
Results are presented from a study of the effect of the technological regimes used in electrical-discharge machining on the accuracy of small-diameters holes formed in parts made of a high-density ceramic. It is established that increases in the frequency and duration of the pulses in the electrical-discharge machining of holes in an oxide-carbide ceramic increase the diameter of the holes, deviations in their shape, and the diameter and height of the cone at the bottom of the holes. It was determined that it is necessary to optimize the electrical-discharge machining of small-diameter holes in high-density ceramics.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The reliability of ceramic products depends to a large extent on the type of treatment they were given and the conditions under which it was administered [1, 2]. Diamond grinding, the most commonly used treatment, is characterized by an extremely high level of thermal and mechanical loading of the surface being treated [3, 4]. Numerous cracks and regions containing localized fractures are formed in the surface layer of the ceramic product by these loads and have a highly adverse effect on the products’ service characteristics [5, 6]. In addition, performing individual processing operations (such as drilling holes less than 0.5 mm in diameter) by diamond grinding in the course of making ceramic products is very difficult [7]. Taken together, these problems make it important to conduct scientific research aimed at finding innovative technologies for making ceramic products of complex form.
One effective means of solving the given problem is the use of electrical discharge machining (EDM) [8]. Among the advantages of EDM are the near absence of mechanical loads during machining and the possibility of machining ceramic products with the use of a non-rigid tool (electrode) [9]. The high degree of efficiency of EDM for drilling small-diameter holes in parts made of heat-resistant alloys for gas-turbine engines has been proven by the results obtained from its industrial use [8]. However, EDM is rarely used to machine parts made of high-density ceramics due to technical problems related to the machineability of such materials [10]. The high electrical resistivity and nonuniform structure of the ceramic — which is composed both of current-conducting granules (such as titanium carbide) and granules that do not conduct electricity (such as aluminum oxide) makes it impossible to make high-precision products [11, 12].
In light of the foregoing, it is necessary to study the effect of the technological regimes used in EDM on the accuracy of the resulting ceramic products and to use the results obtained from such research to come up with scientifically substantiated recommendations on optimizing the design of processes for making ceramic products and determining the processing conditions in each operation. The goal of the investigation being discussed in this article is to examine the effect of the technological regimes employed in electrical-discharge machining on the precision parameters of “blind” small-diameter holes in a high-density oxide-carbide ceramic. The results of this research will be presented in a series of articles. In part I of this article, we describe the method of investigation and analyze the effect of the frequency and duration of the pulses on the precision parameters of the holes. Part 2 examines the effect of the breakdown voltage, voltage gain, peak current, and working voltage on the same parameters, and Part 3 analyzes the effect of the technological regimes on the dimensions and morphology of the damage regions formed on the end surface of ceramic specimens and next to the holes.
Method of Investigation
Experimental studies were performed using the SX-200-HPM high-precision EDM machine made by the Swedish company SARIX SA. The machine employs the electro-impulsive machining regime, in which a flow of ions travelling to the surface of the semifinished product — which serves as the cathode - ensures a high rate of removal of the constituent material (productivity is 8 – 10 times greater than in the electrospark regime) without loss of accuracy. The material is removed from the semifinished product as a result of numerous arc discharges occurring in the fluid-filled gap (Fig. 1 a) between the electrode-tool and the semifinished product [9]. Each discharge is an intensive source of heat that creates a heat flow which is directed toward the semifinished product and instantaneously heats a local region of the material. The nonsteady heating of the semifinished product results in melting and vaporization of microscopic volumes of the material from the product’s surface and the formation of an erosional crater. The working fluid in the gap removes the erosion products and ensures creation of the necessary discharge. The electrode-tool undergoes two types of motion when holes are being drilled: rotational motion ν and translational motion S (see Fig. 1 a).

Diagram of the electro-impulsive regime of electrical-discharge machining (a) and a general view of the electrical-discharge machine (b ).
