, “Factors of energy technology unit reliability for firing vermiculite,” Stroit. Dorozh. Mashin., No. 5, 13 – 18 (2015).
A. I. Nizhegorodov and A. V. Zvezdin, Energy Technology Units for Processing Vermiculite Concentrates [in Russian], IRNITU, Irkutsk (2015).
A. I. Nizhegorodov, “Efficiency of flame and electric modular-trigger kilns for firing vermiculite,” Tekhnol. Mashin. No. 1, 32 – 34 (2010).
A. I. Nizhegorodov, RF Patent 141915, MPK F 27 B 15/24, Electric furnace for firing vermiculite concentrates, Claimant and patent holder A. I. Nizhegorodov, No. 2014106514/02, Claim 02.20.14, Publ. 06.20.14, Bull. No. 17.
F. Krate and U Black, Bases of Heat Transfer [Russian translation], Mir, Moscow (1983).
A. S. Telegin, V. S. Shvydkii, and Yu. G. Yaroshenko, Heat and Mass Transfer [in Russian], IKTs, Akademkniga (2002).
A. I. Nizhegorodov, “Study of heat transfer in electric modular-trigger furnaces for firing vermiculite taking account of material absorption properties,” Ogneupor. Tekhn. Keram., No. 5, 29 – 36 (2014).
I. P. Kremenetskaya, O. P. Korytnaya, T. N. Vasil’eva, et al., “Reagent for immobilizing heavy metals for serpentine-containing overburden rocks,” Vodochist. Vodopod. Vodosnab., No. 4, 33 – 40 (2008).
Acknowledgements
Supported by an FGBU grant “Assistance fund for development of small forms of enterprises in the scientific and technical sphere” (claim S1-11374, order No. 22-39 of 03.04.2016).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 2, pp. 19 – 24, February, 2017.
Rights and permissions
About this article

Cite this article
Nizhegorodov, A.I. Energy Efficient Electric Furnace with Moving Hearth Platform for Firing Vermiculite. Refract Ind Ceram 58, 29–34 (2017). https://doi.org/10.1007/s11148-017-0049-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-017-0049-4