Figure 1 b presents a general view of the high-precision electrical-discharge machine. The machine is equipped with an SX-HPS high-frequency pulse generator 1, a rotary spindle 2, an SX-CU block 3 with software designed to control the electrical circuits and control mechanisms, and an SX-MMI panel 4 for remote monitoring of the parameters of the machining operation. Deionized water is supplied to the working zone of the machine, which is bounded by a reservoir. Filtering elements subsequently remove the water from the machined products. The electrode-tools are tungsten carbide rods 0.3 mm in diameter and 300 mm in length. The rods are installed in the rotary spindle, which is equipped with a special clamp. The system that automatically feeds the electrode-tool ensures that the drilling operation is continuous and continually corrects for any “stickout” of the electrode-tool outside the spindle as it undergoes wear during machining. Semifinished products having the dimensions 20 × 20 × 5 mm and made of ceramic VOK71 of the system Al2O3–TiC (HRA hardness 93 – 94, resistivity 0.4 Ω) were used as the material to be machined. The semifinished products were made by hot extrusion, which was followed by diamond grinding of all of the surfaces (roughness Ra = 0.1 μm). Each specimen was secured in a clamp on a three-coordinate work table.
Two series of experiments were performed. In the first series, we changed the frequency of the pulses f within the range from 60 to 140 Hz and left the other parameters the same: pulse duration t i = 5 μsec; peak current I = 65 A; working voltage U = 120 V; pulse energy E = 0.105 J; breakdown voltage U g 80 V; voltage gain k u = 70; depth of the hole t = 1 mm. In the second series of experiments, we changed pulse duration t i within the range from 2 to 8 μsec and left the other parameters unchanged: f = 120 kHz, I = 65 A, U = 120 V, U g = 80 V, k u = 70, t = 0.5 mm. The speed of rotation of the electrode-tool was constant in all of the experiments and was 600 rpm; the machine provided for lengthwise movement (feed) S of the electrode-tool in the automatic regime.
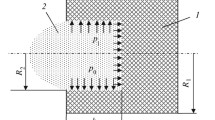
To determine the parameters of the blind hole in the ceramic semifinished product and to thus be able to determine the accuracy of the EDM operation, we first studied the geometry and morphology of the surface of a hole and constructed its typical contour. Five characteristic sections were found on the actual profile of the hole (Fig. 2). Damage region 1 (from point a to point b) is formed on the initial end surface of the ceramic specimens and is characterized by a large number of defects in the form of erosional craters and sections of molten material. This region is followed by transitional region 2 (from point b to point c), which extends in the radial direction and is formed at the intersection of the end surface of the semifinished product and the cylindrical surface of the hole. The structure of the surface of this region is highly defective and extends to a depth of 0.045 – 0.055 mm. The lateral surface of the hole forms the “actual” profile 3 (from point c to point e). It consists of a conical section (from point c to point d) and a cylindrical section (from point d to point e). The inside part of the end surface of the blind hole is complicated in shape and is formed by the bottom 4 (from point e to point f) and the cone 5 (from point f to point g). The origin of this portion of the hole is related to wear of the end surface of the electrode-tool.

Actual profile of the blind hole after electrical-discharge machining.
We used the following parameters to evaluate the accuracy of holes of complex form: the diameter of the hole D h; the deviation of the hole from circular form Δ0; the deviation of the profile of the hole’s longitudinal section from a cylindrical surface Δp; the diameter of the cone d c formed on the bottom of the hole; the height of the cone h; the width of damage region 1. Figure 3 illustrates the measurement of these parameters of the hole. The diameter of the hole D h was determined as the arithmetic mean of four measurements of the diameters of the actual profile of the hole in the planes A–A, B–B, C–C, and D–D. These planes were located at a 45° angle to one another (see Fig. 3 a). The deviation Δ0 (GOST 24642) was determined as the largest distance from points on the actual profile of the hole to the adjacent circle inscribed in it. These measurements were made in the four planes with the use of optical microscope “Olympus BX51M.” The deviation Δp (GOST 26642) was determined as the largest distance between the actual profile and the adjacent profile in the four planes A–A, B–B, C–C, and D–D (see Fig. 3 b). Each adjacent profile was determined as the cylindrical surface passing through point c and point c 1, both of which were located 0.05 mm from the end surface of the ceramic semifinished product. To determine the value of Δp, first we recorded the profile of the hole on the instrument “MicroCAD Premium” in the four planes. The resulting profilograms were then used to measure the distances D 1 and D 2 between points c and c 1 and k and k 1, respectively. The quantities D 1 and D 2 were measured over distances of 0.05 and 0.35 mm from the end surface of the ceramic semifinished product, respectively. The average values of the distances D 1 and D 2 measured in the four planes were regarded as the diameters of the adjacent and actual profiles, while the difference between those distances (Δp = D 1 – D 2) was regarded as the deviation of the profile of the longitudinal section of the hole.

Illustration of the method used to determine the precision parameters of a blind hole made in a ceramic VOK71 semifinished product by electrical-discharge machining.
The parameters d c and h were also measured on the profilograms obtained with “MicroCAD Premium” in the four planes A–A, B–B, C–C, and D–D (see Fig. 3 b). As d c and h, we took the average values of the measurements made in those planes. Measurements of d c were made 0.45 mm from the end surface of the ceramic semifinished product, while h was measured between the plane of the bottom of the hole and the apex of the cone. The index l was determined as the distance between circles 1 and 2 describing the damage region and the transitional region, respectively (see Fig. 3 c). The measurements were performed with the use of thermionic-emission scanning electron microscope TESCAN VEGA 3LMH, which has a tungsten cathode. The measurements made of l in the four planes A–A, B–B, C–C, and D–D were used to determine the average value of this parameter.
Use of the method described above made it possible to unambiguously identify the precision parameters of the holes and study how they are affected by the technological regimes used for electrical-discharge machining.
Results and Discussion
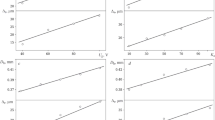
Figure 4 shows the results obtained from studying the effect of f on the precision parameters of blind holes in semifinished products made of oxide-carbide ceramic VOK71. An increase in the frequency of the pulses in the range f = 60 – 140 kHz is accompanied by a significant deterioration in the accuracy of the holes. The parameter that is least affected here is D h, while the largest effect is seen on the deviations of the hole from its prescribed shape. The lowest value of D h was recorded during machining with f = 60 kHz (d av = 0.405 mm) and the highest value was recorded at f = 140 kHz (d av = 0.456 mm). It was determined that there is a linear relationship between f and D h. Meanwhile, an increase in f from 60 to 140 kHz leads to an increase in D h by 11%.

Effect of f on the precision parameters of a blind hole made in a ceramic VOK71 semifinished product by electrical-discharge machining.
The frequency f has a greater effect on Δ0: the index Δ0 increases with an increase in f. For example, the value of Δ0 for the hole is 16 μm at f = 60 kHz, but it more than doubles and reaches 32 μm at f = 140 kHz. It was determined that the frequency f has its greatest effect on the index Δp. The deviation Δp increases by a factor of 2.9 when f increases within the range from 60 to 140 kHz.
Figure 5 a shows the results obtained from studying the effect of t i on the precision parameters of blind holes in semifinished products made of oxide-carbide ceramic VOK71. It is apparent that the accuracy of the holes decreases with an increase in t i. An increase in t i from 2 to 8 μsec leads to an increase in D h from 0.4 to 0.48 mm, an increase in Δ0 from 14 to 48 μm, and an increase in Δp from 6 to 22 μm. Thus, t i has its greatest effect on Δ0 and Δp (a 3.7-fold increase in Δp was recorded) and its smallest effect on D h (which changed by a factor of 1.2). The value of Δp increased by a factor of 3.4 when t i increased from 2 to 8 μsec.

Effect of t i on the precision parameters of a blind hole made in a ceramic VOK71 semifinished product by electrical-discharge machining (a) and on the geometry of the bottom of the hole (b ).
Figure 5 b shows the effect of t i on the geometry of the bottom of the hole. It was established that an increase in t i from 2 to 8 μsec leads to an increase in d c and h by factors of 1.8 and 2.6, respectively. Given the relationship between these parameters and the condition of the end surface of the electrode-tool, a concavity is formed on that surface and is reproduced on the bottom of the blind hole. The rate of formation of this source of wear is also related to the duration of the pulses. Within the range t i = 2 – 8 μsec, the rate of wear of the electrode-tool is higher in the longitudinal direction than in the transverse direction.
An analysis was made of the effect of the relationships that were found to exist between f and t i on the precision parameters of a blind hole in a semifinished product made of ceramic VOK71 during electrical-discharge machining. The analysis showed that all of these relations are described with a high degree of accuracy by a linear function, which makes it considerably easier to optimize the parameters for drilling holes in semifinished products made of high-density ceramics.
Conclusion
It was determined that pulse frequency f and duration t i significantly affect the accuracy of blind holes made in semifinished products of oxide-ceramic VOK71. At f = 60 – 140 kHz, the value of D h increased 11% and the values of Δ0 and Δp increased by factors of 2.0 and 2.9, respectively. Pulse duration ti has a greater effect on the precision parameters of a blind hole. Within the range t i = 2 – 8 μsec, the values of D h, Δ0, Δp, d c, and h increased by factors of 1.2, 3.4, 3.7, 1.8, and 2.6, respectively.
References
A. V. Balykov and A. B. Lipatova, “Machining of parts made of brittle nonmetallic materials by using diamond disks,” Tekhnologiya Metallov, No. 10, 44 – 49 (2008).
V. V. Kuzin, Tools with Ceramic Cutting Blades, Yanus-K, Moscow (2006).
V. V. Kuzin, “Technology for machining high-refractory ceramic parts based on silicon nitride,” Refractories and Industrial Ceramics, 47(4), 204 – 208 (2006).
V. V. Kuzin, “Technological aspects of the diamond grinding of parts made of a nitride ceramic,” Vestn. Mashinostr., No. 1, 37 – 41 (2004).
V. V. Kuzin, “A model of forming the surface layer of ceramic parts based on silicon nitride in the grinding process,” Key Engineering Materials, 496, 127 – 131 (2012).
V. V. Kuzin, “Improving the stability of cutting tools made of nitride ceramics by optimizing the conditions under which they are sharpened,” Vestn. Mashinostr., No. 12, 41 – 45 (2003).
A. V. Balykov, “Diamond drilling of holes in parts made of brittle nonmetallic materials,” in: Science and Technology [in Russian], Moscow (2003).
Yu. S. Eliseev, V. V. Krymov, A. A. Mitrofanov, et al., Physico-Chemical Methods of Treatment in the Production of Gas-Turbine Engines, Drofa, Moscow (2002).
N. K. Fateev, The Technology of Electrical-Discharge Machining [in Russian], Mashinostroenie, Leningrad (1990).
V. K. Starkov, V. V. Kuzin, V. F. Popov, et al., “Improving the service properties of ceramic products by machining and heat treatment,” in: Machine Construction. Ser. Progressive Technologies in Machine Construction: Survey Information [in Russian]. VNIITEMR, Moscow (1989), Vol. 4.
A. Muttamara, Y. Fukuzawa, and N. Mohri, “Probability of precision micro-machining of insulating Si3N4 ceramics by EDM,” Journal of Materials Processing Technology, 14, 243 – 247 (2003).
B. Bhattacharyya, B. N. Doloi, and S. K. Sorkhel, “Experimental investigations into electrochemical discharge machining (ECDM) of non-conductive ceramic materials,” Ibid., 9, 145 – 154 (1999).
This paper was prepared with financial support from the Russian Ministry of Education and Science as part of research carried out under a Federal program.
(To be continued)
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 7, pp. 52 – 56, July, 2014.
Rights and permissions
About this article

Cite this article
Grigor’ev, S.N., Kuzin, V.V., Fedorov, S.Y. et al. Technological Aspects of the Electrical-Discharge Machining of Small-Diameter Holes in a High-Density Ceramic. Part 1. Refract Ind Ceram 55, 330–334 (2014). https://doi.org/10.1007/s11148-014-9720-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-014-9720-1